管理工艺路线计划
工艺路线计划属于制造对象,适用于各种场景,比如验证。通过工艺路线计划对象,可以在最终确定工艺计划之前尝试各种场景。对于工艺计划,可创建多个工艺路线计划。即,可以将多个工艺路线计划与一个工艺计划相关联。
假设如下场景:需要在工厂中本地化或运行工艺计划。可通过两种方法来评估工艺计划的时间和成本。在这种情况下,工艺路线计划对象是有益的。可以创建两个工艺路线计划来分析和验证各种结构或计划。可以使用这两种工艺路线计划,以两种不同的方式执行本地化。在第一个工艺路线计划中,您需要在“可视化”中打开工艺路线计划,放置刀具,检查人类工程学策略,执行其他任务,然后获得结果。可以对其他工艺路线计划执行类似任务。然后,可以比较结果,确定哪个工艺路线计划更加符合您的业务需求。此分析有助于优化工艺计划。
工艺路线计划需要工艺计划、物料清单 (BOM) 和工厂才能正常运作。工艺路线计划充当这三个实体之间的链接。
可以将工艺路线计划用作生产版本。利用工艺路线计划可确定:在特定工厂中,对于指定数量的产品,应当使用的工艺计划以及相应的物料清单。
优化物料流是提高生产力、降低制造过程成本的一个重要因素。该流可能与工厂中的物料流动方式或制造工艺计划的工艺路线有关。可通过工艺路线计划定义工厂中的物料流或工艺计划,以及优化流程和管理构件,如文档、工艺资源、刀具等。
工艺路线计划可协助您做出以下决策:
• 根据数量、日期和批号,决定要采用的工艺。
• 要使用的刀具、生产线或工作中心。
• 当数量发生变化时,如何利用工厂功能来优化生产。例如,如果系统必须生产的 Part A 数量为 100,会使用 Process Plan 1、Line 1、Workstation 1、Operation 1 和 Tool 1。
如果必须生产的 Part A 数量为 1500,会使用 Process Plan 1、Line 1、workstation 2、Operation 1 和 Tool 2。系统也可以使用不同的工艺计划来生产数量为 1500 的 Part A。
优点
工艺路线计划制造对象具有以下优点:
• 可供您在实际生产之前尝试不同的场景。
• 主动验证产品设计的可制造性,并减少工程与生产之间的误差。
• 显著缩短在制造活动上花费的时间,大幅降低成本。
• 提高生产力,提升用户体验。随着生产力和用户体验的提高,显现 (包括各种制造实体在内的) 实际生产线变得更加容易。
要点
• 工艺路线计划对象包含以下信息:
◦ 要生产一定数量的部件
◦ 生产部件时遵循的工艺
◦ 用于生产部件的工厂
• 工艺路线计划需要以下实体才能正常运作:
◦ 工艺计划 - 包含工序信息。
◦ BOM - 定义需要生产的产品。
◦ 工厂 - 指定要用于生产实际组件或产品的工厂和生产线。
• 通常,部件与工艺计划和工艺路线计划关联。理想情况下,要创建工艺计划和工艺路线计划并将其与部件关联,您必须转至部件信息页面。部件信息页面上的“相关对象”选项卡包含“工艺计划”和“工艺路线计划”表格。借助“工艺计划”和“工艺路线计划”表格中提供的操作,可以创建工艺计划和工艺路线计划并将其与部件关联。有关详情,请参阅支持产品和工艺计划。
• 单独修订工艺计划时,工艺计划和工艺路线计划将变为不同步。如果工艺路线计划和工艺计划不同步,则系统会显示“已过期” 指示符。如果工艺计划和工艺路线计划不同步,则系统不允许对工序进行本地化。仅当工艺计划和工艺路线计划同步时,才能对工序进行本地化。
指示符。如果工艺计划和工艺路线计划不同步,则系统不允许对工序进行本地化。仅当工艺计划和工艺路线计划同步时,才能对工序进行本地化。
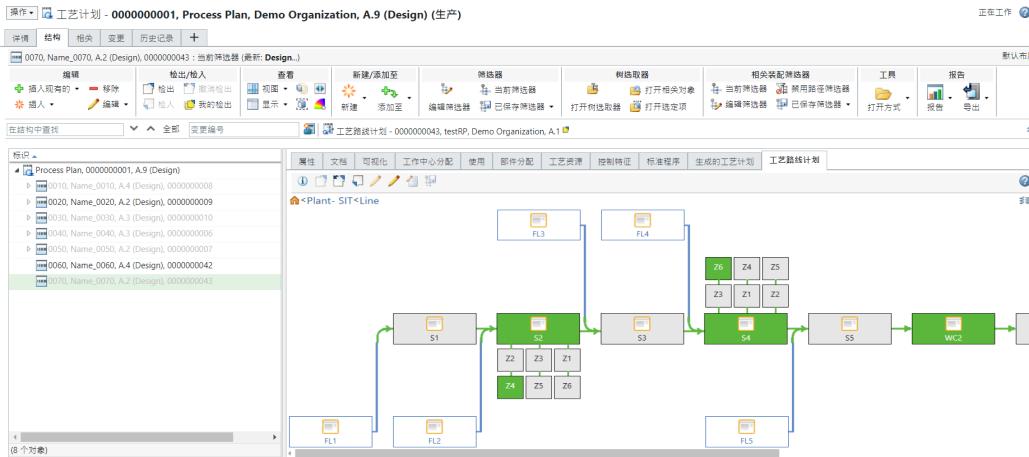
指示符。如果工艺计划和工艺路线计划不同步,则系统不允许对工序进行本地化。仅当工艺计划和工艺路线计划同步时,才能对工序进行本地化。• 在“工艺路线计划”选项卡中,系统会显示与工艺路线计划相关的生产线的生产线信息。如果在创建工艺路线计划时未指定任何生产线,则系统将显示所有生产线的信息。有关详情,请参阅从 BOM 变换器插入新的工艺路线计划。
• 工艺计划标识在 PPB 工具栏上方显示。
• 工艺路线计划标识在工艺计划选项卡上方显示。如果检出工艺路线计划,还会在工艺路线计划对象名称旁显示“已检出”图标。
• 可以将多个工艺路线计划与一个工艺计划相关联。
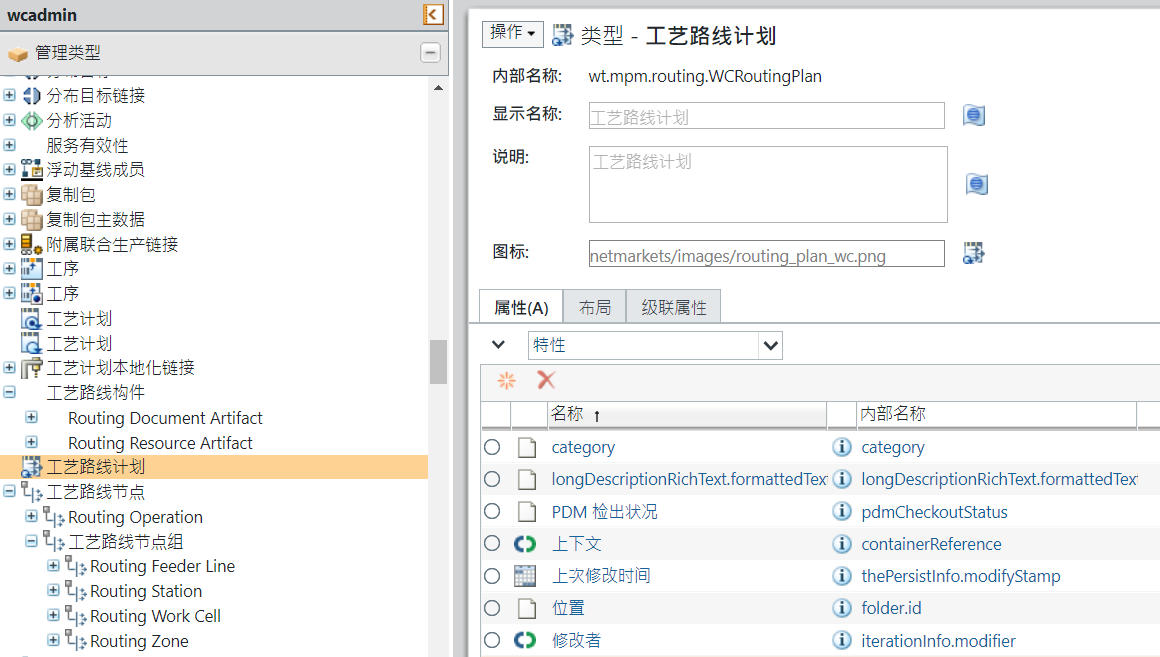
• “类型和属性管理”实用程序包含以下与工艺路线计划相关的实体:
◦ 工艺路线计划
◦ 工艺路线构件
▪ 工艺路线资源构件
◦ 工艺路线节点
▪ 工艺路线节点组
▪ 工艺路线进料线
▪ 工艺路线工作站
▪ 工艺路线工作单元
▪ 工艺路线区域
▪ 工艺路线工序
有关详情,请参阅使用“类型和属性管理”实用程序。
• 以下布局可用于工艺路线计划:

• 工艺路线计划对象也支持级联属性。
• 可根据应用于工艺计划的配置规范筛选本地化信息。假设以下场景:
工艺计划具有多个关联的工艺路线计划。这些工序相对于特定的工艺路线计划进行本地化。在此列情况下,如果应用变体规范,则系统会根据应用于工艺计划的配置规范来筛选本地化工序。
• 通过“协调工艺路线计划”操作,可以将属性值从工艺计划工序同步到本地化的工序。此操作可确保工艺计划及其本地化的工序与工艺路线计划的一致性。系统还支持从同步中选择性排除工序。有关详情,请参阅协调工艺路线计划。
• 使用  “另存为”操作,创建现有工艺路线计划的副本。“另存为”操作允许您复制现有的工艺路线计划,并根据原始计划创建新的工艺路线计划。使用此操作时,系统会延用源工艺路线计划中的基本信息,包括本地化的工序、参考文档以及设置时间、人工时间、排队时间和处理时间等属性。在此过程中,您可以为复制的工艺路线计划提供新名称和位置。有关详情,请参阅对工艺路线计划执行“另存为”操作。
“另存为”操作,创建现有工艺路线计划的副本。“另存为”操作允许您复制现有的工艺路线计划,并根据原始计划创建新的工艺路线计划。使用此操作时,系统会延用源工艺路线计划中的基本信息,包括本地化的工序、参考文档以及设置时间、人工时间、排队时间和处理时间等属性。在此过程中,您可以为复制的工艺路线计划提供新名称和位置。有关详情,请参阅对工艺路线计划执行“另存为”操作。
“另存为”操作,创建现有工艺路线计划的副本。“另存为”操作允许您复制现有的工艺路线计划,并根据原始计划创建新的工艺路线计划。使用此操作时,系统会延用源工艺路线计划中的基本信息,包括本地化的工序、参考文档以及设置时间、人工时间、排队时间和处理时间等属性。在此过程中,您可以为复制的工艺路线计划提供新名称和位置。有关详情,请参阅对工艺路线计划执行“另存为”操作。工艺路线计划功能中使用的术语
以下术语特定于 MPMLink 工艺路线计划功能。
术语 | 定义 |
|---|---|
区域 | 基于区域的制造方法适用于装配线工作站的制造工艺。假设有一个工作站正在装配四个车门。同一工作站有四名不同的操作员参与车门组装作业。这四名操作员分别在组装左前门、右前门、左后门和右后门。在此类场景中,可以考虑将工作站大致划分为四个区域,其中每个区域均由正在执行的不同工序组成。 可以将不同的工序分配给不同的区域。 有关详情,请参阅在“工艺路线计划”选项卡中添加区域。 |
一侧 和 级别 属性 | 为工作中心定义的属性。这两个属性在处理区域时最为有效。“一侧”属性仅适用于进料线和区域。即,系统在处理进料线或区域时,使用为“一侧”设置的值。 “级别”属性由系统在处理区域时使用。 有关详情,请参阅在“工艺路线计划”选项卡中添加区域和使用“一侧”和“级别”属性。 |
工作中心 | 可分配给某个工序的物理资源或资源组 (例如生产线、工作单位、工作单元、资源库、工作站或进料线)。 |
进料线 | 辅助装配线,用于提供主装配线所用的部件。 |
有关详情,请参阅以下主题:
• 搜索工艺路线计划
• 编辑工艺路线计划