Opções de configuração para o Creo NC
Sobre opções de configuração
É possível predefinir opções de ambiente e outras configurações globais inserindo as configurações desejadas em um arquivo de configuração config.pro.
Para definir as opções de configuração, clique em >  Opções para abrir uma caixa de diálogo e, em seguida, clique em Editor de configuração.
Opções para abrir uma caixa de diálogo e, em seguida, clique em Editor de configuração.
Opções para abrir uma caixa de diálogo e, em seguida, clique em Editor de configuração.As opções de configuração para este módulo são listadas em ordem alfabética. Cada opção contém as informações a seguir:
• Nome da opção de configuração.
• Default e variáveis ou valores disponíveis. O valor default é acompanhado por um asterisco (*).
• Descrição breve.
Defina as opções requeridas antes de começar a trabalhar. Consulte o tópico relacionado "Como definir opções de configuração" para obter informações detalhadas sobre o uso do editor de configuração para mudar, adicionar ou buscar opções de configuração.
Opções de configuração
add_multax_on_before_defsub
no*, yes
yes — Adiciona MULTAX/ON em DEFSUB para a sub-rotina NC.
allow_mfg_in_assem_mode
yes, no*
Permite abrir um modelo de manufatura no modo de montagem.
yes — adiciona a opção Abrir no modo de montagem na lista na caixa de diálogo Arquivo aberto quando você clica na seta ao lado de Abrir.
allow_safety_rad_over_prt_accu
no*, yes
yes — Considera o raio de segurança ao gerar o caminho da ferramenta nas sequências NC de fresamento, mesmo que o raio seja menor que a precisão da peça.
allow_workpiece_silhouette
no*, yes, auto
Especifica qual modelo será usado para criar uma janela de fresamento de silhueta:
• no— O sistema cria a janela usando a silhueta da peça de referência. Se a montagem de manufatura contiver mais de uma peça de referência, será preciso selecionar qual peça deve ser usada para criar a silhueta. Não é possível selecionar uma peça de trabalho.
• yes— o sistema permite o uso de peças de referência e peças de trabalho para criar uma janela de fresamento de silhueta. Deve-se selecionar qual peça será usada.
• auto— se a montagem de manufatura possuir somente uma peça de trabalho, o sistema automaticamente a usa para criar a silhueta. Se houver várias peças de trabalho, é preciso selecionar qual delas usar. Não é possível selecionar uma peça de referência, se não houver nenhuma peça de trabalho presente na montagem de manufatura.
arc_radius_limit
Define o limite superior para o raio em uma instrução CIRCLE do arquivo NCL. O valor deve ser positivo. Caso contrário, 10*part_size é considerado. O default é -1.
Se o valor do raio associado ao comando CIRCLE é menor que o valor especificado de arc_radius_limit, a instrução CIRCLE é gerada como saída no arquivo NCL. Se o valor do raio associado ao comando CIRCLE é maior que o valor especificado de arc_radius_limit, múltiplos pontos "Ir para" são gerados como saída no arquivo NCL em vez da instrução CIRCLE. |
assy_mfg_open_mode
mfg, process, feature, any_mode*
Especifica a forma de abrir modelos de manufatura:
• mfg— Abre usando o aplicativo de montagem do Creo NC.
• process— Abre usando o planejamento do processo de manufatura para o aplicativo de manufatura.
• feature— Abre usando o aplicativo Expert Machinist.
• any_mode— Abre usando a licença disponível. Por exemplo, abre o modelo no aplicativo de montagem do Creo NC, se possuir a licença desse aplicativo.
Depois que o modelo for aberto, é possível alternar entre os aplicativos usando a opção Aplicativos na barra de menus superior.
autodrill_udf_dir
<directory name>
O diretório default para armazenar as estratégias de furo que são usadas na perfuração automática. Use o nome do caminho completo para evitar problemas.
autodrilling_config_filename
<file name>
Resgata e carrega automaticamente o arquivo de configuração da tabela de furação automática.
autodrilling_holestyle_param
<user defined parameter name>
Nome do parâmetro incluído nos elementos de furo de um modelo de referência de manufatura. O valor do parâmetro identifica o MUDF para perfuração que será aplicada automaticamente no Creo NC para perfurar esses furos.
back_drill_spndl_colnt_mtn
no*, yes
yes — Mantém as instruções de ponta de eixo e refrigerante em ordem sistemática com relação à orientação da ponta de eixo nos dados CL, na sequência NC de furação posterior.
campost_dir
<directory name>
Se a opção de configuração ncpost_type estiver definida como ncpost, a opção de configuração campost_dir especificará o diretório do ponto de carga CAM-Post para permite configurar diretamente a os pós-processadores o e gerar arquivos MCD. Use o nome do caminho completo para evitar problemas.
chk_part_surfs_profpock
no*, yes
Esta opção aplica-se à verificação do sobrecorte no fresamento. Defina esta opção para yes se desejar que o sistema inclua automaticamente todas as superfícies da peça de referência como superfícies de verificação para sequências NC de criação de perfil e criação de cavidade.
cl_arrow_scale
<positive number>
Esta opção permite controlar o tamanho da seta do caminho da ferramenta ao exibir o caminho da ferramenta para operações e sequências NC. O default é 1. Se for definido como 0, a seta não será exibida. Se especificar qualquer outro número positivo, a seta será dimensionada adequadamente.
cl_rotate_sign_convention
table*, tool
Define a convenção de direção de sinal do ROTATE com em relação à tabela de rotação ou ferramenta de corte.
curve_traj_offset_opt_default
Habilita o estado default da opção de ajuste de corte para a sequência da trajetória.
on — A opção de ajuste de corte é selecionada.
off— A opção de ajuste de corte não é selecionada.
auto* — O estado da opção depende da referência de cadeia selecionada.
disable_custom_tool_prm_warning
no*, yes
O arquivo de parâmetro personalizado contém as definições de parâmetros usadas com frequência. Use as opções de configuração mfg_custom_tool_param_file ou mfg_custom_sequence_param_file para especificar o arquivo XML no diretório local.
Se o arquivo de parâmetros personalizados está ausente ou é modificado, uma mensagem de erro é exibida com a opção de manter as definições de parâmetro definidas pelo usuário. Por default, mensagens de erro são exibidas sempre que houver discrepâncias com relação ao arquivo de parâmetros personalizados.
• no — Continua com o lançamento do diálogo de interação do usuário quando há um erro ou mudança no arquivo contendo parâmetros de ferramenta definidos pelo usuário.
• yes — Desabilita o lançamento do diálogo de interação do usuário quando há um erro ou mudança no arquivo contendo parâmetros de ferramenta definidos pelo usuário.
disable_toollen_in_travel_envlp
no*, yes
yes — Ajusta o adaptador e o comprimento da ferramenta com relação ao caminho percorrido pela ferramenta.
display_mfg_icon_for_mfg_assy
no*, yes
Exibe ícones para de manufatura para a manufatura de arquivos de montagem nas caixas de diálogo Arquivo aberto e Salvar:
• no— Exibe ícones de montagem para manufatura de arquivos de montagem.
• yes— Exibe ícones de e manufatura para manufatura de arquivos de montagem.
dm_nc_process
yes, no*
Gera automaticamente um arquivo .xml com as informações do processo quando você salva um modelo de manufatura no Creo Parametric. Então, o arquivo .xml é automaticamente anexado ao documento CAD da montagem NC como seu conteúdo secundário da categoria de informações do processo MPMLink. Quando carregar o documento CAD da montagem NC no Windchill com o arquivo .xml anexado como seus conteúdo secundário, o MPMLink usa as informações do processo no arquivo .xml para definir os processos de manufatura. O MPMLink usa as informações do processo para criar passos específicos em um plano de processo ou para criar recursos que são usados em planos de processo.
• yes— gera o documento sempre que o documento CAD for salvo.
• no — Não gera o documento.
enable_2x_traj_multi_loops
yes, no*
• yes— permite a seleção de vários loops nas superfícies selecionadas no fresamento por trajetória de 2 eixos.
• no— não permite a seleção de vários loops nas superfícies.
enable_bld_oper_goto_pnt_fix
yes*, no
• yes — Habilita o movimento da ferramenta de acordo com o movimento especificado no ponto "Ir para" da montagem de manufatura que contém a operação de construção.
• no — Habilita somente o movimento da ferramenta Simultâneo, independentemente das configurações de ajuste no ponto "Ir para" da montagem de manufatura que contém a operação de construção.
enable_classic_strghtcut_srfml
yes, no*
yes — Habilita a opção Corte reto na sequência NC clássica de fresamento de superfície.
enable_clearance_plunge_fix
yes, no*
• yes — Evita movimentos automáticos de entrada no eixo Z com comprimento igual a zero e corrige os movimentos de conexão.
enable_cmm_refcsys_pprint_fix
yes*, no
Por default, os dados CL não têm texto PPRINT/DMIS para configurar um CSYS de referência como primeiro passo em uma operação. Defina como yes se você deseja gerar a saída do texto PPRINT/DMIS nos dados CL.
Os dados CL terão as linhas a seguir para configurar o CSYS de referência:
• Nome da sequência
• Comentários da sequência
• Tipo de sequência
• ID da sequência aplicável para CSYS de referência
enable_cutcom_apprexit_fix
yes*, no
• yes* — Remove os comandos GOTO nos dados CL entre as cadeias de aproximação ou saída e as cadeias de corte enquanto a compensação de corte é especificada.
• no — Mantém todos os comandos GOTO nos dados CL.
enable_cutcom_helix_corner
yes*, no
• yes* — O ponto de canto das cadeias helicoidais lineares é usado na saída de cutcom.
 |  |
A opção enable_cutcom_helix_corner é definida como no. | A opção enable_cutcom_helix_corner é definida como yes. |
enable_cutcom_plnr_apprexit_fix
yes*, no
• yes* — Remove os comandos GOTO nos dados CL entre as cadeias de aproximação ou saída e as cadeias de corte enquanto a compensação de corte para loops abertos planares é especificada.
• no — Mantém todos os comandos GOTO nos dados CL.
enable_cutcom_rm_tiny_ents
yes*, no
• yes* — Remove os GOTO, ajustando entidades de círculo e linha desde que o ponto ou a porção ajustada da entidade esteja dentro da região de material excedente com a compensação de corte ativada.
• no: Mantém todos os comandos GOTO nos dados CL.
enable_feed_rate_for_helix
yes*, no
• yes* — Gera a saída do valor de velocidade de avanço para mudanças de cadeia helicoidal quando o parâmetro ARC_FEED_CONTROL é definido como TOOL_PERIMETER.
enable_finishing_circ_record
yes — Gera registros de círculo para os cortes de perfil da sequência de acabamento quando o parâmetro de sequência circ_interpolation está definido como arc_only.
no* — Não gera registros de círculo.
enable_hsmseq_holder_degouge
yes, no*
yes — Habilita o suporte do porta-ferramentas de ferramenta de sólido com forma complexa somente para sequências HSM. Para sequências HSM que usam porta-ferramentas de ferramenta de sólido, o caminho da ferramenta é recortado ou modificado com base no perfil do porta-ferramenta da ferramenta de sólido para evitar colisões. Um caminho da ferramenta mais preciso é possível, por causa da consideração do perfil do porta-ferramenta da ferramenta de sólido que leva a mudanças no caminho da ferramenta. No entanto, o desempenho pode ser impactado para obter um caminho da ferramenta preciso.
no — Desabilita o suporte para porta-ferramentas de ferramenta de sólido com forma complexa. Para sequências HSM que usam porta-ferramentas de ferramenta de sólido, o caminho da ferramenta é recortado ou modificado com base nos parâmetros definidos em porta-ferramentas de ferramenta de sólido para evitar colisões.
enable_mfg_drill_tpath_fix
yes*, no
yes — Habilita uma combinação de regras melhor nas sequências NC de perfuração.
enable_mfg_leadtilt_ang_fix
yes, no*
yes — Cria um caminho da ferramenta com ângulo de inclinação da ferramenta preciso nas junções dos segmentos não tangentes do caminho da ferramenta.
no — Não faz nenhuma mudança no ângulo de inclinação da ferramenta default.
enable_mfg_reorder_regen_fix
yes, no*
yes — Reduz o tempo de regeneração ao reordenar os elementos de manufatura se as relações de ferramenta forem usadas para guiar os parâmetros de sequência NC.
enable_new_mfg_pat_inst_naming
yes, no*
yes — Gera a saída da instância de padrão de nome no arquivo NCL e na árvore de modelo com o formato <nome da instância do passo-nome da operação>.
enable_offcrv_with_split_fix
yes*, no
yes — Melhora a saída de CUTCOM para os passos com referências de curva aberta.
enable_param_n_tool_upd_dialog
yes, no*
• yes— abre uma caixa de diálogo para a modificação dos parâmetros de manufatura e ferramentas durante uma operação de colar especial e durante os procedimentos de colocação de UDF.
• no— não abre qualquer caixa de diálogo para a modificação das ferramentas e parâmetros de manufatura durante uma operação de colar especial e procedimentos de colocação de UDF.
enable_pprint_seq_comment_end
yes, no*
yes — Se forem especificados comentários para uma operação ou sequência NC, COMMENTS END será adicionado ao arquivo NCL para indicar o fim de OPERATION COMMENTS e NC SEQUENCE COMMENTS.
Se forem especificados parâmetros definidos pelo usuário para sequências NC ou ferramentas, COMMENTS END será adicionado ao arquivo NCL para indicar o fim de SEQUENCE USER DEFINED PARAMETERS e TOOL USER DEFINED PARAMETERS.
enable_traj_2cntr_toolaxis_fix
yes*, no
• yes — Evita a inversão da direção do eixo da ferramenta em uma sequência de trajetória de dois contornos.
enable_traj_crvs_no_alt_refs
yes*, no
• yes — Não substitui as referências de corte em curva ausentes por referências alternativas em uma sequência de fresamento por trajetória.
• no — Substitui as referências de corte em curva ausentes por referências alternativas, se disponíveis, em uma sequência de fresamento por trajetória. É possível selecionar manualmente as referências de curva ausentes, se requerido.
enable_traj_fix_nrmsrf_axisdfs
yes*, no
yes — Aplica definições de eixo especificadas pelas referências de superfície normais em um passo da trajetória.
gpostpp_dir
<directory name>
Se a opção de configuração ncpost_type estiver definida como gpost, a opção de configuração gpostpp_dir especificará o diretório contendo os arquivos de pós-processadores que serão usados pelo GPOST. Use o nome do caminho completo para evitar problemas.
grv_turn_bothdir_cutcom_output
yes, no*
• yes — Em sequências de ranhurado, quando o parâmetro ALTERNATE_SIDE_OUTPUT é definido como yes, a instrução CUTCOM OFF é gerada como saída antes da retração da ferramenta em cada lado. Os comandos GOTO ou os pontos são gerados como saída durante todos os movimentos de entrada e saída.
• no — Não gera como saída a instrução CUTCOM OFF antes da retração da ferramenta em cada lado.
include_all_tools_in_list
yes, no*
Especifica se as ferramentas para o passo atual e a cabeça ativa na máquina-ferramenta são incluídas na lista de ferramentas.
• yes— Inclui todas as ferramentas disponíveis na lista.
• no— Inclui as ferramentas válidas para o passo atual por default.
mfg_solid_tool_display
yes, no*
yes — Exibe a ferramenta de sólido correspondente usada para a reprodução do caminho ao usar o reprodutor de CL.
mfg_udf_info_setup_file
<file name>
Permite especificar o caminho para o arquivo de mapeamento de nome de critérios de UDF de manufatura. A funcionalidade dos critérios de manufatura na tabela de processo está disponível somente se a opção de configuração mfg_udf_info_setup for definida.
mfg_areaturn_cutcom_each_slice
yes, no*
yes — A saída de CUTCOM para o passo de torneamento de área e o passo de torneamento de área de 4 eixos é separada para cada fatia.
mfg_assign_param_formula
Especifica se os valores default dos parâmetros de manufatura devem ser definidos usando fórmulas com base em XML.
yes — Aplica os valores default dos parâmetros de manufatura usando fórmulas com base em XML.
no — Ignora os valores default dos parâmetros de manufatura usando fórmulas com base em XML.
mfg_auto_ref_mfg_template
yes, no*
Especifica se o Creo NC deve atribuir automaticamente referências aos passos criados a partir de um template. Por exemplo, se o template contém um sistema de coordenadas de referência com o nome definido pelo usuário MYCSYS e se o modelo de manufatura também contém um sistema de coordenadas com o nome definido pelo usuário MYCSYS, o Creo NC atribui automaticamente a referência.
• yes — O Creo NC automaticamente atribui uma ou mais referências a seguir a partir do template, conforme aplicável:
◦ Sistema de coordenadas
◦ Superfície de retração
◦ Janela de fresamento
◦ Curva para fresamento por trajetória (2 eixos)
◦ Superfície de fresamento
◦ Volume de fresamento para fresamento de perfil
◦ Grupo de furadeiras para perfuração
O Creo NC atribui a referência com base no nome e tipo.
• no — deve-se atribuir as referências geométricas para todos os passos criados a partir de um template. Esta é a opção default.
mfg_auto_ref_prt_as_chk_srf
yes*, no
Esta opção aplica-se à verificação do sobrecorte no fresamento. O sistema inclui automaticamente todas as superfícies de todas as peças de referência como superfícies de verificação para fresamento por trajetória de 5eixos e de superfície. Para desativar essa funcionalidade e selecionar as superfícies de verificação manualmente, defina esta opção como no.
mfg_auto_retract_clear_dist
1.0, 0.005
1.0 se a unidade de comprimento do template de manufatura for mm.
0.005 se a unidade de comprimento do template de manufatura for polegada.
A distância entre o plano de retração criado automaticamente e o sistema de coordenadas do passo.
Se um passo que for extraído da tabela de processo não puder usar o plano de retração da operação, o Creo NC aplica o valor especificado para a opção de configuração mfg_auto_retract_clear_dist ao passo para criar o plano de retração do passo.
mfg_cdplayer_refresh_grscreen
yes, no*
yes — Atualiza a tela de gráfico. A opção Atualizar exibição da ferramenta fica disponível no menu Vista da caixa de diálogo REPRODUZIR CAMINHO.
mfg_circ_interpolate_gouge_fix
yes, no*
yes — Evita sobrecortes quando o parâmetro CIRC_INTERPOLATE é definido como ARC_ONLY ou ARC_AND_POINTS e o arco é helicoidal.
mfg_clfile_excl_seq_warn
yes, no*
yes — Publica um alerta ao gerar a saída da operação se qualquer um dos passos estiver incompleto. Os passos são excluídos da saída de CL. A opção de interrupção é gerada na saída de dados CL.
no — O alerta sobre passos incompletos não é publicado e os passos não são gerados na saída de dados CL.
mfg_comp_auto_upd_chk_off
yes, no*
yes — Desmarca a opção de interseção Atualização automática ao inserir um UDF em uma montagem NC.
mfg_custom_sequence_param_file
<file name>
Especifica o local e o nome do arquivo de definição de parâmetro de sequência personalizado. Use o nome e caminho completos de diretório.
mfg_custom_tool_param_file
<file name>
Especifica o local e o nome do arquivo de definição de parâmetros da ferramenta. Use o nome e caminho completos de diretório.
mfg_customize_dialog
yes*, no
yes — usa a caixa de diálogo Personalizar para personalização das sequências NC.
no— usa os menus em cascata antigos.
mfg_cutlin_helix_norm_gouge_fix
yes*, no
yes — Evita sobrecortes em sequências de fresamento de linha de corte com linhas de corte fechadas quando SCAN_TYPE é definido como TYPE_HELICAL. O caminho da ferramenta é criado com relação às normais da superfície quando o parâmetro USE_SURF_NORMS é usado.
mfg_cutline_save_mesh
yes*, no
Especifica se o Creo NC armazena, ou não, a malha gerada pelo Creo Simulate junto com o caminho da ferramenta. O Creo NC usa a malha para calcular o caminho da ferramenta para fresamento de superfície de linha de corte.
• yes— o Creo NC verifica se uma malha foi armazenada com a sequência NC. Se a malha for válida, ou seja, a geometria não foi alterada desde o cálculo anterior, o Creo NC a usa para calcular o caminho da ferramenta. Se uma malha não foi armazenada ou não for válida, uma nova malha é gerada e armazenada com a sequência NC. Esta é a opção default.
• no— uma nova malha sempre é gerada para computar o caminho da ferramenta. O Creo NC ignora e exclui qualquer malha armazenada.
mfg_cycl_inherit_frm_site_tbl
yes, no*
yes — Herda parâmetros de sequência da tabela de sites ao mudar o ciclo de furação na sequência NC de perfuração.
mfg_deepgrv_turn_typ1_conn_fix
yes, no*
yes — Gera um caminho de ferramenta de ranhurado preciso ao evitar a conexão pelo material restante quando SCAN_TYPE está definido como TYPE_1_CONNECT.
mfg_disbl_clcmd_on_noncut_pass
yes,no*
yes — Habilita comandos CL para passadas que não são de corte.
mfg_display_rework_corner
yes, no*
yes— exibe a área restante ao computar o caminho da ferramenta de acabamento de canto, permitindo verificar a escolha do ângulo de limite. As áreas rasas e inclinadas são destacadas usando cores separadas.
no— não exibe a área restante.
mfg_drill_axis_arrow_color
yes, no*
yes — Controla a cor da seta do eixo usando a cor do sistema. Depois de definir essa opção como yes, é possível mudar a cor da seta, mudando a cor da categoria de seleção.
mfg_drill_cln_undesired_wp_dep
yes, no*
yes — Ao resgatar a montagem de manufatura, as dependências de sequência de furação nas respectivas peças de trabalho que não são necessárias são removidas, mantendo intactas as dependências necessárias.
no — Todas as dependências de sequência de furação nas peças de trabalho são mantidas intactas ao resgatar a montagem de manufatura.
mfg_drill_orient_along_ref_hole
yes, no*
yes — Muda a direção da ferramenta de furação para corrigir a orientação dos furos concêntricos.
mfg_drl_cln_miss_axis_ref
yes, no*
yes — Todas as referências de eixo de perfuração ausentes são removidas.
mfg_engrav_avoid_clines_tpath
yes*, no
yes — O caminho da ferramenta de gravação ignora as linhas de centro da geometria.
no — O caminho da ferramenta de gravação calcula as linhas de centro da geometria.
mfg_finish_round_corner_fix
yes, no*
yes — Gera caminhos da ferramenta precisos e suaves nos cantos arredondados nas sequências de acabamento.
mfg_groove_merge_colinear_pnts
yes, no*
yes — Gera a saída do primeiro e do último pontos "Ir para" colineares do mesmo avanço para uma sequência de ranhurado no arquivo NCL.
mfg_grvturn_same_toolwidth_Fix
yes, no*
yes — Se uma ranhura tem largura igual à da ferramenta (considerando o material excedente), essa opção ajuda a gerar o caminho de ferramenta de ranhurado preciso até a parte inferior da ranhura.
mfg_grvturn_sideturn_gouge_fix
yes, no*
yes — Quando SCAN_TYPE está definido como SIDE_TURN, essa opção evita sobrecortes no ranhurado, minimizando a entrada no eixo z do torneamento lateral.
mfg_grvturn_typ1_full_tpathfix
yes, no*
yes — Cria um caminho de ferramenta preciso em uma sequência de ranhurado quando o parâmetro SCAN_TYPE está definido como TYPE_1 e as paredes de ranhura são anguladas.
mfg_grvturn_wall_colision_fix
yes, no*
yes— Evita a entrada no eixo z no material restante, em sequências de ranhurado, quando SCAN_TYPE está definido como TYPE_ONE_WALL.
mfg_ijk_num_digits
<integer number>
Define o número de dígitos para as coordenadas i, j e k da ferramenta em um arquivo de dados CL. O default é 10.
mfg_info_location
top_left*, bottom_right
Posição default da caixa de diálogo Informações de manufatura.
mfg_mill_window_depth_fix
yes, no*
yes — Essa opção garante que o caminho da ferramenta seja gerado com precisão ao usar uma janela de fresamento. A profundidade da janela de fresamento é avaliada corretamente com base na direção normal de referência.
mfg_millvol_outside_wp_fulltrim
yes*, no
yes — Em sequências de fresamento de volume, quando o parâmetro TRIM_TO_WORKPIECE é definido como FULL_TRIM, essa opção garante que o caminho da ferramenta seja gerado somente se o volume de fresamento intersecionar a peça de trabalho.
no — O caminho da ferramenta pode ser gerado mesmo quando o volume fresamento não interseciona a peça de trabalho.
mfg_modal_command_file
<file name>
Permite que alguns tópicos do índice APTn funcionem como moldais, que significa que você obtenha várias vezes uma lista de palavras-chave principais correspondente para este tópico após a conclusão de uma linha de comando.
mfg_new_cl_player_for_sync
yes*, no
yes — Habilita o reprodutor de CL para sequências NC sincronizadas.
mfg_ncseq_edit_performance_fix
yes, no*
yes — Otimiza o tempo requerido para editar as sequências NC. Essa opção também otimiza o tempo requerido para editar os movimentos da ferramenta existentes e criar novos movimentos da ferramenta.
mfg_optimized_drill_toolpath
yes, no*
yes — Calcula o caminho da ferramenta de furação ideal quando SCAN_TYPE é definido como SHORTEST.
mfg_output_same_feed_rate_hsm
yes, no*
yes — Gera a saída da instrução de velocidade de avanço no arquivo NCL, mesmo que a primeira velocidade de avanço da sequência HSM atual seja idêntica à última velocidade de avanço da sequência HSM anterior.
mfg_param_auto_copy_from_tool
No*, All, Misc, Cutting
Especifica quais são os parâmetros da ferramenta que devem ser copiados da definição da ferramenta para a sequência NC:
No— nenhum parâmetro da ferramenta será copiado automaticamente.
All— copia todos os parâmetros da ferramenta a partir da definição da ferramenta para a sequência NC.
Misc— copia somente os parâmetros diversos (parâmetros personalizados, direção a ponta do eixo, pressão do refrigerante, tipo e parâmetros definidos pelo usuário específicos) para a sequência NC.
Cutting— copia todas as condições de corte – avanço, velocidade e profundidade. O Creo NC usa a condição de desbaste para ROUGHING, RE-ROUGHING, VOLUME MILLING E LOCAL MILLING e as condições de acabamento para todos os outros caminhos da ferramenta.
O Creo NC copia esses parâmetros com base na opção de configuração definida somente quando uma sequência NC for criada. Se fizer quaisquer modificações em uma sequência NC existente, copie as mudanças manualmente para que as mudanças sejam refletidas na sequência NC.
mfg_pattern_performance_fix
yes, no*
yes — Habilita a melhoria de desempenho do padrão NC na saída de CL.
mfg_process_table_setup_dir
<directory name>
No gerenciador de processo, especifica o diretório onde as configurações da tabela de processo são armazenadas. Use o nome do caminho completo para evitar problemas. Por exemplo, /home/users/process_mgr/table_settings.
Essa opção de configuração é aplicável somente para versões mais antigas do Creo Parametric. Se existe um setup de manufatura antigo que usa essa opção de configuração, é possível reter o setup na versão atual do Creo Parametric. Quando você abre esse setup de manufatura antigo no Creo 9 ou versões posteriores, as configurações correspondentes são incluídas no arquivo mfg_session_setup.xml. Todas as atualizações subsequentes nas configurações da tabela de processo são armazenadas somente no arquivo XML. |
mfg_process_template_dir
<directory name>
No Gerenciador de processo, esta opção de configuração define o diretório default para armazenar todos os arquivos de template de manufatura criados a partir da tabela de processo, incluindo templates de processo e templates de substituição. O diretório especificado é acessado por default nos seguintes casos:
• Criação de templates a partir da tabela de processo.
• Criação de passos e células de trabalho na tabela de processo usando  .
.
.• Colocação e substituição de templates ao criar e editar elementos de anotação, respectivamente.
• Substituição de templates no modelo de design usando o comando Atualizar EAs de manufatura.
• Substituição de templates no modelo de manufatura durante a extração.
• Use o nome do caminho completo ao especificar um valor para esta opção de configuração. Por exemplo, /home/users/process_mgr/templates • Se um valor não for definido para esta opção de configuração, o valor será definido como o diretório de trabalho atual. |
mfg_prof_rapid_feed_prev_slice
yes*, no
yes — Por default, os movimentos de conexão entre as fatias são definidos como FREE_FEED ou RAPID. Se definido como no, a velocidade da ferramenta entre o fim da fatia anterior e o início da próxima fatia é definida como CUT_FEED. Essa opção é aplicável a sequências de fresamento de perfil.
mfg_quilt_orientation_traj_fix
yes, no*
yes — Determina o lado da usinagem em uma sequência de trajetória ao fazer referência a uma cobertura, independentemente da orientação da cobertura.
mfg_reaming_retract_feed_fix
yes*, no
yes — Habilita a adição de ZFEED para avanço de retração na sequência NC de alargamento.
mfg_scan_tool_cutting_data
no*, yes
yes — Escaneia e remove os parâmetros de dados de corte indesejados da ferramenta referida nas relações, caso esses parâmetros existam em uma montagem de manufatura.
mfg_setup_dir
<directory name>
Especifica o diretório onde são armazenados os arquivos de setup relacionados à manufatura para a sessão atual. O mfg_session_setup.xml é um desse tipo de arquivo que armazena as informações de setup sobre os parâmetros da ferramenta.
Se você não especifica a opção de configuração mfg_setup_dir, o Creo NC cria o arquivo mfg_session_setup.xml no seu diretório de trabalho. |
mfg_setup_file
<file name>
O caminho absoluto para o arquivo que armazena as informações de setup da coluna para o seguinte:
• Tabela de processo no Gerenciador de processo.
• Caixa de diálogo Setup da ferramenta.
• Tabela de parâmetros na caixa de diálogo Editar parâmetros.
Essa opção de configuração substitui a mfg_setup_dir.
mfg_single_grv_toolwidth_fix
yes*, no
yes* — Quando o diâmetro da ferramenta e a distância de curto-circuito são iguais, essa opção gera um caminho da ferramenta de ranhurado em que o material excedente de desbaste é refletido no caminho da ferramenta conforme esperado.
no — O material excedente de desbaste pode não ser refletido no caminho da ferramenta conforme esperado quando o diâmetro da ferramenta e a distância de curto-circuito são iguais.
mfg_skip_synch_head_both
yes, no*
yes — As instruções HEAD/BOTH e HEAD/OFF são ignoradas na saída de dados CL para passos sincronizados.
no — Gera as instruções HEAD/BOTH e HEAD/OFF na saída de dados CL para passos sincronizados.
mfg_skew_circ_goto_convert_fix
yes, no*, principal_axis
yes — Converte e gera a saída de registros de círculo em pontos "Ir para" se a normal ao plano do círculo não estiver alinhada ao eixo da ferramenta.
no — Gera a saída de registros de círculo no arquivo NCL sem converter esses registros em pontos "Ir para", mesmo se a normal ao plano do círculo estiver inclinada com relação ao eixo da ferramenta.
principal_axis — Converte e gera a saída de registros de círculo em pontos "Ir para", exceto quando a normal ao plano do círculo é paralela ou perpendicular ao eixo da ferramenta.
mfg_solid_tool_display
yes, no*
yes — Exibe a ferramenta de sólido correspondente usada para a reprodução do caminho ao usar o reprodutor de CL.
mfg_start_model_dir
<directory name>
Especifica o diretório contendo a os templates do modelo de manufatura. Todos os modelos de manufatura neste diretório estão disponíveis para seleção como templates de modelo de manufatura. Use o nome do caminho completo para evitar problemas. Por exemplo, /home/users/nc/start_models.
Se esta opção não estiver definida, é possível usar os templates de manufatura fornecidos pelo sistema.
mfg_stock_model_stk_file_dir
Especifica o diretório default para armazenar as informações do modelo de material no formato de arquivo STK. Use o nome do caminho completo para evitar problemas. Se o diretório default não está definido, as informações do modelo de material são salvas no diretório de trabalho.
Como prática recomendada, use um diretório na unidade local como diretório default. Evite usar diretórios em uma máquina remota como diretório default. O caminho para diretórios do Windchill não tem suporte. |
mfg_synch_master_slave_output
yes, no*
yes — As palavras-chave MASTER/SLAVE são geradas juntamente com a instrução HEAD# na saída de dados CL para passos sincronizados.
no — As palavras-chave MASTER/SLAVE não são geradas juntamente com a instrução HEAD# na saída de dados CL para passos sincronizados.
mfg_tap_mat_rem_coef
1*, um valor entre 0 e 1
O coeficiente que o Creo NC usa para multiplicar com o material previsto removido para calcular o material previsto removido real. Este é um parâmetro opcional. Este parâmetro é aplicável somente para passos na tabela de processo que usam o macho de rosqueamento.
Se especificar ou modificar o parâmetro de configuração mfg_tap_mat_rem_coef para um passo da tabela de processo que usa o macho de rosqueamento, o Creo NC não recalcula o valor do material removido previsto para o passo. Para calcular novamente o valor do material previsto removido para o passo, é preciso remover e adicionar o elemento de remoção de material a partir do passo. |
mfg_thrd_turn_output_minstp
no*, yes
Yes — Gera a saída de MINSTP nos dados CL. Trata-se de uma saída de 6 dígitos que elimina o erro de pós-processamento.
No — Gera a saída de MINSTEP nos dados CL.
mfg_tool_dependency_enbld
yes*, no
Essa opção de configuração permite quebrar a dependência da ferramenta sólida com relação à montagem de manufatura:
yes — O modelo de ferramenta sólida é salvo ao salvar a montagem de manufatura.
no — O modelo de ferramenta sólida não é salvo ao salvar a montagem de manufatura.
Ao resgatar a montagem salva, a ferramenta sólida é resgatada junto com a montagem.
mfg_tool_dialog_setup_file
<file name>
O caminho absoluto para o arquivo que armazena as informações de setup de coluna do parâmetro da ferramenta para a caixa de diálogo Setup da ferramenta.
Essa opção de configuração é aplicável somente para versões mais antigas do Creo Parametric. Se existe um setup de manufatura antigo que usa essa opção de configuração, é possível reter o setup na versão atual do Creo Parametric. Quando você abre esse setup de manufatura antigo no Creo 9 ou versões posteriores, as configurações correspondentes são incluídas no arquivo mfg_session_setup.xml que é gerado quando você salva o setup da coluna de parâmetros de ferramenta na caixa de diálogo Setup das ferramentas. Todas as atualizações subsequentes nas informações de setup da coluna de parâmetros de ferramenta são armazenadas somente no arquivo XML. |
mfg_tool_preview_by_pick
No*, Yes
Permite escolher a posição da ferramenta de corte após a visualização. É possível visualizar a ferramenta de corte na janela de gráfico.
Yes— permite selecionar um local da ferramenta sobre o caminho da ferramenta, em uma superfície, em uma aresta, em uma curva ou em uma face. Também pode ser um vértice, um ponto de datum ou um sistema de coordenadas.
No— Permite mover a ferramenta, arrastando-a na janela de gráfico.
mfg_traj_apprfeed_arcdash_fix
yes, no*
yes — Em uma sequência de trajetória NC, o avanço de aproximação é considerado, em vez de CUT_FEED, se o valor de ARC_FEED estiver definido como traço (-).
mfg_traj_end_height_enable
no*, yes
yes — Permite que o usuário selecione uma superfície para definir a altura final na caixa de diálogo do corte em curva em sequências de fresamento por trajetória em 4 eixos e 5 eixos.
mfg_trn_byarea_avoid_duplicate
no, yes *
yes — Evita a passada duplicada do caminho da ferramenta em sequências de torneamento de área quando as opções de configuração STEP_DEPTH_COMPUTATION e SCAN_TYPE estão definidas como BY_AREA e TYPE_1_CONNECT, respectivamente.
mfg_turn_byarea_last_slice
yes*, no
Cria a última fatia na última zona em sequências de torneamento quando STEP_DEPTH_COMPUTATION está definido como BY_AREA.
mfg_turn_iso_thread_apprexit_tm
no*, yes
yes — Os movimentos da ferramenta de aproximação e saída são criados considerando o novo ciclo de rosca retangular na sequência de torneamento de rosca ISO.
mfg_turn_iso_thread_apprexit_tm definido como no | mfg_turn_iso_thread_apprexit_tm definido como yes |
|---|---|
Exibição da ferramenta no final do caminho da ferramenta:  | Exibição da ferramenta no final do caminho da ferramenta:  |
Movimento de aproximação normal quando CLEAR_DIST é definido como 0:  | Movimento de aproximação normal quando CLEAR_DIST é definido como 0:  |
Movimento de saída tangente quando CLEAR_DIST é especificado:  | Movimento de saída tangente quando CLEAR_DIST é especificado:  |
Quando CLEAR_DIST é definido como 0, todos os movimentos de aproximação são aplicados ao movimento de profundidade da rosca. Quando THREAD_DEPTH e CLEAR_DIST são definidos como 0, todos os movimentos de aproximação são aplicados ao movimento de corte. |
mfg_turn_profile_trim_shape
yes*, no
yes — Mantém consistência entre a visualização do perfil de torneamento e o perfil de torneamento real quando opções de recorte, como Conexão por linha, Recortar em X, Recortar em Z ou Recortar até formar canto, são usadas.
mfg_turn_rgh_prof_overtravel
yes, no*
yes — Habilita a sobrepassada na passada de perfil quando o parâmetro ROUGH_OPTION é definido como ROUGH_AND_PROF no torneamento de área.
mfg_turn_stock_gouge_fix
yes, no*
Quando TRIM_TO_WORKPIECE está definido como YES e quando o limite de material é menor que o perfil de torneamento, essa opção evita sobrecortes no torneamento.
mfg_turn_overtravel_conn_fix
yes*, no
Em sequências de torneamento de área, o parâmetro END_OVERTRAVEL determina as passadas de conexão.
mfg_volmil_clear_dist_fix
No*, Yes
Esta opção de configuração é aplicável a sequências de fresamento de volume com base em painel de instrumentos.
Yes — Calcula a distância de segurança usando a borda da peça de trabalho, o volume de fresamento oua janela de fresamento, o plano de retração e a altura especificada pelo usuário.
No — Calcula a distância de segurança usando a borda da peça de trabalho.
O movimento rápido terminae PLUNGE_FEED começa na distância de segurança acima da superfície a ser fresada.
mfg_volmill_const_pitch_helix
No*, Yes
Yes — Gera uma caminho da ferramenta helicoidal com passo constante no fresamento de volume.
mfg_vol_helicalentry_gougefix
No*, Yes
Yes — Evita sobrecorte durante o movimento de entrada helicoidal em sequências de fresamento de volume.
No — Não verifica a ocorrência de sobrecortes durante o movimento de entrada helicoidal em sequências de fresamento de volume.
mfg_vol_mill_correct_entry_exit
yes, no*
yes — Modifica os movimentos de entrada e saída para uma única fatia e torna esses movimentos consistentes com ou sem paredes de aproximação em uma sequência de fresamento de volume.
mfg_vol_roughprof_entryexit_fix
No*, Yes
Yes — Permite usar a combinação de parâmetros de desbaste e de criação de perfil para movimentos de entrada e saída.
Para passadas combinadas de desbaste e perfil, como ROUGH & PROF, POCKETING, você deve selecionar a opção LEAD_IN, NORMAL ou LINE_TANGENT para os parâmetros CUT_ENTRY_EXT e CUT_EXIT_EXT. Essas opções guiam as passadas de perfil.
Os movimentos de entrada e saída para passadas de desbaste são guiados pelos valores dos parâmetros RAMP_ANGLE e HELICAL_DIAMETER que são independentes dos valores de CUT_ENTRY_EXT e CUT_ EXIT_EXT
Para passadas ROUGH_ONLY ou PROF_ONLY, você deve selecionar os valores adequados de CUT_ENTRY_EXT e CUT_EXIT_EXT. Por exemplo, RAMP ou HELIX para passadas ROUGH_ONLY.
mfg_warn_del_ft_act_in_sync
yes, no*
yes — Emite um alerta quando um elemento usado na sincronização está sendo apagado ou suprimido.
Além disso, emite um alerta ao lançar a sincronização novamente se esse elemento tiver sido apagado ou suprimido.
mfg_workpiece_transparency
<decimal number>
Controla a transparência da peça de trabalho na exibição do modelo sombreada. É possível mudar o valor no intervalo entre 0.1 e 1. Quanto maior o valor, mais transparente a peça de trabalho. O valor default é 0.5.
Se mudar o valor de mfg_workpiece_transparency, isso afetará somente as peças de trabalho montadas ou criadas. Quando recuperar um modelo de manufatura, a peça de trabalho existente não será afetada pelo valor atual da opção mfg_workpiece_transparency. Para obter mais informações, consulte o tópico Exibição da peça de trabalho. |
mfg_xyz_num_digits
<integer number>
Define o número de dígitos para as coordenadas X, Y e Z da ferramenta em um arquivo de dados CL. O default é 10.
nc_autodoc_param_dir
<directory name with full path>
Define o local do arquivo de setup. Este arquivo descreve os parâmetros de processo a serem incluídos na tabela de parâmetro.
nc_autodoc_report_dir
<directory name with full path>
Define o local para armazenar o relatório e as imagens criadas ao gerar um relatório de chão de fábrica.
nc_autodoc_setup_dir
<directory name with full path>
Define o local do arquivo de setup da documentação process_doc_new_setup.xml. Esse arquivo contém informações sobre os parâmetros a serem exibidas no relatório gerado. Esse arquivo também armazena informações sobre a empresa, instruções especificadas pelo usuário e imagens adicionais.
nc_autodoc_template_dir
<directory name with full path>
Define o local do template de relatório e folha de estilo que serão usados no relatório de chão de fábrica. Se você não define essa opção de configuração, o Creo Parametric usa o template de relatório e a folha de estilo armazenados no ponto de carregamento do Creo Parametric.
nc_jobman_visible
no*, yes
yes — habilita o Gerenciador de tarefas, o que permite computar o caminho da ferramenta para uma sequência NC fora do processo, seja remotamente ou na mesma máquina, enquanto se continua trabalhando em outras sequências NC ou em outros modelos do Creo.
nccheck_type
ModuleWorks*, nccheck, external
Controla qual módulo de verificação NC será usado:
• ModuleWorks — use um ambiente de simulação integrado na aba Remoção de material.
• nccheck — use a VERIFICAÇÃO NC.
• external— utiliza uma ferramenta externa.
ncl_file_extension
<file extension>
Define a extensão de arquivo default para arquivos de dados CL. Se esta opção não estiver definida, a extensão do arquivo CL padrão é .ncl.
• O comprimento de extensão do arquivo está limitado a 3 caracteres. Se especificar uma extensão de arquivo maior, ele será truncado e um alerta será emitido. • Não mude a extensão do arquivo CL se você usando um pós-processador default, um pós-processador dedicado ou um pós-processador criado com NCPOST. |
ncpost_type
gpost*, ncpost
Cada módulo Creo NC inclui um conjunto padrão de pós-processadores NC que pode ser executados diretamente ou modificados usando um módulo opcional. Essa opção de configuração controla qual módulo de pós-processamento será usado:
• gpost — use os pós-processadores G-Post™ fornecidos pela Intercim Corporation.
• ncpost — use os processadores NCPOST.
output_start_goto_pnt_of_seq
yes, no*
yes — Gera a saída do ponto "Ir para" duplicado no início do elemento NC quando o elemento NC anterior termina no mesmo ponto "Ir para".
pro_mf_cl_dir
<directory name>
Define o diretório default para os arquivos de dados CL de manufatura. Use o nome do caminho completo para evitar problemas. Por exemplo:
/home/users/library/mfg_cl.
pro_mf_param_dir
<directory name>
Define o diretório padrão para os arquivos de parâmetros de manufatura. Use o nome do caminho completo para evitar problemas. Por exemplo, /home/users/library/mfg_params.
pro_mf_tprm_dir
<directory name>
Define o diretório padrão para os arquivos da ferramenta de manufatura. Use o nome do caminho completo para evitar problemas. Por exemplo:
/home/users/library/toolcrib.
pro_mf_workcell_dir
<directory name>
Define o diretório padrão para os arquivos de célula de trabalho de manufatura. Use o nome do caminho completo para evitar problemas. Por exemplo, /home/users/library/workcells.
pro_mfg_cmdsyn_dir
<directory name>
Define o diretório default para arquivos de menu de sintaxe no Creo NC. Use o nome do caminho completo para evitar problemas. Por exemplo, /home/users/library/mach_cmdsym.
profile_output_utils
yes, no*
Esta opção afeta a saída de dados CL para sequências de fresamento de perfil:
• yes — o parâmetro OUTPUT_POINT de sequência NC está disponível com as seguintes opções:
◦ TIP — o caminho de ferramenta é a saída em relação ao centro da ferramenta.
◦ ON_PROFILE — o caminho da ferramenta é a saída em relação ao perfil da ferramenta.
• no — o parâmetro OUTPUT_POINT de sequência NC não está disponível
proncpost_dbf
<file name>
Especifica o local e o nome do arquivo de banco de dados do NCPOST. Use o nome e caminho completos de diretório.
prorembatch_queue_manager
<proc_name>:<host>:0:<proc_num>:1
Permite a computação do caminho de ferramenta em uma máquina host separada.
Os elementos são os seguintes:
• <proc_name>— nome do processor (pode ser qualquer nome descritivo).
• <host>— nome do host da máquina remota.
• 0 — o tipo de transporte, sempre definido como 0.
• <proc_num>— número RPC do processador. Deve corresponder a variável de ambiente PRORB_RPCNUM na máquina remota. Se especificar como 0, o sistema usará o número RPC default.
• 1 — versão do gerente da fila, atualmente 1.
rem_obsolete_tool_motion_info
yes, no*
yes — Remove informações obsoletas de movimento da ferramenta para sequências de trajetória.
remove_mfgpat_inst_frm_table
yes, no*
yes — Remove o nome da instância de padrão NC do Pro/TABLE do desenho.
reverse_spiral_finish_type
0, 1, 2
Essa opção de configuração é aplicável aos passos de acabamento quando o parâmetro FINISH_OPTION é definido como SHALLOW_CUTS ou COMBINED_CUTS e o parâmetro SHALLOW_AREA_SCAN é definido como SPIRAL_SCAN.
A opção de configuração aceita três valores: 1, 2 e o valor default 0. Qualquer outro valor é tratado como default.
Para o valor default 0, uma das opções a seguir definidas para o parâmetro SPIRAL_SCAN_DIRECTION é considerada.
• INSIDE_OUT — O caminho da ferramenta começa por dentro e segue o limite externo.
• OUTSIDE_IN — O caminho da ferramenta começa por fora e segue o limite externo.
Para o valor 1: Independentemente da opção definida para SPIRAL_SCAN_DIRECTION, o caminho da ferramenta começa por dentro e segue o limite externo.
Para o valor 2: Independentemente da opção definida para SPIRAL_SCAN_DIRECTION, o caminho da ferramenta começa por dentro e segue a estratégia de carga constante.
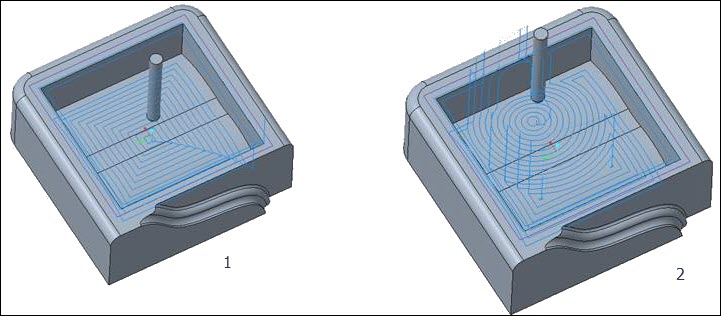
1. Caminho da ferramenta para o valor 1
2. Caminho da ferramenta para o valor 2
shade_mfg_ref_models
yes*, no
yes— Sombreia as peças de referência ao gerar imagens sombreadas.
no — não processa as peças de referência ao gerar a imagem sombreada. Isso poupa tempo.
skip_relation_mfg_process_xml
yes*, no
yes — Omite as linhas de comando de relação no documento CAD da montagem NC.
A opção de configuração dm_nc_process gera as informações do processo NC como parte do documento CAD da montagem NC no formato XML sempre que o documento CADé salvo. Se houver muitas sequências com vários parâmetros e se a opção de configuração dm_nc_process for definida como yes, levará mais tempo para salvar o documento.
Defina a opção de configuração skip_relation_mfg_process_xml como yes para apagar as linhas de comando de relação da saída e salvar o documento CAD de forma mais rápida.
smmp_add_rapid_for_punch
yes, no*
yes — Adiciona o comando RAPID ao arquivo de saída CL ao evitar um grampo em PUNCH.
solid_tool_offset_num_validate
yes, no*
yes — Um número de ajuste da ferramenta de múltiplos rosqueamentos de sólido que foi inserido é validado.
store_tool_path_file
yes*, no
Especifica como as informações do caminho da ferramenta de manufatura são calculadas:
• yes— as informações do caminho de ferramenta são armazenadas em um arquivo chamado filename.tph, onde o nome do arquivo é o nome do modelo de manufatura.
• no— o caminho da ferramenta é recalculado sempre que o modelo de manufatura for resgatado ou ao mudar os parâmetros de manufatura.
suppress_hsm_progress_dialog
yes, no*
yes — Suprime a janela Progresso do cálculo do caminho da ferramenta para as sequências HSM.
tapping_use_brkout_dist_enbld
yes, no*
yes — A opção Usar distância de separação é selecionada e o valor do parâmetro BREAKOUT_DISTANCE é usado para calcular a profundidade na sequência NC de rosqueamento.
template_mfgcmm
<assembly name>
Permite especificar o modelo que é usado como o modelo inicial default para a MMC. Use o nome e caminho completos de diretório.
template_mfgemo
<assembly name>
Permite especificar o modelo que é usado como o modelo inicial default para o Expert Machinist. Use o nome e caminho completos de diretório.
template_mfgnc
<assembly name>
Permite especificar o modelo que é usado como o modelo inicial default no Creo NC.
Use o nome e caminho completos de diretório.
tool_motion_list_length
<integer number>
Controla o número de linhas visíveis na lista de movimentos da ferramenta sem rolagem. Este valor é aplicável a todos os passos NC com base no painel de instrumentos.
tool_path_preview_default
on, off, auto*
Controla se a visualização do caminho da ferramenta será exibida por default ao criar um novo passo ou ao editar um passo existente.
• on— exibe a visualização do caminho da ferramenta.
• off— não exibe a visualização do caminho da ferramenta.
• auto— exibe a visualização do caminho da ferramenta para determinados caminhos da ferramenta.
travel_bounds_display
No*, Yes
Especifica se os limites de usinagem de uma célula de trabalho estarão visíveis ou não.
Yes — exibe os limites de usinagem de uma célula de trabalho.
travel_bounds_tranparency
<decimal number>
Controla a transparência dos limites de usinagem realçados. É possível mudar o valor no intervalo entre 0.1 e 1. Quanto maior o valor, mais transparente o limite de usinagem realçado. O valor default é 0.8.
turn_output_cutcom_tm_apprexit
yes, no*
Ao definir manualmente os movimentos de aproximação e saída e definir o parâmetro CUTCOM como ON, os dados CL geram como saída uma instrução CUTCOM precisa de acordo com a direção do corte.
yes — Os dados CL exibem a compensação de corte precisa para movimentos da ferramenta de aproximação e saída em sequências de torneamento.
use_mmks_units_for_ejpin
yes, no*
yes — Usa o sistema de unidades MMKS ao criar pinos ejetores.
use_stdtip_osetno_for_flashtip
yes, no*
yes — Se a ponta com orientação invertida não tem um número de ajuste, o número de ajuste da ponta com orientação padrão correspondente é usado e a saída é produzida no arquivo NCL.
wcell_fixt_info_setup_file
<file name>
Permite especificar o caminho do arquivo de setup de informações do suporte fixador da célula de trabalho. Este é um arquivo .xml que armazena as informações sobre as células de trabalho e suporte fixadores compatíveis para cada célula de trabalho. A funcionalidade de compatibilidade do suporte fixador da célula de trabalho na tabela de processo estará disponível somente se a opção de configuração wcell_fixt_info_setup_file for especificada.
workpiece_instances
none, operations, steps, operations_and_steps
Especifica a forma com que o Creo Parametric gera as representações geométricas da peça de trabalho durante o processo de manufatura.
• none— as representações geométricas não serão geradas.
• operations— as representações geométricas são criadas para cada operação e nomeadas como<workpiece-name>_<operation-name>.
• steps— as representações geométricas são criadas para cada passo e nomeadas como<workpiece-name>_<step-name>.
• operations_and_steps— as representações geométricas são criadas para os passos, bem como para as operações.