Fresatura convenzionale
Le sequenza NC di fresatura convenzionale genera un percorso utensile con le caratteristiche descritte di seguito.
• L'utensile lavora completamente le superfici selezionate. Se una superficie non è delimitata esternamente da pareti, l'utensile oltrepassa il limite della superficie di una distanza pari alla metà del diametro.
• Le sporgenze interne e le pareti esterne che si estendono in alto rispetto alla superficie vengono automaticamente evitate. Il sovrametallo, se presente, viene applicato anche alle pareti laterali.
• Se selezionate una superficie da un modello, eventuali asole o fori sulla superficie vengono corretti, ovvero il percorso utensile viene generato come se non fossero presenti.
• Se volete eliminare spostamenti negativi dell'utensile lungo l'asse Z (ad esempio, durante la lavorazione di materiali bonificati), utilizzate il parametro ALLOW_NEG_Z_MOVES. Questo parametro è disponibile solo per le sequenze NC a 3 assi.
• Se desiderate asportare il materiale con incrementi di profondità, utilizzate il parametro GH_STEP_DEPTH. Questo parametro è disponibile solo per le sequenze NC a 3 assi.
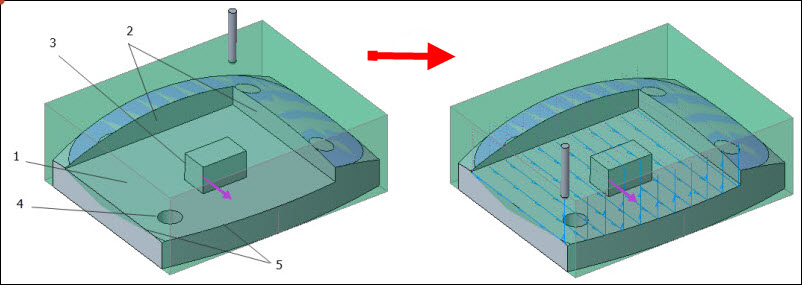
La figura riportata di seguito illustra la gestione di loop interni e pareti esterne per la fresatura convenzionale.
1. Selezionate questa superficie
2. Le pareti esterne vengono evitate.
3. La sporgenza interna viene evitata.
4. L'asola interna viene ignorata.
5. Gli spigoli esterni liberi vengono superati.
|  Le sporgenze interne circondate da una fenditura vengono ignorate automaticamente. Utilizzate l'opzione Supfce controllo (Check Surfs) per generare il percorso utensile corretto. |
Per la fresatura convenzionale a 3 assi, è possibile controllare il punto e la direzione iniziali di lavorazione della superficie con una combinazione dei parametri CUT_TYPE, SPINDLE_SENSE e CUT_DIRECTION (vedete la tabella riportata di seguito). Il parametro LACE_OPTION deve essere impostato su NO.
Impostazione dei parametri | Perc utensile |
CUT_TYPE CLIMB SPINDLE_SENSE CW CUT_DIRECTION STANDARD | |
CUT_TYPE UPCUT SPINDLE_SENSE CCW CUT_DIRECTION STANDARD |
CUT_TYPE UPCUT SPINDLE_SENSE CW CUT_DIRECTION STANDARD | |
CUT_TYPE CLIMB SPINDLE_SENSE CCW CUT_DIRECTION STANDARD |
CUT_TYPE CLIMB SPINDLE_SENSE CW CUT_DIRECTION REVERSE | |
CUT_TYPE UPCUT SPINDLE_SENSE CCW CUT_DIRECTION REVERSE |
CUT_TYPE UPCUT SPINDLE_SENSE CW CUT_DIRECTION REVERSE | |
CUT_TYPE CLIMB SPINDLE_SENSE CCW CUT_DIRECTION REVERSE |
Per la fresatura convenzionale di superfici convesse è possibile utilizzare qualsiasi tipo di fresa piatta, tra cui frese a punta piatta e arrotondata. Il controllo di tallonamento verrà calcolato automaticamente.