Resultado del tiempo de línea de avance
Hay que centrarse en gradiente de color del resultado del tiempo de línea de avance. Un cambio de color significativo en una región indica que la velocidad de flujo es inferior que en otra área. En un resultado de tiempo de línea de avance optimizado se muestra una contribución equilibrada de flujo de cada puerta. Todas las trayectorias de flujo alcanzan la pared de la cavidad a la vez. Se pueden identificar los siguientes problemas en el resultado de tiempo de línea de avance:
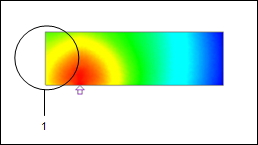
• Duda de flujo: un cambio de color significativo en la región indica una velocidad baja de flujo en la cavidad que causa la duda de flujo. En casos extremos, la duda de flujo puede provocar una marca de duda de flujo en la superficie de la pieza o incluso una inyectada corta.
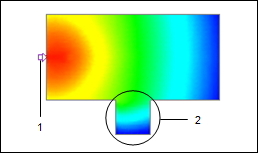
1. Puerta
2. Región de duda de flujo
• Línea de soldadura: la línea de soldadura se forma cuando se unen dos líneas de avance diferentes en ángulo agudo durante el proceso de llenado. Una línea de soldadura reduce la resistencia del producto acabado y genera defectos de superficie.
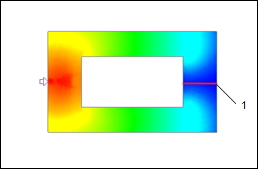
1. Línea de soldadura
• Bolsa de aire: una bolsa de aire está formada por líneas de avance convergentes que atrapan una pequeña burbuja de aire. Puede ocurrir en varias posiciones dentro de la cavidad.
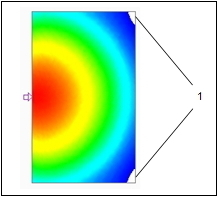
1. Bolsa de aire
• Inyectada corta: el modelo no se ha llenado completamente al final del llenado, lo que puede causar una inyectada corta.
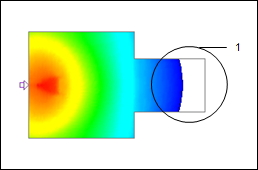
1. Inyectada corta
• Sobrecompactación: algunas trayectorias de flujo se llenan completamente antes que otras. Estas trayectorias de flujo llenas se siguen llenando con masa fundida de plástico adicional hasta que se llene toda la cavidad. La condición de las trayectorias de flujo que se rellenan excesivamente se denomina sobrecompactación.
1. Región de sobrecompactación
• Efecto anillo elíptico: la masa fundida de plástico se desplaza a una velocidad diferente en cada trayectoria de flujo. Una región más gruesa de la pared tiene menos resistencia al flujo que la región más delgada de la pared, de forma que la masa fundida fluye más rápidamente por la región más gruesa de la pared. Si la trayectoria de flujo es larga, se puede producir un sobrellenado en la región más delgada. El sobrellenado puede provocar bolsas de aire y líneas de soldadura. En la imagen siguiente se muestra el efecto de anillo elíptico. En la vista en alzado se muestra la diferencia de velocidad de la línea de avance. En la vista lateral se muestra la distribución del espesor del modelo.
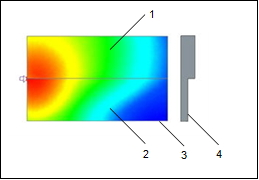
1. Región de baja resistencia al flujo
2. Región de alta resistencia al flujo
3. Vista en alzado
4. Vista lateral