Opciones de configuración de NC de Creo
add_multax_on_before_defsub
no*, yes
yes: permite añadir MULTAX/ON en DEFSUB para la subrutina CN.
allow_mfg_in_assem_mode
yes, no*
Permite abrir un modelo de mecanizado en el modo Conjunto:
yes: permite añadir la opción Abrir en modo Conjunto (Open in Assembly mode) a la lista del cuadro de diálogo Abrir fichero (File Open) al pulsar en la flecha junto a Abrir (Open).
allow_safety_rad_over_prt_accu
no*, yes
yes: permite tomar en consideración el radio seguro durante la generación de la trayectoria de herramienta en secuencias CN de fresado, incluso si el radio es menor que la precisión de la pieza.
allow_workpiece_silhouette
no*, yes, auto
Permite especificar el modelo que se utilizará en la creación de una ventana de fresado de siluetas:
• no: el sistema crea la ventana mediante la silueta de la pieza de referencia. Si el conjunto de mecanizado contiene más de una pieza de referencia, debe seleccionarse la pieza que se utilizará en la creación de la silueta. No puede seleccionar una pieza trabajada.
• yes: el sistema permite el uso tanto de piezas de referencia como de piezas trabajadas en la creación de una ventana de fresado de siluetas. Deberá seleccionar la pieza que desee utilizar.
• auto: si el conjunto de mecanizado solo contiene una pieza trabajada, el sistema la utilizará de forma automática para crear la silueta. Si existen varias piezas trabajadas, debe seleccionar una de ellas. No podrá seleccionar una pieza de referencia a menos que no haya piezas trabajadas en el conjunto de mecanizado.
assy_mfg_open_mode
mfg, process, feature, any_mode*
Permite especificar el modo de abrir los modelos de mecanizado:
• mfg: se abre mediante la aplicación de conjunto de Creo NC.
• process: permite abrir los modelos mediante la aplicación Manufacturing Process Planning para mecanizado.
• feature: se abre mediante la aplicación Expert Machinist.
• any_mode: se abre mediante la licencia disponible. Por ejemplo, abra el modelo en la aplicación de conjunto Creo NC si se dispone de la licencia de dicha aplicación.
Una vez que se abra el modelo, puede alternar entre las aplicaciones mediante la opción Aplicaciones (Applications) en la barra de menús superior.
autodrill_udf_dir
<directory name>
Directorio por defecto en el que se almacenan las estrategias de taladro que se utilizan en el taladro automático. Utilice la ruta de acceso completa para evitar problemas.
autodrilling_config_filename
<file name>
Abre automáticamente y carga el fichero de configuración para tabla de taladro automático.
autodrilling_holestyle_param
<user defined parameter name>
Nombre de parámetro incluido en funciones de taladro de un modelo de referencia de mecanizado. El valor del parámetro identifica la FDU de mecanizado (FDUM) para taladrado que se aplicará automáticamente en Creo NC para taladrar dichos orificios.
back_drill_spndl_colnt_mtn
no*, yes
yes: permite conservar las sentencias de cabezal y refrigerante en un orden sistemático con respecto a la orientación del cabezal en los datos de LC, en una secuencia CN de taladro de retroceso.
campost_dir
<directory name>
Si la opción de configuración ncpost_type se ha definido en ncpost, en la opción de configuración campost_dir se especificará el directorio de punto de carga CAM-Post que permite configurar los postprocesadores y generar ficheros MCD directamente. Utilice la ruta de acceso completa para evitar problemas.
chk_part_surfs_profpock
no*, yes
Esta opción se aplica a la verificación de sobrecortes en el fresado. Esta opción se debe definir en yes si el sistema debe incluir automáticamente todas las superficies de piezas de referencia como superficies de verificación para secuencias CN de perfilado y de cajeado.
cl_arrow_scale
<positive number>
Esta opción permite controlar el tamaño de la flecha de la trayectoria de herramientas cuando se visualiza la trayectoria de herramienta para operaciones y secuencias CN. El valor por defecto es 1. Si se define en 0, la flecha no se mostrará. Si se especifica cualquier otro número positivo, se cambia la escala de la flecha de acuerdo con este.
cl_rotate_sign_convention
table*, tool
Permite definir la convención de dirección ROTATE con respecto al plato giratorio o la herramienta de corte.
curve_traj_offset_opt_default
Permite activar el estado por defecto de la opción Desviar corte (Offset Cut) para la secuencia de trayectoria.
on: la opción Desviar corte (Offset Cut) está seleccionada.
off: la opción Desviar corte (Offset Cut) no está seleccionada.
auto*: el estado de la opción depende de la referencia de cadena seleccionada.
disable_custom_tool_prm_warning
no*, yes
En el fichero de parámetros personalizados se incluyen las definiciones de los parámetros que se utilizan con frecuencia. Utilice las opciones de configuración mfg_custom_tool_param_file o mfg_custom_sequence_param_file para especificar el fichero XML en el directorio local.
Si falta o se modifica el fichero de parámetros personalizados, aparece un mensaje de error con una opción para conservar las definiciones de los parámetros definidos por el usuario. Por defecto, los mensajes de error se muestran siempre que hay discrepancias respecto al fichero de parámetros personalizados.
• no: se continúa iniciando el diálogo de interacción del usuario si se produce un error o un cambio en el fichero que tiene parámetros de herramienta definidos por el usuario.
• yes: se desactiva el inicio del diálogo de interacción del usuario si se produce un error o un cambio en el fichero que tiene parámetros de herramienta definidos por el usuario.
disable_toollen_in_travel_envlp
no*, yes
yes: permite ajustar el adaptador y la longitud de la herramienta con respecto al recorrido de la herramienta.
display_mfg_icon_for_mfg_assy
no*, yes
Permite mostrar los iconos de mecanizado para los ficheros de conjunto de mecanizado en los cuadros de diálogo Abrir fichero (File Open) y Guardar (Save):
• no: se muestran los iconos de conjunto para los ficheros de conjunto de mecanizado.
• yes: se muestran los iconos de mecanizado para los ficheros de conjunto de mecanizado.
dm_nc_process
yes, no*
Permite generar de forma automática un fichero .xml con la información de proceso cuando se guarda un modelo de mecanizado en Creo Parametric. A continuación, el fichero .xml se conecta automáticamente al documento CAD del conjunto de CN como su contenido secundario de la información del proceso de MPMLink de la categoría. Cuando se carga el documento CAD del conjunto de CN en Windchill con el fichero .xml conectado como contenido secundario, MPMLink utiliza la información de proceso en el fichero .xml para definir aún más procesos de mecanizado. MPMLink utiliza la información de proceso para crear pasos específicos en un plan de proceso o para crear recursos para su uso en planes de proceso.
• yes: el documento se genera siempre que se guarda el documento CAD.
• no: el documento no se genera.
enable_2x_traj_multi_loops
yes, no*
• yes: permite la selección de varios bucles en las superficies seleccionadas en e fresado por trayectoria de 2 ejes.
• no: no permite la selección de varios bucles en las superficies.
enable_bld_oper_goto_pnt_fix
yes*, no
• yes: permite activar el movimiento de herramienta según el movimiento especificado en el punto "Ir a" para un conjunto de mecanizado que contiene una operación de creación.
• no: permite activar solo el movimiento Simultáneo (Simultaneous) de la herramienta, independientemente de la configuración de desvío en el punto "Ir a" para un conjunto de mecanizado que contiene una operación de construcción.
enable_classic_strghtcut_srfml
yes, no*
yes: permite activar la opción Corte recto (Straight Cut) en la secuencia CN de fresado de superficies clásico.
enable_clearance_plunge_fix
yes, no*
• yes: permite evitar movimientos de entrada en Z automático de longitud cero y corregir los movimientos de conexión.
enable_cmm_refcsys_pprint_fix
yes*, no
Por defecto, los datos LC no contienen texto PPRINT/DMIS para configurar el scoor de referencia como primer paso en una operación. Debe establecerse en yes si desea que se genere la salida de texto PPRINT/DMIS en los datos LC.
Los datos LC contendrán las siguientes líneas para configurar el scoor de referencia:
• Nombre de secuencia
• Comentarios de la secuencia
• Tipo de secuencia
• ID de secuencia aplicable para el scoor de referencia
enable_cutcom_apprexit_fix
yes*, no
• yes*: permite quitar los comandos "Ir a" de los datos LC entre las cadenas de aproximación o salida y las cadenas de corte mientras se especifica la compensación de corte.
• no: se conservan todos los comandos "Ir a"en los datos LC.
enable_cutcom_helix_corner
yes*, no
• yes*: el punto de ángulo de las cadenas helicoidales lineales se utiliza en la salida de CUTCOM.
 |
 |
|
La opción enable_cutcom_helix_corner se define en no.
|
La opción enable_cutcom_helix_corner se define en yes.
|
enable_cutcom_plnr_apprexit_fix
yes*, no
• yes*: permite quitar los comandos "Ir a" de los datos LC entre las cadenas de aproximación o salida y las cadenas de corte mientras se especifica la compensación de corte para bucles planos abiertos.
• no: se conservan todos los comandos "Ir a"en los datos LC.
enable_cutcom_rm_tiny_ents
yes*, no
• yes*: permite quitar los comandos "Ir a" ajustando entidades de círculo y línea, siempre y cuando el punto o parte ajustados de la entidad estén dentro de la región de material excedente mientras la compensación de corte está activada.
• no: se conservan todos los comandos "Ir a" en los datos LC.
enable_feed_rate_for_helix
yes*, no
• yes*: permite generar la salida del valor de velocidad de avance para los cambios de cadena helicoidal cuando el parámetro ARC_FEED_CONTROL se define en TOOL_PERIMETER.
enable_finishing_circ_record
yes: se generan registros de círculo para cortes de perfil de la secuencia de acabado si el parámetro de secuencia circ_interpolation se define en arc_only.
no*: no se generan registros de círculo.
enable_mfg_drill_tpath_fix
yes*, no
yes: permite activar una combinación mejorada de reglas en secuencias CN de taladrado.
enable_mfg_leadtilt_ang_fix
yes, no*
yes: permite crear una trayectoria de herramienta con un ángulo de inclinación de herramienta preciso en las uniones de los segmentos de trayectoria de herramienta no tangentes.
no: no se realiza ningún cambio en el ángulo de inclinación de la herramienta por defecto.
enable_mfg_reorder_regen_fix
yes, no*
yes: permite reducir el tiempo de regeneración al reordenar las funciones de fabricación si las relaciones de herramienta se utilizan para gobernar parámetros de secuencia CN.
enable_new_mfg_pat_inst_naming
yes, no*
yes: permite generar la salida de la instancia del patrón de nombre en el fichero NCL y en el árbol del modelo con el formato <nombre de instancia de paso-nombre de operación>.
enable_offcrv_with_split_fix
yes*, no
yes: permite mejorar la salida del CUTCOM para los pasos con referencias de curva abierta.
enable_param_n_tool_upd_dialog
yes, no*
• yes: permite abrir un cuadro de diálogo para la modificación de los parámetros de mecanizado y las herramientas durante una operación de pegado especial y durante los procedimientos de colocación FDU.
• no: no permite abrir ningún cuadro de diálogo para la modificación de las herramientas y los parámetros de mecanizado durante una operación de pegado especial y durante los procedimientos de colocación FDU.
enable_pprint_seq_comment_end
yes, no*
yes: si se especifican comentarios para OPERATION_COMMENTS y NC_SEQUENCE_COMMENTS, se añade COMMENTS END en el fichero NCL para indicar el final de una secuencia CN y los comentarios de una operación.
enable_traj_2cntr_toolaxis_fix
yes*, no
• yes: permite evitar el giro de la dirección del eje de la herramienta en una secuencia de trayectoria de dos contornos.
enable_traj_crvs_no_alt_refs
yes*, no
• yes: no se reemplazan las referencias de corte de curva que faltan por referencias alternativas en una secuencia de fresado por trayectoria.
• no: permite reemplazar las referencias de corte de curva que faltan por referencias alternativas, si están disponibles, en una secuencia de fresado por trayectoria. Si fuera necesario, se pueden seleccionar manualmente las referencias de curva que faltan.
enable_traj_fix_nrmsrf_axisdfs
yes*, no
yes: permite imponer las definiciones de eje especificadas por las referencias de superficie normal en un paso de trayectoria.
gpostpp_dir
<directory name>
Si la opción de configuración ncpost_type se define en gpost, en la opción de configuración gpostpp_dir se especificará el directorio que contenga los ficheros de postprocesadores utilizados por GPOST. Utilice la ruta de acceso completa para evitar problemas.
grv_turn_bothdir_cutcom_output
yes, no*
• yes: en las secuencias de ranurado, cuando el parámetro ALTERNATE_SIDE_OUTPUT se define en Yes, la salida de la sentencia CUTCOM OFF se genera antes de que la herramienta se retraiga de cada lado. La salida de los puntos o comandos "Ir a" se genera durante todos los movimientos de entrada y salida.
• no: no se genera la salida de la sentencia CUTCOM OFF antes de que la herramienta se retraiga de cada lado.
include_all_tools_in_list
yes, no*
Permite especificar si las herramientas del paso actual y el cabezal activo en la máquina herramienta se incluyen en la lista de herramientas.
• yes: permite incluir todas las herramientas disponibles en la lista.
• no: permite incluir las herramientas válidas para el paso actual por defecto.
mfg_scan_tool_cutting_data
no*, yes
yes: permite escanear y quitar los parámetros de datos de corte no deseados de la herramienta a la que se hace referencia en las relaciones, si dichos parámetros existen en un conjunto de mecanizado.
mfg_solid_tool_display
yes, no*
yes: permite mostrar la herramienta sólida correspondiente que se utiliza para la ejecución de la trayectoria al emplear el reproductor LC.
mfg_udf_info_setup_file
<file name>
Permite especificar la ruta al fichero de asignación de nombres de criterios de mecanizado y FDU. La función de criterios de mecanizado en la tabla de proceso solo está disponible si se especifica la opción de configuración mfg_udf_info_setup.
mfg_assign_param_formula
Permite especificar si se deben definir los valores por defecto de los parámetros de mecanizado mediante fórmulas basadas en XML.
yes: permite aplicar los valores por defecto de los parámetros de mecanizado mediante fórmulas basadas en XML.
no: permite desestimar los valores por defecto de los parámetros de mecanizado mediante fórmulas basadas en XML.
mfg_auto_ref_mfg_template
yes, no*
Permite especificar si Creo NC debe asignar referencias automáticamente para los pasos creados con una plantilla. Por ejemplo, si la plantilla contiene un sistema de coordenadas de referencia con un nombre definido por usuario como MYCSYS y si el modelo de mecanizado también contiene un sistema de coordenadas con un nombre definido por usuario como MYCSYS, Creo NC asigna automáticamente la referencia.
• yes: permite que Creo NC asigne automáticamente una o varias de las referencias siguientes desde la plantilla, según sea necesario:
◦ Sistema de coordenadas
◦ Superficie de retracción
◦ Ventana de fresado
◦ Curva para fresado por trayectoria (2 ejes)
◦ Superficie de fresado
◦ Volumen de fresado para perfilado
◦ Grupo de taladros para taladrado
Creo NC asigna la referencia basándose en el nombre y en el tipo.
• no: las referencias geométricas se deben asignar para todos los pasos creados a partir de una plantilla. Este es el valor por defecto.
mfg_auto_ref_prt_as_chk_srf
yes*, no
Esta opción se aplica a la verificación de sobrecortes en el fresado. El sistema incluye automáticamente todas las superficies sólidas de todas las piezas de referencia como superficies de verificación para los fresados por trayectoria de 5 ejes y de superficies. Para desactivar esta función y seleccionar las superficies de verificación de forma manual, esta opción se debe definir en no.
mfg_auto_retract_clear_dist
1.0, 0.005
1.0 si la unidad de longitud de la plantilla de mecanizado es mm.
0.005 si la unidad de longitud de la plantilla de mecanizado son pulgadas.
Distancia entre el plano de retracción creado automáticamente y el sistema de coordenadas del paso.
Si un paso extraído de la tabla del proceso no puede usar el plano de retracción de la operación, Creo NC aplica el valor indicado para la opción de configuración mfg_auto_retract_clear_dist a dicho paso para crear su plano de retracción.
mfg_circ_interpolate_gouge_fix
yes, no*
yes: permite evitar sobrecortes cuando el parámetro CIRC_INTERPOLATE se define en ARC_ONLY o ARC_AND_POINTS cuando el arco es helicoidal.
mfg_clfile_excl_seq_warn
yes, no*
yes: permite publicar un aviso al generar la salida de la operación si alguno de los pasos está incompleto. Los pasos se excluyen de la salida LC. La opción de abortar se genera en la salida de datos LC.
no: el aviso acerca de los pasos incompletos no se publica y los pasos no se generan en la salida de datos de LC.
mfg_comp_auto_upd_chk_off
yes, no*
yes: permite despejar la opción de intersección Actualización automática (Automatic Update) al insertar una FDU en un conjunto de CN.
mfg_custom_sequence_param_file
<file name>
Permite especificar la ubicación y el nombre del fichero de definición de parámetros de la secuencia personalizada. Utilice el nombre y ruta completa del directorio.
mfg_custom_tool_param_file
<file name>
Permite especificar la ubicación y el nombre del fichero de definición de parámetros de herramienta. Utilice el nombre y ruta completa del directorio.
mfg_customize_dialog
yes*, no
yes: permite utilizar el cuadro de diálogo "Personalizar" (Customize) para personalizar secuencias CN.
no: permite utilizar los menús en cascada antiguos.
mfg_cutlin_helix_norm_gouge_fix
yes*, no
yes: permite evitar sobrecortes en secuencias de fresado por líneas de corte con líneas cerradas cuando SCAN_TYPE se define en TYPE_HELICAL. La trayectoria de la herramienta se crea con relación a las normales de la superficie cuando se utiliza el parámetro USE_SURF_NORMS.
mfg_cutline_save_mesh
yes*, no
Permite especificar si Creo NC almacena la malla generada por Creo Simulate junto con la trayectoria de la herramienta o no. Creo NC utiliza la malla para calcular la trayectoria de la herramienta para el fresado de superficies mediante línea de corte.
• yes: Creo NC verifica si se ha almacenado una malla con la secuencia CN. Si la malla es válida, es decir, si la geometría no ha cambiado desde el primer cálculo, Creo NC la utilizará para calcular la trayectoria de la herramienta. Si una malla no se ha almacenado o no es válida, se generará una malla nueva y se almacenará junto con la secuencia CN. Este es el valor por defecto.
• no: siempre se genera una nueva malla para calcular la trayectoria de la herramienta. Creo NC desestima y elimina las mallas almacenadas.
mfg_cycl_inherit_frm_site_tbl
yes, no*
yes: permite heredar los parámetros de secuencia de la tabla de recopilación de parámetros mientras se cambia el ciclo de taladro en la secuencia CN de taladrado.
mfg_deepgrv_turn_typ1_conn_fix
yes, no*
yes: permite generar una trayectoria de herramienta de ranurado precisa, evitando la conexión a través del material restante cuando SCAN_TYPE se define en TYPE_1_CONNECT.
mfg_disbl_clcmd_on_noncut_pass
yes, no*
yes: permite activar los comandos LC para pasadas sin cortes.
mfg_display_rework_corner
yes, no*
yes: permite mostrar el área restante mientras se calcula la trayectoria de la herramienta para el acabado de esquina, lo que permite al usuario verificar su elección de ángulo umbral. Las áreas en pendiente o rasas se realzan mediante colores diferentes.
no: el área restante no se muestra.
mfg_drill_axis_arrow_color
yes, no*
yes: permite controlar el color de la flecha del eje con el color del sistema. Después de definir esta opción en yes, se puede cambiar el color de la flecha cambiando el color de la categoría seleccionada.
mfg_drill_cln_undesired_wp_dep
yes, no*
yes: al recuperar el conjunto de mecanizado, las dependencias de la secuencia de taladro de las respectivas piezas trabajadas que no se necesitan se quitan para mantener intactas las dependencias necesarias.
no: todas las dependencias de la secuencia de taladro de las piezas trabajadas se mantienen intactas al recuperar el conjunto de mecanizado.
mfg_drill_orient_along_ref_hole
yes, no*
yes: permite cambiar la dirección de la broca para corregir la orientación de los taladros concéntricos.
mfg_drl_cln_miss_axis_ref
yes, no*
yes: se quitan todas las referencias de eje de taladro que falten.
mfg_engrav_avoid_clines_tpath
yes*, no
yes: la trayectoria de herramienta grabada omite las líneas de referencia de la geometría.
no: la trayectoria de herramienta grabada calcula las líneas de referencia de la geometría.
mfg_finish_round_corner_fix
yes, no*
yes: permite generar trayectorias de herramienta precisas y suaves en las esquinas redondeadas de las secuencias de acabado.
mfg_groove_merge_colinear_pnts
yes, no*
yes: permite producir el primer y el último punto "Ir a" colineales del mismo avance para una secuencia de ranurado en el fichero NCL.
mfg_grvturn_same_toolwidth_Fix
yes, no*
yes: si una ranura tiene el mismo ancho que el ancho de la herramienta (teniendo en cuenta los materiales excedentes), esta opción ayuda a generar una trayectoria de herramienta de ranurado precisa en la parte inferior de la ranura.
mfg_grvturn_sideturn_gouge_fix
yes, no*
yes: cuando SCAN_TYPE se define en SIDE_TURN, esta opción evita sobrecortes en el ranurado, minimizando la entrada de torneado lateral.
mfg_grvturn_typ1_full_tpathfix
yes, no*
yes: permite crear una trayectoria de herramienta precisa en una secuencia de ranurado cuando el parámetro SCAN_TYPE se define en TYPE_1 y las paredes de la ranura se definen en ángulo.
mfg_grvturn_wall_colision_fix
yes, no*
yes: permite evitar la entrada en el material restante en las secuencias de ranurados cuando SCAN_TYPE se define en TYPE_ONE_WALL.
mfg_ijk_num_digits
<integer number>
Permite definir el número de dígitos para coordenadas de herramienta i, j, k en un fichero de datos LC. El valor por defecto es 10.
mfg_info_location
top_left*, bottom_right
Posición por defecto del cuadro de diálogo "Información de mecanizado" (Manufacturing Info).
mfg_mill_window_depth_fix
yes, no*
yes: se garantiza que la trayectoria de herramienta se genera de forma precisa cuando se utiliza una ventana de fresado. La profundidad de una ventana de fresado se evalúa correctamente según la dirección normal de referencia.
mfg_millvol_outside_wp_fulltrim
yes*, no
yes: en las secuencias de desbaste por planos, cuando el parámetro TRIM_TO_WORKPIECE se define en FULL_TRIM, esta opción garantiza que la trayectoria de la herramienta solo se genera si el volumen de fresado intersecta con la pieza trabajada.
no: la trayectoria de la herramienta se puede generar incluso cuando el volumen de fresado no intersecta con la pieza trabajada.
mfg_modal_command_file
<file name>
Permite que ciertos temas del índice APTn funcionen como modales, es decir, cuando se complete una línea de comando, se obtendrá una lista de las palabras claves principales correspondientes a ese tema.
mfg_ncseq_edit_performance_fix
yes, no*
yes: permite optimizar el tiempo necesario para editar las secuencias CN. Esta opción también permite optimizar el tiempo necesario para editar los movimientos de herramienta existentes y crear nuevos movimientos de herramienta.
mfg_optimized_drill_toolpath
yes, no*
yes: permite calcular la trayectoria de herramienta de taladro óptima cuando SCAN_TYPE se define en SHORTEST.
mfg_param_auto_copy_from_tool
No*, All, Misc, Cutting
Permite especificar los parámetros de herramienta que se copiarán desde la definición de herramienta a la secuencia CN:
No: no permite copiar automáticamente ninguno de los parámetros de herramienta.
All: permite copiar todos los parámetros de herramienta desde la definición de herramienta a la secuencia CN.
Misc: permite copiar parámetros varios (parámetros personalizados, dirección del cabezal, presión de refrigerante, tipo y parámetros definidos por el usuario) a la secuencia CN.
Cutting: permite copiar todas las tecnologías de corte: avance, velocidad y profundidad. Creo NC utilizará la condición de desbaste para ROUGHING, RE-ROUGHING, VOLUME MILLING y LOCAL MILLING y las condiciones de acabado para otras trayectorias de herramienta.
Creo NC solo copiará estos parámetros en función de la opción de configuración definida cuando se cree una secuencia CN. Si se efectúan modificaciones en la secuencia CN existente, se deben copiar los cambios manualmente para que se reflejen en la secuencia CN.
mfg_pattern_performance_fix
yes, no*
yes: permite mejorar el rendimiento del patrón CN en la salida LC.
mfg_process_table_setup_dir
<directory name>
En el Administrador de Procesos, especifica el directorio donde se guarda la configuración de la tabla de proceso. Utilice la ruta de acceso completa para evitar problemas. Por ejemplo, /home/users/process_mgr/table_settings.
mfg_process_template_dir
<directory name>
En el Administrador de Procesos (Process Manager), esta opción de configuración permite definir el directorio por defecto para guardar todos los ficheros de plantilla de mecanizado desde la Tabla de proceso (Process Table), incluidas las plantillas de proceso y de reemplazo. Por defecto, se accede al directorio especificado en los casos siguientes:
• Creación de plantillas desde la tabla de proceso.
• Creación de pasos y máquinas herramienta en la tabla de procesos por medio de  .
.
.• Posición y reemplazo de plantillas al crear y editar funciones de anotación respectivamente.
• Reemplazo de plantillas en el modelo de diseño mediante el comando Actualizar elementos de anotación de mecanizado (Update Mfg AEs).
• Reemplazo de plantillas en el modelo de mecanizado durante la extracción.
• Utilice el nombre de ruta completo al especificar un valor para esta opción de configuración. Por ejemplo, /home/users/process_mgr/templates. • Si no se define ningún valor para esta opción de configuración, el valor se define al directorio de trabajo vigente. |
mfg_prof_rapid_feed_prev_slice
yes*, no
yes: por defecto, los movimientos de conexión entre rodajas se definen en avance libre o RAPID. Si se define en no, la velocidad de la herramienta entre el final de una rodaja anterior y el inicio de una rodaja siguiente se define en CUT_FEED. Esta opción se aplica a las secuencias de perfilado.
mfg_reaming_retract_feed_fix
yes*, no
yes: permite añadir ZFEED para el avance de retracción a la secuencia CN de escariado.
mfg_recompute_stk_model_warning
yes*, no, auto_compute
yes: se solicita confirmación antes de continuar con el recálculo del modelo de material.
no: permite cancelar el recálculo del modelo de material sin confirmación.
auto_compute: permite volver a calcular el modelo de material automáticamente sin confirmación.
mfg_session_setup_dir
<directory name>
Indica el directorio donde se almacenan los ficheros de configuración relacionados con mecanizado para la sesión actual. El fichero tool_dialog_setup_file.xml almacena información de configuración sobre los parámetros de herramientas.
Creo NC desestima la opción de configuración mfg_session_setup_dir si se especifica la opción de configuración mfg_tool_dialog_setup_file. |
mfg_setup_file
<file name>
La trayectoria absoluta al fichero que almacena la información de configuración de columnas para los elementos siguientes:
• Tabla de proceso en el Administrador de procesos (Process Manager)
• Cuadro de diálogo Configuración de herramientas (Tools Setup)
• Tabla de parámetros en el cuadro de diálogo Editar parámetros (Edit Parameters)
Esta opción de configuración sustituye a la opción mfg_session_setup_dir.
mfg_single_grv_toolwidth_fix
yes*, no
yes*: cuando el diámetro de la herramienta y la distancia de cortocircuito son iguales, se genera una trayectoria de herramienta de ranurado donde los materiales excedentes de desbaste se reflejan en la trayectoria de herramienta según lo previsto.
no: los materiales excedentes de desbaste pueden no reflejarse en la trayectoria de herramienta tal como se esperaba cuando el diámetro de la herramienta y la distancia de cortocircuito son iguales.
mfg_skip_synch_head_both
yes, no*
yes: las sentencias HEAD/BOTH y HEAD/OFF se omiten en la salida de datos LC para pasos sincronizados.
no: se generan sentencias HEAD/BOTH y HEAD/OFF en la salida de datos LC para los pasos sincronizados.
mfg_skew_circ_goto_convert_fix
yes, no*, principal_axis
yes: permite convertir y producir registros de círculo como puntos "Ir a" si el plano normal al círculo no está alineado con el eje de la herramienta.
no: permite producir registros de círculo en el fichero NCL sin convertir los registros de círculo en puntos "Ir a", incluso si el plano normal al círculo se desvía del eje de la herramienta.
principal_axis: permite convertir y producir registros de círculo como puntos "Ir a", excepto cuando el plano normal al círculo es paralelo o perpendicular al eje de la herramienta.
mfg_output_same_feed_rate_hsm
yes, no*
yes: permite generar la salida de la sentencia de velocidad de avance del fichero NCL, incluso si la primera velocidad de avance de la secuencia de HSM actual es idéntica a la última velocidad de avance de la secuencia de HSM anterior.
mfg_solid_tool_display
yes, no*
yes: permite mostrar la herramienta sólida correspondiente que se utiliza para la ejecución de la trayectoria al emplear el reproductor LC.
mfg_start_model_dir
<directory name>
Permite especificar el directorio que contiene las plantillas del modelo de mecanizado. Todos los modelos de mecanizado de dicho directorio se pueden seleccionar como plantillas de modelo de mecanizado. Utilice la ruta de acceso completa para evitar problemas. Por ejemplo, /home/users/nc/start_models.
Si no se define esta opción, se pueden utilizar las plantillas de mecanizado que proporciona el sistema.
mfg_stock_model_stk_file_dir
Permite especificar el directorio por defecto para almacenar la información del modelo de material en el formato de fichero STK. Utilice la ruta de acceso completa para evitar problemas. Si no se define el directorio por defecto, la información del modelo de material se guarda en el directorio de trabajo.
Como práctica recomendada, utilice un directorio de la unidad local como directorio por defecto. Evite usar un directorio en un ordenador remoto como el directorio por defecto. No se soporta el uso de una ruta a un directorio Windchill. |
mfg_synch_master_slave_output
yes, no*
yes: se generan las palabras clave MASTER/SLAVE junto con la sentencia HEAD# en la salida de datos LC para los pasos sincronizados.
no: no se generan las palabras clave MASTER/SLAVE junto con la sentencia HEAD# en la salida de datos LC para los pasos sincronizados.
mfg_tap_mat_rem_coef
1*, un valor entre 0 y 1
El coeficiente que Creo NC utiliza para multiplicar con la estimación de material eliminado para calcular la estimación de material eliminado real. Se trata de un parámetro opcional. Este parámetro solo se aplica a los pasos de la tabla de proceso que utilizan el macho de roscar.
Si se especifica o modifica el parámetro de configuración mfg_tap_mat_rem_coef para un paso de la tabla de proceso que utilice el macho de roscar, Creo NC no volverá a calcular el valor de la estimación de material quitado para dicho paso. Para volverlo a calcular, será preciso eliminar y volver a añadir la función de eliminación de material del paso. |
mfg_thrd_turn_output_minstp
no*, yes
Yes: permite generar salida MINSTP en los datos LC. Se trata de una salida de 6 dígitos que elimina el error de postproceso.
No: permite generar salida MINSTEP en los datos LC.
mfg_tool_dependency_enbld
yes*, no
Esta opción de configuración permite romper la dependencia de la herramienta sólida con el conjunto de fabricación:
yes: el modelo de herramienta sólida se guarda al guardar el conjunto de fabricación.
no: el modelo de herramienta sólida no se guarda al guardar el conjunto de fabricación.
Al recuperar el conjunto guardado, la herramienta sólida se recupera junto con el conjunto.
mfg_tool_dialog_setup_file
<file name>
La ruta absoluta al fichero que almacena la información de configuración de columna del parámetro de herramientas para el cuadro de diálogo Configuración de herramientas (Tools Setup). Esta opción de configuración sustituye a la opción mfg_session_setup_dir.
mfg_tool_preview_by_pick
No*, Yes
Permite seleccionar la posición de la herramienta de corte después de la vista previa. También se obtener una vista previa de la herramienta de corte en la ventana gráfica.
Yes: permite seleccionar una posición de herramienta en la trayectoria de herramienta, en una superficie, en una arista, en una curva o en una cara. También puede ser un vértice, un punto de referencia o un sistema de coordenadas.
No: permite mover la herramienta arrastrándola en la ventana gráfica.
mfg_traj_apprfeed_arcdash_fix
yes, no*
yes: en una secuencia CN de trayectoria, se considera el avance de aproximación en lugar de CUT_FEED si el valor de ARC_FEED se define en guion (-).
mfg_traj_end_height_enable
no*, yes
yes: permite al usuario seleccionar una superficie para definir la altura final en el cuadro de diálogo Corte de curva (Curve Cut), en secuencias de fresado por trayectoria de 4 y 5 ejes.
mfg_trn_byarea_avoid_duplicate
no, yes *
yes: permite evitar la pasada de trayectoria de herramienta duplicada en las secuencias de torneado de desbaste cuando las opciones de configuración STEP_DEPTH_COMPUTATION y SCAN_TYPE se definen en BY_AREA y TYPE_1_CONNECT, respectivamente.
mfg_turn_byarea_last_slice
yes*, no
Permite crear la última rodaja en la última zona de secuencias de torneado cuando STEP_DEPTH_COMPUTATION se define en BY_AREA.
mfg_turn_profile_trim_shape
yes*, no
yes: permite mantener la coherencia entre la vista previa del perfil de torneado y el perfil de torneado real cuando se utilizan opciones de recorte como, por ejemplo, Conectar con línea (Line Connect), Recortar en X (Trim in X), Recortar en Z (Trim in Z) o Recortar con esquina (Trim to Corner).
mfg_turn_rgh_prof_overtravel
yes, no*
yes: permite activar la sobrecarrera en pasadas de perfil cuando el parámetro ROUGH_OPTION se define en ROUGH_AND_PROF en el torneado de desbaste.
mfg_turn_stock_gouge_fix
yes, no*
Cuando TRIM_TO_WORKPIECE se define en YES y cuando el límite del material es menor que el perfil de torneado, esta opción permite evitar sobrecortes en el torneado.
mfg_turn_overtravel_conn_fix
yes*, no
En las secuencias de torneado de desbaste, el parámetro END_OVERTRAVEL dicta las pasadas de conexión.
mfg_volmil_clear_dist_fix
No*, Yes
Esta opción de configuración se puede aplicar a la secuencia de desbaste por planos basada en el tablero de mandos.
Yes: se calcula la distancia de seguridad con el contorno de la pieza trabajada, el volumen de fresado o ventana de fresado, el plano de retracción y la altura especificada por el usuario.
No: se calcula la distancia de seguridad con el contorno de la pieza trabajada.
El movimiento rápido termina y empieza PLUNGE_FEED en la distancia de seguridad por encima de la superficie que va a fresarse.
mfg_volmill_const_pitch_helix
No*, Yes
Yes: permite generar una trayectoria de herramienta helicoidal con paso constante en el desbaste por planos.
mfg_vol_helicalentry_gougefix
No*, Yes
Yes: permite evitar sobrecortes durante el movimiento de entrada helicoidal en las secuencias de desbaste por planos.
No: no se verifica la existencia de sobrecortes durante el movimiento de entrada helicoidal en las secuencias de desbaste por planos.
mfg_vol_mill_correct_entry_exit
yes, no*
yes: permite modificar los movimientos de entrada y salida de una sola rodaja y hacer que estos movimientos sean coherentes con o sin paredes de aproximación en una secuencia de desbaste por planos.
mfg_vol_roughprof_entryexit_fix
No*, Yes
Yes: permite utilizar la combinación de parámetros de desbaste y perfilado para los movimientos de entrada y salida.
Para las pasadas combinadas de desbaste y perfilado, como ROUGH & PROF, POCKETING, se debe seleccionar LEAD_IN, NORMAL o la opción LINE_TANGENT para los parámetros CUT_ENTRY_EXT y CUT_EXIT_EXT. Estas opciones gobiernan las pasadas de perfilado.
Los movimientos de entrada y salida para las pasadas de desbaste están gobernados por los valores de los parámetros RAMP_ANGLE y HELICAL_DIAMETER que son independientes de los valores de CUT_ENTRY_EXT y CUT_ EXIT_EXT.
Para las pasadas ROUGH_ONLY o PROF_ONLY, se deben seleccionar valores adecuados de CUT_ENTRY_EXT y CUT_EXIT_EXT. Por ejemplo, RAMP o HELIX para las pasadas ROUGH_ONLY.
mfg_warn_del_ft_act_in_sync
yes, no*
yes: emite un aviso cuando se borra o suprime una función utilizada en la sincronización.
Además, emite un aviso al volver a iniciar la sincronización si se ha borrado o suprimido una función de este tipo.
mfg_workpiece_transparency
<decimal number>
Controla la transparencia de la pieza trabajada en la visualización del modelo sombreado. El valor en el rango se puede cambiar entre 0.1 y 1. Cuanto mayor sea el valor, más transparente será la pieza trabajada. El valor por defecto es 0,5.
Si se cambia el valor mfg_workpiece_transparency, solo se verán afectadas las piezas trabajadas recién montadas o creadas. Al abrir un modelo de mecanizado, su pieza trabajada no resulta afectada por el valor vigente de la opción mfg_workpiece_transparency. Si desea más información, consulte el tema Visualización de pieza trabajada. |
mfg_xyz_num_digits
<integer number>
Permite definir el número de dígitos para coordenadas de herramienta X, Y, Z en un fichero de datos LC. El valor por defecto es 10.
nc_autodoc_param_dir
<directory name with full path>
Permite definir la posición del fichero de configuración. En este fichero se describen los parámetros de procesos que se incluirán en la tabla de parámetros.
nc_autodoc_report_dir
<directory name with full path>
Permite definir la ubicación para almacenar el informe y las imágenes creados cuando se genera un informe de taller.
nc_autodoc_setup_dir
<directory name with full path>
Permite definir la ubicación de los ficheros de configuración de documentación. En este fichero se describen los parámetros de procesos que se incluirán en la tabla de parámetros.
nc_autodoc_template_dir
<directory name with full path>
Permite definir la posición de la hoja de estilos y de las imágenes por defecto que se utilizarán en el informe del taller. Si no se define esta opción de configuración, Creo Parametric utilizará la plantilla de informe y las imágenes por defecto almacenadas en el punto de carga de Creo Parametric.
nc_jobman_visible
no*, yes
yes: permite activar el Administrador de trabajos, lo que permite calcular la trayectoria de herramienta para una secuencia CN fuera de proceso, ya sea en el mismo ordenador o en un ordenador remoto, mientras se sigue trabajando con otras secuencias CN u otros modelos de Creo.
nccheck_type
ModuleWorks*, nccheck, external
Permite controlar qué módulo de simulación de verificación CN se va a usar:
• ModuleWorks: permite utilizar un entorno de simulación integrado en la ficha Eliminación de material (Material Removal).
• nccheck: se utiliza NC-CHECK.
• external: permite utilizar una herramienta externa.
ncl_file_extension
<file extension>
Permite establecer la extensión de fichero por defecto para ficheros de datos LC. Si no se define esta opción, la extensión por defecto del fichero LC es .ncl.
• La longitud de la extensión de fichero no debe superar los 3 caracteres. Si se especifica una extensión de fichero más larga, se truncará y se presentará un mensaje de aviso. • No cambie la extensión de fichero de LC si se está utilizando un postprocesador por defecto, un postprocesador dedicado o uno creado con NCPOST. |
ncpost_type
gpost*, ncpost
Cada Creo NC incluye un conjunto estándar de postprocesadores CN que se pueden ejecutar directamente o modificar con un módulo opcional. Esta opción de configuración permite controlar el módulo de postprocesado que se va a utilizar:
• gpost: se utilizan los postprocesadores G-Post™ suministrados por Intercim Corporation.
• ncpost: se utilizan los postprocesadores NCPOST.
output_start_goto_pnt_of_seq
yes, no*
yes: permite generar un punto "Ir a" duplicado en el inicio de la función CN, si la función de CN anterior termina en el mismo punto "Ir a".
pro_mf_cl_dir
<directory name>
Permite especificar el directorio por defecto de los ficheros de datos LC de mecanizado. Utilice la ruta de acceso completa para evitar problemas. Por ejemplo,
/home/users/library/mfg_cl.
pro_mf_param_dir
<directory name>
Permite especificar el directorio por defecto de los ficheros de parámetros de mecanizado. Utilice la ruta de acceso completa para evitar problemas. Por ejemplo, /home/users/library/mfg_params.
pro_mf_tprm_dir
<directory name>
Permite especificar el directorio por defecto de los ficheros de herramientas de mecanizado. Utilice la ruta de acceso completa para evitar problemas. Por ejemplo,
/home/users/library/toolcrib.
pro_mf_workcell_dir
<directory name>
Permite especificar el directorio por defecto de los ficheros de unidades de trabajo de mecanizado. Utilice la ruta de acceso completa para evitar problemas. Por ejemplo, /home/users/library/workcells.
pro_mfg_cmdsyn_dir
<directory name>
Permite especificar el directorio por defecto de los ficheros de menú de sintaxis en Creo NC. Utilice la ruta de acceso completa para evitar problemas. Por ejemplo, /home/users/library/mach_cmdsym.
profile_output_utils
yes, no*
Esta opción afecta a la salida de datos CL para las secuencias de perfilado.
• yes: el parámetro OUTPUT_POINT de secuencia CN está disponible con las opciones que se indican a continuación.
◦ TIP: la salida de la trayectoria de herramienta se genera con respecto al centro de la herramienta
◦ ON_PROFILE: la salida de la trayectoria de herramienta se genera con respecto al perfil de la herramienta.
• no: el parámetro OUTPUT_POINT de secuencia CN no está disponible.
proncpost_dbf
<file name>
Permite especificar la ubicación y el nombre del fichero de base de datos NCPOST. Utilice el nombre y ruta completa del directorio.
prorembatch_queue_manager
<nombre_proc>:<host>:0:<número_proc>:1
Permite activar el cálculo de trayectorias de herramienta en un host.
Los elementos son los siguientes:
• <nombre_proc>: nombre del procesador (puede ser cualquier nombre descriptivo).
• <host>: nombre de host del ordenador remoto.
• 0: tipo de transporte, definido siempre como 0.
• <número_proc>: número de procesador RPC. Debe coincidir con la variable de entorno PRORB_RPCNUM del ordenador remoto; si se especifica 0, el sistema utilizará el número RPC por defecto.
• 1: versión del administrador de colas, actualmente es 1.
remove_mfgpat_inst_frm_table
yes, no*
yes: permite eliminar el nombre de instancia del patrón CN de Pro/Table del plano.
reverse_spiral_finish_type
0, 1, 2
Esta opción de configuración es aplicable a los pasos de acabado cuando el parámetro FINISH_OPTION se define en SHALLOW_CUTS o COMBINED_CUTS y el parámetro SHALLOW_AREA_SCAN se define en SPIRAL_SCAN.
La opción de configuración acepta tres valores: 1, 2 y el valor por defecto 0. Cualquier otro valor se trata como un valor por defecto.
Para el valor por defecto 0, se tiene en cuenta una de las siguientes opciones definidas para el parámetro SPIRAL_SCAN_DIRECTION.
• INSIDE_OUT: la trayectoria de herramienta empieza desde dentro y sigue el límite externo.
• OUTSIDE_IN: la trayectoria de herramienta empieza desde fuera y sigue el límite externo.
Para el valor 1: independientemente de la opción definida para SPIRAL_SCAN_DIRECTION, la trayectoria de herramienta empieza desde dentro y sigue el límite externo.
Para el valor 2: independientemente de la opción definida para SPIRAL_SCAN_DIRECTION, la trayectoria de herramienta empieza desde dentro y sigue la estrategia de carga constante.
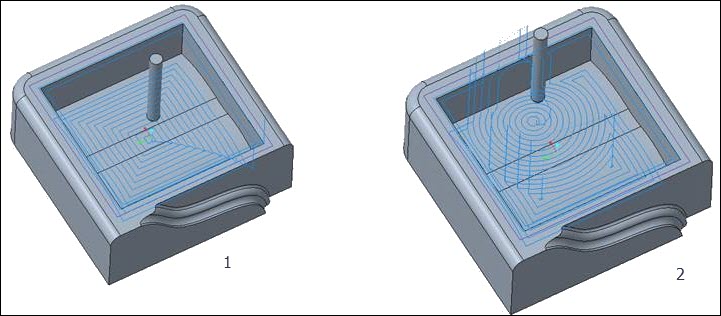
1. Trayectoria de herramienta para el valor 1
2. Trayectoria de herramienta para el valor 2
shade_mfg_ref_models
yes*, no
yes: permite sombrear piezas de referencia al generar imágenes sombreadas.
no: las piezas de referencia no se procesan al generar la imagen sombreada. De este modo, se ahorra tiempo.
skip_relation_mfg_process_xml
yes*, no
yes: se omiten las cadenas de relación en el documento CAD del conjunto CN.
La opción de configuración dm_nc_process genera la información del proceso CN como parte del documento CAD del conjunto CN en formato XML siempre que se guarda el documento CAD. Si hay muchas secuencias con numerosos parámetros y se define la opción de configuración dm_nc_process en yes, se tardará más en guardar el documento.
Defina la opción de configuración skip_relation_mfg_process_xml en yes para borrar las cadenas de relación de la salida y guardar el documento CAD con más rapidez.
smmp_add_rapid_for_punch
yes, no*
yes: permite añadir el comando RAPID al fichero de salida LC al evitar una garra en PUNCH.
solid_tool_offset_num_validate
yes, no*
yes: se valida el número de desvío de la herramienta sólida de varios machos de roscar que ha introducido el usuario.
store_tool_path_file
yes*, no
Especifica la manera en que se calculará la información de trayectoria de herramienta de mecanizado:
• yes: la información de trayectoria de herramienta se guarda en un fichero llamado filename.tph, donde filename corresponde al nombre del modelo de mecanizado.
• no: la trayectoria de herramienta se vuelve a calcular cada vez que se recupere el modelo de mecanizado o se cambien parámetros de mecanizado.
suppress_hsm_progress_dialog
yes, no*
yes: permite suprimir la ventana Progreso de cálculo de la trayectoria de herramienta (Toolpath calculation progress) para las secuencias de HSM.
tapping_use_brkout_dist_enbld
yes, no*
yes: se selecciona la opción Utilizar distancia de separación (Use breakout distance) y se utiliza el valor del parámetro BREAKOUT_DISTANCE para calcular la profundidad de la secuencia CN de roscado con macho.
template_mfgcmm
<assembly name>
Permite especificar el modelo que se utiliza como modelo de inicio por defecto en CMM. Utilice el nombre y ruta completa del directorio.
template_mfgemo
<assembly name>
Permite especificar el modelo que se utiliza como modelo de inicio por defecto en Expert Machinist. Utilice el nombre y ruta completa del directorio.
template_mfgnc
<assembly name>
Permite especificar el modelo que se utiliza como modelo de inicio por defecto en Creo NC.
Utilice el nombre y ruta completa del directorio.
tool_motion_list_length
<integer number>
Permite controlar el número de filas visibles en la lista de movimientos de herramienta sin desplazarse. Este valor se aplica a todos los pasos CN basados en el tablero de mandos.
tool_path_preview_default
on, off, auto*
Permite controlar si la vista previa de la trayectoria de herramienta se muestra por defecto al crear un nuevo paso o al editar un paso existente.
• on: permite obtener la vista previa de la trayectoria de herramienta.
• off: permite indicar que no se muestre la vista previa de la trayectoria de herramienta.
• auto: permite obtener la vista previa de determinadas trayectorias de herramienta.
travel_bounds_display
No*, Yes
Indica si los bordes de mecanizado de una máquina herramienta están visibles o no.
Yes: permite mostrar los límites de mecanizado de una máquina herramienta.
travel_bounds_tranparency
<decimal number>
Controla la transparencia de los bordes realzados de la máquina. El valor en el rango se puede cambiar entre 0.1 y 1. Cuanto más grande sea el valor, más transparente será el límite de mecanizado realzado. El valor por defecto es 0,8.
turn_output_cutcom_tm_apprexit
yes, no*
Cuando se definen manualmente los movimientos de aproximación y salida, y el parámetro CUTCOM se define en ON, los datos LC generan una sentencia CUTCOM precisa según la dirección de corte.
yes: los datos LC muestran una compensación de corte precisa para los movimientos de aproximación y salida en las secuencias de torneado.
use_mmks_units_for_ejpin
yes, no*
yes: permite utilizar el sistema de unidades de MMKS al crear expulsores.
use_stdtip_osetno_for_flashtip
yes, no*
yes: si la punta con orientación de rebaba no tiene un número de desvío, la punta utiliza el número de desvío de la punta correspondiente con orientación estándar y lo emite en el fichero NCL.
wcell_fixt_info_setup_file
<file name>
Permite especificar la trayectoria hasta el fichero de configuración de la información de sujeciones de máquinas herramienta. Se trata de un fichero .xml que almacena la información sobre máquinas herramientas y las sujeciones compatibles para cada una de ellas. La funcionalidad de compatibilidad de sujeción de máquinas herramientas en la tabla del proceso solo está disponible si se especifica la opción de configuración wcell_fixt_info_setup_file.
workpiece_instances
none, operations, steps, operations_and_steps
Especifique el modo en que Creo Parametric genera representaciones geométricas de la pieza trabajada durante el proceso de mecanizado.
• none: no se genera ninguna representación geométrica.
• operations: se crean representaciones geométricas para cada operación y se las denomina como <workpiece-name>_<operation-name>.
• steps: se crean representaciones geométricas para cada paso y se las denomina como <workpiece-name>_<step-name>.
• operations_and_steps: se crean representaciones geométricas para pasos, así como para operaciones.