Parámetros de fresado de alta velocidad
Parámetros comunes de las secuencias de desbaste de alta velocidad, desbaste de restos, acabado, acabado de restos y geodésicas
• AXIS_SHIFT: permite especificar el desplazamiento del eje de la herramienta a lo largo de la pieza trabajada. Permite cambiar los datos de LC en el eje de la herramienta. Si el valor es positivo, los datos LC se desplazan hacia abajo a lo largo del eje de la herramienta; si el valor es negativo, los datos LC se desplazan hacia arriba.
Valor por defecto: 0
• BOTTOM_STOCK_ALLOW: permite especificar la cantidad de material que se deja después de una secuencia en superficies planas paralelas al plano de retracción.
Por defecto: -
• CLEAR_DIST: permite especificar la distancia de seguridad por encima de la superficie que va a fresarse, en la que termina el movimiento rápido y empieza el avance adecuado.
Valor por defecto: en función de la relación interna después de definir la herramienta.
• CUT_ANGLE: permite especificar el ángulo que forman la dirección del corte y el eje X del sistema de coordenadas de la secuencia CN. El parámetro no está disponible para el tipo de mecanizado de 3+2 ejes.
Valor por defecto: 0
Solo el valor TYPE_1 es válido para el parámetro SCAN_TYPE en Desbaste de HSM (HSM Rough) y Desbaste de restos de HSM (HSM Rest Rough). De forma similar, el valor PARALLEL_CUTS es válido para las secuencias de Acabado de HSM (HSM Finish) y Acabado de restos de HSM (HSM Rest Finish).
• CUT_TYPE: permite especificar el tipo de corte. En combinación con SPINDLE_SENSE, este parámetro permite controlar dónde está el material con respecto a la herramienta cuando esta quita material.
Valor por defecto: Climb
Están disponibles las siguientes opciones:
◦ Upcut
◦ Zig-Zag
◦ Spiral: disponible en acabado de HSM, acabado de restos de HSM y secuencias de desbaste de 5 ejes. No se soporta para las opciones PARALLEL_CUTS y FLAT_LANDS.
• END_HEIGHT: permite especificar la altura final de las rodajas. El parámetro no está disponible para el tipo de mecanizado de 3+2 ejes.
Por defecto: -
• HOLDER_CLEARANCE: permite especificar la distancia mínima permitida entre el portaherramienta y la superficie mecanizada. El parámetro funciona en combinación con cualquier distancia de seguridad de material definida.
Valor por defecto: 0.2 mm. El valor por defecto de este parámetro es de 2 mm para el desbaste y el desbaste de restos de 3+2 ejes, el acabado y el acabado de restos de 5 ejes, el depurado automático y los pasos de desbaste de restos y desbaste de 5 ejes.
• PULLOUT_DIST: permite especificar la altura por encima del nivel del corte, por ejemplo, la rodaja recién fresada, hasta la que se retrae la punta de la herramienta en PULLOUT_FEED y luego cambia a FREE_FEED. Si no se define PULLOUT_FEED, la herramienta se retrae en CUT_FEED y, a continuación, cambia a FREE_FEED. Si no se define FREE_FEED, la herramienta se retrae a rápido.
Por defecto: -
• SCALLOP_HGT: permite especificar la altura de las crestas máxima permitida para controlar el ancho de paso de la herramienta. Este parámetro se aplica a las pasadas de ancho de paso horizontales y a todos los tipos de escaneado, excepto CONSTANT_LOAD.
Por defecto: -
• SLICE_PATH_SCAN: permite especificar el orden de mecanizado de varias pasadas en rodajas o profundidades de varios pasos.
Valor por defecto: PASS_BY_PASS
Están disponibles las siguientes opciones:
◦ PASS_BY_PASS: permite activar el mecanizado en toda la región. La herramienta completa todas las rodajas de una región y se desplaza para mecanizar la siguiente región.
◦ SLICE_BY_SLICE: permite activar el mecanizado en toda la rodaja. Se mecanizan una por una todas las primeras rodajas de las regiones, lo que lleva a las segundas rodajas.
• START_HEIGHT: permite especificar la altura inicial de las rodajas. El parámetro no está disponible para el tipo de mecanizado de 3+2 ejes.
Por defecto: -
• STEP_OVER: permite especificar el parámetro para controlar la profundidad de corte lateral.
Valor por defecto: en función de la relación interna después de definir la herramienta.
Para el tipo de escaneado CONSTANT_LOAD, el ancho de paso se convierte en el ancho de paso máximo. En función de la carga de la herramienta, es posible que el valor del ancho de paso se reduzca. Para el tipo de escaneado CONSTANT_LOAD, se recomienda que el valor de STEP_OVER sea menor o igual al 50 por ciento del diámetro de la herramienta de corte.
STEP_OVER debe ser un valor positivo menor o igual que el diámetro de la herramienta de corte.
• TOLERANCE: las máquinas herramientas se desplazan en pequeños incrementos de línea recta a la geometría curva aproximada. Especifique la distancia máxima que la trayectoria recta se desvía de la geometría curva.
Valor por defecto: 0.06 mm en Desbaste de HSM (HSM Rough) y Desbaste de restos de HSM (HSM Rest Rough).
Valor por defecto: 0.025 mm en Acabado de HSM (HSM Finish) y Acabado de restos de HSM (HSM Rest Finish).
• TRIM_TOOLPATH_ON_HOLDER: permite dividir la trayectoria de herramienta en zonas de colisión y de no colisión, siempre y cuando se hayan definido los parámetros HOLDER_DIAMETER y HOLDER_LENGTH. En la zona de colisión, el portaherramienta colisiona con la pieza de referencia y la trayectoria de herramienta se recorta, mientras que no se produce ninguna colisión en la zona de no colisión. La trayectoria de la herramienta obtenida es una combinación de todas las zonas que no colisionan.
Valor por defecto: Yes
En las secuencias de desbaste de HSM y desbaste de restos de HSM, este parámetro no se soporta si SCAN_TYPE se define en TYPE_1 y ROUGH_OPTION se define en ROUGH_ONLY.
Parámetros de desbaste de HSM y desbaste de restos de HSM para movimientos de corte
• SCAN_TYPE: permite especificar la manera en que una herramienta para fresado escanea el corte transversal horizontal de un volumen de fresado y evita las islas.
Valor por defecto: CONSTANT_LOAD
Están disponibles las siguientes opciones:
◦ TYPE_1: se crean cortes paralelos en múltiples profundidades. Esta opción no está disponible para el tipo de mecanizado de 3+2 ejes.
SCAN_TYPE cambia a CONSTANT_LOAD de TYPE_1 cuando se selecciona el mecanizado de 3+2 ejes. Si se vuelve a cambiar al mecanizado de 3 ejes desde el mecanizado de 3+2 ejes, tipo de escaneado CONSTANT_LOAD seguirá siendo efectivo. |
◦ TYPE_SPIRAL: permite generar una trayectoria de corte en espiral.
◦ CONSTANT_LOAD: se garantiza que las tecnologías de corte permanecerán casi constantes. Se este modo, se proporcionan mejoras con respecto a las estrategias de desbaste de desvío constante convencionales. La estrategia evita los cortes de ancho total midiendo constantemente el volumen de conexión de la herramienta con el material y quitando gradualmente material del material restante. La carga estable de la herramienta permite una velocidad de eliminación de material mayor a velocidades de avance superiores y reduce el tiempo de mecanizado total.
• ROUGH_OPTION: permite especificar si se debe producir una pasada de perfilado durante el desbaste o desbaste de restos. El parámetro no está disponible para las secuencias de desbaste de 3+2 ejes y, por defecto, crea secuencias sin pasada de perfilado.
Valor por defecto: ROUGH_ONLY
◦ ROUGH_ONLY: permite crear una secuencia CN sin perfilado.
◦ ROUGH_AND_PROF: permite crear una secuencia CN que desbasta y perfila el material de la ventana de fresado. Se aplica a los tipos de escaneado TYPE_1, TYPE_SPIRAL y CONSTANT_LOAD.
La opción ZIG_ZAG del parámetro CUT_TYPE no se soporta para las pasadas de perfil. |
• INTERMEDIATE_SLICE_ADJUST: permite definir cuándo se deben crear rodajas intermedias. Utilice esta opción en combinación con el parámetro NUMBER_INTERMEDIATE_SLICES.
Valor por defecto: DURING
◦ DURING: permite crear rodajas intermedias durante las pasadas de mecanizado.
◦ AFTER: permite crear rodajas intermedias después de mecanizar la última rodaja.
• TRIM_TO_WORKPIECE: pulse en SÍ (YES) para limitar la trayectoria de herramienta a los límites de la pieza trabajada y evitar el mecanizado en vacío.
Por defecto: NO
Parámetros de desbaste de HSM y desbaste de restos de HSM para la profundidad y las tolerancias de corte
• ROUGH_STOCK_ALLOW: permite definir la cantidad de material que se debe dejar en la dirección radial tras el corte de desbaste.
Valor por defecto: 0
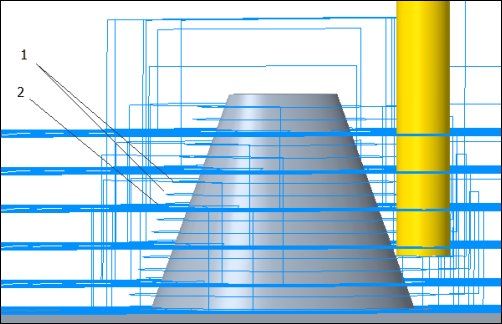
• PROF_STOCK_ALLOW: cantidad de material que queda tras el corte de desbaste para el corte de perfil. Este parámetro significa un material excedente diferente para los cortes de perfilado. El valor de PROF_STOCK_ALLOW debe definirse en un valor menor o igual que el valor de ROUGH_STOCK_ALLOW.
El valor por defecto es un guion (-).
Se debe tener en cuenta lo siguiente cuando el valor de PROF_STOCK_ALLOW es un guion (–) como valor por defecto:
◦ Si el parámetro SCAN_TYPE se define en TYPE_SPIRAL o CONSTANT_LOAD, solo se generan las pasadas de desbaste y no se generan las pasadas de perfil. Las pasadas de desbaste se generan independientemente del parámetro de ROUGH_OPTION definido como ROUGH_AND_PROF.
◦ Si el parámetro SCAN_TYPE se define en TYPE_1, las pasadas de perfil se generan junto con las pasadas de desbaste cuando el parámetro ROUGH_OPTION se define en ROUGH_AND_PROF.
1. PROF_STOCK_ALLOW
2. ROUGH_STOCK_ALLOW
3. Caja
• Si el parámetro ROUGH_OPTION se define en ROUGH_AND_PROF y si el valor de PROF_STOCK_ALLOW se define en mayor que el valor de ROUGH_STOCK_ALLOW, aparece un mensaje de error. • Un valor negativo para PROF_STOCK_ALLOW no debe superar el radio de esquina definido para la herramienta especificada. Si el valor especificado es mayor que el radio de la esquina, aparece un mensaje de error. |
• MAX_STEP_DEPTH: permite especificar la profundidad de paso máxima permitida. Una vez encontradas las posiciones de las rodajas superior e inferior, se calcula la profundidad de paso real, que es inferior o igual al valor MAX_STEP_DEPTH especificado.
Valor por defecto: en función de la relación interna después de definir la herramienta
Es posible cambiar la relación del cuadro de diálogo Relaciones (Relations) o especificar el valor.
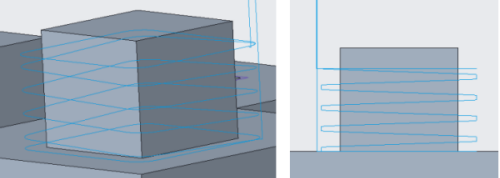
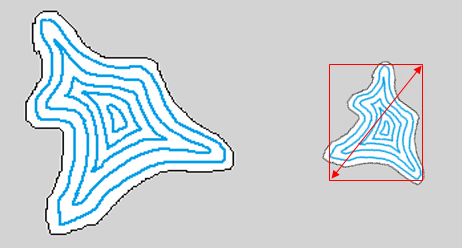
• MACHINE_FLATLANDS: permite seleccionar la mecanización de superficies planas reales de las piezas de molde. Esta opción ayuda a mecanizar superficies planas en el eje Z como superficies de partición.
Valor por defecto: YES
Si se define en NO, se crean rodajas Z constantes sin ajustar la profundidad de paso. En este caso, puede permanecer material en las superficies planas, que puede ser más o menos de material inferior permitido.
1. La opción se define en NO. Las superficies azules de la imagen indican el material restante tras el mecanizado.
2. La opción se define en YES. Todas las superficies planas se mecanizan sin dejar material.
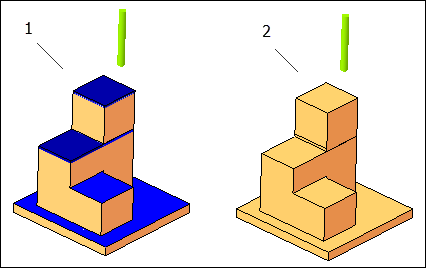
• MINIMUM_WIDTH: permite especificar el ancho mínimo. Las áreas que tienen un ancho menor que el ancho especificado no se mecanizan. Es aplicable cuando se activa MACHINE_FLATLANDS.
Valor por defecto: 1 mm

1. El ancho mínimo se define en 0. Todas las superficies planas se mecanizan sin dejar material.
2. Las áreas planas que tienen un ancho menor que el ancho especificado no se mecanizan. El ancho de la superficie azul es menor que el ancho especificado.
• FILTER_TYPE: permite seleccionar el tipo de región que se va a filtrar durante el mecanizado. Se especifica en relación con el porcentaje de umbral del diámetro de la herramienta. Se utiliza para evitar el mecanizado de regiones innecesarias.
Valor por defecto: INSCRIBED_CIRCLE
Están disponibles las siguientes opciones:
◦ INSCRIBED_CIRCLE: se indica que el ancho máximo filtrado de la región es un diámetro de círculo que se inscribe en la trayectoria de herramienta dentro de dicha región.
◦ DIAGONAL_LENGTH: se indica que el ancho máximo de la región es una diagonal de la caja alineada con el eje que se integra alrededor de la trayectoria de herramienta dentro de dicha región.
• THRESHOLD_VALUE_PERCENT: permite especificar el valor de umbral como porcentaje del diámetro de la herramienta. Este valor determina el ancho de una región que se filtrará durante el mecanizado.
Valor por defecto: 0 por ciento
Funciona en combinación con el parámetro FILTER_TYPE.
• REMOVE_CORNER_PEGS: permite seleccionar la adición de trayectoria de herramienta adicional alrededor de las esquinas que quita pequeños fragmentos de material de las esquinas. Estos fragmentos se observan cuando el ancho de paso es lo suficientemente grande como para dejar el material entre las pasadas.
Por defecto: NO
Se aplica al tipo de escaneado TYPE_SPIRAL.

1. Trayectoria de herramienta adicional que quita fragmentos de las esquinas
• NUMBER_INTERMEDIATE_SLICES: permite especificar el número de rodajas que se deben crear. La rodaja intermedia es una rodaja de perfil entre las rodajas de desbaste. El parámetro INTERMEDIATE_SLICE_ADJUST dicta cuándo se crearán las rodajas.
Valor por defecto: 0
No se aplica a la geometría vertical.
1. El valor de parámetro 2 resulta en la creación de dos rodajas intermedias.
2. Corte de desbaste principal
• DETECT_THICKER_THAN: permite especificar el espesor. Esta opción permite evitar el mecanizado de las áreas donde la cantidad de material en bruto es inferior al valor del umbral de espesor especificado.
Solo es válido para las secuencias de desbaste de restos.
Valor por defecto: 0.1 mm
• PREVIOUS_ROUGH_STOCK_ALLOW: permite especificar la cantidad de material que deja la porción de desbaste anterior de la trayectoria de herramienta.
Solo se puede aplicar cuando se selecciona Herramienta de corte de referencia (Reference Cutting Tool) como referencia en la ficha Referencias (References). El parámetro no está disponible para el tipo de mecanizado de 3+2 ejes.
Valor por defecto: 0
• PREVIOUS_BOTTOM_STOCK_ALLOW: permite especificar la cantidad de material que deja la porción de desbaste anterior de la trayectoria de herramienta en la superficie paralela al plano de retracción.
Solo se puede aplicar cuando se selecciona Herramienta de corte de referencia (Reference Cutting Tool) como referencia en la ficha Referencias (References). El parámetro no está disponible para el tipo de mecanizado de 3+2 ejes.
Valor por defecto: 0
• ALLOW_ENTRY_OUTSIDE: si se selecciona YES, permite que la herramienta entre desde fuera del material o de la ventana de fresado. El parámetro no está disponible para el tipo de mecanizado de 3+2 ejes.
Valor por defecto: YES
Si se define en NO, la herramienta no entra desde fuera del material o de la ventana de fresado aunque sea posible. Opciones de la ventana de fresado: Dentro del contorno de la ventana (Inside window contour), Sobre el contorno de la ventana (On window contour) y Fuera del contorno de la ventana (Outside window contour) están disponibles cuando este parámetro se define en NO.
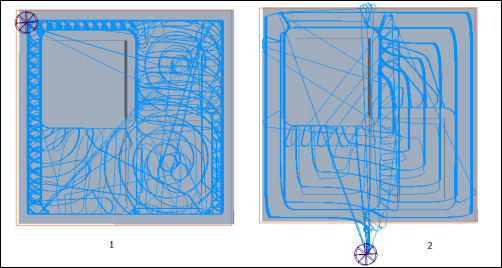
1. La herramienta permanece en el material cuando la opción se define en NO.
2. La herramienta se aproxima desde fuera cuando la opción se define en YES.
• LIFT_TOOL_CLEARANCE: herramienta se levanta para despejar la superficie de mecanizado y realizar la siguiente conexión. Los movimientos de conexión están en avance rápido o avance libre. Esto funciona junto con MIN_RETRACT_DISTANCE.
Por defecto: -. Se interpreta como 0.5 mm o 0.02 pulgadas.
Cuando el valor se define en 0, la herramienta no se levanta por encima de la superficie de mecanizado para realizar la siguiente conexión. Los movimientos de conexión están en avance de corte. |
• MIN_RETRACT_DISTANCE: al mover entre el final de una pasada y el principio de otra, la herramienta de corte está en la superficie o se encuentra retraída, en función de la distancia que deba desplazarse. El parámetro aquí permite controlar el punto donde se toma la decisión entre los dos estados. Si la distancia entre el punto final de una pasada y el punto de inicio de otra es inferior a este valor, la herramienta de corte no retrocede. Si la distancia es mayor, la herramienta de corte se despeja hasta el plano de retracción.
Este parámetro funciona para el tipo de escaneado CONSTANT_LOAD.
Por defecto: -. Se interpreta como (5 * diámetro de herramienta)
Parámetros de desbaste de HSM y desbaste de restos de HSM para movimientos de entrada/salida
• CLOSED_AREA_ENTRY: permite especificar el método de entrada para áreas cerradas.
Valor por defecto: automático.
Están disponibles las siguientes opciones:
◦ Automático: la herramienta toma la entrada más adecuada para el área cerrada.
◦ Helicoidal: la herramienta entra en un área cerrada siguiendo una trayectoria helicoidal. El parámetro ELICAL_DIAMETER_PERC permite especificar el diámetro de la hélice.
◦ Radial: la herramienta entra en contacto radialmente con el material en un área cerrada. Esta opción no funciona con CONSTANT_LOAD.
Cuando fallan todos los tipos de entrada a área cerrada, se toma automáticamente la rampa en zig-zag. |
• RAMP_ANGLE: permite especificar el ángulo con el que la herramienta entra en la siguiente rodaja o pasada.
Valor por defecto: 5
• HELICAL_DIAMETER_PERC: permite especificar el diámetro de hélice máximo permitido como porcentaje del diámetro de la herramienta. Se aplica a la entrada helicoidal de la herramienta.
Valor por defecto: 80 por ciento
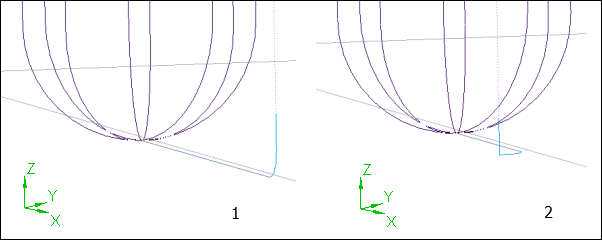
• ALLOW_TOOL_OUTSIDE_WORKPIECE: permite especificar si la herramienta puede ir más allá del límite de la pieza trabajada cuando la ventana de fresado es mayor que la pieza trabajada. Cuando se define en no, la herramienta se introduce desde fuera de la pieza trabajada, pero sale en la pieza trabajada. La trayectoria de herramienta solo se genera cuando el material no mecanizado es mayor que la suma de la tolerancia, el material excedente y el radio de la herramienta.
Tal como se muestra en la siguiente imagen, si el parámetro se define en sí, la trayectoria de herramienta traspasa la pieza trabajada.

Tal como se muestra en la siguiente imagen, cuando el parámetro se define en no, la trayectoria de herramienta comienza fuera de la pieza trabajada y termina en la pieza trabajada.
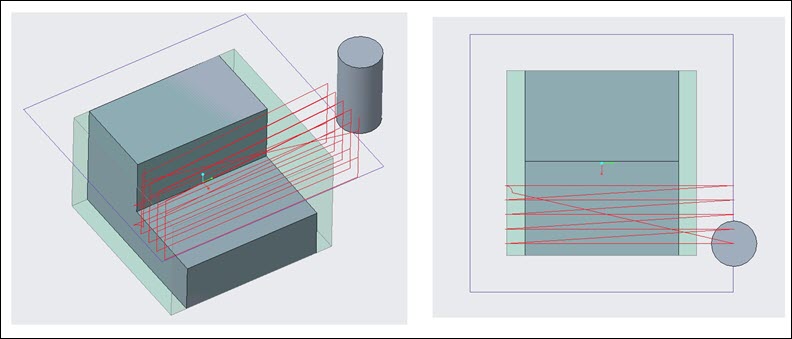
Valor por defecto: YES
Este parámetro funciona para el tipo de escaneado TYPE_1.
• LEAD_RADIUS: radio del movimiento circular tangencial de la herramienta para guía de entrada o salida.
Valor por defecto: el 25 % del diámetro de la herramienta. Si la herramienta no se ha definido, el valor por defecto es 5.
No se pueden utilizar 0 ni valores negativos. |
• TANGENT_LEAD_STEP: longitud del movimiento lineal que es tangente al movimiento circular de guía de entrada o salida.
Valor por defecto: el 25 % del diámetro de la herramienta. Si la herramienta no se ha definido, el valor por defecto es 5.
No se pueden utilizar 0 ni valores negativos. |
Parámetros de desbaste de HSM y desbaste de restos de HSM para configuración de la máquina
• SMOOTH_RADIUS: permite especificar el radio para el mecanizado de esquina suave o de acuerdo. Este parámetro se aplica cuando el parámetro SCAN_TYPE se define en CONSTANT_LOAD.
Por defecto: -. El valor por defecto - se interpreta como 1.
El valor debe ser mayor que 0.
• CIRC_INTERPOLATION: permite especificar el formato de datos LC para aristas circulares. El parámetro no está disponible para el tipo de mecanizado de 3+2 ejes.
Valor por defecto: ARC_ONLY.
• CUTCOM: permite controlar la compensación de la herramienta. Están disponibles las siguientes opciones:
◦ ON: se activa la compensación de corte en el fichero de LC. La compensación es derecha o izquierda, dependiendo de los parámetros CUT_TYPE y SPINDLE_SENSE.
◦ OFF (por defecto): no se compensa la herramienta.
Las sentencias CUTCOM no se emplean como salida para los movimientos de corte.
• CUTCOM_REGISTER: permite especificar el número del registro del controlador del ordenador que contiene los datos de compensación de herramienta. El valor por defecto es un guión (-).
Parámetros de desbaste de HSM y desbaste de restos de HSM para avances y velocidades
• ADAPTIVE_FEED_CONTROL: si se define en sí, este parámetro adapta automáticamente los cambios en CUT_FEED en función de la interacción de la herramienta de corte con el material para los tipos de escaneado CONSTANT_LOAD, TYPE_1 y TYPE_SPIRAL.
Por defecto: NO
Se debe tener en cuenta lo siguiente cuando el parámetro ADAPTIVE_FEED_CONTROL se define en sí:
◦ Los cambios en el avance que corresponden a la interacción de la herramienta de corte solo se aplican para CUT_FEED.
◦ Cuando la interacción de la herramienta con material cambia constantemente entre dos puntos GOTO, el segmento correspondiente se divide en múltiples puntos GOTO para aplicar los cambios de avance en las posiciones adecuadas. Como resultado, se añaden puntos GOTO adicionales a la trayectoria de herramienta.
◦ El tipo de escaneado CONSTANT_LOAD está diseñado para conservar la interacción de la herramienta con material en cada posición de corte. Puesto que la interacción de la herramienta con material ya permanece en la trayectoria de herramienta en sí, es menos necesario reducir el parámetro CUT_FEED con frecuencia. Por lo tanto, la fuente adaptable para el tipo de escaneado CONSTANT_LOAD tiene menos cambios de avance.
• MIN_ADAPTIVE_FEED: permite definir la fuente adaptable mínima como porcentaje de CUT_FEED. Se aplica automáticamente para obtener el máximo de condiciones de carga de la herramienta. El valor de este parámetro se encuentra entre 5 y 90.
Valor por defecto: 10
Parámetros de acabado de HSM y acabado de restos de HSM para movimientos de entrada/salida
• LEAD_RADIUS: permite especificar el radio del movimiento circular tangencial de la herramienta para guía de entrada o salida.
Valor por defecto: 0
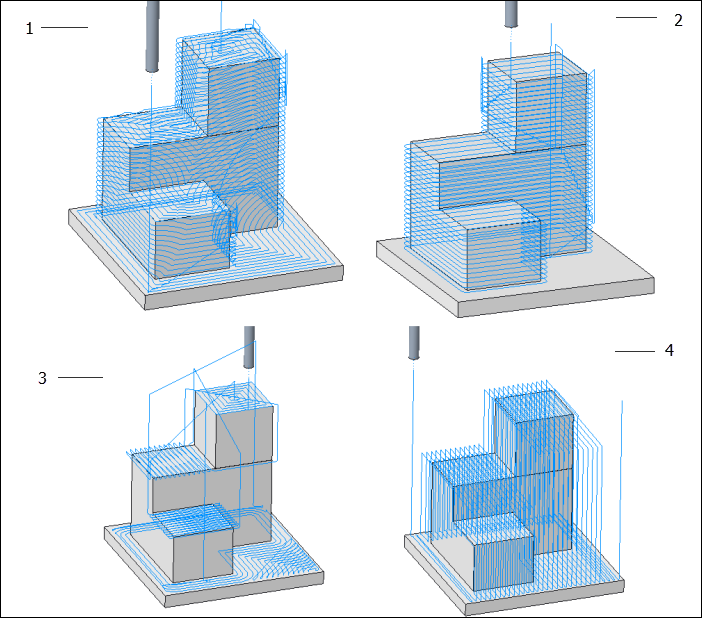
• CUT_ENTRY_EXIT_EXT: permite seleccionar la dirección de aproximación de la herramienta.
Valor por defecto: TANGENTIAL_ARC
Están disponibles las siguientes opciones:
◦ NONE: la herramienta entra o sale sin ningún movimiento de guía de entrada y salida.
◦ TANGENTIAL_ARC: la herramienta toma el arco horizontal para las áreas en pendiente y el arco vertical para las áreas rasas mientras realiza un movimiento de guía de entrada y salida.
◦ VERTICAL_TANG_ARC: la herramienta toma el arco vertical para todas las áreas mientras realiza un movimiento de guía de entrada y salida.
◦ HORIZONTAL_TANG_ARC: la herramienta toma el arco horizontal para todas las áreas mientras realiza un movimiento de guía de entrada y salida.
◦ AUTOMATIC_ARC: la herramienta se inclina automáticamente en un arco para evitar colisiones en los movimientos de guía de entrada y de salida. Esta opción solo está disponible para las secuencias de 5 ejes convertidas.
1. VERTICAL_TANG_ARC
2. HORIZONTAL_TANG_ARC
• SMALL_LINKS: permite especificar el tipo de conexión entre cortes adyacentes o capas de corte.
Valor por defecto: BLEND_SPLINE
Están disponibles las siguientes opciones:
◦ DIRECT: permite crear la conexión más corta en línea recta entre las aristas con brecha, sin ningún movimiento de retracción.
◦ FOLLOW_SURFACE: permite crear una conexión que sigue la geometría existente en las aristas con brecha, sin ningún movimiento de retracción.
◦ BLEND_SPLINE: permite crear una conexión en arcos tangentes entre las aristas con brecha.
◦ STEP: la opción implica retracción, conexión y segmentos de aproximación vertical. Permite crear una conexión en el plano de herramienta entre las aristas con brecha.
◦ RETRACT_TO_CLEAR_DIST: permite crear una conexión en línea recta entre las aristas con brecha. La herramienta se retrae hasta la distancia de seguridad especificada.
◦ RETRACT_TO_RETRACT_PLANE: permite crear una conexión en línea recta entre las aristas de brecha. La herramienta se retrae hasta el plano de retracción. La opción implica segmentos como, por ejemplo, la retracción de una herramienta a lo largo del eje de la herramienta hasta el plano de retracción, la conexión y el enfoque a lo largo del eje de la herramienta.
Si el tipo de vínculo seleccionado no satisface las condiciones de seguridad, se utiliza el siguiente tipo de vínculo seguro. |
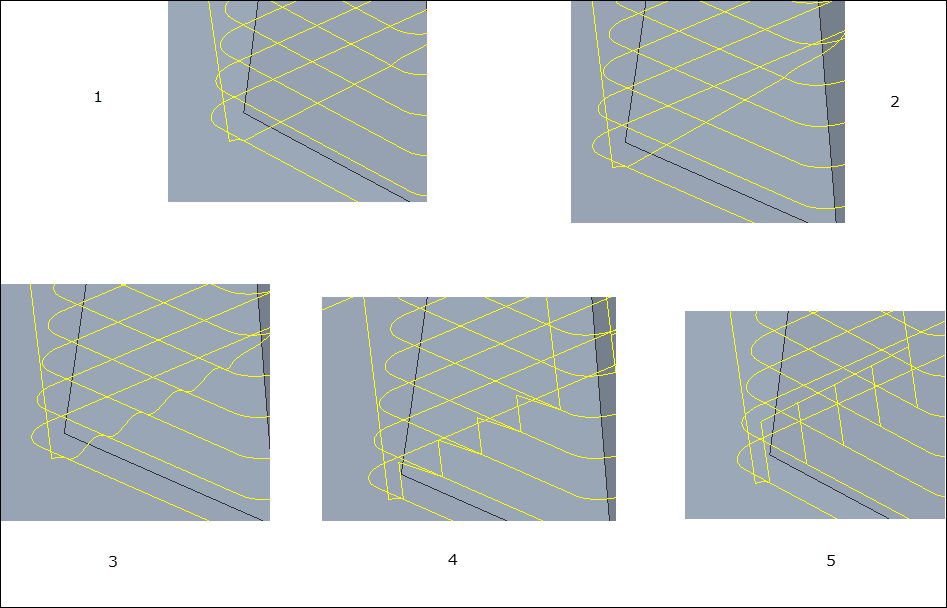
1. DIRECT
2. FOLLOW_SURFACE
3. BLEND_SPLINE
4. STEP
5. RETRACT_TO_CLEAR_DIST
Parámetros de acabado de HSM y acabado de restos de HSM para movimientos de corte
• FINISH_OPTION: permite especificar el método de mecanizado para crear una trayectoria de herramienta optimizada.
Valor por defecto: SMART_CUTS
Están disponibles las siguientes opciones:
◦ CONSTANT_Z: permite terminar superficies verticales o áreas en pendiente.
◦ CONSTNAT_CUSP: permite crear crestas equidistantes en áreas en pendiente y en áreas rasas. El objetivo es tener una distancia constante entre cada contorno de manera que las crestas se creen con la misma altura.
◦ SMART_CUTS: permite crear una trayectoria de herramienta combinada que consta de rodajas Z constantes para áreas en pendiente y cortes de cresta constantes para las áreas rasas de una pieza.
◦ PARALLEL_CUTS: permite crear cortes paralelos en el plano X-Y. Se utiliza para áreas rasas.
◦ FLAT_LANDS: permite crear la trayectoria de herramienta para mecanizar regiones planas reales de material. Solo es aplicable para las secuencias de acabado.
◦ PENCIL_CUT: permite crear una sola trayectoria de herramienta para las aristas interiores. Solo es aplicable para las secuencias de acabado de restos.
1. CONSTNAT_CUSP
2. CONSTANT_Z
3. FLAT_LANDS
4. PARALLEL_CUTS
• SPIRAL_SCAN_DIRECTION: permite especificar la dirección de la trayectoria de herramienta para el escaneado en espiral.
Valor por defecto: OUTSIDE_IN
Están disponibles las siguientes opciones:
◦ OUTSIDE_IN: desde el borde hasta el centro.
◦ INSIDE_OUT: desde el centro hasta el borde.
Parámetros de acabado de HSM y acabado de restos de HSM para la profundidad y las tolerancias de corte
• STEEP_STEP_OVER: permite especificar el valor del ancho de paso al mecanizar un área en pendiente. Si no se especifica un valor para STEEP_STEP_OVER, se utilizará el valor STEP_OVER en su lugar.
Por defecto: -
• FINISH_STOCK_ALLOW: permite especificar la cantidad de material que se debe dejar tras el mecanizado.
Por defecto: -
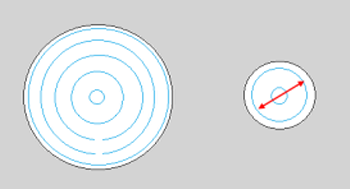
• REST_AREA_OFFSET: permite especificar el valor del desvío que se aplicará al área de material restante calculada. El área de material restante se calcula en función de la herramienta anterior utilizada.
Solo es válido para las secuencias de acabado de restos.
Valor por defecto: 0
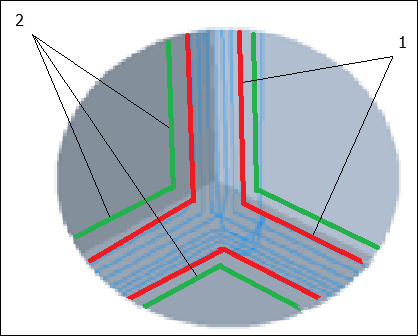
1. El área de mecanizado real calculada en función de la herramienta anterior.
2. Área mecanizable posible después de definir el desvío de área de material restante.
• SLOPE_ANGLE_START: permite especificar el ángulo inicial. SLOPE_ANGLE_START y SLOPE_ANGLE_END forman un intervalo. Es posible mecanizar superficies que están dentro o fuera de este intervalo. Las áreas en pendiente y las áreas rasas se detectan automáticamente. La dirección de visualización y los ángulos que forman el intervalo definen estas áreas.
Por defecto: -
◦ El ángulo inicial debe ser inferior al ángulo final.
◦ Si el valor del ancho de paso es mayor que el área definida por el usuario mediante los ángulos inicial y final, no se genera la trayectoria de herramienta.
• SLOPE_ANGLE_END: consulte el valor SLOPE_ANGLE_START que se describe anteriormente.
Por defecto: -
• OPTIMAL_ANGLE: seleccione YES para determinar automáticamente la dirección donde el número de cortes será mínimo.
Por defecto: NO
Este parámetro solo se aplica al parámetro PARALLEL_CUTS en secuencias de Acabado (Finish) y Acabado del resto (Rest Finish).
• MULTI_PENCIL_PASSES: permite especificar el número de pasadas en cada lado de los cortes de lápiz.
Solo es válido para las secuencias de acabado de restos.
Valor por defecto: 0
• DETECT_THICKER_THAN: permite especificar el espesor. Permite evitar el mecanizado de las áreas donde la cantidad de material en bruto es inferior al valor del umbral de espesor especificado.
Valor por defecto: 0.1 mm
Parámetros de depurado automático para los movimientos de corte
• EDGE_THICKNESS: permite especificar el espesor del chaflán en las aristas mecanizadas.
Valor por defecto: 0.5 mm
• EDGE_EXTENSION: permite especificar la longitud de extensión de la arista que se va a mecanizar. La extensión se añade en ambos extremos de la arista. La herramienta atraviesa hasta la arista extendida durante el mecanizado.
Valor por defecto: 0
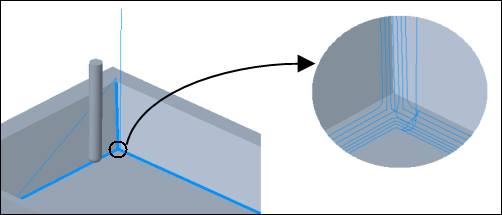
• RELIEF_CORNER: permite seleccionar un método para mecanizar las aristas interiores de la pieza de referencia.
Valor por defecto: NONE
Están disponibles las siguientes opciones:
◦ NONE: por defecto, no se añade ningún bucle ni arco cuando la herramienta atraviesa aristas interiores.
◦ ADD_LOOP: los bucles se añaden a la trayectoria de herramienta para que la herramienta pase suavemente por las aristas interiores.
◦ NO_LOOP: los arcos se añaden a la trayectoria de herramienta para que la herramienta pase suavemente por las aristas interiores.
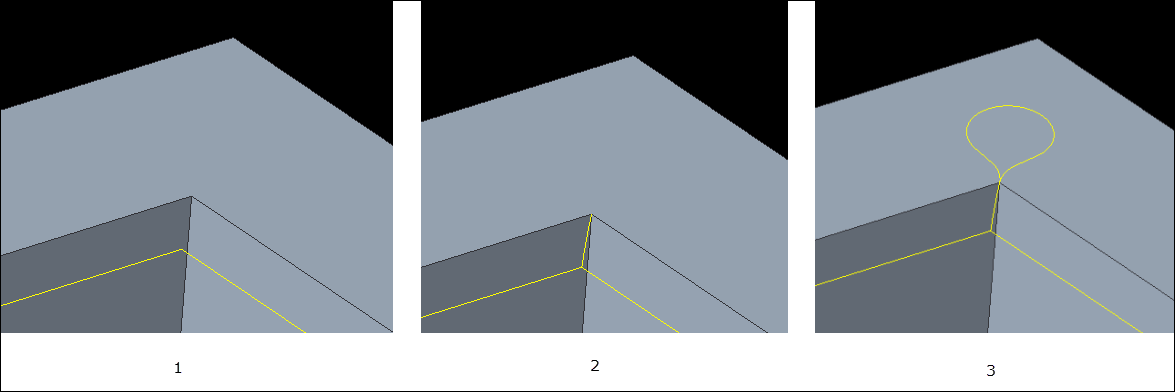
1. NONE
2. NO_LOOP
3. ADD_LOOP
• INNER_LOOP_RADIUS: permite especificar el radio del bucle si se ha seleccionado ADD_LOOP para añadir bucles a la trayectoria de herramienta.
Valor por defecto: 2 mm
• MIN_DETECT_EDGE_LENGTH: permite especificar la longitud mínima de una arista necesaria para que la herramienta detecte la arista del mecanizado. Las aristas más cortas que la longitud especificada no se mecanizan.
Por defecto: -
• MIN_EDGE_ANGLE: permite especificar el ángulo de arista mínimo para detectar las aristas vivas que se van a mecanizar en la pieza. Las aristas con un ángulo mayor que el ángulo especificado se clasifican como aristas vivas.
• NUMBER_CUTS: permite especificar el número de cortes a lo largo de una arista viva para aproximar la forma plana o el chaflán en la arista. El número de rodajas se calcula como EDGE_THICKNESS/NUMBER_CUTS. Por ejemplo, si el valor de EDGE_THICKNESS es 2.0 mm y de NUMBER_CUTS es 4, la arista se mecanizará en cuatro rodajas iguales de valor 0.5 mm para alcanzar el espesor de la arista.
Parámetros de depurado automático para movimientos de entrada/salida
• RAPID_DISTANCE: permite especificar la distancia desde la que la herramienta se retrae o se aproxima a un avance rápido o libre a lo largo del eje. Este parámetro está disponible en secuencias de depurado de 3 ejes y 5 ejes, pero solo es aplicable a secuencias de depurado de 5 ejes. La distancia rápida incluye la distancia de seguridad.
Valor por defecto: 20 mm
• LINK_TYPE: permite seleccionar una de las dos estrategias de retracción siguientes entre los segmentos de la trayectoria de herramienta.
◦ RETRACT_BLEND_SPLINE: la herramienta se retrae a lo largo de la spline de mezcla para crear transiciones suaves.
◦ RETRACT_TO_CLEARANCE: la herramienta se retrae hasta el área de retracción definida automáticamente para el tipo de retracción AUTOMATIC o la herramienta se retrae con la estrategia de retracción especificada.
Parámetros de desbaste de restos y desbaste HSM de 5 ejes
• RAPID_DISTANCE: permite especificar la distancia a partir de la cual la herramienta se retrae o se aproxima a un avance rápido a lo largo del eje. La distancia rápida incluye la distancia de seguridad y la de retracción.
Valor por defecto: 20 mm
• MAX_STEP_OVER: permite especificar el ancho de paso máximo de la herramienta. El ancho de paso máximo se calcula por defecto al seleccionar una herramienta.
• FIRST_STEP_DEPTH: permite especificar el grado de profundidad que debe tener el primer corte. Después del primer corte, la herramienta utiliza el valor STEP_DEPTH para realizar cortes sucesivos.
Valor por defecto: 0. No es aplicable a la estrategia de generación de rodajas de Orientar (Morph).
• LAST_STEP_DEPTH: permite especificar el grado de profundidad que debe tener el último corte. Se puede cortar hasta una distancia determinada desde la superficie del suelo.
Valor por defecto: 0. No es aplicable a la estrategia de generación de rodajas de Orientar (Morph).
• MACHINE_BY: permite seleccionar una de las opciones de mecanizado que se indican a continuación.
◦ REGIONS: cada región se mecaniza por separado.
◦ LEVELS: todas las regiones se mecanizan simultáneamente en niveles sucesivos.
• ROUGH_STOCK_ALLOW: permite definir la cantidad de material que se debe dejar en la dirección radial tras el corte de desbaste.
Valor por defecto: 1 mm. En el desbaste de 5 ejes, el valor por defecto es 1.
• APPR_EXIT_CLEARANCE: permite especificar la distancia que atraviesa la herramienta cuando se aproxima o sale del material. La distancia se especifica en porcentaje del valor de ancho de paso. Por ejemplo, si se especifica un ancho de paso de 10 mm, el valor por defecto de este parámetro será de 10 mm, que es el 100 por ciento de 10 mm.
Valor por defecto: 100 por ciento