고속 밀링 매개 변수
고속 황삭, 미삭 영역 황삭, 마무리, 잔삭 가공 및 측지선 시퀀스에 대한 공통 매개 변수
• AXIS_SHIFT - 가공소재를 따라 공구의 축 이동을 지정합니다. 공구 축을 따라 CL 데이터를 이동할 수 있습니다. 양수 값으로 설정하면 모든 CL 데이터가 공구 축을 따라 아래로 이동하고, 음수 값으로 설정하면 CL 데이터가 위로 이동합니다.
기본값: 0
• BOTTOM_STOCK_ALLOW - 시퀀스 후 리트랙트 평면에 평행한 평면 서피스에 남길 스톡 분량을 지정합니다.
기본값: -
• CLEAR_DIST - 밀링할 서피스 위의 클리어런스 거리를 지정합니다. 이 거리에서 급속 동작이 끝나고 적절한 이송이 시작됩니다.
기본값: 공구를 정의한 후의 내부 관계를 기반으로 합니다.
• CUT_ANGLE - NC 시퀀스 좌표계의 X축과 컷 방향 사이의 각도를 지정합니다. 이 매개 변수는 3+2축 머시닝 유형에 사용할 수 없습니다.
기본값: 0
고속 밀링 황삭 및 고속 밀링 미삭 영역 황삭에서는 SCAN_TYPE 매개 변수에 TYPE_1 값만 적용할 수 있습니다. 마찬가지로 고속 밀링 마무리 및 고속 밀링 잔삭 가공 시퀀스에는 PARALLEL_CUTS 값만 적용할 수 있습니다.
• CUT_TYPE - 컷 유형을 지정합니다. 이 매개 변수는 SPINDLE_SENSE와 결합하여 공구가 재료를 제거할 때 공구를 기준으로 재료의 위치를 제어합니다.
기본값: Climb
다음과 같은 옵션을 사용할 수 있습니다.
◦ Upcut(업컷)
◦ Zig-Zag(지그재그)
◦ 스파이럴(Spiral) - 고속 밀링 마무리, 고속 밀링 잔삭 가공 및 5축 황삭 시퀀스에서 사용할 수 있습니다. PARALLEL_CUTS 및 FLAT_LANDS 옵션에 대해서는 지원되지 않습니다.

• END_HEIGHT - 슬라이스에 대한 끝 높이를 지정합니다. 이 매개 변수는 3+2축 머시닝 유형에 사용할 수 없습니다.
기본값: -
• HOLDER_CLEARANCE - 공구 홀더와 가공된 서피스 간의 최소 허용 거리를 지정합니다. 이 매개 변수는 정의된 스톡 클리어런스와 함께 작동합니다.
기본값: 0.2mm 3+2축 황삭 및 미삭 영역 황삭, 변환된 5축 마무리 및 잔삭 가공, 자동 디버링 및 5축 황삭 및 미삭 영역 황삭 단계에서 이 매개 변수의 기본값은 2mm입니다.
• PULLOUT_DIST - 컷(예: 방금 밀링한 슬라이스)의 레벨 위에서 공구의 팁이 PULLOUT_FEED로 리트랙트한 후 FREE_FEED로 변경될 지점까지의 높이를 지정합니다. PULLOUT_FEED가 정의되지 않은 경우 공구는 CUT_FEED로 리트랙트한 후 FREE_FEED로 변경됩니다. FREE_FEED가 정의되지 않은 경우 공구는 급속으로 리트랙트됩니다.
기본값: -
• SCALLOP_HGT - 공구 스텝 오버를 제어할 최대 허용 스캘롭 높이를 지정합니다. 이 매개 변수는 CONSTANT_LOAD를 제외한 모든 스캔 유형 및 수평 스텝 오버 패스에 적용할 수 있습니다.
기본값: -
• SLICE_PATH_SCAN - 여러 스텝 깊이 또는 슬라이스 안에 다중 패스를 가공하는 순서를 지정합니다.
기본값: PASS_BY_PASS
다음과 같은 옵션을 사용할 수 있습니다.
◦ PASS_BY_PASS - 영역 방향으로 가공을 활성화합니다. 공구는 한 영역에서 모든 슬라이스를 완료한 후 다음 영역을 가공하기 위해 이동합니다.
◦ SLICE_BY_SLICE - 슬라이스 방향으로 가공을 활성화합니다. 영역의 모든 첫 번째 슬라이스가 하나씩 가공되어 두 번째 슬라이스로 이어집니다.
• START_HEIGHT - 슬라이스에 대한 시작 높이를 지정합니다. 이 매개 변수는 3+2축 머시닝 유형에 사용할 수 없습니다.
기본값: -
• STEP_OVER - 컷의 측면 깊이를 제어하는 매개 변수를 지정합니다.
기본값: 공구 정의 후 내부 관계에 기반함
CONSTANT_LOAD 스캔 유형의 경우 스텝 오버는 최대 스텝 오버가 됩니다. 공구 로드에 따라 스텝 오버 값이 줄어들 수 있습니다. CONSTANT_LOAD 스캔 유형의 경우 STEP_OVER 값이 커터 지름의 50%보다 작거나 같아야 합니다.
STEP_OVER는 커터 지름 이하의 양수 값이어야 합니다.
• TOLERANCE - 가공 공구가 작은 직선 증분으로 이동하여 커브된 형상으로 근사화됩니다. 커브된 형상으로부터 직선 경로가 벗어나는 최대 거리를 지정합니다.
기본값: 고속 밀링 황삭 및 고속 밀링 미삭 영역 황삭에서 0.06mm입니다.
기본값: 고속 밀링 마무리 및 고속 밀링 잔삭 가공에서 0.025mm입니다.
• TRIM_TOOLPATH_ON_HOLDER - HOLDER_DIAMETER 및 HOLDER_LENGTH 매개 변수가 설정된 경우 공구 경로를 충돌 영역과 비충돌 영역으로 나눕니다. 충돌 영역에서는 공구 홀더가 참조 부품과 충돌하고 공구 경로가 트림됩니다. 반면에 비충돌 영역에서는 충돌이 없습니다. 결과 공구 경로는 모든 비충돌 영역의 결합입니다.
기본값: Yes
SCAN_TYPE이 TYPE_1로 설정되고 ROUGH_OPTION이 ROUGH_ONLY로 설정된 경우 고속 밀링 황삭 및 고속 밀링 미삭 영역 황삭 시퀀스에서는 이 매개 변수가 지원되지 않습니다.
절삭 동작에 대한 고속 밀링 황삭 및 고속 밀링 미삭 영역 황삭 매개 변수
• SCAN_TYPE - 밀링 공구가 밀링 볼륨의 수평 횡단면을 스캔하고 아일랜드를 피하는 방식을 지정합니다.
기본값: CONSTANT_LOAD
다음과 같은 옵션을 사용할 수 있습니다.
◦ TYPE_1 - 여러 깊이에 평행 컷을 생성합니다. 이 옵션은 3+2축 머시닝 유형에 사용할 수 없습니다.
3+2축 머시닝을 선택하면 SCAN_TYPE이 TYPE_1에서 CONSTANT_LOAD로 변경됩니다. 3+2축 머시닝에서 3축 머시닝으로 다시 전환하면 CONSTANT_LOAD 스캔 유형이 계속 유효합니다. |
◦ TYPE_SPIRAL - 스파이럴 커터 경로를 생성합니다.
◦ CONSTANT_LOAD - 가공 조건이 거의 상수로 유지되도록 합니다. 따라서 컨벤셔널 상수 오프셋 황삭 전략보다 더 나은 결과를 제공합니다. 이 전략은 재료와 함께 공구의 인게이지 볼륨을 지속적으로 측정하고 남은 스톡에서 재료를 점진적으로 제거하여 전폭 컷을 방지합니다. 공구가 일정한 하중을 받으므로 높은 이송 속도에서 재료 제거 속도가 빨라지고 전체 가공 시간이 줄어듭니다.
• ROUGH_OPTION - 황삭 또는 미삭 영역 황삭 중 프로파일링 패스를 발생시킬지 여부를 지정합니다. 이 매개 변수는 3+2축 황삭 시퀀스에 사용할 수 없으며, 기본적으로 프로파일링 패스가 없는 시퀀스를 생성합니다.
기본값: ROUGH_ONLY
◦ ROUGH_ONLY - 프로파일링 없이 NC 시퀀스를 생성합니다.
◦ ROUGH_AND_PROF - 밀링 창에서 컷을 황삭하고 스톡을 프로파일링하는 NC 시퀀스를 생성합니다. TYPE_1, TYPE_SPIRAL 및 CONSTANT_LOAD 스캔 유형에 적용됩니다.
프로파일 패스에는 CUT_TYPE 매개 변수의 ZIG_ZAG 옵션이 지원되지 않습니다. |
• INTERMEDIATE_SLICE_ADJUST - 중간 슬라이스가 생성되어야 하는 시기를 정의합니다. 이 옵션은 NUMBER_INTERMEDIATE_SLICES 매개 변수와 함께 사용합니다.
기본값: DURING
◦ DURING - 머시닝 패스 중 중간 슬라이스를 생성합니다.
◦ AFTER - 마지막 슬라이스를 가공한 후 중간 슬라이스를 생성합니다.
• TRIM_TO_WORKPIECE - 공절삭을 방지하기 위해서 공구 경로를 가공소재 경계로 제한하려면 예를 클릭합니다.
기본값: NO
컷 깊이 및 여유에 대한 고속 밀링 황삭 및 고속 밀링 미삭 영역 황삭 매개 변수
• ROUGH_STOCK_ALLOW - 황삭 가공 후 레이디얼 방향으로 남길 스톡 분량을 정의합니다.
기본값: 0
• PROF_STOCK_ALLOW - 프로파일 컷에 대한 황삭 컷 후에 남는 스톡의 양입니다. 이 매개 변수는 프로파일링 가공에 대한 서로 다른 스톡 여유를 나타냅니다. PROF_STOCK_ALLOW 값은 ROUGH_STOCK_ALLOW 값보다 작거나 같은 값으로 설정되어야 합니다.
기본값: 기본값은 대시(-)입니다.
PROF_STOCK_ALLOW 값이 기본값인 대시(–)인 경우 다음 사항에 유의하십시오.
◦ SCAN_TYPE 매개 변수를 TYPE_SPIRAL 또는 CONSTANT_LOAD로 설정하면 황삭 패스만 생성되고 프로파일 패스는 생성되지 않습니다. 황삭 패스는 ROUGH_AND_PROF로 설정된 ROUGH_OPTION 매개 변수에 관계없이 생성됩니다.
◦ SCAN_TYPE 매개 변수를 TYPE_1로 설정하면 ROUGH_OPTION 매개 변수가 ROUGH_AND_PROF로 설정된 경우 프로파일 패스가 황삭 패스와 함께 생성됩니다.
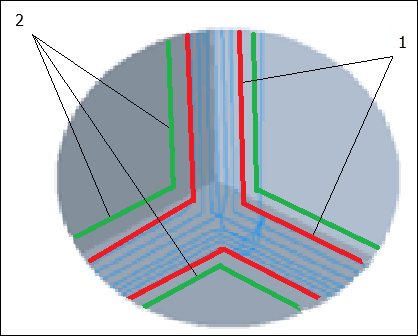
1. PROF_STOCK_ALLOW
2. ROUGH_STOCK_ALLOW
3. 포켓
• ROUGH_OPTION을 ROUGH_AND_PROF로 설정하고 ROUGH_STOCK_ALLOW 값보다 큰 PROF_STOCK_ALLOW 값을 정의하면 오류 메시지가 나타납니다. • PROF_STOCK_ALLOW에 대한 음수 값은 지정된 공구에 대해 정의된 코너 반지름을 초과하지 않아야 합니다. 지정된 값이 코너 반지름보다 크면 오류 메시지가 나타납니다. |
• MAX_STEP_DEPTH - 최대 허용 스텝 깊이를 지정합니다. 가장 높은 슬라이스와 가장 낮은 슬라이스의 위치를 찾은 후 실제 스텝 깊이가 계산됩니다. 이 깊이는 지정된 MAX_STEP_DEPTH보다 작거나 같습니다.
기본값: 공구를 정의한 후의 내부 관계를 기반으로 합니다.
관계식(Relations) 대화 상자에서 관계식을 변경하거나 값을 지정할 수 있습니다.
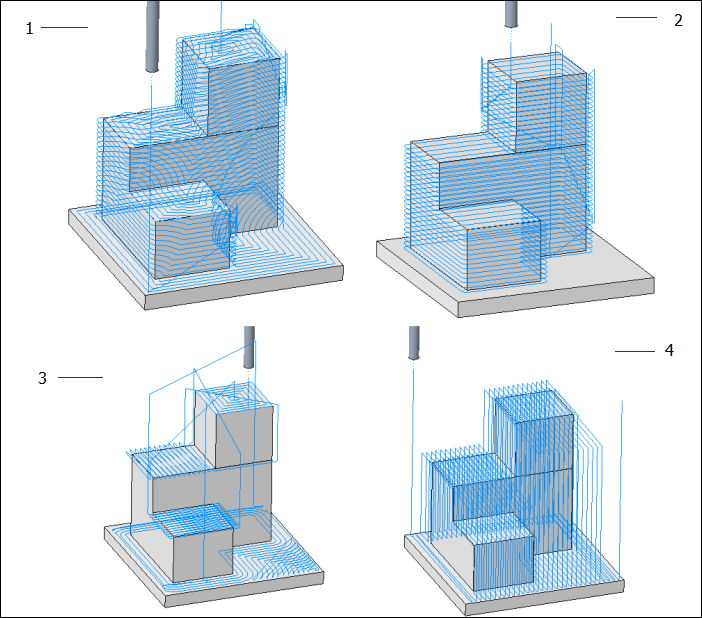
• MACHINE_FLATLANDS - 몰드 부품의 실제 플랫 서피스를 가공하려면 선택합니다. 이 옵션을 사용하면 파팅 면과 같은 Z축의 플랫 서피스를 가공할 수 있습니다.
기본값: YES
NO로 설정하면 스텝 깊이를 조정하지 않고 상수 Z 슬라이스를 생성합니다. 이러한 경우 스톡이 플랫 서피스에 남아 있을 수 있으며, 이는 대략적으로 정의/허용된 하단 스톡일 수 있습니다.
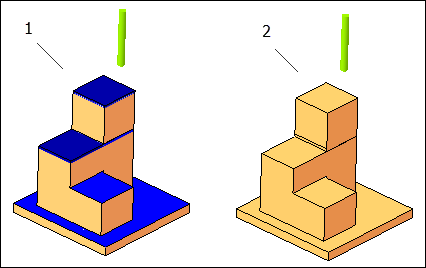
1. 옵션이 NO로 설정됩니다. 이미지의 청색 서피스는 가공 후 남은 재료를 나타냅니다.
2. 옵션이 YES로 설정됩니다. 재료를 남기지 않고 모든 플랫 서피스가 가공됩니다.
• MINIMUM_WIDTH - 최소 너비를 지정합니다. 지정된 너비보다 작은 너비의 영역은 가공되지 않습니다. MACHINE_FLATLANDS가 활성화될 경우 적용됩니다.
기본값: 1mm
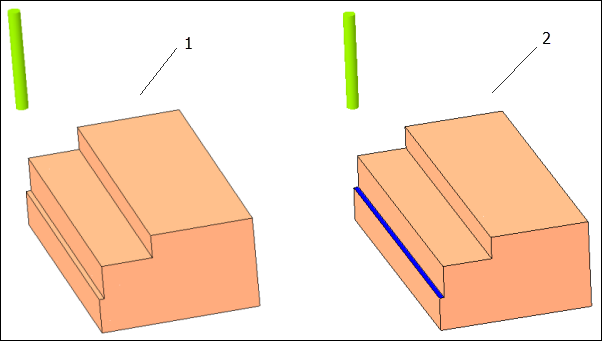
1. 최소 너비가 0으로 설정됩니다. 재료를 남기지 않고 모든 플랫 서피스가 가공됩니다.
2. 지정된 너비보다 적은 플랫 영역은 가공되지 않습니다. 청색 서피스의 너비는 지정된 너비보다 작습니다.
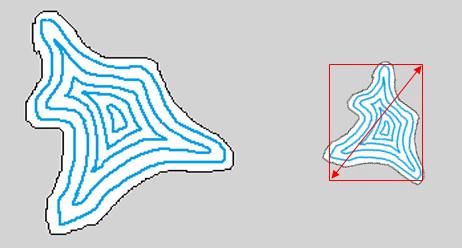
• FILTER_TYPE - 가공 중 필터링할 영역의 유형을 선택합니다. 공구 지름의 하한계 백분율과 관련하여 지정됩니다. 불필요한 영역의 가공을 방지하는 데 사용됩니다.
기본값: INSCRIBED_CIRCLE
다음과 같은 옵션을 사용할 수 있습니다.
◦ INSCRIBED_CIRCLE - 필터링된 최대 영역 너비가 원 지름임을 나타냅니다. 이는 해당 영역 내의 공구 경로에 새겨져 있습니다.
◦ DIAGONAL_LENGTH - 최대 영역 너비는 이 영역 내의 공구 경로 주위에 형성된 축 정렬 경계 상자의 대각선임을 나타냅니다.
• THRESHOLD_VALUE_PERCENT - 공구 지름의 하한계 값(백분율)을 지정합니다. 이 값은 가공 중 필터링할 영역의 너비를 결정합니다.
기본값: 0%
이는 FILTER_TYPE 매개 변수와 함께 작동합니다.
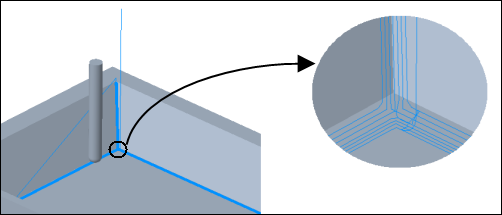
• REMOVE_CORNER_PEGS - 코너에서 재료의 작은 페그를 제거하는 추가 공구 경로를 코너 주위에 추가하려면 선택합니다. 이러한 페그는 스텝 오버가 패스 사이에 재료를 남길 수 있을 만큼 충분히 큰 경우에 관찰됩니다.
기본값: NO
TYPE_SPIRAL 스캔 유형에 적용됩니다.
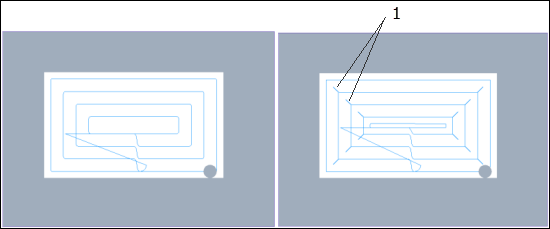
1. 코너 페그를 제거하는 추가 공구 경로
• NUMBER_INTERMEDIATE_SLICES - 생성될 슬라이스의 수를 지정합니다. 중간 슬라이스는 황삭 슬라이스 간의 프로파일 슬라이스입니다. INTERMEDIATE_SLICE_ADJUST 매개 변수는 슬라이스가 생성되는 시기를 지정합니다.
기본값: 0
수직 형상에는 적용되지 않습니다.
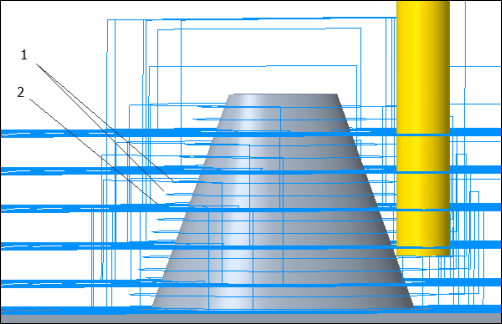
1. 매개 변수 값이 2이므로 두 개의 중간 슬라이스가 생성됩니다.
2. 주 황삭 가공
• DETECT_THICKER_THAN - 두께를 지정합니다. 이 옵션을 사용하면 스톡 재료의 양이 지정된 두께 하한계 값보다 작은 영역이 가공되는 것을 방지할 수 있습니다.
미삭 영역 황삭 시퀀스에만 적용됩니다.
기본값: 0.1mm
• PREVIOUS_ROUGH_STOCK_ALLOW - 공구 경로의 이전 황삭 구간으로 인해 남는 스톡 분량을 지정합니다.
참조 절삭 공구(Reference Cutting Tool)가 참조(References) 탭에서 참조로 선택되어 있는 경우에만 적용됩니다. 이 매개 변수는 3+2축 머시닝 유형에 사용할 수 없습니다.
기본값: 0
• PREVIOUS_BOTTOM_STOCK_ALLOW - 리트랙트 평면과 평행한 서피스에서 공구 경로의 이전 황삭 구간으로 인해 남는 스톡 분량을 지정합니다.
참조 절삭 공구(Reference Cutting Tool)가 참조(References) 탭에서 참조로 선택되어 있는 경우에만 적용됩니다. 이 매개 변수는 3+2축 머시닝 유형에 사용할 수 없습니다.
기본값: 0
• ALLOW_ENTRY_OUTSIDE - 공구가 스톡 또는 밀링 창 외부에서 진입하도록 허용하려면 YES를 선택합니다. 이 매개 변수는 3+2축 머시닝 유형에 사용할 수 없습니다.
기본값: YES
NO로 설정하면 공구가 스톡 또는 밀링 창 외부에서 진입하는 것이 가능한 경우에도 진입이 허용되지 않습니다. 밀링 창(Mill Window) 옵션 - 이 매개 변수가 NO로 설정된 경우 창 컨투어 내부(Inside window contour), 창 컨투어 상(On window contour) 및 창 컨투어 외부(Outside window contour)를 사용할 수 있습니다.
1. 옵션이 NO로 설정되면 재료에 대해 공구가 인게이지됩니다.
2. 옵션이 YES로 설정되면 공구가 외부에서 외곽진입합니다.
• LIFT_TOOL_CLEARANCE - 공구가 다음 연결을 만들기 위해 머시닝 서피스 위로 클리어되도록 리프트됩니다. 연결 이동이 급속 이송 또는 자유 이송에 있습니다. 이는 MIN_RETRACT_DISTANCE와 함께 작동합니다.
기본값: -. 0.5mm 또는0.02인치로 해석됩니다.
값을 0으로 설정하면 공구가 다음 연결을 만들기 위해 머시닝 서피스 위로 리프트되지 않습니다. 연결 이동이 컷 이송에 있습니다. |
• MIN_RETRACT_DISTANCE - 한 패스의 끝과 다른 패스의 시작 사이를 이동할 때 커터는 이동해야 하는 거리에 따라 서피스에 있거나 리트랙트에 있습니다. 이 매개 변수는 두 상태 간의 결정을 내리는 지점을 제어합니다. 한 패스의 끝점과 다른 패스의 시작점 사이 거리가 이 값보다 작으면 커터가 리트랙트되지 않습니다. 거리가 크면 커터가 리트랙트 평면까지 지워집니다.
이 매개 변수는 CONSTANT_LOAD 스캔 유형에 대해 작동합니다.
기본값: -. (5 * 공구 지름)으로 해석됩니다.
엔트리/엑시트 동작에 대한 고속 밀링 황삭 및 고속 밀링 미삭 영역 황삭 매개 변수
• CLOSED_AREA_ENTRY - 닫힌 영역에 대한 엔트리 방법을 지정합니다.
기본값: Automatic
다음과 같은 옵션을 사용할 수 있습니다.
◦ Automatic(자동) - 공구가 닫힌 영역에 가장 적합한 엔트리를 사용합니다.
◦ Helical(헬리컬) - 공구가 헬리컬 궤적을 따라 닫힌 영역으로 진입합니다. 헬릭스의 지름은 HELICAL_DIAMETER_PERC 매개 변수로 지정됩니다.
◦ Radial(레이디얼) - 공구가 닫힌 영역의 스톡과 레이디얼로 인게이지됩니다. 이 옵션은 CONSTANT_LOAD로 작동하지 않습니다.
닫힌 영역에 대한 모든 엔트리 유형이 실패할 경우 자동으로 지그재그 램핑을 사용합니다. |
• RAMP_ANGLE - 공구가 다음 슬라이스 또는 패스에 진입하는 각도를 지정합니다.
기본값: 5
• HELICAL_DIAMETER_PERC - 최대 허용 헬릭스 지름(공구 지름의 백분율)을 지정합니다. 공구의 헬리컬 엔트리에 적용됩니다.
기본값: 80%
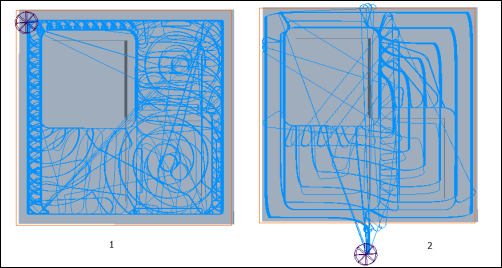
• ALLOW_TOOL_OUTSIDE_WORKPIECE - 밀링 창이 가공소재보다 클 때 공구가 가공소재 경계를 넘을 수 있는지 여부를 지정합니다. NO로 설정되면 공구가 가공소재 외부에서 시작되지만 가공소재에서 끝납니다. 가공소재 주위의 공구 경로는 가공되지 않은 스톡이 공차, 스톡 여유 및 공구 반지름의 합보다 큰 경우에만 생성됩니다.
다음 이미지와 같이 이 매개 변수를 YES로 설정하면 공구 경로가 가공소재를 통과합니다.
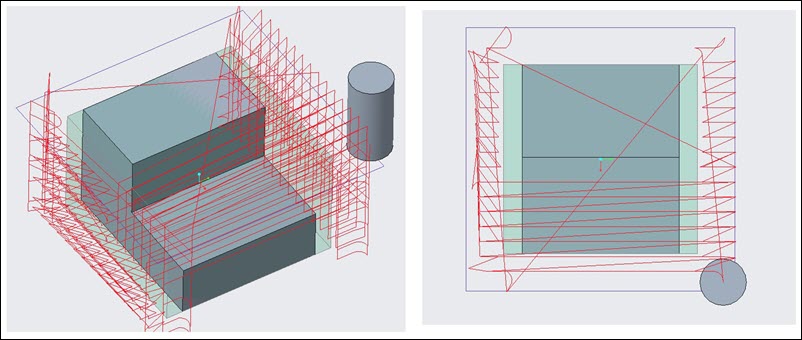
다음 이미지와 같이 이 매개 변수를 NO로 설정하면 공구가 가공소재 외부에서 시작되지만 가공소재에서 끝납니다.
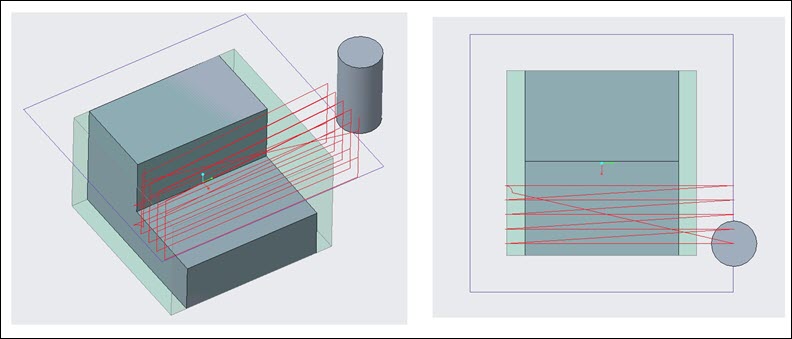
기본값: YES
이 매개 변수는 TYPE_1 스캔 유형에 대해 작동합니다.
• LEAD_RADIUS - 리드 인 또는 리드 아웃할 때 공구의 탄젠트 원형 이동의 반지름입니다.
기본값: 공구 지름의 25%입니다. 공구가 정의되지 않으면 기본값은 5입니다.
0 및 음수 값은 지원되지 않습니다. |
• TANGENT_LEAD_STEP - 원형 리드 인 또는 리드 아웃 동작에 탄젠트한 선형 이동 길이입니다.
기본값: 공구 지름의 25%입니다. 공구가 정의되지 않으면 기본값은 5입니다.
0 및 음수 값은 지원되지 않습니다. |
머신 설정에 대한 고속 밀링 황삭 및 고속 밀링 미삭 영역 황삭 매개 변수
• SMOOTH_RADIUS - 필렛 또는 부드러운 코너 머시닝에 대한 반지름을 지정합니다. 이 매개 변수는 SCAN_TYPE 매개 변수가 CONSTANT_LOAD로 설정된 경우에 적용할 수 있습니다.
기본값: -. 기본값 -는 1로 해석됩니다.
이 값은 0보다 커야 합니다.
• CIRC_INTERPOLATION - 원형 모서리에 대한 CL 데이터 형식을 지정합니다. 이 매개 변수는 3+2축 머시닝 유형에 사용할 수 없습니다.
기본값: ARC_ONLY
• CUTCOM - 공구 보정을 제어합니다. 다음과 같은 옵션을 사용할 수 있습니다.
◦ ON - CL 파일에서 커터 보정을 켭니다. 보정은 CUT_TYPE과 SPINDLE_SENSE에 따라 오른쪽(Right)이거나 왼쪽(Left)입니다.
◦ OFF(기본값) - 공구 보정을 제공하지 않습니다.
절삭 동작에 대한 CUTCOM 문이 출력되지 않습니다.
• CUTCOM_REGISTER - 공구 보정 데이터를 갖고 있는 기계 컨트롤러의 레지스터 수를 지정합니다. 기본값은 대시(-)입니다.
이송 및 속도에 대한 고속 밀링 황삭 및 고속 밀링 미삭 영역 황삭 매개 변수
• ADAPTIVE_FEED_CONTROL - 이 매개 변수를 YES로 설정하면 CONSTANT_LOAD, TYPE_1 및 TYPE_SPIRAL 스캔 유형에 대한 재료와 절삭 공구의 연동 정도에 따라 CUT_FEED의 변경 내용을 자동으로 조정합니다.
기본값: NO
ADAPTIVE_FEED_CONTROL 매개 변수를 YES로 설정하는 경우 다음 사항에 유의하십시오.
◦ 절삭 공구의 연동 정도에 따른 피드의 변경 내용은 CUT_FEED에만 적용할 수 있습니다.
◦ 재료와 공구의 연동 정도가 두 이동 점 사이에서 계속 변경되는 경우 해당 세그먼트는 적절한 위치에서 이송 변경 내용을 적용하기 위해 여러 이동 점으로 분할됩니다. 따라서 공구 경로에 추가 이동 점이 추가됩니다.
◦ CONSTANT_LOAD 스캔 유형은 모든 절삭 위치에서 재료와 공구의 연동 정도를 유지하도록 설계되었습니다. 재료와 공구의 연동 정도가 공구 경로 자체에서 이미 유지되므로 CUT_FEED를 자주 줄이지 않아도 됩니다. 따라서 CONSTANT_LOAD 스캔 유형에 대한 적응형 이송에는 이송 변경 내용이 더 적습니다.
• MIN_ADAPTIVE_FEED - 최소 적응형 이송을 CUT_FEED의 백분율로 정의합니다. 이는 최대 공구 로드 조건에 자동으로 적용됩니다. 이 매개 변수의 값은 5에서 90 사이입니다.
기본값: 10
엔트리/엑시트 동작에 대한 고속 밀링 마무리 및 고속 밀링 잔삭 가공 매개 변수
• LEAD_RADIUS - 리드 인 또는 리드 아웃할 때 공구의 탄젠트 원형 이동의 반지름을 지정합니다.
기본값: 0
• CUT_ENTRY_EXIT_EXT - 공구의 외곽진입 방향을 선택합니다.
기본값: TANGENTIAL_ARC
다음과 같은 옵션을 사용할 수 있습니다.
◦ NONE - 리드 인 및 리드 아웃 동작 없이 공구가 들어가거나 나옵니다.
◦ TANGENTIAL_ARC - 리드 인 및 리드 아웃 동안 공구가 깊은 영역에는 수평 호를 사용하고 얕은 영역에는 수직 호를 사용합니다.
◦ VERTICAL_TANG_ARC - 리드 인 및 리드 아웃 동안 공구가 모든 영역에 수직 호를 사용합니다.
◦ HORIZONTAL_TANG_ARC - 리드 인 및 리드 아웃 동안 공구가 모든 영역에 수평 호를 사용합니다.
◦ AUTOMATIC_ARC - 리드 인 및 리드 아웃 이동에서의 충돌을 피하기 위해 공구가 호에서 자동으로 기울어집니다. 이 옵션은 변환된 5축 시퀀스에만 사용할 수 있습니다.
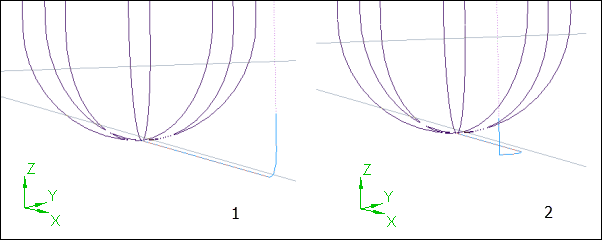
1. VERTICAL_TANG_ARC
2. HORIZONTAL_TANG_ARC
• SMALL_LINKS - 인접 컷 또는 절삭 레이어 간의 연결 유형을 지정합니다.
기본값: BLEND_SPLINE
다음과 같은 옵션을 사용할 수 있습니다.
◦ DIRECT - 리트랙트 이동 없이 간격 모서리 사이를 직선으로 최단 연결을 생성합니다.
◦ FOLLOW_SURFACE - 리트랙트 이동 없이 간격 모서리에 있는 기존 형상을 따라 연결을 생성합니다.
◦ BLEND_SPLINE - 간격 모서리 사이의 탄젠트 호에 연결을 생성합니다.
◦ STEP - 옵션에는 리트랙트, 연결 및 수직 외곽진입 세그먼트가 포함됩니다. 간격 모서리 사이의 공구 평면에 연결을 생성합니다.
◦ RETRACT_TO_CLEAR_DIST - 간격 모서리 사이에 직선으로 연결을 생성합니다. 공구가 지정된 클리어 거리로 리트랙트됩니다.
◦ RETRACT_TO_RETRACT_PLANE - 간격 모서리 사이에 직선으로 연결을 생성합니다. 공구가 리트랙트 평면으로 리트랙트됩니다. 이 옵션에는 공구 축을 따라 공구를 리트랙트하여 공구 축을 따라 평면, 연결 및 외곽진입을 리트랙트하는 등의 세그먼트가 포함됩니다.
선택한 링크 유형이 안전 조건을 충족하지 않는 경우 다음 안전 링크 유형이 사용됩니다. |
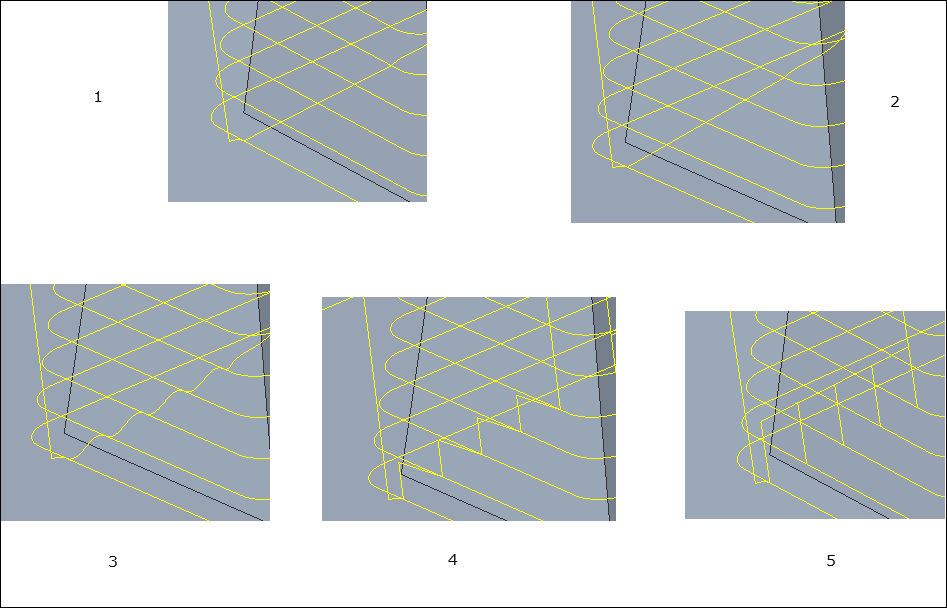
1. DIRECT
2. FOLLOW_SURFACE
3. BLEND_SPLINE
4. STEP
5. RETRACT_TO_CLEAR_DIST
절삭 동작에 대한 고속 밀링 마무리 및 고속 밀링 잔삭 가공 매개 변수
• FINISH_OPTION - 최적화된 공구 경로를 생성하기 위한 머시닝 방법을 지정합니다.
기본값: SMART_CUTS
다음과 같은 옵션을 사용할 수 있습니다.
◦ CONSTANT_Z - 수직 서피스 또는 깊은 영역을 마무리합니다.
◦ CONSTNAT_CUSP - 깊은 영역과 얕은 영역에 등거리 첨형을 생성합니다. 이때는 각 컨투어 사이의 거리를 일정하게 해서 동일한 높이를 가진 첨형을 생성하는 것이 목표입니다.
◦ SMART_CUTS - 부품의 깊은 영역에 대한 상수 Z 슬라이스와 얕은 영역에 대한 상수 첨형 컷으로 구성된 결합 공구 경로를 생성합니다.
◦ PARALLEL_CUTS - X-Y 평면에 평행 컷을 생성합니다. 얕은 영역에 사용하십시오.
◦ FLAT_LANDS - 스톡의 실제 플랫 영역을 가공하기 위한 공구 경로를 생성합니다. 마무리 시퀀스에만 적용됩니다.
◦ PENCIL_CUT - 상감 모서리에 대한 단일 공구 경로를 생성합니다. 잔삭 가공 시퀀스에만 적용됩니다.
1. CONSTNAT_CUSP
2. CONSTANT_Z
3. FLAT_LANDS
4. PARALLEL_CUTS
• SPIRAL_SCAN_DIRECTION - 스파이럴 스캔을 위한 공구 경로의 방향을 지정합니다.
기본값: OUTSIDE_IN
다음과 같은 옵션을 사용할 수 있습니다.
◦ OUTSIDE_IN - 경계에서 중심으로
◦ INSIDE_OUT - 중심에서 경계로
컷 깊이 및 여유에 대한 고속 밀링 마무리 및 고속 밀링 잔삭 가공 매개 변수
• STEEP_STEP_OVER - 깊은 영역을 가공할 때 스텝 오버 값을 지정합니다. STEEP_STEP_OVER에 대해 값을 지정하지 않으면 STEP_OVER 값이 STEEP_STEP_OVER 값으로 사용됩니다.
기본값: -
• FINISH_STOCK_ALLOW - 가공 후 남길 스톡 분량을 지정합니다.
기본값: -
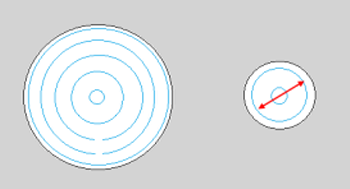
• REST_AREA_OFFSET - 계산된 미삭 영역에 적용할 오프셋 값을 지정합니다. 미삭 재료 영역은 이전에 사용된 공구를 기반으로 계산됩니다.
잔삭 가공 시퀀스에만 적용됩니다.
기본값: 0
1. 이전 공구를 기반으로 계산된 실제 가공 영역입니다.
2. 미삭 영역 오프셋을 설정한 후 가능한 가공 영역입니다.
• SLOPE_ANGLE_START - 시작 각도를 지정합니다. SLOPE_ANGLE_START와 SLOPE_ANGLE_END가 간격을 형성합니다. 이 간격 안에 들어오거나 간격에서 벗어나는 서피스를 가공할 수 있습니다. 깊은 영역 및 얕은 영역은 자동으로 탐지됩니다. 간격을 형성하는 보기 방향 및 각도에 따라 이러한 영역이 정의됩니다.
기본값: -
◦ 시작 각도는 끝 각도보다 작아야 합니다.
◦ 스텝 오버 값이 시작 각도 및 끝 각도로 정의한 영역보다 크면 공구 경로가 생성되지 않습니다.
• SLOPE_ANGLE_END - 이전에 설명한 SLOPE_ANGLE_START를 참조하십시오.
기본값: -
• OPTIMAL_ANGLE - 컷 수가 최소가 되는 방향을 자동으로 결정하려면 YES를 선택합니다.
기본값: NO
이 매개 변수는 마무리 및 잔삭 가공 시퀀스의 PARALLEL_CUTS 매개 변수에만 적용됩니다.
• MULTI_PENCIL_PASSES - 연필 컷의 각 면에 있는 패스 수를 지정합니다.
잔삭 가공 시퀀스에만 적용됩니다.
기본값: 0
• DETECT_THICKER_THAN - 두께를 지정합니다. 이 옵션을 사용하면 스톡 재료의 양이 지정된 두께 하한계 값보다 작은 영역이 가공되는 것을 방지할 수 있습니다.
기본값: 0.1mm
절삭 동작에 대한 자동 디버링 매개 변수
• EDGE_THICKNESS - 가공된 모서리 상의 모따기 두께를 지정합니다.
기본값: 0.5mm
• EDGE_EXTENSION - 가공 중인 모서리의 확장 길이를 지정합니다. 모서리 양 끝에 확장이 추가됩니다. 가공 중에 공구가 확장된 모서리까지 트래버스합니다.
기본값: 0
• RELIEF_CORNER - 참조 부품의 내부 모서리를 가공하는 방법을 선택합니다.
기본값: NONE
다음과 같은 옵션을 사용할 수 있습니다.
◦ NONE - 기본적으로 공구가 내부 모서리를 트래버스할 때 루프 또는 호가 추가되지 않습니다.
◦ ADD_LOOP - 공구가 내부 모서리를 매끄럽게 트래버스할 수 있도록 공구 경로에 루프가 추가됩니다.
◦ NO_LOOP - 공구가 내부 모서리를 매끄럽게 트래버스할 수 있도록 공구 경로에 호가 추가됩니다.
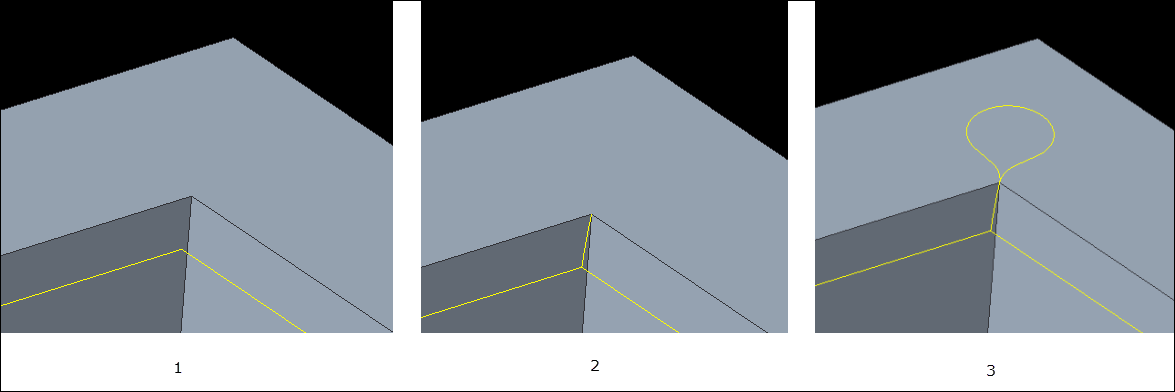
1. NONE
2. NO_LOOP
3. ADD_LOOP
• INNER_LOOP_RADIUS - 공구 경로에 루프를 추가하기 위해 ADD_LOOP를 선택한 경우 루프 반지름을 지정합니다.
기본값: 2mm
• MIN_DETECT_EDGE_LENGTH - 공구가 가공할 모서리를 탐지하는 데 필요한 모서리의 최소 길이를 지정합니다. 지정된 길이보다 짧은 모서리는 가공되지 않습니다.
기본값: -
• MIN_EDGE_ANGLE - 부품에서 가공할 예리한 모서리를 탐지할 최소 모서리 각도를 지정합니다. 지정된 각도보다 큰 각도의 모서리는 예리한 모서리로 분류됩니다.
• NUMBER_CUTS - 모서리의 플랫 형태 또는 모따기를 근사화하기 위해 예리한 모서리를 따른 컷 수를 지정합니다. 슬라이스 수는 EDGE_THICKNESS/NUMBER_CUTS로 계산됩니다. 예를 들어, EDGE_THICKNESS가 2.0mm이고 NUMBER_CUTS가 4인 경우 모서리 두께를 얻기 위해 모서리가 0.5mm 값의 동일한 네 개 슬라이스로 가공됩니다.
엔트리/엑시트 동작에 대한 자동 디버링 매개 변수
• RAPID_DISTANCE - 공구가 축을 따라 급속 이송 또는 자유 이송에서 외곽진입하거나 리트랙트하는 거리를 지정합니다. 이 매개 변수는 3축 디버링 시퀀스와 5축 디버링 시퀀스 모두에서 사용할 수 있지만 5축 디버링 시퀀스에만 적용할 수 있습니다. 급속 거리에는 클리어 거리가 포함됩니다.
기본값: 20mm
• LINK_TYPE - 공구 경로 세그먼트 간의 다음 두 리트랙트 전략 중 하나를 선택합니다.
◦ RETRACT_BLEND_SPLINE - 공구가 블렌드 스플라인을 따라 리트랙트하여 부드러운 전환을 생성합니다.
◦ RETRACT_TO_CLEARANCE - 공구가 AUTOMATIC 리트랙트 유형에 대해 자동으로 정의된 리트랙트 영역으로 리트랙트하거나 지정된 리트랙트 전략과 함께 리트랙트합니다.
고속 밀링 5축 황삭 및 미삭 영역 황삭 매개 변수
• RAPID_DISTANCE - 공구가 축을 따라 급속 이송에서 외곽진입하거나 리트랙트하는 거리를 지정합니다. 급속 거리에는 클리어 거리와 풀아웃 거리가 포함됩니다.
기본값: 20mm
• MAX_STEP_OVER - 공구의 최대 스텝 오버를 지정합니다. 최대 스텝 오버는 공구를 선택할 때 기본적으로 계산됩니다.
• FIRST_STEP_DEPTH - 첫 번째 컷에 대해 원하는 깊이를 지정합니다. 첫 번째 컷 이후 공구는 STEP_DEPTH 값을 사용하여 연속된 컷을 만듭니다.
기본값: 0. 머프(Morph) 슬라이스 생성 전략에는 적용되지 않습니다.
• LAST_STEP_DEPTH - 마지막 컷에 대해 원하는 깊이를 지정합니다. 바닥 서피스부터 특정 거리까지 컷할 수 있습니다.
기본값: 0. 머프(Morph) 슬라이스 생성 전략에는 적용되지 않습니다.
• MACHINE_BY - 다음 머시닝 옵션 중 하나를 선택합니다.
◦ REGIONS - 모든 영역이 개별적으로 가공됩니다.
◦ LEVELS - 모든 영역이 연속 레벨에서 동시에 가공됩니다.
• ROUGH_STOCK_ALLOW - 황삭 가공 후 레이디얼 방향으로 남길 스톡 분량을 정의합니다.
기본값: 1mm. 5축 황삭에서 기본값은 1입니다.
• APPR_EXIT_CLEARANCE - 공구가 스톡을 외곽진입하거나 엑시트할 때 공구가 트래버스하는 거리를 지정합니다. 이 거리는 스텝 오버 값의 백분율로 지정됩니다. 예를 들어, 스텝 오버를 10mm로 지정하면 이 매개 변수의 값은 기본적으로 10mm의 100%인 10mm가 됩니다.
기본값: 100%