Parametri di fresatura
I seguenti parametri sono specifici delle sequenze NC di fresatura. Essi sono elencati sotto un'intestazione che corrisponde al nome della categoria sotto cui sono raggruppati per l'impostazione.
Per una descrizione dei parametri di fabbricazione comuni, disponibili per tutti i tipi di sequenza NC, consultate l'argomento Parametri comuni delle sequenze NC. Per una descrizione dei parametri specifici delle sequenze NC di sgrossatura e nuova sgrossatura, consultate l'argomento Parametri di fresatura specifici per la sgrossatura e la nuova sgrossatura. Per informazioni su questi argomenti, fate riferimento agli argomenti disponibili nella sezione Vedete anche.
|
|
• Dovete specificare un valore per tutti i parametri che hanno un valore di default uguale a 1 (in questo caso il valore di default non è impostato da Creo NC).
• Le unità di lunghezza per i parametri delle sequenze NC (quando applicabili) sono uguali alle unità del pezzo in lavorazione.
|
Opz taglio (Cut Options)
SCAN_TYPE
Può essere utilizzato per le fresature di volumi, di superfici e a sacche, per le sfacciature e per le fresature a tuffo.
Per le fresature di volumi, questo parametro specifica il modo in cui un utensile scansiona la sezione trasversale orizzontale di un volume di fresatura ed evita le isole. Le opzioni sono:
• TYPE_1 - L'utensile lavora il volume in modo continuo ed esegue una retrazione quando incontra le isole.
• TYPE_2 - L'utensile lavora il volume in modo continuo senza eseguire retrazioni e quando incontra le isole si sposta intorno ad esse.
• TYPE_3 - L'utensile asporta il materiale dalle zone continue definite dalla geometria delle isole, lavorando un'area alla volta e spostandosi intorno alle isole. Quando ha completato un'area, l'utensile può eseguire una retrazione per fresare le aree rimanenti. Si consiglia di impostare ROUGH_OPTION for TYPE_3 a ROUGH_&_PROF.
• TYPE_SPIRAL - Genera un percorso utensile a spirale.
• TYPE_ONE_DIR - L'utensile esegue i tagli in una sola direzione. Alla fine di ogni passata, esegue una retrazione e passa al lato opposto del pezzo in lavorazione per iniziare il taglio successivo nella stessa direzione. Il meccanismo utilizzato per evitare le isole è identico a quello descritto per il valore TYPE_1.
• TYPE_1_CONNECT - L'utensile esegue i tagli in una sola direzione. Alla fine di ogni passata esegue una retrazione, ritorna rapidamente sul punto iniziale della passata corrente, esegue un'entrata in Z e si sposta all'inizio della passata successiva. Se all'inizio delle passate l'utensile incontra una parete adiacente, il movimento di connessione seguirà il profilo della parete per evitare il tallonamento.
• CONSTANT_LOAD - L'utensile esegue la sgrossatura (con ROUGH_OPTION impostata su ROUGH_ONLY) o la profilatura (con ROUGH_OPTION impostata su PROF_ONLY) ad alta velocità.
• SPIRAL_MAINTAIN_CUT_TYPE - Genera un percorso a spirale per l'utensile da taglio, con collegamenti ad arco invertiti fra i tagli. Quando un taglio è completo, l'utensile compie un movimento ad arco portandosi al taglio successivo, che pratica in direzione inversa, in modo da mantenere il tipo di taglio nel materiale rimanente (CLIMB o CONVENTIONAL). Questa opzione di lavorazione è ad alta velocità, il che riduce al minimo le retrazioni.
• SPIRAL_MAINTAIN_CUT_DIRECTION - Genera un percorso a spirale per l'utensile da taglio, con collegamenti a "s" fra i tagli. Quando un taglio è completo, l'utensile compie un movimento a "s" portandosi al taglio successivo, che pratica mantenendo la stessa direzione, in modo da cambiare, alternandolo, il tipo di taglio nel materiale rimanente (da CLIMB a CONVENTIONAL e viceversa). Questa opzione di lavorazione è ad alta velocità, il che riduce al minimo le retrazioni.
• FOLLOW_HARDWALLS - La forma di ogni taglio segue la forma delle pareti del volume, in modo da mantenere un offset fisso fra i punti corrispondenti di due tagli successivi. Se i tagli sono chiusi, vi sono collegamenti a "s" fra i tagli.
La figura seguente mostra esempi dei tipi di scansione per le fresature di volumi.
1. TYPE_1
2. TYPE_SPIRAL
3. TYPE_2
4. TYPE_3
5. TYPE_ONE_DIR
6. TYPE_1_CONNECT
Per la fresatura convenzionale:
• TYPE_1 - L'utensile lavora le superfici selezionate in modo continuo e quando incontra le isole si ritrae.
• TYPE_3 - Se le superfici selezionate sono divise in zone, l'utensile lavorerà in modo completo una zona prima di spostarsi su quella successiva.
Per le fresature di superfici basate su isolinee:
• TYPE_1 - L'utensile lavora le superfici selezionate in modo continuo e quando incontra le isole si ritrae.
• TYPE_2 - L'utensile lavora le superfici selezionate in modo continuo e quando incontra le isole si sposta intorno ad esse.
• TYPE_3 - Se le superfici selezionate sono divise in zone, l'utensile lavorerà in modo completo una zona prima di spostarsi su quella successiva.
• TYPE_ONE_DIR - L'utensile esegue i tagli in una sola direzione. Alla fine di ogni passata esegue una retrazione e ritorna sul lato opposto del pezzo in lavorazione per iniziare il taglio successivo nella stessa direzione.
Per le fresature di superfici con linee di taglio:
• TYPE_1 - L'utensile si sposta avanti e indietro lungo le linee di taglio generate.
• TYPE_3 - Se le superfici selezionate sono divise in zone, l'utensile lavorerà in modo completo una zona prima di spostarsi su quella successiva.
• TYPE_SPIRAL - L'utensile esegue la prima passata nel centro della superficie, cioè a metà tra le linee di taglio iniziali e finali. Le passate successive verranno eseguite alternativamente a destra e a sinistra della prima passata.
• TYPE_ONE_DIR - L'utensile esegue i tagli in una sola direzione. Alla fine di ogni passata, esegue una retrazione e passa al lato opposto del pezzo in lavorazione per iniziare il taglio successivo nella stessa direzione.
• TYPE_HELICAL - (Disponibile solo se il parametro CUTLINE_TYPE è impostato su FLOWLINES). L'utensile compie un movimento elicoidale. Questa opzione è utilizzabile solo per le lavorazioni con linee di taglio chiuse. Nella figura seguente viene visualizzato il percorso utensile risultante.
1. Linea di taglio iniziale (il limite della superficie superiore)
2. Linea di taglio finale (il limite della superficie inferiore)
Per le fresature di superfici basate su tagli proiettati, i tipi di scansione corrispondono a quelli della fresatura di volumi (ad eccezione di TYPE_1_CONNECT e CONSTANT_LOAD). Questi si riferiscono al modo in cui viene creato lo schema piatto del percorso utensile.
Per le lavorazioni truciolari:
• TYPE_1 - L'utensile si sposta avanti e indietro lungo le superfici in lavorazione.
• TYPE_ONE_DIR - L'utensile esegue i tagli in una sola direzione. Alla fine di ogni passata, esegue una retrazione e passa al lato opposto del pezzo in lavorazione per iniziare il taglio successivo nella stessa direzione.
• TYPE_HELICAL - L'utensile si sposta lungo un'elica. Utilizzabile solo per un loop chiuso di superfici.
Per le sfacciature:
• TYPE_1 - L'utensile esegue delle passate di taglio parallele, spostandosi avanti e indietro lungo la faccia selezionata. Se questa è composta da più aree, l'utensile le ignora e si sposta lungo tutto il pezzo in lavorazione.
• TYPE_3 - Se la faccia selezionata è composta da più zone, l'utensile ne lavora una, spostandosi avanti e indietro in passate parallele, quindi esegue una retrazione e si sposta nella zona successiva.
• TYPE_SPIRAL - L'utensile esegue la prima passata nel centro della superficie. Le passate successive verranno eseguite alternativamente a destra e a sinistra della prima passata.
• TYPE_ONE_DIR - L'utensile esegue i tagli in una sola direzione. Alla fine di ogni passata, esegue una retrazione e passa al lato opposto del pezzo in lavorazione per iniziare il taglio successivo nella stessa direzione.
1. TYPE_1
2. TYPE_3
Per le fresature di sacche, i tipi di scansione corrispondono a quelli della fresatura di volumi (ad eccezione di TYPE_1_CONNECT e CONSTANT_LOAD). Questi si riferiscono al modo in cui l'utensile scansiona la parte inferiore della sacca.
Per la fresatura a tuffo, non potete modificare il tipo di scansione quando per l'utensile è impostato un parametro Insert_Width inferiore a Cutter_Diam/2. Per un utensile piatto normale, sono disponibili i tipi di scansione riportati di seguito.
• TYPE_3 - L'utensile lavora una regione in modo completo prima di spostarsi sulla successiva.
• TYPE_SPIRAL - Genera un percorso di taglio a spirale.
• TYPE_ONE_DIR - L'utensile esegue il taglio solo in una direzione. Alla fine di ogni passata, ritorna sul lato opposto della regione per iniziare il taglio successivo nella stessa direzione.
CONNECT_OPTION
Controlla le connessioni durante i tagli interrotti. Per una sequenza di fresatura di linee di taglio, le opzioni sono le seguenti:
• NOT_OPTIMIZE (default) - Il percorso utensile segue la forma degli ostacoli e potrebbe eseguire una retrazione durante i tagli.

• FORCE_RETRACT - Quando incontra ostacoli, l'utensile esegue una retrazione al gioco specificato.

ROUGH_OPTION
Controlla se si verifica una passata di profilatura durante una sequenza NC di fresatura di volumi. Le opzioni sono:
• ROUGH_ONLY - Crea una sequenza NC senza profilatura.
• ROUGH_&_PROF - Crea una sequenza NC che consente di sgrossare il volume di fresatura, quindi esegue una profilatura sulle superfici del volume.
• PROF_&_ROUGH - Esegue prima una profilatura sulle superfici del volume, quindi sgrossa il volume.
• PROF_&_ONLY - Viene eseguita solo la fresatura di profili. Se l'insieme di opzioni SCAN_TYPE è impostato su CONSTANT_LOAD, questa opzione crea una connessione a S tra due fette rispetto a PROFILE_CONNECT_ANGLE, che può essere controllato.
• ROUGH_&_CLEAN_UP - Elimina le pareti del volume senza creare una passata di profilatura. Se SCAN_TYPE è impostato su TYPE_3, gli spostamenti di connessione orizzontali all'interno di ogni fetta seguiranno le pareti del volume. Se SCAN_TYPE è impostato su TYPE_ONE_DIR, l'utensile seguirà le pareti del volume in senso verticale durante l'entrata in Z e la ritrazione. Per TYPE_ONE_DIR, l'utensile si ritrae al livello della fetta precedente, ma non si sposterà lateralmente più di (STEP_DEPTH + CUTTER_DIAM/2), rispetto alla fetta corrente.
• POCKETING - Profila le pareti del volume e fresa tutte le superfici planari interne al volume e parallele al piano di sicurezza (sommità delle isole e parti inferiori del volume). I bordi aperti delle facce planari sono fresati in base al valore del parametro POCKET_EXTEND.
• FACES_ONLY - Fresa solo le superfici planari interne al volume e parallele al piano di sicurezza (sommità delle isole e parti inferiori del volume). I bordi aperti delle facce planari sono fresati in base al valore del parametro POCKET_EXTEND.
Un percorso utensile simile a quello che si ottiene utilizzando ROUGH_&_CLEAN_UP con TYPE_ONE_DIR può essere ottenuto utilizzando una fresatura convenzionale ad assi con ROUGH_STEP_DEPTH. |
Le figure seguenti mostrano diversi percorsi utensile in funzione del valore del parametro ROUGH_OPTION.
1. ROUGH_ONLY
2. PROF_ONLY
3. Profilazione dopo sgrossatura
4. Profilazione prima
5. ROUGH_&_PROF
6. PROF_&_ROUGH
1. ROUGH_&_CLEAN_UP con TYPE_3
2. ROUGH_&_CLEAN_UP con TYPE_ONE_DIR
La figura seguente mostra un esempio di percorso utensile per ROUGH_&_CLEAN_UP con TYPE_ONE_DIR.
1. Percorso utensile
2. STEP_DEPTH
3. Pareti del volume di fresatura (vista laterale)
4. STEP_OVER + CUTTER_DIAM / 2
POCKET_EXTEND
Definisce la posizione dell'utensile durante la lavorazione dei bordi aperti delle facce planari interne a un volume (ad esempio sommità delle isole). I valori sono:
• TOOL_ON (valore di default) - L'utensile si ferma quando il centro tocca il limite della faccia.
• TOOL_TO - L'utensile si ferma quando lo spigolo principale tocca il limite della faccia.
• TOOL_PAST - L'utensile si ferma quando l'estremità esterna tocca il limite della faccia.
• Questo parametro funziona solo con Finestra fresatura (Mill Window). Assicuratevi di specificare l'opzione Fuori dal limite della finestra (Outside window contour) nella scheda Opzioni (Options) di  Finestra fresatura (Mill Window). Finestra fresatura (Mill Window).• Questo parametro è applicabile quando ROUGH_OPTION è impostato su POCKETING o FACES_ONLY. |
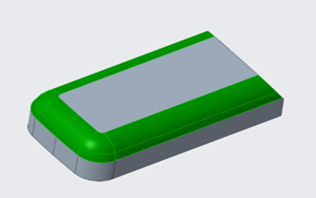
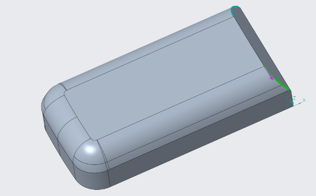
TRIM_TO_WORKPIECE
Nella fresatura di volume, se impostate questo parametro su FULL_TRIM, il volume di fresatura confinerà con quello all'interno dei limiti del pezzo in lavorazione in modo da evitare la lavorazione ad aria compressa. Se il parametro è impostato su TRIM_TO_TOP (valore di default), l'operazione di sbavatura viene effettuata solo nella direzione Z.
• Non impostate TRIM_TO_WORKPIECE su FULL_TRIM se il pezzo in lavorazione presenta controsformi. • Quando effettuate l'offset o lo sketch del volume superando volutamente i limiti del pezzo in lavorazione (come mostrato nella figura seguente), assicuratevi di aver impostato TRIM_TO_WORKPIECE su TRIM_TO_TOP. |
1. Volume di fresatura (con offset)
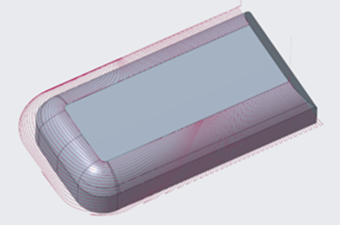
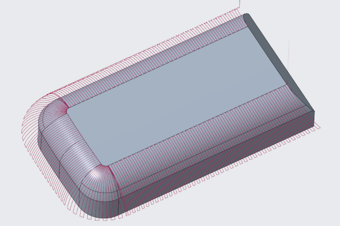
Nella fresatura convenzionale a 3 assi e nella sfacciatura, se impostate il parametro su YES (il valore di default è NO), l'utensile lavorerà un'area del pezzo in lavorazione prima di spostarsi su quella successiva. Il percorso utensile effettivo sarà calcolato in base al valore del parametro SCAN_TYPE. La figura seguente mostra una sfacciatura con SCAN_TYPE impostato su TYPE_ONE_DIR.
1. TRIM_TO_WORKPIECE NO
2. TRIM_TO_WORKPIECE SI (YES)
CUT_DIRECTION
Nella fresatura di volume, consente di invertire la direzione della corsa utensile all'interno di una fetta. I valori sono STANDARD e REVERSE.
Nella profilatura, STANDARD (valore di default) lavora le superfici selezionate dall'alto in basso, ossia dalla fetta superiore; REVERSE lavora invece dal basso in alto partendo dalla fetta inferiore.
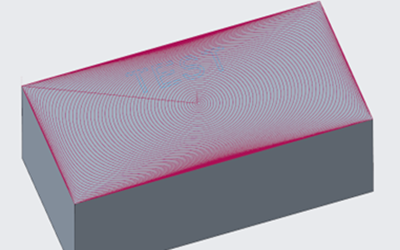
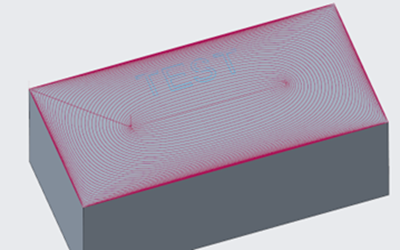
STEPOVER_ADJUST
Se è impostato su YES (valore di default), consente di modificare la distanza di avanzamento (definita dai parametri STEP_OVER e NUMBER_PASSES) in modo da avvicinare l'inizio e la fine del percorso utensile ai bordi. La distanza di avanzamento modificata non supera quella originale. Se è impostato su NO, la distanza di avanzamento sarà esattamente uguale a quella definita dalla combinazione dei parametri STEP_OVER e NUMBER_PASSES.
1. STEPOVER_ADJUST NO
2. STEPOVER_ADJUST YES
CUT_TYPE
Insieme al parametro SPINDLE_SENSE, controlla la posizione del materiale rispetto all'utensile che rimuove le fette o che esegue le sequenze NC di fresatura di profili; le fette inferiori (ad esempio nelle fresature a sacche) non vengono influenzate da questo parametro. Le opzioni sono CLIMB, UPCUT e ZIG_ZAG. Le possibili combinazioni e il percorso utensile risultante sono:
• CLIMB e CW - Fresa a sinistra (default).
UPCUT e CW - Fresa a destra.
• UPCUT e CCW - Fresa a sinistra.
CLIMB e CCW - Fresa a destra.
• ZIG_ZAG - La direzione di taglio cambia su ogni fetta.
Il parametro CUT_TYPE per la fresatura di volume può essere specificato quando ROUGH_OPTION è impostato su ROUGH_&_PROF, PROF_&_ROUGH o PROF_ONLY oppure quando SCAN_TYPE è impostato su TYPE_SPIRAL. |
Per le fresature locali, potete utilizzare anche l'opzione NONE che provoca uno spostamento dell'utensile avanti e indietro durante l'asportazione di materiale.
Per le fresature di profili, l'opzione ZIG_ZAG può essere utilizzata durante la profilatura di contorni aperti. Essa consente una connessione lineare tra le fette, mentre i valori CLIMB e UPCUT fanno in modo che l'utensile esegua una retrazione e uno spostamento laterale rapido per andare all'inizio della fetta successiva.
1. CUT_TYPE CLIMB
2. CUT_TYPE ZIG_ZAG
Per la fresatura convenzionale a 3 assi, insieme ai parametri SPINDLE_SENSE e CUT_DIRECTION, il parametro CUT_TYPE controlla il punto e la direzione iniziali per la lavorazione della superficie. Il parametro LACE_OPTION deve essere impostato su NO.
PLUNGE_PREVIOUS
Per la fresatura di volumi con SCAN_TYPE TYPE_3, determina il punto dove si tuffa l'utensile quando inizia a lavorare una nuova zona:
• SI (YES) - L'utensile si tuffa in una zona lavorata in precedenza, quindi si sposta alla zona nuova.
• NO (default) - L'utensile si tuffa nella zona nuova.
FIX_SKIPPED_SLICES
Quando questo parametro è impostato sul valore di default (NO), se Creo NC non è in grado di creare una fetta a una certa profondità Z durante la fresatura di un volume (ad esempio, per problemi dovuti alla geometria), questa fetta verrà saltata e l'utensile passerà alla fetta successiva. Quando è impostato su YES, ogni volta che una fetta non può essere creata, Creo NC genererà la fetta successiva e ripeterà quest'ultima al livello della fetta saltata. In altre parole, se una fetta non può essere creata, la fetta successiva verrà ripetuta due volte: al livello Z della fetta saltata e al proprio livello Z. Il sistema visualizzerà un messaggio di avvertenza ogni volta che non è possibile generare una fetta.
LACE_OPTION
Per la finitura, la fresatura convenzionale, la sfacciatura e per la lavorazione con linee di taglio, controlla se l'utensile si ritrae alla fine di una passata (come mostrato nell'illustrazione seguente). Se impostato su NO (default per la fresatura convenzionale), l'utensile si ritrae dopo ogni taglio, in modo che tutti i tagli siano nella stessa direzione. Con altri valori l'utensile esegue il taglio avanti e indietro; inoltre tali valori specificano la forma del collegamento fra i punti finali di tagli adiacenti:
• Se impostato su LINE_CONNECT, i punti finali adiacenti sono collegati da segmenti di linea retta. LINE_CONNECT è il default per la finitura e la lavorazione con linee chiuse.
• L'opzione CURVE_CONNECT, disponibile soltanto per la fresatura convenzionale, utilizza un algoritmo più complesso (e lento) che considera la geometria della parte di riferimento. Se LACE_OPTION è impostato su CURVE_CONNECT, l'utensile seguirà la geometria degli ostacoli per evitare che questi interrompano la passata. Utilizzate il valore CURVE_CONNECT solo se LINE_CONNECT causa il tallonamento.
• L'opzione ARC_CONNECT è disponibile per la fresatura convenzionale a 3 assi e la sfacciatura. In questo modo vengono fornite connessioni a forma di arco tra le passate di taglio adiacenti. Le passate vengono accorciate in funzione dei movimenti di connessione per fare in modo che l'utensile resti sempre all'interno dei limiti della superficie. Sulle connessioni viene automaticamente evitato il tallonamento. Utilizzate questa opzione per le lavorazioni ad alta velocità.
• Se impostato su LOOP_CONNECT, i punti finali adiacenti sono collegati da loop verticali e l'utensile entra ed esce dal materiale mantenendosi tangente alla superficie sottoposta a lavorazione.
Se impostate LACE_OPTION su LINE_CONNECT per la fresatura convenzionale a 3 assi, il sistema evita il tallonamento dei moti di connessione e passa a CURVE_CONNECT se LINE_CONNECT provoca il tallonamento. Nelle sequenze NC a 4 e 5 assi, se LINE_CONNECT ha provocato il tallonamento, l'utensile si ritrarrà. Per evitare che ciò avvenga, utilizzare CURVE_CONNECT. |
1. LACE_OPTION\ \ NO
2. LACE_OPTION\ \ LINE_CONNECT
ALLOW_NEG_Z_MOVES
Se impostato su NO, elimina gli spostamenti negativi lungo l'asse Z per le sequenze NC di fresatura convenzionale a 3 assi. Il valore di default è YES. Se impostate ALLOW_NEG_Z_MOVES su NO, dovete impostare anche SCAN_TYPE su TYPE_1 e LACE_OPTION su NO. L'illustrazione seguente mostra l'esempio di un percorso utensile con ALLOW_NEG_Z_MOVES impostato su NO.
RETRACT_OPTION
Controlla il numero e il livello di retrazioni nella fresatura, sgrossatura e nuova sgrossatura di volumi.
Nelle operazioni di fresatura di volume, i valori sono:
• OPTIMIZE (valore di default) - Riduce al minimo il numero di retrazioni, senza ridurre l'altezza. L'utensile si ritrae a livello del piano laterale, se specificato per la sequenza NC, altrimenti a livello del piano di sicurezza.
• NOT_OPTIMIZE - La fresa si ritrae tra due fette se la seconda fetta non inizia direttamente sotto la posizione corrente della fresa. Se ROUGH_OPTION è impostato su ROUGH_&_PROF o PROF_&_ROUGH, la retrazione verrà eseguita anche tra le passate di sgrossatura e profilatura all'interno di una fetta. Se il valore OPTIMIZE causa il tallonamento, impostate il parametro a NOT_OPTIMIZE. L'utensile si ritrae al livello del piano laterale o di sicurezza.
• SMART - Riduce al minimo il numero e l'altezza delle retrazioni. Per ciascuna retrazione intermedia nella sequenza NC, il sistema calcola un livello di sicurezza per lo spostamento laterale dell'utensile alla nuova posizione. Tale livello di sicurezza corrisponde al livello della fetta più bassa senza ostruzioni nel percorso dell'utensile, oltre al valore PULLOUT_DIST, se specificato.
Se è stato specificato il percorso di attacco o uscita per ogni fetta utilizzando l'opzione Def taglio (Build Cut), il parametro RETRACT_OPTION verrà ignorato. |
Nelle operazioni di sgrossatura e nuova sgrossatura, i valori sono:
• SMART (valore di default) - Riduce al minimo il numero e l'altezza delle retrazioni. Per ciascuna retrazione intermedia nella sequenza NC, il sistema calcola un livello di sicurezza per lo spostamento laterale dell'utensile alla nuova posizione. Tale livello di sicurezza corrisponde al livello della fetta più bassa senza ostruzioni nel percorso dell'utensile, oltre al valore PULLOUT_DIST, se specificato.
• ALWAYS - L'utensile si ritrae fino al piano di sicurezza dopo l'esecuzione di ciascuna fetta.
GOUGE_AVOID_OPTION
Nella fresatura di superfici, truciolare e di linea di taglio, specifica se l'utensile eseguirà una retrazione per evitare il tallonamento:
• RETRACT_TOOL - L'utensile può eseguire una retrazione tra i tagli.
• LIFT_TOOL - Il numero di retrazioni tra i tagli viene ridotto al minimo.
• PROJECT_TOOL - Il percorso utensile viene proiettato sulle superfici o sulla geometria. Questa opzione viene utilizzata per la fresatura elicoidale a 3 assi in cui la geometria di superficie presenta modifiche rapide della topologia e per la fresatura a 5 assi in cui un punto di rotazione o un asse controlla l'asse dell'utensile.
L'opzione rappresenta l'impostazione di default nella fresatura di linea di taglio. Viene creato un percorso utensile senza tallonamenti.
• NONE - Utilizzate questa opzione nella fresatura di linea di taglio se è necessario un percorso utensile normale con tallonamenti.
GOUGE_AVOID_TYPE
Per la profilatura a 3 assi: se è impostato al valore di default TIP_&_SIDES, il sistema rileva i controsformi quando evita il tallonamento del percorso utensile. Per lavorare un sottosquadro, impostate GOUGE_AVOID_TYPE su TIP_ONLY. Per la profilatura a 5 assi: se è impostato su TIP_&_SIDES, il sistema evita il tallonamento di tutto l'utensile (come definito dai parametri utensile). Se il sistema rileva un controsformo, l'utensile esegue una retrazione. Se è impostato al valore di default TIP_ONLY, il sistema non rileva i controsformi.
Non potete modificare l'impostazione di GOUGE_AVOID_TYPE quando modificate i parametri. Per farlo, dovete utilizzare l'opzione Ridefinisci (Redefine). |
REMAINDER_SURFACE
Utilizzabile per le sequenze NC di fresatura convenzionale e di fresatura di superfici con linee di taglio e basata su isolinee a 3 assi. Se è impostato su YES (il valore di default è NO), il sistema genererà una superficie che rappresenta il materiale rimasto (che deve essere asportato da una successiva sequenza NC di fresatura locale). Questa superficie apparterrà alla sequenza NC corrente e verrà rigenerata durante la rigenerazione del percorso utensile.
La superficie restante verrà generata in base al valore del parametro SCALLOP_HGT. |
AUTO_SYNCHRONIZE
Utilizzabile solo per fresature di superfici con linee di taglio. Se è impostato su YES (valore di default), il sistema tenterà di utilizzare come linee di sincronizzazione i bordi che attraversano tutte le linee di taglio selezionate. Se il risultato non è soddisfacente, impostatelo a NO e specificate manualmente le linee o i punti di sincronizzazione.
AUTO_INNERCUTLINE
Utilizzabile soltanto per fresature di linee di taglio. Se è impostato su YES, il sistema tenterà di utilizzare come linee di taglio interne i bordi che attraversano tutte le linee di sincronizzazione specificate. Il valore di default è NO.
Se è impostato su YES, questo parametro aggiunge automaticamente linee di taglio invisibili tra le linee di taglio definite dall'utente sulle superfici di lavorazione selezionate. Per questo motivo, il percorso utensile rimane maggiormente parallelo alle linee di taglio definite dall'utente. Ciò elimina l'esigenza di definire più linee di taglio definite dall'utente e permette quindi di risparmiare tempo.
Ad esempio, l'immagine seguente mostra riferimenti di lavorazione selezionati:
L'immagine seguente mostra la linea di taglio 1 e la linea di taglio 2 definite dall'utente:
Quando AUTO_INNERCUTLINE è impostato su NO:
Quando AUTO_INNERCUTLINE è impostato su YES:
AUTO_OUTERCUTLINE
Utilizzabile soltanto per fresature di linee di taglio. Selezionando la casella di controllo Linea di taglio automatica (Auto Cut Line) nella scheda Linee taglio (Cut Lines), vengono automaticamente generati valori per Linea di taglio esterna (Outer Cutline) e Linea taglio interna (Inner Cutline).
Questo parametro definisce la forma del percorso utensile per Linea taglio interna (Inner Cutline).
I valori applicabili sono i seguenti:
• CIRCLE (default) - Il percorso ha inizio mediante offset del limite della linea di taglio esterna e termina con un cerchio.
• OFFSET - Il percorso utensile ha inizio mediante offset del limite della linea di taglio esterna e termina con la forma del limite della linea di taglio esterna.
CUTLINE_TYPE
Utilizzabile solo per fresature di superfici con linee di taglio. Questo parametro consente di selezionare l'algoritmo che sarà utilizzato dal sistema per calcolare la distribuzione delle linee di taglio. I valori sono:
• BLEND - Il sistema utilizza una blend lungo il limite della superficie per generare le linee di taglio.
• FLOWLINES (valore di default) - Il sistema utilizza un metodo di analisi di elementi finiti per fresare le superfici selezionate e generare le linee di taglio.
CUTLINE_EXT_TYPE
Utilizzabile solo per fresature di superfici con linee di taglio. Specifica come il sistema gestisce i casi in cui una linea di taglio non si estende per l'intera lunghezza della superficie selezionata per la lavorazione. I valori sono:
• BOUNDARY (valore di default) - Il sistema tenta di estendere le linee di taglio fino al limite della superficie.
• NONE - La lavorazione viene eseguita solo in corrispondenza della lunghezza delle linee di taglio specificate.
1. Superficie selezionata per la lavorazione
2. Linea di taglio iniziale
3. Linea di taglio finale
4. CUTLINE_EXT_TYPE\ \ BOUNDARY
5. CUTLINE_EXT_TYPE\ \ NONE
AXIS_DEF_CONTROL
Utilizzabile per le fresature lungo una traiettoria e le fresature di superfici con linee di taglio a 5 assi e per le lavorazioni truciolari.
Per le fresature di superfici con linee di taglio a 5 assi e per la lavorazione truciolare, i valori sono i seguenti:
• USE_SURF_NORMS (valore di default) - Per determinare l'orientamento dell'asse dell'utensile viene utilizzata la normale alla superficie; in altre parole, qualsiasi definizione di asse specificata dall'utente fornisce un angolo guida e di inclinazione localizzato che viene applicato alla normale della superficie in lavorazione.
• IGNORE_SURF_NORMS - La normale alla superficie non viene considerata e l'orientamento dell'asse dell'utensile viene calcolato interpolando le definizioni di asse specificate dall'utente. Non disponibile per la lavorazione truciolare da isolinee di superficie.
Per le fresature di traiettorie a 5 assi, questo parametro viene utilizzato per i movimenti di taglio automatici creati utilizzando il comando Superfici (Surfaces). Un modo alternativo per specificare le definizioni degli assi consiste nell'utilizzo del comando Controllo asse (Axis Control) del menu IMPOSTA MOVIM TAGLIO (CUTMOTION SETUP). Il parametro AXIS_DEF_CONTROL specifica il tipo di approssimazione tra le definizioni esplicite di asse. I valori sono:
• RELATIVE_TO_DRIVE_SURFACE (valore di default) - Mantiene gli angoli di attacco e inclinazione dell'asse utensile rispetto alla normale alla superficie per ogni asse definito esplicitamente sulla superficie. Mentre l'utensile si sposta tra le definizioni esplicite di asse, il sistema calcola il valore medio degli angoli di inclinazione interpolando linearmente tra l'ultima definizione esplicita di asse e quella successiva. Questo valore medio viene quindi applicato nella posizione corrente rispetto alla normale alla superficie. Questo metodo può essere utilizzato per generare percorsi utensile con angoli di inclinazione variabili qualora sia necessario un controllo di asse preciso. Ad esempio, tale metodo potrebbe essere applicato per assicurare che l'utensile e il portautensile passino attraverso un percorso stretto della geometria della parte.
• PROJECT_ON_DRIVE_SURFACE - Mantiene l'angolo di inclinazione dell'asse dell'utensile rispetto alla normale alla superficie per ogni asse definito esplicitamente nelle posizioni sulla superficie. Mentre l'utensile si sposta tra le definizioni esplicite di asse, il sistema calcola il valore medio degli angoli di inclinazione interpolando linearmente tra l'ultima definizione esplicita di asse e quella successiva. Tale valore medio viene quindi applicato alla posizione corrente e l'asse utensile viene proiettato sulla superficie creando il componente di inclinazione 0. Questo metodo consente di generare percorsi utensile con un angolo guida variabile controllato dall'utente, ma che mantengono il taglio con il lato dell'utensile.
• FROM_AXES_AND_DRIVE_SURFACE - Questo metodo è appropriato quando un insieme di superfici contiene un sottoinsieme di superfici non sviluppabili. In queste aree non sviluppabili il percorso utensile potrebbe essere imprevisto; potete quindi decidere di specificare esplicitamente le definizioni di asse anziché utilizzare le definizioni di default di sistema. Il sistema calcolerà tutti gli altri vettori utensile dal limite della superficie. Gli assi dell'utensile verranno interpolati utilizzando le stesse regole utilizzate per il valore RELATIVE_TO_DRIVE_SURFACE.
• AXIS_LINEAR_APPROXIMATION - L'orientamento dell'utensile è un'approssimazione lineare delle definizioni esplicite di asse.
• AXIS_LEAD_ANGLE_APPROXIMATION - L'orientamento dell'utensile è un'interpolazione degli angoli di inclinazione lungo la traiettoria.
• PROJECT_FROM_AXES - Questo metodo funziona come una combinazione di FROM_AXES_AND_DRIVE_SURFACE e PROJECT_ON_DRIVE_SURFACE. Potete specificare esplicitamente le definizioni degli assi e il sistema calcolerà i vettori utensile intermedi dal limite della superficie. Tutte le definizioni degli assi verranno proiettate sulla superficie guida.
LEADING_EDGE_MACHINING
Se impostato su YES (il valore di default è NO), l'utensile taglierà sempre con il bordo guida, anche in aree con curvatura elevata, mantenendo il contatto con la superficie guida. Questo parametro può essere utilizzato per le fresature di traiettorie a 5 assi utilizzando l'opzione Superfici (Surfaces). Particolarmente utile nella lavorazione delle lame della turbina.
USE_VARIABLE_TILT
Se impostato su YES (il valore di default è NO), l'utensile si inclinerà per evitare il tallonamento. Disponibile solo per la lavorazione truciolare.
IGNORE_RULINGS
Se impostato su NO (il valore di default), l'utensile si muoverà parallelamente alle righe delle superfici rigate in lavorazione. Se impostato su YES, l'utensile ignorerà le righe delle superfici rigate. Disponibile solo per la lavorazione truciolare.
4X_LEAD_RANGE_OPT
Se impostato su YES (il valore di default è NO), il sistema tenterà di utilizzare l'angolo di inclinazione variabile per evitare il tallonamento. In altre parole, se il tallonamento avviene con il valore di 4X_LEAD_ANGLE specificato, il sistema tenterà di usare un angolo diverso compreso nell'intervallo tra 4X_MIN_LEAD_ANGLE e 4X_MAX_LEAD_ANGLE. Questo parametro può essere utilizzato solo per le fresature a 4 assi.
FOLLOW_TOP_EDGE_3AX
Nella fresatura di traiettorie a 3 assi, questo parametro vi consente di lavorare il bordo superiore di un aggetto o un foro con un utensile rastremato (SIDE_ANGLE > 0). Se è impostata su YES (il valore di default è NO), il sistema calcolerà automaticamente l'offset necessario nel piano XY per consentire all'utensile (1) di seguire il bordo superiore del rilievo (2) o il foro, come illustrato nel seguente diagramma schematico.
CUSTOMIZE_AUTO_RETRACT
Se impostato su NO (il valore di default è YES), l'utensile non eseguirà la retrazione automatica quando segue il percorso utensile di default.
SLICE_PATH_SCAN
Definisce l'ordine di lavorazione di più passate all'interno delle profondità di passo multiplo (fetta). I valori sono:
• PASS_BY_PASS - Dopo aver completato la prima passata per la prima fetta, l'utensile si sposta alla prima passata per la seconda fetta, e così via. Dopo aver completato la prima passata per l'ultima fetta, l'utensile si sposta alla seconda passata per la prima fetta e procede fin quando non completa l'ultima passata per l'ultima fetta.
• SLICE_BY_SLICE - L'utensile completa tutte le passate all'interno di una fetta prima di passare alla fetta successiva.
CONNECTION_TYPE
Controlla le retrazioni utensile intermedie per la fresatura di traiettorie a 3 e a 2 assi a più passate. I valori sono:
• RETRACT (default) - Alla fine del taglio intermedio, l'utensile esegue una retrazione, si sposta lungo il piano di sicurezza, quindi esegue un'entrata in Z e si sposta fino all'inizio del taglio successivo.
• Z_LAST - Alla fine del taglio intermedio, l'utensile si sposta nel piano XY, quindi lungo l'asse Z fino all'inizio del taglio successivo.
• Z_FIRST - Alla fine del taglio intermedio, l'utensile si sposta lungo l'asse Z, quindi nel piano XY fino all'inizio del taglio successivo.
• SIMULTANEOUS - L'utensile si sposta direttamente dalla fine del taglio precedente fino all'inizio del taglio successivo.
• AUTO_CONNECT - Al termine di un taglio intermedio, l'utensile si ritrae lungo Z_FIRST o Z_LAST a seconda che il punto iniziale si trovi al di sotto o al di sopra del punto finale precedente.
AUTO_CONNECT è disponibile solo per sequenze NC di fresatura di traiettorie a 2 assi. |
MACHINING_ORDER
Per la fresatura locale eseguita dall'utensile precedente, specifica l'ordine di asportazione del materiale rimasto negli angoli e sulle superfici. I valori sono:
• CORNERS_FIRST (default) - Rimuove il materiale rimasto negli angoli, quindi procede a sgrossare le superfici.
• SURFACES_FIRST - Sgrossa le superfici, quindi asporta il materiale rimasto negli angoli.
• CORNERS_ONLY - Asporta il materiale rimasto negli angoli senza eseguire la lavorazione delle superfici.
• SURFACES_ONLY - Sgrossa le superfici senza eseguire la lavorazione degli angoli.
SURFACE_CLEANUP
Per la fresatura locale eseguita dall'utensile precedente, specifica se sgrossare superfici in un'unica passata o con incrementi della profondità. I valori sono:
• SINGLE_DEPTH (default) - L'utensile esegue un'unica passata nella parte inferiore della superficie.
• MULTI_DEPTH - L'utensile esegue passate multiple, asportando il materiale con incrementi della profondità. Dovete specificare un valore per il parametro STEP_DEPTH.
CORNER_CLEANUP
Per la fresatura locale eseguita dall'utensile precedente, specifica come devono essere lavorati gli angoli. I valori sono:
• Z_PLANE_CUTS (default) - Asporta il materiale negli angoli mediante la lavorazione a 2,5 assi.
• CONTOUR - Asporta il materiale negli angoli mediante una serie di tagli verticali.
RETRACT_TRANSITION
Per la fresatura di volume ad alta velocità, come per la sgrossatura e nuova sgrossatura, specifica la modalità Transizioni dell'utensile tra un movimento di retrazione verticale e uno di spostamento laterale (un movimento orizzontale rispetto al livello del piano di sicurezza o del piano laterale intermedio), quindi tra il movimento laterale e un'entrata in Z verticale. I valori sono:
• CORNER_TRANSITION (default) - I movimenti verticale e orizzontale sono disposti ad angolo l'uno rispetto all'altro.
• ARC_TRANSITION - I movimenti orizzontale e verticale sono collegati da un arco tangente. In tal modo, l'utensile non deve rallentare o arrestarsi quando cambia direzione nella lavorazione ad alta velocità. Il raggio dell'arco di transizione è definito dal valore del parametro RETRACT_RADIUS. L'arco inizia sopra al livello del piano laterale di sicurezza; perciò i movimenti laterali orizzontali saranno al valore RETRACT_RADIUS sopra al livello del piano di sicurezza o del piano laterale intermedio.
RETRACT_RADIUS
Specifica il raggio dell'arco di transizione (se il parametro RETRACT_TRANSITION è impostato su ARC_TRANSITION). Il valore di default è un trattino (-). Se impostate RETRACT_TRANSITION su ARC_TRANSITION, dovete specificare un valore RETRACT_RADIUS.
TRIM_TOOLPATH_ON_HOLDER
Se è impostato su YES e se i parametri HOLDER_DIAMETER e HOLDER_LENGTH sono impostati, suddivide il percorso utensile in zone di collisione e di non collisione nelle operazioni di sgrossatura, nuova sgrossatura e finitura.
1. Zona di non collisione
2. Zona di collisione
Nella zona di collisione, il portautensile collide con la parte di riferimento, mentre nella zona di non collisione non si verifica alcuna collisione. Il percorso utensile risultante è la combinazione di tutte le zone di non collisione.
Durante la sgrossatura, alcune porzioni del pezzo in lavorazione non vengono lavorate per effetto della rimozione delle zone di collisione dal percorso utensile. Queste parti vengono lavorate durante la nuova sgrossatura. |
Se è impostato su NO, il percorso utensile non viene suddiviso in base al criterio della collisione e l'utensile compie l'intero percorso ignorando le collisioni tra il portautensile e il pezzo in lavorazione. Il valore di default è NO.
CALCULATE_MIN_TOOL_LENGTH
Se è impostato su YES e se avete specificato HOLDER_DIAMETER e HOLDER_LENGTH, calcola la lunghezza minima dell'utensile necessaria per evitare qualsiasi collisione nelle operazioni di sgrossatura, nuova sgrossatura e finitura. Dopo il calcolo del percorso utensile, questa lunghezza minima viene visualizzata nella finestra dei messaggi.
Se è impostato su NO, la lunghezza minima dell'utensile non viene calcolata. Il valore di default è NO.
HOLDER_CLEARANCE
Assieme al gioco del materiale (se definito), specifica la distanza minima consentita tra il portautensile e la superficie lavorata se i parametri HOLDER_DIAMETER e HOLDER_LENGTH sono impostati. Deve essere superiore alla precisione del percorso utensile. Il valore di default è 0.
1. HOLDER_CLEARANCE
I parametri HELICAL_RAMP_ANGLE, HELICAL_PITCH, HELICAL_BOUNDS e ADJUST_PITCH sono utilizzati nella generazione del percorso elicoidale.
HELICAL_RAMP_ANGLE e HELICAL_PITCH
Specifica il numero di bobine da creare tra l'altezza iniziale e l'altezza del taglio elicoidale. Potete specificare l'altezza iniziale e l'altezza utilizzando la finestra di dialogo Taglio curva (Curve Cut). Se fornite i valori per entrambi i parametri, il valore HELICAL_RAMP_ANGLE sovrascrive il valore HELICAL_PITCH. Se non specificate i valori di questi parametri, soltanto una bobina elicoidale viene creata tra le due altezze.
HELICAL_BOUNDS
Specifica se la prima e l'ultima fetta supplementare vengono create all'altezza iniziale e all'altezza del taglio elicoidale. Questo parametro presenta i valori seguenti:
• NO_BOUNDS - Non viene creata alcuna fetta.
• START_BOUND - Viene creata una singola fetta iniziale.
• END_BOUND - Viene creata una fetta finale.
• BOTH_BOUNDS - Vengono create sia la fetta iniziale sia quella finale.
USE_DEGOUGE_ADDONS
Il valore di default è NO. Impostate su YES se osservate tallonamenti imprevisti nel percorso utensile. In alcuni casi è possibile evitare ulteriori tallonamenti impostando il valore su YES.
ADJUST_PITCH
Un valore YES controlla l'angolo di rampa elicoidale e il passo elicoidale in modo che il numero di bobine che si adattano tra l'altezza iniziale e l'altezza sia un numero intero.
Param taglio (Cut Param)
MAX_DISCRETIZE_ANGLE
Specifica la modifica massima nell'orientamento dell'asse utensile tra due punti nel percorso utensile. Se l'angolo tra i due punti è maggiore del valore di MAX_DISCRETIZE_ANGLE, tra di essi vengono aggiunti uno o più punti. Non esiste alcun valore di default.
MIN_DISCRETIZE_ANGLE
Specifica la modifica minima nell'orientamento dell'asse utensile tra due punti nel percorso utensile. Se l'angolo tra i due punti è minore del valore di MIN_DISCRETIZE_ANGLE, l'asse utensile mantiene lo stesso orientamento. Non esiste alcun valore di default.
SKIP_PATH
Consente di specificare la rimozione della prima, dell'ultima o di entrambe le passate da un insieme di superfici lavorate nella fresatura di superfici a 3, 4 e 5 assi. Le opzioni sono:
• NO_SKIP (valore di default) - Le passate del percorso utensile non vengono rimosse.
• FIRST - Viene rimossa solo la prima passata.
• LAST - Viene rimossa solo l'ultima passata.
• BOTH - Vengono rimosse sia la prima che l'ultima passata.
STEP_DEPTH
Determina la profondità incrementale di ogni passata durante le sequenze NC di sgrossatura. Il valore di STEP_DEPTH deve essere maggiore di zero. Il valore di default non è impostato (è visualizzato come "–1").
Per le incisioni, il valore di default è un trattino (-) e in questo caso il sistema non utilizza il parametro. Se impostate STEP_DEPTH su un valore minore rispetto a GROOVE_DEPTH, l'incisione viene eseguita con incrementi di passo multiplo.
MIN_STEP_DEPTH
Per le fresature di volumi e profili, determina la distanza minima accettabile tra le fette. Per default, tutte le superfici planari che sono normali all'asse Z del sistema di coordinate della sequenza NC producono fette aggiuntive. Una fetta lungo una superficie planare verrà saltata se la distanza tra questa e la fetta precedente è inferiore al valore di MIN_STEP_DEPTH.
STEPDEPTH_ADJUST
Specifica che l'altezza delle fette Z viene creata a una distanza uguale quando generate i percorsi utensile per completare le pareti verticali. Questo parametro si applica alla sgrossatura, alla nuova sgrossatura e alla finitura.
NUMBER_CUTS
Per le sfacciature, consente di controllare con maggior precisione il numero di tagli in profondità (il numero di tagli viene controllato anche dal parametro STEP_DEPTH). Il numero di tagli calcolato dal sistema sarà uguale al valore maggiore tra quelli dei parametri STEP_DEPTH e NUMBER_CUTS. Il valore di default è un trattino (-) e in questo caso il sistema non utilizza il parametro.
Per le lavorazioni con linee di taglio, consente di eseguire la fresatura con incrementi di profondità per ogni passata. Deve essere utilizzato insieme al parametro OFFSET_INCREMENT, descritto di seguito. Il valore di default è un trattino (-) e in questo caso il sistema non utilizza il parametro.
Per le incisioni, consente di limitare il numero di tagli nel caso in cui sia specificato anche il parametro STEP_DEPTH. Il valore di default è un trattino (-) e in questo caso il sistema non utilizza il parametro. Se specificate un valore, ad esempio 3, l'utensile esegue tre passate di taglio in base agli incrementi definiti in STEP_DEPTH. L'ultima passata viene definita dal valore di GROOVE_DEPTH.
OFFSET_INCREMENT
Insieme al parametro NUMBER_CUTS, consente di eseguire le lavorazioni con linee di taglio con incrementi di profondità per ogni passata. L'utensile lavorerà la prima fetta sopra le superfici selezionate a una distanza uguale a (OFFSET_INCREMENT * (NUMBER_CUTS1) + PROF_STOCK_ALLOW) ed eseguirà un numero di fette uguale al valore di NUMBER_CUTS, con una distanza tra le fette uguale a OFFSET_INCREMENT. L'ultima fetta si troverà quindi sopra le superfici selezionate a una distanza uguale al valore di PROF_STOCK_ALLOW. Se specificate il parametro SCALLOP_HGT, questo produrrà effetti solo sull'ultima fetta. Alla fine di ogni fetta, l'utensile eseguirà una retrazione, si sposterà all'inizio della fetta successiva e si tufferà. Se LACE_OPTION è impostato su NO, l'utensile eseguirà una retrazione anche dopo ogni passata lungo le superfici in lavorazione. Il valore di default è un trattino (-) e in questo caso il sistema non utilizza il parametro.
ROUGH_STEP_DEPTH
Disponibile solo per la fresatura convenzionale a 3 assi. Il valore di default è un trattino (-). Se specificate un valore diverso da quello di default, il sistema esegue la fresatura della superficie con incrementi di profondità, definiti dalle fette orizzontali appropriate. Questo consente di creare percorsi utensile simili ai volumi senza dover effettivamente definire un volume di fresatura. Ciò è particolarmente utile quando eseguite la lavorazione di superfici importate (non solide). La sequenza NC risultante rimuove lo stesso materiale e ha le stesse funzionalità di controllo automatico di tallonamento delle normali sequenze di fresatura convenzionale a 3 assi.
Se specificate un valore maggiore di zero, il percorso utensile non crea approcci ed esce. |
La figura seguente mostra un esempio di fresatura convenzionale a 3 assi con incrementi di profondità.
1. Selezionate questa superficie.
MIN_RETRACT_DISTANCE
Utilizzabile solo per passata a matita in bitangenza, finitura delle aree residue, sgrossatura, nuova sgrossatura e fresatura di volume.
Durante lo spostamento tra la fine di una passata e l'inizio di un'altra, l'utensile si trova sulla superficie o in retrazione, in base alla distanza di corsa. Il parametro controlla il punto in cui viene presa la decisione tra i due stati. Se la distanza tra il punto finale di una passata e il punto iniziale di un'altra è minore di questo valore, l'utensile rimane sulla superficie. Se la distanza è maggiore, l'utensile esegue una retrazione al piano di sicurezza. Per ulteriori informazioni, consultate l'argomento Esempio: posizionamento dell'utensile durante la passata a matita in bitangenza.Per eseguire la sgrossatura, la nuova sgrossatura e la fresatura di volume, questo parametro viene utilizzato con i valori di tipo di scansione CONSTANT_LOAD, MAINTAIN_CUT_TYPE, MAINTAIN_CUT_DIRECTION, FOLLOW_HARDWALLS e FOLLOW_CONTOUR.
Quando i tipi di scansione CONSTANT_LOAD, MAINTAIN_CUT_TYPE e MAINTAIN_CUT_DIRECTION sono impostati nei passi di sgrossatura, nuova sgrossatura e fresatura di volume, la limitazione relativa al parametro Stepover inferiore al raggio dell'utensile definito viene rimossa. |
LIFT_TOOL_CLEARANCE
L'utensile si solleva per creare un gioco sopra la superficie di lavorazione per effettuare la connessione successiva. Questo parametroviene utilizzato con MIN_RETRACT_DISTANCE. Il valore di default è -.
WALL_SCALLOP_HGT
Controlla la profondità del passo per la fresatura di volumi. Il valore di WALL_SCALLOP_HGT (wsh) deve essere minore di oppure uguale al raggio dell'utensile, ovvero wsh <= d/2. Il valore di default è 0.
BOTTOM_SCALLOP_HGT
Controlla la distanza di avanzamento nella lavorazione di volumi.
SCALLOP_HGT
Controlla la distanza di avanzamento nelle lavorazioni locali e di superfici effettuate tramite l'utensile precedente.
I parametri STEP_DEPTH e WALL_SCALLOP_HGT sono illustrati nella figura seguente. Creo NC gestisce questi parametri nel modo illustrato di seguito.
1. Se impostate WALL_SCALLOP_HGT su zero (wsh = 0), l'altezza dello smerlo viene calcolata utilizzando il parametro STEP_DEPTH.
2. Se impostate wsh su 0, la profondità del passo viene calcolata utilizzando wsh. Questo valore calcolato viene confrontato con quello specificato per il parametro STEP_DEPTH. Creo NC utilizza il valore minore tra i due.
La stessa cosa si verifica con i parametri STEP_OVER e BOTTOM_SCALLOP_HGT (per la fresatura di volumi) o SCALLOP_HGT (per la fresatura di superfici).
La seguente figura mostra STEP_DEPTH e WALL_SCALLOP_HGT.
1. STEP_OVER
2. Percorso utensile
3. WALL_SCALLOP_HGT
4. STEP_DEPTH
ROUGH_STOCK_ALLOW
e
PROF_STOCK_ALLOW
Determinano la quantità di materiale rimasto dopo la sgrossatura per il taglio di finitura. Entrambi i parametri vengono utilizzati per le sequenze NC di fresatura di volume e nelle sequenze NC di fresatura di traiettorie e specificano sovrametalli diversi per le passate di sgrossatura e profilatura. PROF_STOCK_ALLOW deve essere impostato su un valore inferiore o uguale al valore di ROUGH_STOCK_ALLOW. Quando viene visualizzata la geometria dopo l'asportazione automatica del materiale, Creo NC utilizza PROF_STOCK_ALLOW.
1. PROF_STOCK_ALLOW
2. ROUGH_STOCK_ALLOW
3. Sacca
Nelle sequenze NC di sgrossatura e nuova sgrossatura, solo ROUGH_STOCK_ALLOW viene utilizzato per specificare la quantità di materiale rimasta dopo il taglio.
BOTTOM_STOCK_ALLOW
Per le fresature di volumi o di traiettorie, questo parametro determina la quantità di materiale rimasto dopo una sequenza NC di sgrossatura su superfici planari parallele al piano di sicurezza. Il valore di default è un trattino (-) e in questo caso il parametro BOTTOM_STOCK_ALLOW verrà ignorato e verrà utilizzato il parametro PROF_STOCK_ALLOW.
Per le sfacciature, specifica la quantità di materiale rimasto sulla faccia selezionata. Il valore di default, un trattino (-), imposta il sovrametallo su 0.
WALL_TOLERANCE
Specifica la quantità di materiale che può essere lasciata lungo le pareti dopo la sequenza NC precedente e che non viene asportata dalla sequenza NC di fresatura locale. Il valore di default è 0. Può essere utilizzato per le sequenze NC di fresatura locale che fanno riferimento a una precedente sequenza NC di fresatura di volume.
STEP_OVER
Controlla la profondità laterale di taglio di ciascun tipo di lavorazione finale. Il parametro STEP_OVER deve avere un valore positivo minore o uguale al diametro dell'utensile. Il valore di default non è impostato (è visualizzato come "–1").
TOOL_OVERLAP
Può essere utilizzato al posto del parametro STEP_OVER. Indica la misura della sovrapposizione dell'utensile sulla regione lavorata durante la passata precedente. Se TOOL_OVERLAP è specificato e STEP_OVER non lo è, STEP_OVER verrà calcolato come (CUTTER_DIAM TOOL_OVERLAP).
PLUNGE_STEP
Controlla la distanza tra tuffi successivi dell'utensile. Il valore di default un trattino (-). Se impostate il valore di default, può verificarsi uno dei seguenti casi:
• Se state utilizzando un utensile per fresature a tuffo, questa distanza sarà uguale al parametro utensile Insert_Cut_Width.
• Se state utilizzando un normale utensile per fresature, il sistema calcolerà il passo massimo del tuffo in base al parametro utensile Cutter_Diam e tutto il materiale tra i tuffi verrà rimosso.
Può essere utilizzato solo per le fresature a tuffo.
CORNER_ROUND_RADIUS
Specifica il raggio minimo consentito per gli angoli concavi nelle lavorazioni ad alta velocità. Disponibile per le fresature di volumi, la sgrossatura e nuova sgrossatura. Il valore di default è 0.
NUMBER_PASSES
Consente di controllare con maggiore precisione il numero di passate dell'utensile per ogni fetta (il numero di passate è controllato anche dal parametro STEP_OVER). Il sistema calcola la distanza di avanzamento utilizzando il valore del parametro NUMBER_PASSES (se questo è diverso da 0), confronta tale valore con quello del parametro STEP_OVER e utilizza il valore minore tra i due. Questo parametro può essere utilizzato per le fresature di volumi e le sfacciature. Per le sfacciature, se il parametro NUMBER_PASSES è impostato su 1, il valore STEP_OVER non verrà considerato e per ogni fetta verrà eseguita solo una passata.
ONE_PASS_OFFSET
Specifica un valore di offset per il percorso utensile per una sequenza NC di sfacciatura a una sola passata (cioè, quando NUMBER_PASSES è uguale a 1). Se specificate un valore positivo, la passata verrà spostata verso sinistra, se ne specificate uno negativo, verrà spostata verso destra. Il valore di default è 0.
INITIAL_EDGE_OFFSET
Per le sfacciature, questo parametro specifica un valore di offset per la prima passata rispetto al bordo della superficie da fresare. Il valore di default è 0 e in questo caso la traiettoria della punta nella prima passata coincide con lo spigolo della superficie. Se specificate un valore positivo, la traiettoria verrà spostata dentro la superficie, se ne specificate uno negativo, verrà spostata fuori da essa. Il valore specificato per questo parametro non può essere maggiore del valore del parametro STEP_OVER.
FINAL_EDGE_OFFSET
Per le sfacciature, specifica un valore di offset per l'ultima passata rispetto al bordo della superficie da fresare. Il valore di default è 0 e in questo caso la traiettoria della punta nell'ultima passata coincide con lo spigolo della superficie. Se specificate un valore positivo, la traiettoria verrà spostata dentro la superficie, se ne specificate uno negativo, verrà spostata fuori da essa. Il valore specificato per questo parametro non può essere maggiore del valore del parametro STEP_OVER.
CUT_ANGLE
Determina l'angolo tra la direzione di taglio e l'asse X del sistema di coordinate della sequenza NC. Il valore di default per CUT_ANGLE è 0, che significa che il taglio è parallelo all'asse X. Utilizzabile per fresature convenzionali e di superfici con tagli proiettati, per fresature di volumi e a sacche, per la sfacciatura e per fresature a tuffo. Se il parametro SCAN_TYPE è impostato su TYPE_SPIRAL, CUT_ANGLE verrà ignorato per le fresature di volumi, a sacche, a tuffo e per le fresature di superfici con tagli proiettati.
1. CUT_ANGLE 0
2. CUT_ANGLE 90
LEAD_ANGLE
Definisce, insieme al parametro TILT_ANGLE, l'orientamento dell'utensile rispetto alla normale alla superficie per le sequenze NC di fresatura di superfici a 5 assi. Il valore del parametro LEAD_ANGLE viene espresso in gradi e rappresenta l'angolo tra la normale alla superficie e la direzione della corsa dell'utensile: un valore positivo inclina l'utensile in avanti, uno negativo all'indietro.
TILT_ANGLE
Definisce, insieme al parametro LEAD_ANGLE, l'orientamento dell'utensile rispetto alla normale alla superficie per le sequenze NC di fresatura di superfici a 5 assi. Il valore del parametro TILT_ANGLE viene espresso in gradi e rappresenta l'angolo tra la normale alla superficie e la direzione della corsa dell'utensile: un valore positivo inclina l'utensile verso destra, uno negativo verso sinistra.
PROFILE_CONNECT_ANGLE - Angolo a cui l'utensile crea una connessione a S tra due fette durante la profilatura nella fresatura di volumi.
AXIS_SHIFT
Sposta i dati CL lungo l'asse dell'utensile. Se è impostato su un valore positivo, il sistema sposterà tutti i dati CL verso il basso lungo l'asse dell'utensile; se il valore è negativo, i dati CL verranno spostati verso l'alto. Il valore di default è 0.
Il parametro AXIS_SHIFT viene applicato dopo che è stato eseguito il controllo di tallonamento. Per assicurarvi che non ci sia alcun tallonamento, utilizzate la funzionalità Ctrl tallonam (Gouge Check). |
1. Utensile
2. Modello
3. AXIS_SHIFT
NUM_PROF_PASSES
Insieme al parametro PROF_INCREMENT, crea più passate di fresatura di profili o lungo una traiettoria separate l'una dall'altra da una distanza orizzontale di offset. NUM_PROF_PASSES specifica il numero di passate che saranno generate (il valore di default è 1). Può essere utilizzato per le fresature di volumi se ROUGH_OPTION è impostato su PROF_ONLY, per le fresature di profili e lungo una traiettoria. Se per le fresature di volumi il parametro ROUGH_OPTION è stato impostato su un valore diverso da PROF_ONLY, NUM_PROF_PASSES verrà ignorato.
PROF_INCREMENT
Specifica la distanza orizzontale tra le passate generate in funzione del parametro NUM_PROF_PASSES; la prima passata verrà spostata rispetto alla passata finale di un valore di offset uguale a
(NUM_PROF_PASSES1)*PROF_INCREMENT.
Il valore di default è 0. Può essere utilizzato per le fresature di volumi se ROUGH_OPTION è impostato su PROF_ONLY, per le fresature di profili e lungo una traiettoria. Se per le fresature di volumi il parametro ROUGH_OPTION è stato impostato su un valore diverso da PROF_ONLY, NUM_PROF_PASSES verrà ignorato.
La seguente figura mostra NUM_PROF_PASSES e PROF_INCREMENT.
1. NUM_PROF_PASSES = 1
2. NUM_PROF_PASSES = 4
3. PROF_INCREMENT
4. Prima passata
5. Passata finale
CORNER_OFFSET
Specifica la quantità di materiale da asportare tramite una sequenza NC di fresatura locale creata utilizzando l'opzione Spigoli angolo (Corner Edges). Il valore di default è 0.
SLOPE_ANGLE
Nella fresatura locale e nella finitura, specifica il valore dell'angolo con il piano XY che divide il materiale da rimuovere in regioni profonde (quasi verticali) e poco profonde (quasi orizzontali). Ad esempio nella fresatura locale, per rimuovere il materiale rimasto in una tasca con pareti inclinate, se specificate un valore per SLOPE_ANGLE minore dell'inclinazione delle pareti, l'utensile lavora prima i bordi inferiori della tasca, quindi rimuove il materiale negli angoli tra le pareti. Il valore di default di SLOPE_ANGLE per le sequenze NC di fresatura locale appena create è 30 gradi. Per le sequenze NC create prima della release 2000i2, il valore di default è 90 gradi. Il valore di default di SLOPE_ANGLE per le sequenze NC di finitura è 45 gradi.
START_OVERTRAVEL
Specifica la distanza tra l'utensile e il limite della superficie per tutte le passate (ad eccezione della prima) per ogni fetta. Il valore di default è 0. Può essere utilizzato solo per le sfacciature.
END_OVERTRAVEL
Specifica la distanza di extra corsa dell'utensile rispetto al limite della superficie per tutte le passate (ad eccezione dell'ultima) per ogni fetta. Il valore di default è 0. Può essere utilizzato solo per le sfacciature.
GROOVE_DEPTH
Determina la profondità della scanalatura. Il valore di default non è impostato (è visualizzato come "–1"). Può essere utilizzato solo per le scanalature.
4X_TILT_ANGLE
Specifica l'angolo (in gradi) tra l'asse utensile e il piano per la lavorazione a 4 assi. In genere, l'asse dell'utensile è parallelo a questo piano (il valore di default per 4X_TILT_ANGLE è 0). Questo parametro può essere utilizzato solo per le fresature a 4 assi.
4X_LEAD_ANGLE
Specifica l'angolo (in gradi) tra l'asse dell'utensile e la proiezione della normale alla superficie sul piano 4 assi (il valore di default è 0). Questo parametro può essere utilizzato solo per le fresature a 4 assi.
4X_MAX_LEAD_ANGLE
Specifica l'angolo massimo di inclinazione consentito durante il controllo di tallonamento. Il valore di default è un trattino (-), ma se il parametro 4X_LEAD_RANGE_OPT è impostato su SÌ (YES), dovete specificare un valore. Questo parametro può essere utilizzato solo per le fresature a 4 assi.
4X_MIN_LEAD_ANGLE
Specifica l'angolo minimo di inclinazione consentito durante il controllo di tallonamento. Il valore di default è un trattino (-), ma se il parametro 4X_LEAD_RANGE_OPT è impostato su SÌ (YES), dovete specificare un valore. Questo parametro può essere utilizzato solo per le fresature a 4 assi.
CHK_SRF_STOCK_ALLOW
Specifica un valore per il sovrametallo da utilizzare con le superfici di controllo. Se è impostato il valore di default, cioè un trattino (-), il sistema ignora il parametro. Questo parametro è disponibile per le sequenze NC di fresatura che utilizzano la funzionalità Supfce controllo (Check Surfs), cioè le fresature di superfici, le fresature lungo una traiettoria, le fresature di profili e quelle locali che fanno riferimento a una sequenza NC di fresatura di superfici.
Prestate attenzione quando specificate CHK_SRF_STOCK_ALLOW per le sequenze NC in cui tutte le superfici della parte di riferimento vengono selezionate come superfici di controllo. |
TOOLPATH_CREATION_TYPE
In Fresatura superfici (Surface Milling) potete specificare le modalità di creazione del percorso utensile. I valori sono:
• BY_TOOL_CONTACT - L'utensile è sempre tangente alle linee di taglio create sulla superficie.
• BY_TOOL_CENTER - Il centro dell'utensile può essere sempre proiettato sul taglio definito sulle superfici lavorate, sulle superfici alternative o sul piano di sicurezza.
• AUTOMATICALLY - Il sistema decide automaticamente le modalità di creazione del percorso utensile.
Avanzamento (Feed)
ARC_FEED
Controlla l'avanzamento del taglio intorno agli archi. Il valore di default è un trattino (-) e in questo caso verrà utilizzato il parametro CUT_FEED. Se è impostato su 0, prima dell'istruzione CIRCLE verrà generata l'istruzione RAPID.
ARC_FEED_CONTROL
Determina il modo in cui viene calcolato il valore di avanzamento del taglio intorno agli archi. Le opzioni sono:
• TOOL_CENTER (valore di default) - La velocità di avanzamento generata per le istruzioni CIRCLE è sempre uguale al valore specificato per ARC_FEED.
• TOOL_PERIMETER - Il valore di avanzamento generato per le istruzioni CIRCLE viene modificato per assicurare che il punto di contatto tra l'utensile e il materiale si sposti con una velocità uguale al valore specificato per il parametro ARC_FEED. Questo significa che il valore del parametro ARC_FEED dovrà essere calcolato per ogni istruzione CIRCLE secondo le seguenti regole:
Per i raggi interni:
feed = ARC_FEED * (circle radius / (circle radius + CUTTER_DIAM/2))
Per i raggi esterni:
feed = ARC_FEED * (circle radius / (circle radius - CUTTER_DIAM/2))
• BY_ARC_RADIUS - Il valore di avanzamento che determina l'output delle istruzioni CIRCLE per ARC_FEED_RADIUS.
ARC_FEED_RADIUS
Quando impostate il valore di ARC_FEED_CONTROL su BY_ARC_RADIUS, la velocità di avanzamento generata per le istruzioni CIRCLE è quella indicata di seguito.
• Se il raggio delle istruzioni CIRCLE nel file CL è maggiore del valore di ARC_FEED_RADIUS, il valore generato è CUT_FEED.
• Se il raggio delle istruzioni CIRCLE nel file CL è minore del valore di ARC_FEED_RADIUS, il valore generato è ARC_FEED.
MAX_ARC_FEED
Consente di impostare la velocità di avanzamento massima quando l'utensile si sposta lungo l'arco in sequenze di fresatura, come Fresatura profilo (Profile Milling), Fresatura di traiettorie (Trajectory Milling) o Passata a matita in bitangenza (Pencil Tracing). Ciò è particolarmente utile nei casi in cui l'avanzamento ad arco nell'output CL è maggiore dell'avanzamento ad arco specificato nei parametri del passo quando il parametro ARC_FEED_CONTROL è impostato su TOOL_PERIMETER.
TRAVERSE_FEED
Consente di impostare un valore di avanzamento per tutti i movimenti laterali dell'utensile. Il valore di default è un trattino (-) e in questo caso il comando RAPID viene generato nel file CL.
WALL_PROFILE_CUT_FEED
Per determinati tipi di fresatura volumi ad alta velocità (quando SCAN_TYPE è impostato su SPIRAL_MAINTAIN_CUT_TYPE o SPIRAL_MAINTAIN_CUT_DIRECTION), consente di impostare un valore di avanzamento inferiore per il primo taglio, quando l'utensile taglia il materiale su entrambi i lati. Il valore di default è un trattino (-) e in questo caso verrà utilizzato il valore CUT_FEED.
INVERSE_FEED
Consente di specificare il valore di avanzamento inverso (ossia la velocità di rotazione), per le macchine con assi di rotazione. Questo parametro è disponibile solo per le sequenze NC a 4 e 5 assi. Se impostate INVERSE_FEED a YES (il valore di default è NO), prima della prima istruzione di avanzamento del taglio, nel file di dati CL verrà generata la riga seguente:
FEDRAT / INVERS, AUTO
Alla fine del file di dati CL, verrà generata la riga seguente:
FEDRAT / INVERS, OFF
RAMP_FEED
Vedi i parametri della categoria Entrata/uscita (Entry/Exit).
APPROACH_FEED
Vedi i parametri della categoria Entrata/uscita (Entry/Exit).
THREAD_FEED
Definisce il passo del filetto. Può essere utilizzato solo per le filettature.
THREAD_FEED_UNITS
TPI (valore di default), MMPR e IPR. Può essere utilizzato solo per le filettature.
EXIT_FEED
Vedi i parametri della categoria Entrata/uscita (Entry/Exit).
Macchina (Machine)
SPINDLE_SPEED
Determina la velocità di rotazione del mandrino della macchina (in RPM). Il valore di default è 1.
WALL_PROFILE_SPINDLE_SPEED
Per determinati tipi di fresatura volumi ad alta velocità (quando SCAN_TYPE è impostato su SPIRAL_MAINTAIN_CUT_TYPE o SPIRAL_MAINTAIN_CUT_DIRECTION), consente di impostare una velocità inferiore per il mandrino, quando l'utensile taglia il materiale su entrambi i lati. Il valore di default è un trattino (-) e in questo caso verrà utilizzato il valore SPINDLE_SPEED.
SPINDLE_SENSE
Determina la direzione di rotazione del mandrino. Il valore di default (CW) determina una rotazione in senso orario, mentre il valore CCW ne determina una in senso antiorario.
SPINDLE_RANGE
NO_RANGE (valore di default), LOW, MEDIUM, HIGH e NUMBER. Se è impostato su un valore diverso da NO_RANGE, l'intervallo verrà incluso nel comando SPINDL generato nel file di dati CL (ad esempio, "RANGE, LOW"). Se è impostato su NUMBER, nel comando SPINDL verrà utilizzato il valore del parametro RANGE_NUMBER (ad esempio, "RANGE, 4", dove 4 rappresenta il valore del parametro RANGE_NUMBER).
RANGE_NUMBER
Se il parametro SPINDLE_RANGE è impostato su NUMBER, nel comando SPINDL viene generato il valore del parametro RANGE_NUMBER. Il valore di default è 0.
MAX_SPINDLE_RPM
Se è impostato su un valore diverso dal trattino (-), che è il valore di default, al comando SPINDL viene aggiunto l'attributo MAXRPM.
SPEED_CONTROL
Il valore di default per il parametro SPEED_CONTROL è CONST_RPM (giri costanti al minuto). I valori CONST_SFM (superficie in piedi costante al minuto) e CONST_SMM (superficie in metri costante al minuto) vi consentono di controllare il valore di avanzamento sulla superficie di contatto tra l'utensile e il pezzo in lavorazione, allo scopo di creare una buona finitura.
CUTCOM
Controlla la compensazione dell'utensile. Le opzioni sono:
• ON - Attiva la compensazione dell'utensile nel file CL. La compensazione può essere a destra o a sinistra e dipende dai valori impostati per i parametri CUT_TYPE e SPINDLE_SENSE.
• OFF (valore di default) - Non viene fornita alcuna compensazione dell'utensile.
Le istruzioni CUTCOM non vengono generate per i movimenti di taglio.
CUTCOM_3D_COMP
Può essere utilizzato soltanto per le seguenti sequenze di fresatura a 3 assi:
• Profilo
• Fresatura a sacche
• Convenzionale
• Linea di taglio
• Superficie
Se è impostato su YES (il valore di default è NO), genera l'istruzione CUTCOM ON/OFF insieme all'istruzione MODE/3DCOMP ON/OFF. Il parametro genera inoltre le seguenti informazioni di vettore sotto i punti di dati CL:
• Vettore di utensile
• Vettore normale alla superficie del punto di contatto dell'utensile
CUTCOM_REGISTER
Specifica il numero del registro del controller che contiene i dati di compensazione dell'utensile. Il valore di default è 0.
NUMBER_CUTCOM_PTS
Specifica se i punti collineari nei movimenti di attacco e di uscita devono essere tolti o aggiunti. I valori sono:
• 0 - Rimuove i punti collineari.
• 1 - Non rimuove i punti collineari, per consentire l'implementazione corretta dell'istruzione Cutcom.
• n (dove n è un numero intero) - Lo spostamento di attacco, uscita o quello Cutcom viene diviso in n segmenti uguali tramite l'aggiunta di punti GOTO supplementari.
La seguente figura mostra il numero e la posizione di punti GOTO per i seguenti valori NUMBER_CUTCOM_PTS:
• NUMBER_CUTCOM_PTS 0 (punti collineari rimossi) - Diagramma schematico a sinistra.
• NUMBER_CUTCOM_PTS 1 - Diagramma schematico al centro.
• NUMBER_CUTCOM_PTS 2 - Diagramma schematico a destra.
1. Primo punto GOTO
2. Secondo punto GOTO
3. Terzo punto GOTO
4. Quarto punto GOTO
5. Spostamento di attacco
6. Movimento di taglio
7. Parte
CUTCOM_LOC_APPR
Specifica la posizione dell'istruzione CUTCOM sul movimento di attacco se sono stati specificati più punti "cutcom". Tali punti vengono numerati da 0 a n, dove n è il valore del parametro NUMBER_CUTCOM_PTS. Il valore di default è 1.
CUTCOM_LOC_EXIT
Specifica la posizione dell'istruzione CUTCOM sul movimento di uscita se sono stati specificati più punti "cutcom". Tali punti vengono numerati da 0 a n, dove n è il valore del parametro NUMBER_CUTCOM_PTS. Il valore di default è 0.
Le seguenti figure mostrano le posizioni e la numerazione di punti cutcom per lo spostamento di attacco e uscita se NUMBER_CUTCOM_PTS è 2.
1. Primo punto GOTO (punto cutcom 0)
2. Secondo punto GOTO (punto cutcom 1)
3. Terzo punto GOTO (punto cutcom 2)
4. Quarto punto GOTO
5. Quinto punto GOTO
6. Sesto punto GOTO (punto cutcom 0)
7. Settimo punto GOTO (punto cutcom 1)
8. Ottavo punto GOTO (punto cutcom 2)
9. Spostamento di attacco
10. Movimento di taglio
11. Spostamento uscita
12. Parte
HOLDER_DIAMETER
Insieme al parametro HOLDER_LENGTH, consente di utilizzare le quote del portautensile per eseguire il controllo automatico di tallonamento. Il valore di default è un trattino (-). Se specificate un valore, quest'ultimo comparirà anche quando vengono visualizzati i dati CL e quando l'utensile viene visualizzato nella finestra Anteprima (Preview) della finestra di dialogo Imposta utensile (Tool Setup). Utilizzabile per le fresature di traiettorie, convenzionali, di superfici basate su isolinee, per la sgrossatura, la nuova sgrossatura, la finitura e la lavorazione di angoli.
HOLDER_LENGTH
Insieme al parametro HOLDER_LENGTH, consente di utilizzare le quote del portautensile per eseguire il controllo automatico di tallonamento. Il valore di default è un trattino (-). Se specificate un valore, quest'ultimo comparirà anche quando vengono visualizzati i dati CL e quando l'utensile viene visualizzato nella finestra Anteprima (Preview) della finestra di dialogo Imposta utensile (Tool Setup). Utilizzabile per le fresature di traiettorie, convenzionali, di superfici basate su isolinee, per la sgrossatura, la nuova sgrossatura, la finitura e la lavorazione di angoli.
TIP_CONTROL_POINT
Se utilizzate un utensile a più punte per la sequenza NC, specificate la punta da utilizzare come punto di controllo per il calcolo del percorso utensile. I valori disponibili nell'elenco a discesa corrispondono al numero di punte dell'utensile che sono attualmente selezionate per la sequenza NC.
TLCHG_TIP_NUMBER
Per un utensile a più punte, specificate la punta da utilizzare come punto di controllo per tracciare il percorso utensile dal punto iniziale al punto finale, se definiti nella sequenza NC. I valori sono:
• INITIAL - Punta 1.
• CURRENT - Punta selezionata come TIP_CONTROL_POINT per la sequenza NC.
SMOOTH_RADIUS
Specifica il raggio per il raccordo o per la lavorazione di angoli levigati. Il valore minimo deve essere il 10% del diametro dell'utensile, se il parametro SMOOTH_SHARP_CORNERS è definito e non impostato su CONSTANT_RADIUS. Il valore massimo consentito è il 50% della distanza di avanzamento. L'arrotondamento d'angolo è disponibile per le connessioni linea-linea, linea-arco e arco-arco (se non sono tangenti). Disponibile per fresatura di volume, sgrossatura, nuova sgrossatura o fresatura locale, ma solo con Seq NC prec (Prev NC Seq).
Se l'operazione di raccordo non è possibile, Creo Parametric visualizza un messaggio. |
SMOOTH_SHARP_CORNERS
Specifica il modo in cui gli angoli vivi del percorso utensile vengono arrotondati durante la lavorazione. Disponibile per fresatura di volume, sgrossatura, nuova sgrossatura o fresatura locale, ma solo con Seq NC prec (Prev NC Seq).
• NO - Non viene utilizzato alcun raggio di arrotondamento durante la lavorazione degli angoli vivi del percorso utensile. Questa opzione rappresenta l'impostazione di default.
• CONSTANT_RADIUS - Arrotonda gli angoli vivi utilizzando un raggio di arrotondamento con un valore uguale a quello del parametro SMOOTH_RADIUS.
• RADIUS_BY_ANGLE - Arrotonda gli angoli vivi utilizzando un raggio di arrotondamento con un valore basato sui gradi dell'angolo vivo e sul valore SMOOTH_RADIUS, come indicato di seguito.
Angolo | Raggio di arrotondamento |
meno di 5 gradi | 10% del valore SMOOTH_RADIUS |
meno di 10 gradi | 20% del valore SMOOTH_RADIUS |
meno di 20 gradi | 40% del valore SMOOTH_RADIUS |
meno di 30 gradi | 60% del valore SMOOTH_RADIUS |
meno di 60 gradi | 80% del valore SMOOTH_RADIUS |
meno di 180 gradi | 100% del valore SMOOTH_RADIUS |
Per gli archi, l'angolo viene calcolato utilizzato la tangente corrispondente. |
• MAX_RADIUS - Arrotonda gli angoli vivi utilizzando il raggio più grande possibile, tra il 10% e il 100% del valore SMOOTH_RADIUS.
CORNER_SLOWDOWN
Specifica l'utilizzo di un rallentamento progressivo nella velocità di avanzamento prima di un angolo, seguito da un'accelerazione alla velocità di avanzamento taglio dopo l'angolo. Il valore di default è NO. Disponibile per fresatura di volume, sgrossatura, nuova sgrossatura o fresatura locale, ma solo con Seq NC prec (Prev NC Seq).
Se il rallentamento non è possibile, Creo Parametric visualizza un messaggio. |
SLOWDOWN_LENGTH
Specifica la lunghezza dello spostamento per il rallentamento. La stessa lunghezza viene utilizzata per l'accelerazione dopo l'angolo. La lunghezza viene misurata dallo spigolo vivo o dall'inizio dell'eventuale raccordo di arrotondamento. Se uno degli spigoli è un arco, la distanza viene misurata lungo l'arco. Disponibile per fresatura di volume, sgrossatura, nuova sgrossatura o fresatura locale, ma solo con Seq NC prec (Prev NC Seq).
SLOWDOWN_PERCENT
Specifica la velocità di avanzamento alla fine del rallentamento. Ad esempio, se la velocità di avanzamento taglio è 30 pollici al minuto e il valore SLOWDOWN_PERCENT è 10, tale velocità al termine del rallentamento sarà 3 pollici al minuto. Disponibile per fresatura di volume, sgrossatura, nuova sgrossatura o fresatura locale, ma solo con Seq NC prec (Prev NC Seq).
NUMBER_SLOWDOWN_STEPS
Specifica il numero di passi in cui ha luogo il rallentamento. Un maggior numero di passi determina un rallentamento più graduale. A ogni passo, la velocità di avanzamento si riduce di (100-SLOWDOWN_PERCENT)/NUMBER_SLOWDOWN_STEPS. Disponibile per fresatura di volume, sgrossatura, nuova sgrossatura o fresatura locale, ma solo con Seq NC prec (Prev NC Seq).
Durante l'accelerazione dopo l'angolo, il numero di passi viene dimezzato.
Entrata/uscita (Entry/Exit)
RAMP_ANGLE
Determina l'angolo con cui l'utensile attacca il pezzo in lavorazione durante un taglio a tuffo. Il valore di default per RAMP_ANGLE è 90, che risulta parallelo all'asse Z. Questo parametro non può essere utilizzato per le sequenze NC di sfacciatura o lungo una traiettoria.
RAMP_FEED
Determina la velocità con cui l'utensile si sposta quando attacca il pezzo in lavorazione durante un taglio a tuffo. Il valore di default è un trattino (-) e in questo caso verrà utilizzato il parametro CUT_FEED. Questo parametro non può essere utilizzato per le sequenze NC di sfacciatura o lungo una traiettoria.
CLEAR_DIST
Determina la distanza di sicurezza sopra la superficie da fresare (ad esempio, il livello della fetta precedente) alla quale finisce il movimento rapido e inizia il movimento specificato dal parametro PLUNGE_FEED. Il valore di default non è impostato (è visualizzato come "–1").
PULLOUT_DIST
Specifica l'altezza sopra il livello del taglio (ad esempio, la fetta appena fresata) fino alla quale la punta dell'utensile eseguirà una retrazione con una velocità determinata dal valore del parametro CUT_FEED e dopo la quale utilizzerà il valore del parametro RETRACT_FEED. Se specificate il valore di default, cioè il trattino (-), tale distanza sarà uguale a 0.
INTER_RET_HEIGHT
Specifica la distanza di retrazione dell'utensile sopra il livello del taglio per eseguire movimenti rapidi intermedi. Il valore di default è un trattino (-) e in questo caso l'utensile eseguirà una retrazione fino alla superficie di retrazione. Applicabile per la sfacciatura.
LEAD_IN
Se è impostato su YES, nella profilatura consente l'attacco dell'utensile sul pezzo in lavorazione lungo un percorso circolare tangente. Il raggio dell'arco è impostato tramite il parametro LEAD_RADIUS e l'angolo dell'arco tramite ENTRY_ANGLE. Potete specificare anche la lunghezza della porzione rettilinea adiacente alla traiettoria di attacco utilizzando il parametro TANGENT_LEAD_STEP e la lunghezza di un segmento rettilineo normale alla traiettoria di attacco utilizzando il parametro NORMAL_LEAD_STEP.
Per i contorni chiusi, se il punto iniziale non è stato impostato, l'utensile entrerà in una posizione determinata dal sistema. Per modificare tale posizione, specificate un asse per il punto iniziale. L'utensile entrerà nel punto del profilo più vicino all'asse del punto iniziale.
La seguente figura mostra LEAD_IN e LEAD_OUT.
1. ENTRY_ANGLE
2. LEAD_RADIUS
3. LEAD_IN
4. LEAD_OUT
5. NORMAL_LEAD_STEP
6. TANGENT_LEAD_STEP
7. EXIT_ANGLE
8. LEAD_IN
9. Punto iniziale
10. LEAD_OUT
11. Profilo aperto
12. Profilo chiuso
Se un contorno chiuso contiene più loop, i parametri LEAD_IN e LEAD_OUT verranno applicati a ciascun loop.
Se LEAD_IN è impostato su YES con un raggio nullo, l'utensile si sposterà direttamente sul punto più vicino al punto iniziale specificato e inizierà il taglio. Se LEAD_IN è impostato su NO, il taglio inizierà dal punto di default del contorno determinato dal sistema. La seguente figura mostra a sinistra il percorso utensile per LEAD_IN impostato su NO, mentre a destra il percorso utensile per LEAD_IN impostato su YES e LEAD_RADIUS impostato su 0.
1. Inizio di default del contorno
2. Asse del punto iniziale
3. Percorso utensile
4. Asse del punto iniziale
5. Percorso utensile
LEAD_OUT
Nella profilatura, consente l'uscita dell'utensile dal pezzo in lavorazione lungo un percorso circolare tangente. Funziona in modo analogo a LEAD_IN. Se è stato specificato il punto finale, il parametro LEAD_OUT utilizzerà tale punto, altrimenti utilizzerà il valore di default dell'arco di 90 gradi (e il punto di uscita di default per i contorni chiusi).
LEAD_RADIUS
Raggio del movimento circolare tangenziale dell'utensile durante l'attacco o l'uscita. Il valore di default è 0.
TANGENT_LEAD_STEP
Specifica la lunghezza del movimento lineare che è tangente al movimento circolare di attacco o di uscita. Il valore di default è 0.
NORMAL_LEAD_STEP
Specifica la lunghezza del movimento lineare che è normale alla porzione tangente del movimento di attacco o di uscita. Il valore di default è 0.
HELICAL_DIAMETER
Sostituisce il movimento di entrata in Z tra le fette (per le fresature di sgrossatura di volumi) con un movimento di entrata elicoidale. Il diametro elicoidale è costituito dalla parte esterna dell'utensile mentre questo si avvicina all'inizio di una fetta di sgrossatura; l'angolo di discesa è definito dal valore del parametro RAMP_ANGLE. Se è stato specificato un asse per il punto iniziale, il centro elicoidale coinciderà con la posizione dell'asse. Se il movimento elicoidale viola il volume di fresatura, il sistema emetterà un messaggio di avvertenza e interromperà la lavorazione. Se non è stato specificato un asse per il punto iniziale, il movimento elicoidale verrà creato nel punto più vicino al punto iniziale della fetta inferiore. Per spostarsi dall'estremità finale della fetta precedente, l'utensile effettuerà un movimento verso l'alto rispetto alla superficie per una distanza uguale al valore del parametro PULLOUT_DISTANCE e si sposterà orizzontalmente in funzione del parametro RETRACT_FEED fino al punto iniziale dell'entrata elicoidale nella fetta inferiore. Se avete specificato le pareti di attacco per la sequenza NC, quando l'utensile si sposta verso il basso all'esterno delle pareti di attacco, non verrà creato un movimento elicoidale. Tuttavia, tale movimento verrà creato se l'utensile si sposta verso il basso all'interno del volume di fresatura. Il valore di default di HELICAL_DIAMETER è (-) e in questo caso il movimento elicoidale non viene eseguito.
APPR_EXIT_EXT
Può essere utilizzato solo per le fresature di volume e definisce la distanza massima tra il perimetro dell'utensile e la parete di attacco del volume di fresatura per movimenti di attacco e di uscita all'interno di una fetta.
APPR_EXIT_PATH
Questo parametro può essere utilizzato per le fresature di profili e per le passate di profilatura di sequenze NC di fresatura di volumi. Esegue la sbavatura del percorso di sketch di attacco o di uscita utilizzando il profilo della corsa utensile di profilatura. Per il percorso di attacco, verrà mantenuta solo la prima porzione, dal punto iniziale fino alla prima intersezione con il profilo di profilatura. Per il percorso di uscita, verrà mantenuta solo l'ultima porzione, dall'ultima intersezione con il profilo di profilatura al punto finale. Se specificate di non sbavare il percorso di attacco/uscita, l'utensile seguirà tutto il percorso di sketch. I valori sono:
• TRIM_BOTH (valore di default) - Viene eseguita la sbavatura sia del percorso di attacco che del percorso di uscita.
• TRIM_APPROACH - Viene eseguita solo la sbavatura del percorso di attacco.
• TRIM_EXIT - Viene eseguita solo la sbavatura del percorso di uscita.
• TRIM_NONE - Non viene eseguita la sbavatura dei percorsi di attacco/uscita.
1. Percorso di attacco
2. Percorso di attacco (di sbavatura)
APPR_EXIT_HEIGHT
Questo parametro può essere utilizzato solo per le fresature locali, di volumi e di profili e per le scanalature. Controlla la profondità del percorso di attacco e di uscita specificato utilizzando l'opzione Def fetta (Build Slice). Le opzioni sono:
• DEPTH_OF_CUT (valore di default) - Il percorso di attacco/uscita per ogni passata (comprese la prima e l'ultima) si troverà alla profondità del punto iniziale/finale della passata.
• RETRACT_PLANE - I movimenti di attacco/uscita vengono eseguiti al livello del piano di sicurezza.
OVERTRAVEL_DISTANCE
Per le fresature convenzionali a 3 assi, specifica la distanza di extra corsa dell'utensile rispetto al limite della superficie sia all'inizio che alla fine di ogni passata.
APPROACH_DISTANCE
Specifica la lunghezza dei movimenti di attacco. Per le sfacciature, specifica anche la distanza aggiuntiva (rispetto al parametro START_OVERTRAVEL) misurata tra l'utensile e il limite della superficie per la prima passata in ogni fetta. Se specificate il valore di default, cioè il trattino (-), tale distanza sarà uguale a 0.
EXIT_DISTANCE
Specifica la lunghezza dei movimenti di uscita. Per le sfacciature, specifica anche la distanza aggiuntiva (rispetto al parametro END_OVERTRAVEL) di extra corsa dell'utensile rispetto al limite della superficie per l'ultima passata in ogni fetta. Se specificate il valore di default, cioè il trattino (-), tale distanza sarà uguale a 0.
APPROACH_FEED
Determina la velocità con cui l'utensile si avvicina alla superficie durante una sequenza NC di sfacciatura o di fresatura di traiettorie. Il valore di default è un trattino (-) e in questo caso verrà utilizzato il parametro CUT_FEED.
Il parametro APPROACH_FEED per la fresatura di traiettorie a 2 assi funziona solo se il valore del parametro LEAD_IN è impostato su Yes.
EXIT_FEED
Determina la velocità di extra corsa dell'utensile rispetto allo spigolo della superficie durante una sequenza NC di sfacciatura o di fresatura di traiettorie. Il valore di default è un trattino (-) e in questo caso verrà utilizzato il parametro CUT_FEED.
Il parametro EXIT_FEED per la fresatura di traiettorie a 2 assi funziona solo se il valore del parametro LEAD_OUT è impostato su Yes.
CLEARANCE_EDGE
Specifica il punto dell'utensile che deve essere utilizzato per misurare i movimenti di uscita e di extra corsa quando l'utensile lascia il materiale:
• HEEL (valore di default) - Estremità esterna dell'utensile.
• CENTER - Centro dell'utensile.
• LEADING_EDGE - Spigolo guida dell'utensile.
Può essere utilizzato solo per le sfacciature.
ENTRY_EDGE
Specifica il punto dell'utensile che deve essere utilizzato per misurare i movimenti di attacco e di extra corsa quando l'utensile si avvicina al materiale:
• LEADING_EDGE (valore di default) - Spigolo guida dell'utensile.
• CENTER - Centro dell'utensile.
• HEEL - Estremità esterna dell'utensile.
Può essere utilizzato solo per le sfacciature.
APPROACH_TYPE
Consente di creare automaticamente un movimento di attacco nella fresatura per filetti.
Nelle operazioni di filettatura, i valori sono:
• RADIAL - Il movimento di attacco sarà costituito da una linea retta normale al movimento di taglio e sarà controllato dal parametro APPROACH_DISTANCE.
• HELICAL - L'utensile eseguirà il movimento di attacco all'inizio del movimento di taglio con un movimento elicoidale controllato dai parametri ENTRY_ANGLE e APPROACH_DISTANCE.
• NONE - Non viene generato alcun movimento di attacco.
EXIT_TYPE
Consente di creare automaticamente un movimento di uscita nella fresatura per filetti.
Nelle operazioni di filettatura, i valori sono:
• RADIAL - Il movimento di uscita sarà costituito da una linea retta normale al movimento di taglio e sarà controllato dal parametro EXIT_DISTANCE.
• HELICAL - L'utensile uscirà dal movimento di taglio con un movimento elicoidale controllato dai parametri EXIT_ANGLE e EXIT_DISTANCE.
• NONE - Non viene generato alcun movimento di uscita.
ENTRY_ANGLE
L'angolo dell'arco creato dal movimento circolare dell'utensile durante l'entrata. Viene utilizzato durante la creazione dei movimenti guida in entrata. Il valore di default è 90.
Nelle filettature, definisce l'angolo del movimento di attacco elicoidale. Se l'angolo è uguale a 0, verrà creato un movimento elicoidale che conterrà un solo punto. Avete comunque la possibilità di modificare i parametri di questo movimento.
EXIT_ANGLE
Determina l'angolo dell'arco creato dal movimento circolare dell'utensile durante l'uscita. Viene utilizzato durante la creazione dei movimenti di uscita. Il valore di default è 90.
Nelle filettature, definisce l'angolo del movimento di uscita elicoidale. Se l'angolo è uguale a 0, verrà creato un movimento elicoidale che conterrà un solo punto. Avete comunque la possibilità di modificare i parametri di questo movimento.
CUT_ENTRY_EXT
Per le fresature di superfici e le lavorazioni truciolari, specifica il tipo di movimento di entrata di default per i tagli intermedi. I valori del parametro corrispondono ai tipi di movimento di entrata Ogni taglio (Each Cut) disponibili nella finestra di dialogo Movim entrata/uscita (Entry/Exit Move).
CUT_EXIT_EXT
Per le fresature di superfici e le lavorazioni truciolari, specifica il tipo di movimento di uscita di default per i tagli intermedi. I valori del parametro corrispondono ai tipi di movimento di uscita Ogni taglio (Each Cut) disponibili nella finestra di dialogo Movim entrata/uscita (Entry/Exit Move).
INITIAL_ENTRY_EXT
Per le fresature di superfici e le lavorazioni truciolari, specifica il tipo di movimento di entrata di default per il primo taglio. I valori del parametro corrispondono ai tipi di movimento di entrata Primo taglio (First Cut) disponibili nella finestra di dialogo Movim entrata/uscita (Entry/Exit Move).
FINAL_EXIT_EXT
Per le fresature di superfici e le lavorazioni truciolari, specifica il tipo di movimento di uscita di default per l'ultimo taglio. I valori del parametro corrispondono ai tipi di movimento di uscita Ultimo taglio (Last Cut) disponibili nella finestra di dialogo Movim entrata/uscita (Entry/Exit Move).
CUT_ENTRY_EXT_FLIP
Inverte la direzione di taglio dei seguenti movimenti di entrata definiti utilizzando il parametro CUT_ENTRY_EXT in una sequenza di fresatura di traiettorie.
• LEAD_IN
• LEAD_OUT
• NORMALE
• HELICAL
CUT_EXIT_EXT_FLIP
Inverte la direzione di taglio dei seguenti movimenti di uscita definiti utilizzando il parametro CUT_EXIT_EXT in una sequenza di fresatura di traiettorie.
• LEAD_IN
• LEAD_OUT
• NORMALE
• HELICAL