Paramètres de fraisage à grande vitesse
Paramètres communs aux séquences d'ébauche, de reprise d'ébauche, de finition, de reprise de finition et géodésique à grande vitesse
• DECALAGE_AXE (AXIS_SHIFT) : spécifie le décalage d'axe de l'outil le long du brut. Vous permet de déplacer les données CL le long de l'axe de l'outil. Lorsque ce paramètre est réglé sur une valeur positive, il déplace toutes les données CL vers le bas le long de l'axe de l'outil. Lorsqu'il est réglé sur une valeur négative, il déplace les données CL vers le haut.
Valeur par défaut : 0
• SUREPAISSEUR (BOTTOM_STOCK_ALLOW) : spécifie la quantité de brut qui doit rester après une séquence sur des surfaces planes parallèles au plan de retrait.
Par défaut : -
• DISTANCE_SECURITE (CLEAR_DIST) : spécifie la distance de sécurité au-dessus de la surface à fraiser à laquelle le mouvement rapide se termine et où l'avance appropriée commence.
Valeur par défaut : basée sur la relation interne après la définition de l'outil.
• ANGLE_BALAYAGE (CUT_ANGLE) : spécifie l'angle entre la direction de coupe et l'axe X du repère de la séquence CN. Le paramètre n'est pas disponible pour un type d'usinage 3+2 axes.
Valeur par défaut : 0
Seule la valeur TYPE_1 (TYPE_1) est applicable pour le paramètre TYPE_BALAYAGE (SCAN_TYPE) dans les séquences d'ébauche et de reprise d'ébauche UGV. De même, le paramètre COUPES_PARALLELES (PARALLEL_CUTS) est applicable pour les séquences de finition et de reprise de finition UGV.
• TYPE_DE_COUPE (CUT_TYPE) : spécifie le type de coupe. Combiné au paramètre SENS_DE_ROTATION (SPINDLE_SENSE), ce paramètre contrôle la position de la matière par rapport à l'outil lorsque ce dernier enlève de la matière.
Valeur par défaut : En avalant (Climb)
Les options disponibles sont les suivantes :
◦ En opposition (Upcut)
◦ Zig-Zag (Zig-Zag)
◦ Spirale (Spiral) : disponible dans les séquences de finition UGV, de reprise de finition UGV et d'ébauche 5 axes. Cette option n'est pas prise en charge pour les options COUPES_PARALLELES (PARALLEL_CUTS) et SURF_PLANES (FLAT_LANDS).
• HAUTEUR_FIN (END_HEIGHT) : spécifie la hauteur de fin relative aux tranches. Le paramètre n'est pas disponible pour un type d'usinage 3+2 axes.
Par défaut : -
• JEU_PORTE_OUTIL (HOLDER_CLEARANCE) : spécifie la distance minimale autorisée entre le porte-outil et la surface usinée. Ce paramètre est associé à une distance de sécurité d'usinage définie.
Valeur par défaut : 0.2 mm. Pour les étapes d'ébauche et de reprise d'ébauche 3+2 axes, de finition et de reprise de finition 5 axes converties, d'ébavurage automatique et d'ébauche et de reprise d'ébauche 5 axes, la valeur par défaut de ce paramètre est de 2 mm.
• DIST_RETRAIT (PULLOUT_DIST) : spécifie la hauteur au-dessus du niveau usiné, correspondant par exemple à la tranche qui vient d'être fraisée, jusqu'à laquelle la pointe de l'outil se rétracte en position VITESSE_RETOUR (PULLOUT_FEED), puis passe en position VITESSE_RAPIDE (FREE_FEED). Si le paramètre VITESSE_RETOUR (PULLOUT_FEED) n'est pas défini, l'outil se retire à AVANCE_COUPE (CUT_FEED), puis passe en position VITESSE_RAPIDE (FREE_FEED). Si le paramètre VITESSE_RAPIDE (FREE_FEED) n'est pas défini, l'outil se rétracte en position Rapide (Rapid).
Par défaut : -
• HAUTEUR_CRETE (SCALLOP_HGT) : spécifie la hauteur d'écrêtage maximale autorisée pour contrôler le décalage de passe de l'outil. Ce paramètre s'applique aux passes de décalage horizontales et à tous les types de balayage à l'exception de CHARGE_CONSTANTE (CONSTANT_LOAD).
Par défaut : -
• BALAYAGE_TRANCHE (SLICE_PATH_SCAN) : spécifie l'ordre d'usinage de plusieurs passes dans plusieurs profondeurs de passe ou tranches.
Valeur par défaut : PASSE_PAR_PASSE (PASS_BY_PASS)
Les options disponibles sont les suivantes :
◦ PASSE_PAR_PASSE (PASS_BY_PASS) : active l'usinage par région. L'outil exécute toutes les tranches d'une région, puis se déplace pour usiner la région suivante.
◦ TRANCHE_PAR_TRANCHE (SLICE_BY_SLICE) : active l'usinage par tranche. L'outil commence par usiner toutes les premières tranches des régions une par une, puis passe aux secondes tranches.
• HAUTEUR DE DEPART (START_HEIGHT) : spécifie la hauteur de départ relative aux tranches. Le paramètre n'est pas disponible pour un type d'usinage 3+2 axes.
Par défaut : -
• DECALAGE_PASSES (STEP_OVER) : spécifie le paramètre permettant de contrôler la profondeur de coupe latérale.
Valeur par défaut : basée sur la relation interne après la définition de l'outil.
Dans le cas d'un balayage de type CHARGE_CONSTANTE (CONSTANT_LOAD), le décalage de passe devient le décalage de passe maximal. Selon la charge de l'outil, la valeur de décalage de passe peut être diminuée. Dans le cas d'un balayage de type CHARGE_CONSTANTE (CONSTANT_LOAD), il est recommandé de définir une valeur de DECALAGE_PASSES (STEP_OVER) qui soit inférieure ou égale à 50 % du diamètre de l'outil.
DECALAGE_PASSES (STEP_OVER) doit avoir une valeur positive inférieure ou égale au diamètre de l'outil de coupe.
• TOLERANCE (TOLERANCE) : les machines-outils se déplacent par petits incréments en ligne droite afin d'approximer une géométrie courbe. Spécifie la distance maximale de déviation de la ligne droite par rapport à la géométrie courbe.
Valeur par défaut : 0.06 mm pour les séquences d'ébauche et de reprise d'ébauche UGV.
Valeur par défaut : 0.025 mm pour les séquences de finition et de reprise de finition UGV.
• AJUSTER_TRAJ_OUTIL_SUR_PORTE_OUTIL (TRIM_TOOLPATH_ON_HOLDER) : divise la trajectoire de l'outil en zones de collision et de non-collision, à condition que les paramètres DIAMETRE_PORTE_OUTIL (HOLDER_DIAMETER) et LONGUEUR_PORTE_OUTIL (HOLDER_LENGTH) aient été définis. Dans la zone de collision, le porte-outil entre en collision avec la pièce de référence et la trajectoire d'outil est ajustée, alors qu'il n'existe aucune collision dans la zone de non-collision. La trajectoire de l'outil qui en résulte est une combinaison de toutes les zones de non collision.
Par défaut : OUI (YES)
Dans les séquences d'ébauche et de reprise d'ébauche UGV, ce paramètre n'est pas pris en charge si le paramètre TYPE_BALAYAGE (SCAN_TYPE) est défini sur TYPE_1 (TYPE_1) et que le paramètre OPTION_EBAUCHE (ROUGH_OPTION) est défini sur EBAUCHE_SEULE (ROUGH_ONLY).
Paramètres d'ébauche et de reprise d'ébauche UGV pour les mouvements de section
• TYPE_BALAYAGE (SCAN_TYPE) : spécifie la façon dont un outil de fraisage balaie la section horizontale d'un volume de fraisage et évite les îlots.
Valeur par défaut : CHARGE_CONSTANTE (CONSTANT_LOAD)
Les options disponibles sont les suivantes :
◦ TYPE_1 (TYPE_1) : crée des coupes parallèles à différentes profondeurs. Cette option n'est pas disponible pour un type d'usinage 3+2 axes.
La valeur TYPE_1 (TYPE_1) du paramètre TYPE_BALAYAGE (SCAN_TYPE) est remplacée par CHARGE_CONSTANTE (CONSTANT_LOAD) lorsque vous sélectionnez un usinage 3+2 axes. Si vous revenez par la suite à un usinage 3 axes, le type de balayage CHARGE_CONSTANTE (CONSTANT_LOAD) reste effectif. |
◦ TYPE_SPIRAL (TYPE_SPIRAL) : génère une trajectoire d'outil en spirale.
◦ CHARGE_CONSTANTE (CONSTANT_LOAD) : offre l'assurance que les paramètres de coupe restent quasiment constants. Elle offre des améliorations par rapport aux stratégies d'ébauche à passes constantes en opposition. Cette stratégie évite les coupes pleine largeur en mesurant continuellement le volume d'engagement de l'outil dans la matière et en enlevant progressivement de la matière du brut restant. La charge stable sur l'outil offre une vitesse d'enlèvement de matière accrue à des vitesses d'avance supérieures et réduit le temps d'usinage global.
• OPTION_EBAUCHE (ROUGH_OPTION) : spécifie si une passe de contournage doit ou non se produire pendant l'ébauche ou la reprise d'ébauche. Le paramètre n'est pas disponible pour les séquences d'ébauche 3+2 axes et crée par défaut des séquences sans passe de contournage.
Valeur par défaut : EBAUCHE_SEULE (ROUGH_ONLY)
◦ EBAUCHE_SEULE (ROUGH_ONLY) : crée une séquence CN sans contournage.
◦ EBAUCHE_ET_CONTOUR (ROUGH_AND_PROF) : crée une séquence CN qui ébauche et contourne le brut dans la fenêtre de fraisage. Elle s'applique aux types de balayages TYPE_1 (TYPE_1), TYPE_SPIRAL (TYPE_SPIRAL) et CHARGE_CONSTANTE (CONSTANT_LOAD).
L'option ZIG_ZAG (ZIG_ZAG) du paramètre TYPE_DE_COUPE (CUT_TYPE) n'est pas prise en charge pour les passes de contournage. |
• AJUST_TRANCHE_INTERMEDIAIRE (INTERMEDIATE_SLICE_ADJUST) : définit le moment où les tranches intermédiaires doivent être créées. Utilisez cette option en association avec le paramètre NBRE_TRANCHES_INTERMEDIAIRES (NUMBER_INTERMEDIATE_SLICES).
Valeur par défaut : PENDANT (DURING)
◦ PENDANT (DURING) : crée les tranches intermédiaires pendant les passes d'usinage.
◦ APRES (AFTER) : crée les tranches intermédiaires après l'usinage de la dernière tranche.
• LIMITE_BRUT (TRIM_TO_WORKPIECE) : cliquez sur OUI (YES) pour limiter la trajectoire d'outil aux frontières du brut afin d'éviter l'usinage à vide.
Par défaut : NON (NO)
Paramètres d'ébauche et de reprise d'ébauche UGV pour les profondeurs et surépaisseurs de coupe
• SUREPAISSEUR_EBAUCHE (ROUGH_STOCK_ALLOW) : définit la quantité de brut qui doit rester dans la direction radiale après l'ébauche.
Valeur par défaut : 0
• SUREPAIS_CONTOUR (PROF_STOCK_ALLOW) : quantité de brut restant après l'ébauche pour la découpe du profilé. Ce paramètre signifie une surépaisseur différente pour les découpes du profilé. La valeur de SUREPAIS_CONTOUR (PROF_STOCK_ALLOW) doit être inférieure ou égale à celle de SUREPAISSEUR_EBAUCHE (ROUGH_STOCK_ALLOW).
Par défaut : la valeur par défaut est "–".
Notez les points suivants lorsque la valeur par défaut de SUREPAIS_CONTOUR (PROF_STOCK_ALLOW) est "–" :
◦ Si le paramètre TYPE_BALAYAGE (SCAN_TYPE) est défini sur TYPE_SPIRAL (TYPE_SPIRAL) ou CHARGE_CONSTANTE (CONSTANT_LOAD), seules les passes d'ébauche sont générées, et les passes de contournage ne sont pas générées. Les passes d'ébauche sont générées quel que soit le paramètre OPTION_EBAUCHE (ROUGH_OPTION) défini comme EBAUCHE_ET_CONTOUR (ROUGH_AND_PROF).
◦ Si le paramètre TYPE_BALAYAGE (SCAN_TYPE) est défini sur TYPE_1 (TYPE_1), les passes de contournage sont générées en même temps que les passes d'ébauche lorsque le paramètre OPTION_EBAUCHE (ROUGH_OPTION) est défini sur EBAUCHE_ET_CONTOUR (ROUGH_AND_PROF).
1. SUREPAIS_CONTOUR
2. SUREPAISSEUR_EBAUCHE
3. Poche
• Si le paramètre OPTION_EBAUCHE (ROUGH_OPTION) est défini sur EBAUCHE_ET_CONTOUR (ROUGH_AND_PROF) et que vous définissez une valeur de SUREPAIS_CONTOUR (PROF_STOCK_ALLOW) supérieure à la valeur de SUREPAISSEUR_EBAUCHE (ROUGH_STOCK_ALLOW), un message d'erreur s'affiche. • Une valeur négative de SUREPAIS_CONTOUR (PROF_STOCK_ALLOW) ne doit pas dépasser le rayon de coin défini pour l'outil spécifié. Si la valeur spécifiée est supérieure au rayon de coin, un message d'erreur s'affiche. |
• PROF_PASSE_MAX (MAX_STEP_DEPTH) : spécifie la profondeur de passe maximale autorisée. Après avoir recherché les positions de la tranche la plus élevée et de la tranche la plus basse, le système calcule la profondeur de passe réelle, qui est inférieure ou égale à la valeur PROF_PASSE_MAX (MAX_STEP_DEPTH) spécifiée.
Valeur par défaut : basée sur la relation interne après la définition de l'outil.
Vous pouvez modifier la relation à partir de la boîte de dialogue Relations (Relations) ou en spécifier la valeur.
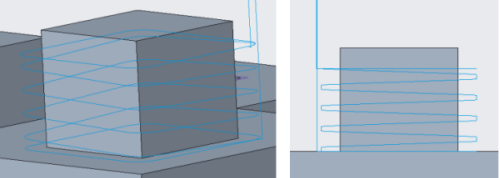
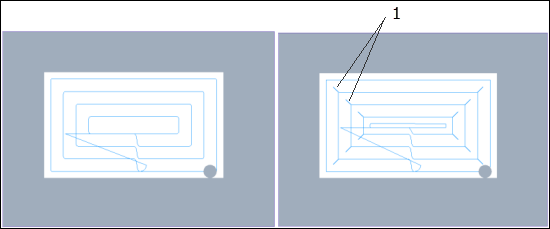
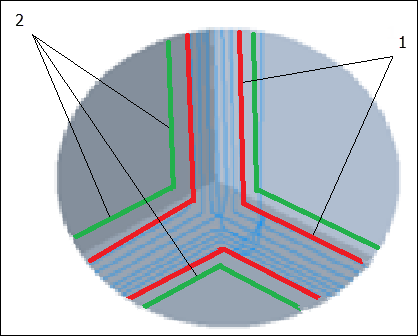
• USINER_SURF_PLANES (MACHINE_FLATLANDS) : sélectionnez cette option pour usiner les vraies surfaces planes des pièces de moule. Cette option vous aide à usiner des surfaces planes sur l'axe Z, telles que des surfaces de joint.
Par défaut : OUI (YES)
Si ce paramètre est défini sur NON (NO), il crée des tranches Z constantes sans ajuster la profondeur de passe. Dans ce cas, il existe un risque de brut restant sur les surfaces planes, qui peut correspondre plus ou moins à la surépaisseur définie.
1. Cette option est définie sur NON (NO). Les surfaces bleues dans l'image correspondent à la matière restante après l'usinage.
2. Cette option est définie sur OUI (YES). L'outil usine toutes les surfaces planes sans laisser aucune matière.
• LARGEUR_MIN (MINIMUM_WIDTH) : spécifie la largeur minimale. Les zones dont la largeur est inférieure à la largeur spécifiée ne sont pas usinées. Applicable lorsque le paramètre USINER_SURF_PLANES (MACHINE_FLATLANDS) est activé.
Valeur par défaut : 1 mm
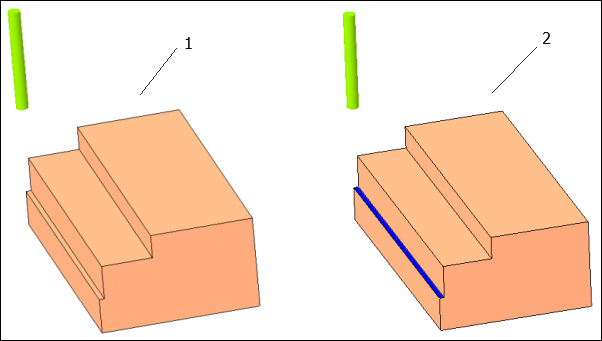
1. La largeur minimale est définie sur 0. L'outil usine toutes les surfaces planes sans laisser aucune matière.
2. Les zones plates dont la largeur est inférieure à la largeur spécifiée ne sont pas usinées. La largeur de la surface bleue est inférieure à la largeur spécifiée.
• TYPE_FILTRE (FILTER_TYPE) : sélectionnez le type de région à filtrer pendant l'usinage. Ce paramètre est spécifié par rapport au pourcentage de seuil du diamètre de l'outil. Il permet d'éviter l'usinage des régions inutiles.
Valeur par défaut : CERCLE_INSCRIT (INSCRIBED_CIRCLE)
Les options disponibles sont les suivantes :
◦ CERCLE_INSCRIT (INSCRIBED_CIRCLE) : indique que la largeur de région maximale filtrée est un diamètre de cercle, qui est inscrit dans la trajectoire d'outil d'une telle région.
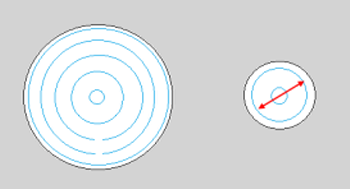
◦ LONGUEUR_DIAGONALE (DIAGONAL_LENGTH) : indique que la largeur de région maximale est une diagonale de boîte englobante alignée sur l'axe qui entoure la trajectoire d'outil dans cette région.

• VALEUR_SEUIL_POURCENT (THRESHOLD_VALUE_PERCENT) : spécifie la valeur de seuil en pourcentage du diamètre de l'outil. Cette valeur détermine la largeur d'une région à filtrer pendant l'usinage.
Valeur par défaut : 0 %
Ce paramètre fonctionne en association avec le paramètre TYPE_FILTRE (FILTER_TYPE).
• ENLEVER_BAVURES_COINS (REMOVE_CORNER_PEGS) : ajoute une trajectoire d'outil supplémentaire autour des coins qui enlève les petites bavures de matière dans les coins. Ces bavures apparaissent lorsque le décalage de passe est tellement important qu'il reste de la matière entre les passes.
Par défaut : NON (NO)
Ce paramètre s'applique au type de balayage TYPE_SPIRAL (TYPE_SPIRAL).
1. Trajectoire d'outil supplémentaire qui enlève les bavures dans les coins
• NBRE_TRANCHES_INTERMEDIAIRES (NUMBER_INTERMEDIATE_SLICES) : spécifie le nombre de tranches à créer. La tranche intermédiaire est une tranche de contournage entre les tranches d'ébauche. Le paramètre AJUST_TRANCHE_INTERMEDIAIRE (INTERMEDIATE_SLICE_ADJUST) détermine le moment où les tranches sont créées.
Valeur par défaut : 0
Il ne s'applique pas à la géométrie verticale.
1. La définition de ce paramètre sur la valeur 2 entraîne la création de deux tranches intermédiaires.
2. Ebauche principale
• DETECTER_PLUS_EPAIS (DETECT_THICKER_THAN) : spécifie l'épaisseur. Ce paramètre permet d'éviter l'usinage des zones dans lesquelles la quantité de matière du brut est inférieure à la valeur de seuil d'épaisseur spécifiée.
Uniquement applicable pour les séquences de reprise d'ébauche.
Valeur par défaut : 0.1 mm
• SUREPAISSEUR_EBAUCHE_PRECEDENTE (PREVIOUS_ROUGH_STOCK_ALLOW) : spécifie la quantité de brut laissée par la partie d'ébauche précédente de la trajectoire d'outil.
Uniquement applicable lorsque l'option Outil de coupe de référence (Reference Cutting Tool) est sélectionnée en tant que référence dans l'onglet Références (References). Le paramètre n'est pas disponible pour un type d'usinage 3+2 axes.
Valeur par défaut : 0
• SUREPAISSEUR_PRECEDENTE (PREVIOUS_BOTTOM_STOCK_ALLOW) : spécifie la quantité de brut laissée par la partie d'ébauche précédente de la trajectoire d'outil sur la surface parallèle au plan de retrait.
Uniquement applicable lorsque l'option Outil de coupe de référence (Reference Cutting Tool) est sélectionnée en tant que référence dans l'onglet Références (References). Le paramètre n'est pas disponible pour un type d'usinage 3+2 axes.
Valeur par défaut : 0
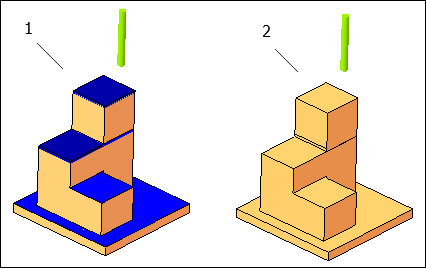
• AUTORISER_ENTREE_EXTERIEURE (ALLOW_ENTRY_OUTSIDE) : sélectionnez OUI (YES) si vous souhaitez autoriser l'outil à entrer par l'extérieur du brut ou de la fenêtre de fraisage. Le paramètre n'est pas disponible pour un type d'usinage 3+2 axes.
Par défaut : OUI (YES)
Si ce paramètre est défini sur NON (NO), l'outil n'entre pas par l'extérieur du brut ou de la fenêtre de fraisage, même si cette opération est possible. Options de la fenêtre de fraisage :Contour intérieur de fenêtre (Inside window contour), Contour sur fenêtre (On window contour) et Contour extérieur de fenêtre (Outside window contour) sont disponibles lorsque ce paramètre est défini sur NON (NO).
1. Lorsque cette option est définie sur NON (NO), l'outil s'engage dans la matière.
2. Lorsque l'option est définie sur OUI (YES), l'outil approche par l'extérieur.
• HAUTEUR_DEGAGEMENT_OUTIL (LIFT_TOOL_CLEARANCE) : l'outil se retire au-dessus de la surface d'usinage pour effectuer la connexion suivante. Les mouvements de connexion sont en avance rapide ou en avance libre. Ce paramètre fonctionne conjointement avec DISTANCE_RETRAIT_MIN (MIN_RETRACT_DISTANCE).
Valeur par défaut : -, Elle est interprétée comme égale à 0.5 mm ou 0.02 pouces.
Lorsque la valeur est définie sur 0, l'outil ne se retire pas au-dessus de la surface d'usinage pour effectuer la connexion suivante. Les mouvements de connexion sont en avance de coupe. |
• DISTANCE_RETRAIT_MIN (MIN_RETRACT_DISTANCE) : lors du déplacement entre la fin d'une passe et le début d'une autre, l'outil de coupe se trouve soit sur la surface, soit en mode de retrait en fonction de la distance à parcourir. Dans ce cas précis, le paramètre contrôle le point de prise de décision entre deux états. Si la distance entre le point d'extrémité d'une passe et le point de départ d'une autre est inférieure à cette valeur, alors l'outil de coupe ne se retire pas. Si la distance est supérieure, l'outil de coupe se retire vers le plan de retrait.
Ce paramètre fonctionne pour le type de balayage CHARGE_CONSTANTE (CONSTANT_LOAD).
Valeur par défaut : -, Elle est interprétée comme égale à (5 *diamètrede l'outil)
Paramètres d'ébauche et de reprise d'ébauche UGV pour les mouvements d'entrée/sortie
• ENTREE_ZONE_FERMEE (CLOSED_AREA_ENTRY) : spécifie la méthode d'entrée pour les zones fermées.
Valeur par défaut : Automatique (Automatic)
Les options disponibles sont les suivantes :
◦ Automatique (Automatic) : l'outil utilise l'entrée la mieux adaptée pour la zone fermée.
◦ Hélicoïdal (Helical) : l'outil entre dans une zone fermée en suivant une trajectoire hélicoïdale. Le diamètre de l'hélice est spécifié par le paramètre DIAMETRE_HELICOIDAL_POURCENT (HELICAL_DIAMETER_PERC).
◦ Radial (Radial) : l'outil s'engage radialement dans le brut dans une zone fermée. Cette option ne fonctionne pas avec le paramètre CHARGE_CONSTANTE (CONSTANT_LOAD).
Lorsque tous les types d'entrées dans une zone fermée échouent, l'outil suit automatiquement une trajectoire de type rampe en zig-zag. |
• ANGLE_RAMPE (RAMP_ANGLE) : spécifie l'angle auquel l'outil entre dans la tranche ou passe suivante.
Valeur par défaut : 5
• DIAMETRE_HELICOIDAL_POURCENT (HELICAL_DIAMETER_PERC) : spécifie le diamètre d'hélice maximal autorisé en pourcentage du diamètre de l'outil. Ce paramètre s'applique à l'entrée hélicoïdale de l'outil.
Valeur par défaut : 80 %
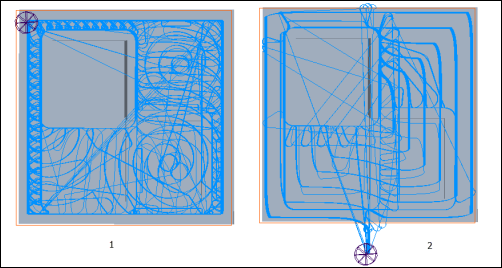
• AUTORISER_OUTIL_HORS_BRUT (ALLOW_TOOL_OUTSIDE_WORKPIECE) : spécifie si l'outil peut dépasser le contour du brut lorsque la fenêtre de fraisage est supérieure au brut. Lorsque cette option est définie sur NON (NO), l'outil entre par l'extérieur du brut, mais sort sur le brut. La trajectoire d'outil autour du brut est générée uniquement lorsque le brut non usiné est supérieur à la somme de la tolérance, de la surépaisseur d'usinage et du rayon de l'outil.
Comme illustré ci-dessous, lorsque le paramètre est défini sur OUI (YES), la trajectoire d'outil s'étend au-delà du brut.
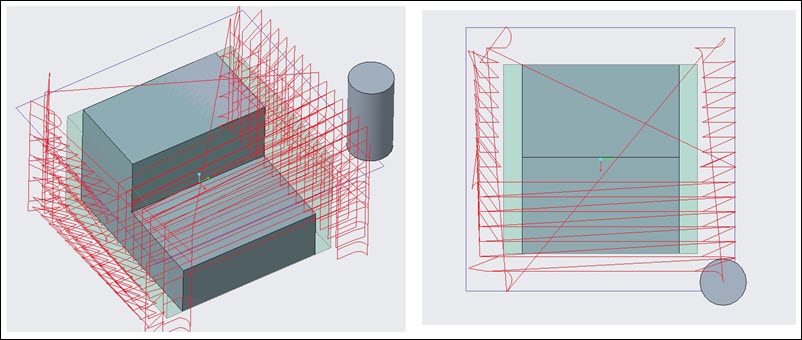
Comme illustré ci-dessous, lorsque le paramètre est défini sur NON (NO), la trajectoire d'outil commence à l'extérieur du brut mais se termine sur le brut.

Par défaut : OUI (YES)
Ce paramètre fonctionne pour le type de balayage TYPE_1.
• RAYON_TANGENTIEL (LEAD_RADIUS) : spécifie le rayon du mouvement circulaire tangentiel de l'outil lors de l'entrée ou de la sortie.
Par défaut : 25 % du diamètre de l'outil. Si l'outil n'est pas défini, la valeur par défaut est 5.
Les valeurs nulles et négatives ne sont pas prises en charge. |
• PAS_TANGENTIEL_TANGENT (TANGENT_LEAD_STEP) : longueur du mouvement linéaire tangent au mouvement circulaire d'entrée ou de sortie tangentielle.
Par défaut : 25 % du diamètre de l'outil. Si l'outil n'est pas défini, la valeur par défaut est 5.
Les valeurs nulles et négatives ne sont pas prises en charge. |
Paramètres d'ébauche et de reprise d'ébauche UGV pour les paramètres de la machine
• RAYON_LISSAGE (SMOOTH_RADIUS) : spécifiez le rayon pour la création de congés ou l'usinage de coins lissés. Ce paramètre s'applique lorsque le paramètre TYPE_BALAYAGE (SCAN_TYPE) est défini sur CHARGE_CONSTANTE (CONSTANT_LOAD).
Valeur par défaut : -, interprétée comme 1.
La valeur doit être supérieure à 0.
• INTERPOLATION_CIRC (CIRC_INTERPOLATION) : spécifiez le format de données CL pour les arêtes circulaires. Le paramètre n'est pas disponible pour un type d'usinage 3+2 axes.
Valeur par défaut : ARC_SEUL (ARC_ONLY).
• CORRECTION_R_OUTIL (CUTCOM) : contrôle la correction d'outil. Les options disponibles sont les suivantes :
◦ ACTIVE (ON) : active la correction d'outil de coupe dans le fichier CL. La compensation s'effectue vers la droite ou vers la gauche, selon la valeur des paramètres TYPE_DE_COUPE et SENS_DE_ROTATION.
◦ DESACTIVE (OFF) (valeur par défaut) : aucune correction d'outil n'est activée.
Les instructions CUTCOM ne sont pas émises pour les mouvements de coupe.
• REGISTRE_CORRECT (CUTCOM_REGISTER) : indique le numéro de registre du contrôleur de la machine qui contient les données de correction d'outil. La valeur par défaut est "–".
Paramètres d'ébauche et de reprise d'ébauche UGV pour les avances et les vitesses
• CONTROLE_AVANCE_ADAPTATIVE (ADAPTIVE_FEED_CONTROL) : lorsqu'il est défini sur la valeur OUI (YES), ce paramètre adapte automatiquement les modifications apportées à AVANCE_COUPE (CUT_FEED) en fonction de l'engagement de l'outil de coupe avec la matière pour les types de balayages CHARGE_CONSTANTE (CONSTANT_LOAD), TYPE_1 (TYPE_1) et TYPE_SPIRAL (TYPE_SPIRAL).
Par défaut : NON (NO)
Notez les points suivants lorsque le paramètre CONTROLE_AVANCE_ADAPTATIVE (ADAPTIVE_FEED_CONTROL) est défini sur OUI (YES) :
◦ Les modifications d'avance correspondant à l'engagement de l'outil de coupe ne s'appliquent qu'à AVANCE_COUPE (CUT_FEED).
◦ Lorsque l'engagement de l'outil avec la matière est constamment modifié entre deux points GOTO, le segment correspondant est divisé en plusieurs points GOTO pour appliquer les modifications d'avance aux emplacements appropriés. Par conséquent, des points GOTO supplémentaires sont ajoutés à la trajectoire d'outil.
◦ Le type de balayage CHARGE_CONSTANTE (CONSTANT_LOAD) est conçu pour conserver l'engagement de l'outil avec la matière à chaque position de coupe. Etant donné que l'engagement de l'outil avec la matière est déjà conservée dans la trajectoire d'outil elle-même, il est moins nécessaire de réduire fréquemment le paramètre AVANCE_COUPE (CUT_FEED). Par conséquent, l'avance adaptative pour le type de balayage CHARGE_CONSTANTE (CONSTANT_LOAD) présente moins de modifications d'avance.
• AVANCE_ADAPTATIVE_MIN (MIN_ADAPTIVE_FEED) : définissez la valeur d'avance adaptative minimale en pourcentage du paramètre AVANCE_COUPE (CUT_FEED). Ce paramètre est automatiquement appliqué pour les conditions de charge maximale d'outil. Sa valeur est comprise entre 5 et 90.
Valeur par défaut : 10
Paramètres de finition et de reprise de finition UGV pour les mouvements d'entrée/sortie
• RAYON_TANGENTIEL (LEAD_RADIUS) : spécifie le rayon du mouvement circulaire tangentiel de l'outil lors de l'entrée ou de la sortie tangentielles.
Valeur par défaut : 0
• EXT_ENTREE_SORTIE_COUPE (CUT_ENTRY_EXIT_EXT) : permet de sélectionner la direction d'approche de l'outil.
Valeur par défaut : ARC_TANGENTIEL (TANGENTIAL_ARC)
Les options disponibles sont les suivantes :
◦ AUCUN (NONE) : l'outil entre ou sort sans mouvement d'entrée ou de sortie tangentielle.
◦ ARC_TANGENTIEL (TANGENTIAL_ARC) : l'outil utilise un arc horizontal pour les zones de forte pente et un arc vertical pour les zones de faible pente pendant l'entrée et la sortie tangentielles.
◦ ARC_TANG_VERTICAL (VERTICAL_TANG_ARC) : l'outil utilise un arc vertical pour toutes les zones pendant l'entrée et la sortie tangentielles.
◦ ARC_TANG_HORIZONTAL (HORIZONTAL_TANG_ARC) : l'outil utilise un arc horizontal pour toutes les zones pendant l'entrée et la sortie tangentielles.
◦ ARC_AUTOMATIQUE (AUTOMATIC_ARC) : l'outil s'incline automatiquement dans un arc pour éviter les collisions dans les mouvements d'entrée et de sortie tangentielles. Cette option n'est disponible que pour les séquences 5 axes converties.
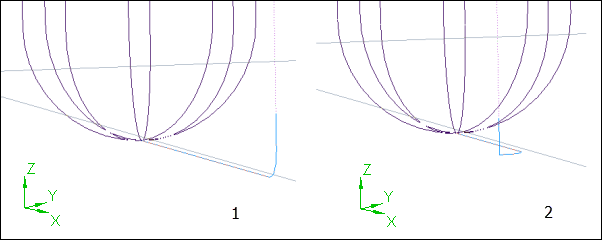
1. ARC_TANG_VERTICAL (VERTICAL_TANG_ARC)
2. ARC_TANG_HORIZONTAL (HORIZONTAL_TANG_ARC)
• PETITS_LIENS (SMALL_LINKS) : définit le type de connexion entre les coupes adjacentes ou les couches sécantes.
Valeur par défaut : LISSAGE_SPLINE (BLEND_SPLINE)
Les options disponibles sont les suivantes :
◦ DIRECT (DIRECT) : crée la connexion la plus courte en ligne droite entre les bords, sans aucun mouvement de retrait.
◦ SUIVRE_SURFACE (FOLLOW_SURFACE) : crée une connexion qui suit les bords de la géométrie existante sans mouvement de retrait.
◦ LISSAGE_SPLINE (BLEND_SPLINE) : crée une connexion des arcs tangentiels entre les bords.
◦ PAS (STEP) : l'option implique des segments de retrait, de connexion et d'approche verticale. Crée une connexion dans le plan de l'outil entre les bords.
◦ RETRAIT_DISTANCE_SECURITE (RETRACT_TO_CLEAR_DIST) : crée une connexion en ligne droite entre les bords. L'outil se rétracte jusqu'à la distance de sécurité spécifiée.
◦ RETRAIT_PLAN_RETRAIT (RETRACT_TO_RETRACT_PLANE) : crée une connexion en ligne droite entre les bords. L'outil se rétracte jusqu'au plan de retrait. Cette option implique des segments tels que le retrait d'un outil le long de l'axe de l'outil jusqu'au plan de retrait, la connexion et l'approche le long de l'axe de l'outil.
Si le type de lien sélectionné ne satisfait pas aux conditions de sécurité, le type de lien sécurisé suivant est utilisé. |
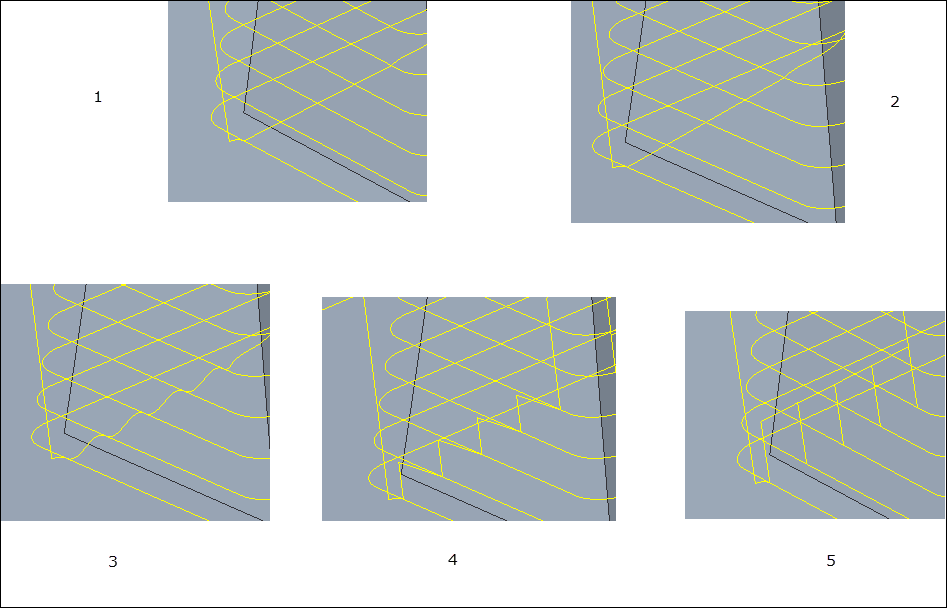
1. DIRECT (DIRECT)
2. SUIVRE_SURFACE (FOLLOW_SURFACE)
3. SPLINE_LISSAGE (BLEND_SPLINE)
4. PASSE (STEP)
5. RETRAIT_A_DIST_SECURITE (RETRACT_TO_CLEAR_DIST)
Paramètres de finition et de reprise de finition UGV pour les mouvements de section
• OPTION_FINITION (FINISH_OPTION) : spécifie la méthode d'usinage à utiliser pour créer une trajectoire d'outil optimisée.
Valeur par défaut : COUPES_INTELLIGENTES (SMART_CUTS)
Les options disponibles sont les suivantes :
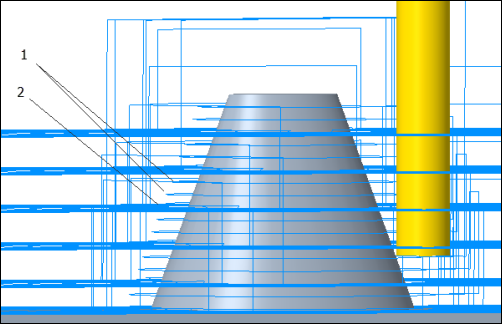
◦ Z_CONSTANT (CONSTANT_Z) : assure la finition des surfaces verticales ou des zones de forte pente.
◦ CRETE_CONSTANTE (CONSTANT_CUSP) : crée des crêtes équidistantes dans les zones de forte pente ainsi que dans les zones de faible pente. L'objectif est d'obtenir une distance constante entre chaque contour afin que les crêtes soient créées avec une hauteur égale.
◦ COUPES_INTELLIGENTES (SMART_CUTS) : crée une trajectoire d'outil combinée qui se compose de tranches Z constantes pour les zones de forte pente et de coupes de crête constantes pour les zones de faible pente d'une pièce.
◦ COUPES_PARALLELES (PARALLEL_CUTS) : crée des coupes parallèles sur un plan XY. Utilisez cette valeur pour les zones de faible pente.
◦ SURF_PLANES (FLAT_LANDS) : crée une trajectoire d'outil pour usiner les vraies régions non récursives du brut. Uniquement applicable pour les séquences de finition.
◦ COUPE_RAYON (PENCIL_CUT) : crée une trajectoire d'outil unique pour les arêtes intérieures. Uniquement applicable pour les séquences de reprise de finition.
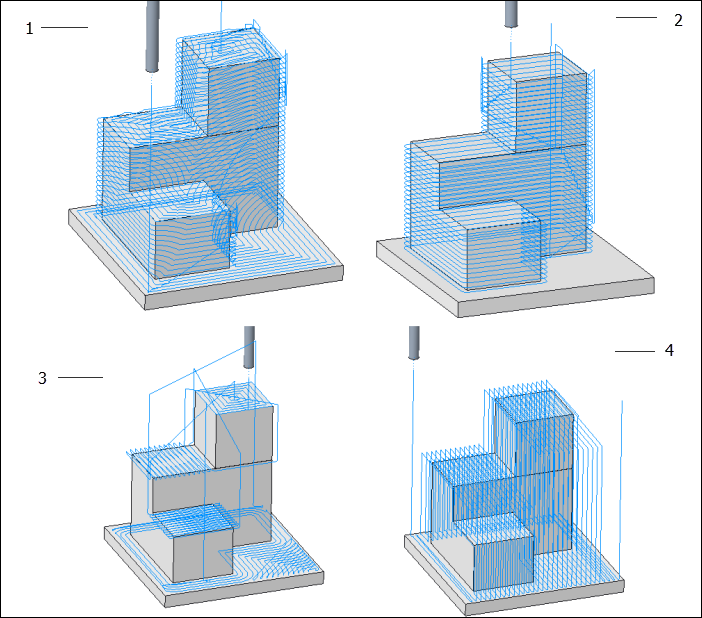
1. CRETE_CONSTANTE (CONSTANT_CUSP)
2. Z_CONSTANT (CONSTANT_Z)
3. SURF_PLANES (FLAT_LANDS)
4. COUPES_PARALLELES (PARALLEL_CUTS)
• DIRECTION_BALAYAGE_SPIRALE (SPIRAL_SCAN_DIRECTION) : spécifie la direction de la trajectoire d'outil pour le balayage en spirale.
Valeur par défaut : VERS_INTERIEUR (OUTSIDE_IN)
Les options disponibles sont les suivantes :
◦ VERS_INTERIEUR (OUTSIDE_IN) : du bord vers le centre
◦ VERS_EXTERIEUR (INSIDE_OUT) : du centre vers le bord
Paramètres de finition et de reprise de finition UGV pour les profondeurs et surépaisseurs de coupe
• DECALAGE_PASSE_FORTE_PENTE (STEEP_STEP_OVER) : spécifie la valeur du décalage de passe lors de l'usinage d'une zone de forte pente. Si aucune valeur n'est spécifiée pour DECALAGE_PASSE_FORTE_PENTE (STEEP_STEP_OVER), la valeur de DECALAGE_PASSES (STEP_OVER) est utilisée comme valeur de DECALAGE_PASSE_FORTE_PENTE (STEEP_STEP_OVER).
Par défaut : -
• SUREPAISSEUR_FINITION (FINISH_STOCK_ALLOW) : spécifie la quantité de brut qui doit rester après l'usinage.
Par défaut : -
• DECALAGE_ZONE_RESTE (REST_AREA_OFFSET) : spécifie la valeur de décalage à appliquer à la zone de matière restante calculée. La zone de matière restante est calculée en fonction du dernier outil utilisé.
Uniquement applicable pour les séquences de reprise de finition.
Valeur par défaut : 0
1. Zone d'usinage réelle calculée en fonction de l'outil précédent.
2. Zone usinable possible après la définition du décalage de la zone de matière restante.
• ANGLE_PENTE_DEPART (SLOPE_ANGLE_START) : spécifie l'angle de départ. Les paramètres ANGLE_PENTE_DEPART (SLOPE_ANGLE_START) et ANGLE_PENTE_FIN (SLOPE_ANGLE_END) forment un intervalle. Vous pouvez usiner les surfaces qui se trouvent à l'intérieur ou à l'extérieur de cet intervalle. Les zones de forte pente et de faible pente sont automatiquement détectées. La direction de la vue et les angles qui forment l'intervalle définissent ces zones.
Par défaut : -
◦ L'angle de départ doit être inférieur à l'angle de fin.
◦ Si la valeur de décalage de passe est supérieure à la zone que vous avez définie par les angles de départ et de fin, la trajectoire d'outil n'est pas générée.
• ANGLE_PENTE_FIN (SLOPE_ANGLE_END) : reportez-vous à la description du paramètre ANGLE_PENTE_DEPART (SLOPE_ANGLE_START) ci-dessus.
Par défaut : -
• ANGLE_OPTIMAL (OPTIMAL_ANGLE) : définissez ce paramètre sur la valeur OUI (YES) pour que l'application détermine automatiquement la direction dans laquelle le nombre de coupes sera minimal.
Par défaut : NON (NO)
Ce paramètre s'applique uniquement au paramètre COUPES_PARALLELES (PARALLEL_CUTS) dans les séquences de finition et de reprise de finition.
• REPRISE_MULTI_PASSE (MULTI_PENCIL_PASSES) : spécifie le nombre de passes de chaque côté des coupes de rayon.
Uniquement applicable pour les séquences de reprise de finition.
Valeur par défaut : 0
• DETECTER_PLUS_EPAIS (DETECT_THICKER_THAN) : spécifie l'épaisseur. Ce paramètre vous permet d'éviter l'usinage des zones dans lesquelles la quantité de matière du brut est inférieure à la valeur de seuil d'épaisseur spécifiée.
Valeur par défaut : 0.1 mm
Paramètres d'ébavurage automatique pour les mouvements de section
• EPAISSEUR_ARETE (EDGE_THICKNESS) : spécifiez l'épaisseur du chanfrein sur les arêtes usinées.
Valeur par défaut : 0.5 mm
• EXTENSION_ARETE (EDGE_EXTENSION) : spécifiez la longueur d'extension de l'arête que vous usinez. L'extension est ajoutée aux deux extrémités de l'arête. L'outil traverse jusqu'à l'arête étendue pendant l'usinage.
Valeur par défaut : 0
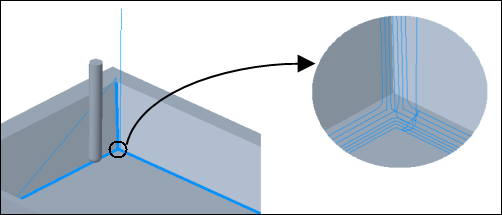
• DECHIRURE_COIN (RELIEF_CORNER) : sélectionnez une méthode pour usiner les arêtes internes de la pièce de référence.
Valeur par défaut : AUCUN (NONE)
Les options disponibles sont les suivantes :
◦ AUCUN (NONE) : par défaut, aucune boucle, ni aucun arc n'est ajouté lorsque l'outil traverse les arêtes internes.
◦ AJOUT_BOUCLE (ADD_LOOP) : les boucles sont ajoutées à la trajectoire d'outil pour que l'outil traverse de façon homogène les arêtes intérieures.
◦ AUCUNE_BOUCLE (NO_LOOP) : les arcs sont ajoutés à la trajectoire d'outil pour que l'outil traverse de façon homogène les arêtes intérieures.
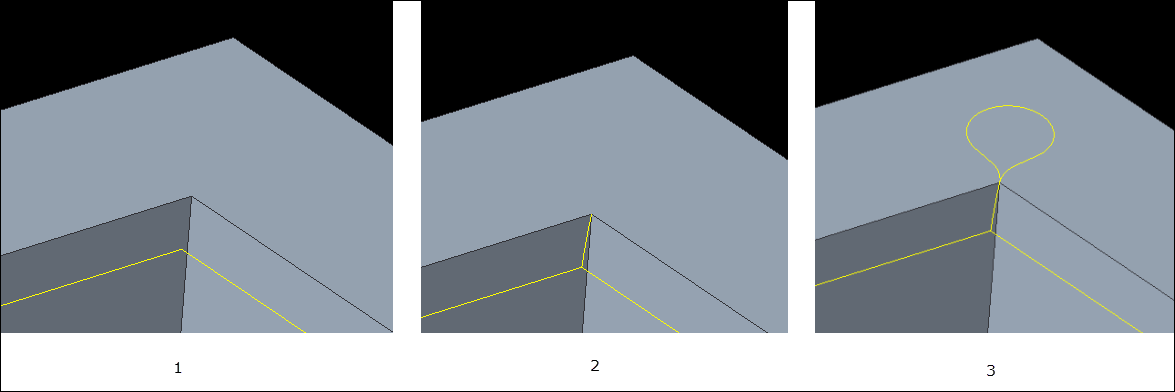
1. AUNCUN (NONE)
2. AUCUNE_BOUCLE (NO_LOOP)
3. AJOUT_BOUCLE (ADD_LOOP)
• RAYON_BOUCLE_INTERNE (INNER_LOOP_RADIUS) : indiquez le rayon de la boucle si vous avez sélectionné AJOUT_BOUCLE (ADD_LOOP) pour ajouter des boucles à la trajectoire d'outil.
Valeur par défaut : 2 mm
• LONGUEUR_ARETE_DETECT_MIN (MIN_DETECT_EDGE_LENGTH) : spécifiez la longueur minimale d'une arête requise pour que l'outil détecte l'arête pour l'usinage. Les arêtes plus courtes que la longueur spécifiée ne sont pas usinées.
Par défaut : -
• ANGLE_MINIMUM_PLI (MIN_EDGE_ANGLE) : spécifiez l'angle d'arête minimum pour détecter les arêtes aiguës à usiner sur la pièce. Les arêtes dont l'angle est supérieur à l'angle spécifié sont classées comme des arêtes aiguës.
• NOMBRE_COUPES (NUMBER_CUTS) : spécifiez le nombre de coupes le long d'une arête aiguë pour approximer la forme plate ou le chanfrein sur l'arête. Le nombre de tranches est calculé selon EPAISSEUR_ARETE (EDGE_THICKNESS)/NOMBRE_COUPES (NUMBER_CUTS). Par exemple, si la valeur d'EPAISSEUR_ARETE (EDGE_THICKNESS) est de 2 mm et que celle de NOMBRE_COUPES (NUMBER_CUTS) est de 4, l'arête sera usinée en quatre tranches égales de 0.5 mm pour obtenir l'épaisseur d'arête souhaitée.
Paramètres d'ébavurage automatique des mouvements d'entrée/sortie
• RAPIDE_DISTANCE (RAPID_DISTANCE) : spécifiez la distance à partir de laquelle l'outil se rétracte ou approche à une avance rapide ou libre le long de l'axe. Ce paramètre est disponible dans les séquences d'ébavurage 3 axes et 5 axes, mais uniquement applicable pour les séquences d'ébavurage 5 axes. La distance rapide inclut la distance de sécurité.
Valeur par défaut : 20 mm
• TYPE_LIEN (LINK_TYPE) : sélectionnez l'une des deux stratégies de retrait suivantes entre les segments de la trajectoire d'outil.
◦ RETRAIT_SPLINE_LISSAGE (RETRACT_BLEND_SPLINE) : l'outil se rétracte le long de la spline de lissage pour créer des transitions transparentes.
◦ RETRAIT_DEGAGEMENT (RETRACT_TO_CLEARANCE) : l'outil se rétracte jusqu'à la zone de retrait automatiquement définie pour le type de retrait AUTOMATIQUE (AUTOMATIC) ou l'outil se rétracte avec la stratégie de retrait spécifiée.
Paramètres d'ébauche et de reprise d'ébauche 5 axes en UGV
• RAPIDE_DISTANCE (RAPID_DISTANCE) : spécifiez la distance à partir de laquelle l'outil se rétracte ou approche à une avance rapide le long de l'axe. La distance rapide inclut les distances de sécurité et de retrait.
Valeur par défaut : 20 mm
• DECALAGE_PASSE_MAX (MAX_STEP_OVER) : spécifiez le décalage de passes maximal de l'outil. Celui-ci est calculé par défaut lorsque vous sélectionnez un outil.
• PROF_PREM_PASSE (FIRST_STEP_DEPTH) : spécifiez la profondeur de la première coupe. Après la première coupe, l'outil utilise la valeur PROFONDEUR_PASSE (STEP_DEPTH) pour effectuer des coupes successives.
Valeur par défaut : 0. Ne s'applique pas à la stratégie de génération de tranches Inter-courbes (Morph).
• PROF_DERN_PASSE (LAST_STEP_DEPTH) : spécifiez la profondeur de la dernière coupe. Vous pouvez couper jusqu'à une certaine distance de la surface du sol.
Valeur par défaut : 0. Ne s'applique pas à la stratégie de génération de tranches Inter-courbes (Morph).
• USINER_PAR (MACHINE_BY) : sélectionnez l'une des options d'usinage suivantes :
◦ REGIONS (REGIONS) : chaque région est usinée séparément.
◦ NIVEAUX (LEVELS) : toutes les régions sont usinées simultanément à des niveaux successifs.
• SUREPAISSEUR_EBAUCHE (ROUGH_STOCK_ALLOW) : définit la quantité de brut qui doit rester dans la direction radiale après l'ébauche.
Valeur par défaut : 1 mm. Dans l'ébauche 5 axes, la valeur par défaut est 1.
• HAUTEUR_APPR_SORTIE (APPR_EXIT_CLEARANCE) : indiquez la distance traversée par l'outil lorsqu'il approche ou quitte le brut. La distance est spécifiée en pourcentage de la valeur de décalage de passe. Par exemple, si vous spécifiez un décalage de passe de 10 mm, la valeur de ce paramètre sera par défaut de 10 mm, soit 100 % de 10 mm.
Valeur par défaut : 100 %