高速銑削參數
高速粗加工、殘料粗加工、精加工、殘料精加工和測地線序列的常用參數
• 軸轉換 - 指定沿工件的刀具軸轉換。使用該參數可以沿刀具軸移動 CL 資料。如果設為正值,所有 CL 資料會沿著刀具軸向往下轉換;負值則將 CL 資料往上轉換。
預設值:0
• 底部加工裕量 - 指定在與撤刀面平行的平曲面上的序列之後,所要留下的坯件量。
預設值:-
• 安全距離 - 指定所要銑削之曲面上方的安全距離,亦即快速運動的結束處與適當進給的開始處。
預設值:根據定義刀具後的內部關係。
• 切削角度 - 指定切削方向和「NC 序列」座標系的 X 軸之間的夾角。該參數不適用於 3 + 2 軸加工類型。
預設值:0
僅「類型 1」值適用於 HSM 粗加工與 HSM 殘料粗加工中的「掃描類型」參數。同樣地,PARALLEL_CUTS 值則適用於 HSM 精加工與 HSM 殘料精加工序列。
• 切削類型 - 指定切削類型。與「主軸方向」組合起來之後,此參數可在刀具移除材料時控制材料與刀具的相對位置。
預設值:順向
以下為可用的選項:
◦ 上切
◦ 「往復加工」(Zig-Zag)
◦ 螺旋 - 可用於 HSM 精加工、HSM 殘料精加工和 5 軸粗加工序列。不支援 PARALLEL_CUTS 與 FLAT_LANDS 選項。
• 結束高度 - 指定切片的結束高度。該參數不適用於 3 + 2 軸加工類型。
預設值:-
• 刀把間隙 - 指定刀具托架和加工的曲面之間的最小允許距離。參數必須與任何已定義的坯件間隙搭配使用。
預設值:0.2 mm。對於 3 + 2 軸粗加工與餘料粗加工、已轉換的 5 軸精加工和殘料精加工、自動去毛邊以及 5 軸粗加工和餘料粗加工步驟,此參數的預設值為 2 mm。
• 退出距離 - 指定切削 (例如,剛銑削過的切片) 層級上方的高度,刀尖高到該處時會以「退出進給」撤刀,然後變更為「自由進給」。如果未定義「退出進給」,刀具會在「切削進給」處撤刀,然後變更為「自由進給」。如果未定義「自由進給」,刀具會在快速位移時撤刀。
預設值:-
• 留痕高度 - 指定要用來控制刀具等距的最大允許留痕高度。此參數適用於水平等距路徑以及除 CONSTANT_LOAD 以外的所有掃描類型。
預設值:-
• 切片路徑掃描 - 指定在多個步距深度或切片內加工多重路徑的順序。
預設值:PASS_BY_PASS
以下為可用的選項:
◦ PASS_BY_PASS - 啟動逐區域加工。刀具完成一個區域中的所有切片,然後再移動進行下一區域加工。
◦ 逐切片進行 - 啟動逐切片加工。區域的所有第一個切片都是逐一加工後,再繼續進行第二個切片。
• 起始高度 - 指定切片的起始高度。該參數不適用於 3 + 2 軸加工類型。
預設值:-
• 跨度 - 指定參數,以控制的切削側面深度。
預設值:以定義刀具後的內部關係為準。
針對 CONSTANT_LOAD 掃描類型,等距會變為最大等距。根據刀具負載而定,等距值可能會減少。對於「常數載入」掃描類型,建議「跨度」值必須小於或等於刀具直徑的 50%。
「跨度」必須為小於或等於刀具直徑的一個正值。
• 公差 - 機床會以直線微幅增量移動來逼近彎曲幾何。指定直線路徑從彎曲幾何偏離的最大距離。
預設值:在 HSM 粗加工與 HSM 殘料粗加工中為 0.06 公釐。
預設值:在 HSM 精加工與 HSM 殘料精加工中為 0.025 公釐。
• 裁剪刀把上刀具軌跡 - 若已設定「刀把直徑」和「刀把長度」參數,則會將刀具路徑分割成撞刀和非撞刀區域。在撞刀區域中,刀具托架與參照零件撞刀,並裁剪刀具軌跡,而非撞刀區域中則無撞刀情況。最後產生的刀具路徑是所有無碰撞區域的組合。
預設值:Yes
在「HSM 粗加工」以及「HSM 殘料粗加工」序列中,如果將「掃描類型」設定為「類型 1」,並將「粗加工選項」設定為「僅限粗加工」,則此參數不受支援。
適用於切削運動的 HSM 粗加工與 HSM 殘料粗加工參數
• 掃描類型 - 指定銑削刀具掃描銑削體積塊水平橫截面並避開島的方式。
預設值:CONSTANT_LOAD
以下為可用的選項:
◦ TYPE_1 - 在多個深度建立平行切削。此選項不適用於 3 + 2 軸加工類型。
當您選取 3+2 軸加工時,「掃描類型」會從「類型 1」變更為「常數載入」。如果從 3+2 軸加工切換回 3 軸加工,CONSTANT_LOAD 掃描類型會保持有效。 |
◦ TYPE_SPIRAL - 產生螺旋刀具路徑。
◦ CONSTANT_LOAD - 確保切削條件保持幾乎恆定的狀態。這讓傳統的恆定位移粗加工策略獲得了改善。本策略經由不斷量測刀具與材料的接合體積塊,然後逐漸將材料從剩餘的坯件中移除,得以避免全寬切削。刀具上穩定的負載可讓您以較高的進給率提高材料移除速率,進而縮短整體的加工時間。
• 粗加工選項 - 指定在進行粗加工或殘料粗加工期間是否出現輪廓路徑。該參數不適用於 3 + 2 軸粗加工序列,且其依預設會建立無輪廓路徑的序列。
預設值:僅限粗加工
◦ 僅限粗加工 - 建立無輪廓的 NC 序列。
◦ 「粗加工及輪廓」(ROUGH_AND_PROF) - 在「銑削」(Mill) 視窗中建立對坯件進行粗加工切削與輪廓切削的 NC 序列。它適用於「類型 1」(TYPE_1)、「類型環繞」(TYPE_SPIRAL) 及「常數載入」(CONSTANT_LOAD) 掃描類型。
輪廓路徑不支援「切削類型」(CUT_TYPE) 參數的「往復加工」(ZIG_ZAG) 選項。 |
• 中間切片調整 - 定義必須建立中間切片的時間。此選項必須與「中間切片數目」(NUMBER_INTERMEDIATE_SLICES) 參數搭配使用。
預設值:DURING
◦ DURING - 進行路徑加工時建立中間切片。
◦ AFTER - 最後一張切片加工完成後建立中間切片。
• 裁剪至工件 - 按一下 YES 可將刀具路徑限制在工件邊界上以避免加工在空中執行。
預設值:NO
適用於切削深度和裕量的 HSM 粗加工與 HSM 殘料粗加工參數
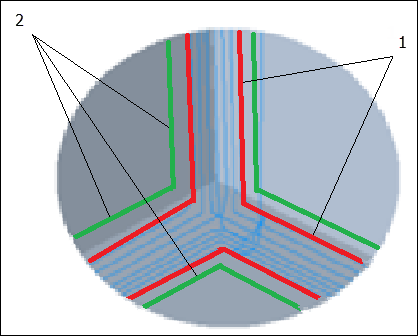
• 粗加工坯件裕量 - 定義粗加工切削之後徑向方向上留下的坯件量。
預設值:0
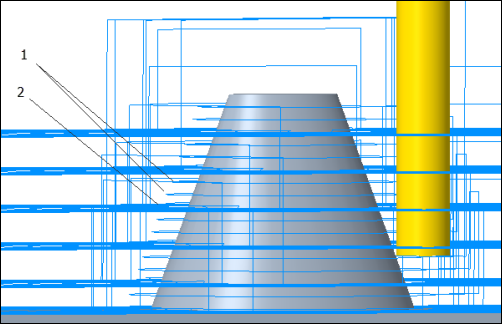
• 「輪廓坯件裕量」(PROF_STOCK_ALLOW) - 在輪廓切削的粗加工切削之後留下的坯件量。此參數表示輪廓切削的不同坯件裕量。必須將「輪廓坯件裕量」(PROF_STOCK_ALLOW) 值設定為一個小於或等於「粗加工坯件裕量」(ROUGH_STOCK_ALLOW) 值的值。
預設:預設為破折號 (-)。
當「輪廓坯件裕量」(PROF_STOCK_ALLOW) 值以破折號 (-)作為預設值時,請注意下列事項:
◦ 如果「掃描類型」(SCAN_TYPE) 參數設定為「類型環繞」(TYPE_SPIRAL) 或「常數載入」(CONSTANT_LOAD),則只會產生粗加工路徑,不會產生輪廓路徑。無論是否將「粗加工選項」(ROUGH_OPTION) 參數設定為「粗加工及輪廓」(ROUGH_AND_PROF),都會產生粗加工路徑。
◦ 如果將「掃描類型」(SCAN_TYPE) 參數設定為「類型 1」(TYPE_1),當「粗加工選項」(ROUGH_OPTION) 參數設定為「粗加工及輪廓」(ROUGH_AND_PROF) 時,會產生粗加工路徑以及輪廓路徑。
1. 輪廓坯件裕量
2. 粗加工坯件裕量
3. 容器
• 如果將「粗加工選項」(ROUGH_OPTION) 設定為「粗加工及輪廓」(ROUGH_AND_PROF),且將「輪廓坯件裕量」(PROF_STOCK_ALLOW) 的值定義為大於「粗加工坯件裕量」(ROUGH_STOCK_ALLOW) 值,會顯示錯誤訊息。 • 「輪廓坯件裕量」(PROF_STOCK_ALLOW) 負值不得超過為指定刀具定義的轉角半徑。如果指定的值大於轉角半徑,會顯示錯誤訊息。 |
• 最大步長深度 - 指定所允許的最大步距深度。系統在找到最高和最低切片的方位之後,會計算實際的步距深度,值會小於或等於所指定的「最大步長深度」。
預設值:根據定義刀具後的內部關係
您可以經由「關係」(Relations) 對話方塊來變更關係,或是指定值。
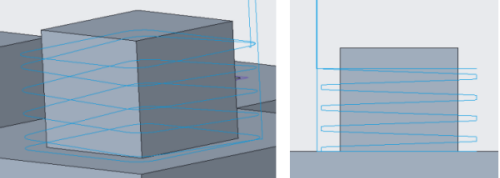
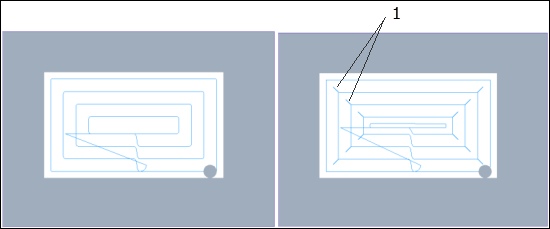
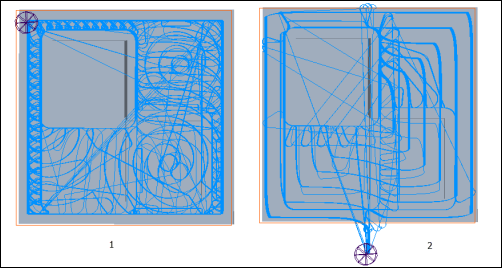
• 機器平坦區域 - 選取後可加工模具零件的真實平坦曲面。此選項可協助您在 Z 軸上加工比如分模面之類的平坦曲面。
預設值:YES
如果設定為「否」(NO),則會在不調整步距深度的情況下建立恆定 Z 切片。在此類情況下,坯件可能仍保留在平坦曲面上,大約為所定義的允許底部坯件。
1. 設定為「否」(NO) 的選項。圖中的藍色曲面代表加工後留下的材料。
2. 設定為「否」(YES) 的選項。加工所有平坦曲面,不留下任何材料。
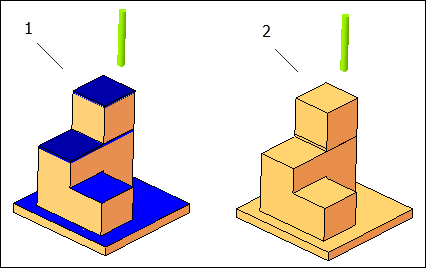
• 最小寬度 - 指定最小寬度。不會加工寬度小於指定寬度的區域。啟動「機器平坦區域」時適用。
預設值:1 mm
1. 最小寬度設定為 0。加工所有平坦曲面,不留下任何材料。
2. 不會加工寬度小於指定寬度的平坦區域。藍色曲面的寬度小於指定的寬度。
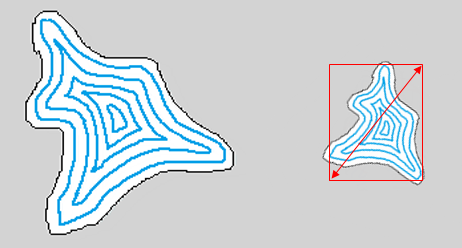
• 篩選器類型 - 選取加工時要篩選出的區域類型。這裡的指定與刀具直徑的臨界值百分比相關。這是用來避免加工不必要的區域。
預設值:INSCRIBED_CIRCLE
以下為可用的選項:
◦ INSCRIBED_CIRCLE - 指出所篩選的最大區域寬度為循環直徑,而該值會內接至此類區域內的刀具路徑。
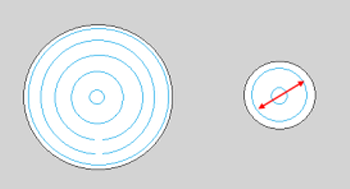
◦ DIAGONAL_LENGTH - 指出最大區域寬度是圍繞此區域內之刀具路徑建構且與軸對齊的邊界外框的對角線。
• 臨界值百分比 - 以刀具直徑的百分比指定臨界值。這個值會決定要在加工時篩選出之區域的寬度。
預設值:0%
此設定必須與「篩選器類型」參數搭配使用。
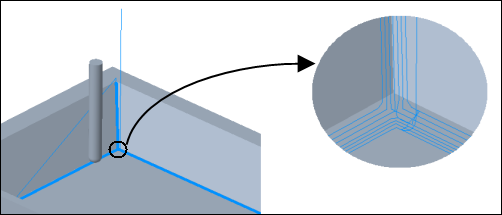
• 移除轉角多餘材料 - 選取後可圍繞轉角新增移除轉角處小材料釘栓的額外刀具路徑。當等距足夠大可在路徑之間留下材料時,會觀察到這些拴。
預設值:NO
此設定適用於 TYPE_SPIRAL 掃描類型。
1. 移除轉角釘栓的額外刀具路徑
• 中間切片數目 - 指定要建立的切片數。中間切片是粗加工切片之間的輪廓切片。「中間切片調整」參數會指定切片的建立時機。
預設值:0
此設定不會套用至垂直幾何。
1. 參數值 2 會建立兩個中間切片
2. 主要粗加工切削
• 偵測厚度大於 - 指定厚度。此設定可避免針對坯件材料量少於所指定厚度臨界值的區域進行加工。
僅適用於殘料粗加工序列。
預設值:0.1 mm
• 之前的粗加工坯件裕量 - 指定刀具路徑的前一個粗加工部份所留下的坯件量。
僅適用於在「參照」(References) 標籤上將「參照切削刀具」(Reference Cutting Tool) 選為參照的狀況。該參數不適用於 3 + 2 軸加工類型。
預設值:0
• 之前的底部加工裕量 - 指定刀具路徑的前一個粗加工部份所留下的坯件量,此刀具路徑位於與撤刀面平行的曲面上。
僅適用於在「參照」(References) 標籤上將「參照切削刀具」(Reference Cutting Tool) 選為參照的狀況。該參數不適用於 3 + 2 軸加工類型。
預設值:0
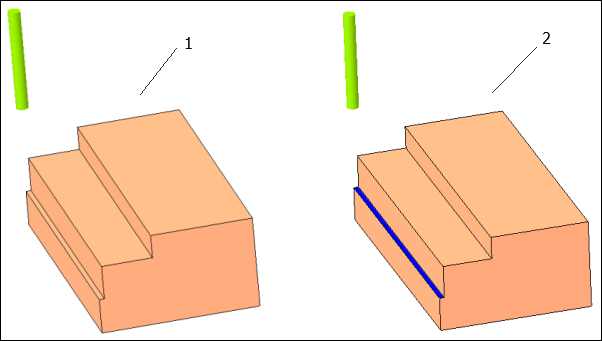
• 允許外部進刀 - 選取「是」(YES) 可允許刀具從坯件外部或銑削視窗進入。該參數不適用於 3 + 2 軸加工類型。
預設值:YES
如果設為「否」(NO),刀具即使在可行的情況下也不會從坯件外部或銑削視窗進入。銑削視窗選項 - 當此參數設定為「否」(NO) 時,「在視窗輪廓內」(Inside window contour)、「在視窗輪廓上」(On window contour) 和「外側視窗輪廓」(Outside window contour) 上皆可使用。
1. 刀具會在選項設定為「否」(NO) 時接觸材料。
2. 刀具在選項設定為「是」(YES) 時從外部接近。
• 提刀工具間隙 - 刀具提升到加工曲面上方安全距離,以進行下一次連接。連接移動正處於「快速」進給或「自由」進給之下。此參數將與「最小撤刀距離」一起使用。
預設值:-。它會轉譯為 0.5 mm 或 0.02 英吋。
當將值設定為 0 時,刀具不會在加工曲面上方抬起,以進行下一次連接。連接移動處於「切削」進給之下。 |
• 最小撤刀距離 - 當在一個路徑的終點與另一個路徑的起點之間移動時,根據刀具的行進距離而定,刀具可能會在曲面上或在撤刀中。此參數可控制在這兩種狀態之間作決定的點。如果一個路徑的終點與另一個路徑之間的起點之間的距離小於此值,刀具不會撤刀。如果距離較大,刀具會清除至提刀面。
此參數適用於 CONSTANT_LOAD 掃描類型。
預設值:-。它會轉譯為 (5 *tooldiameter)
適用於入刀/退刀運動的 HSM 粗加工與 HSM 殘料粗加工參數
• 關閉區域進刀 - 指定封閉區域的入刀方式。
預設值:「自動」(Automatic)
以下為可用的選項:
◦ 「自動」(Automatic) - 刀具為封閉區域選取最適合的入刀方式。
◦ 「螺旋」(Helical) - 刀具會依循螺旋軌跡進入封閉區域。螺旋的直徑是由「螺旋直徑百分比」參數所指定。
◦ 「徑向」(Radial) - 刀具以徑向方式與封閉區域中的坯件接觸。此選項無法與 CONSTANT_LOAD 搭配使用。
當封閉區域所有類型的入刀方式都失敗時,系統會自動採用往復加工斜向方式。 |
• 斜向角度 - 指定刀具用來進入下一個切片或路徑的角度。
預設值:5
• 螺旋直徑百分比 - 以刀具直徑的百分比來指定最大允許螺旋直徑。此設定適用於刀具的螺旋入刀方式。
預設值:80%
• 允許刀具位於工件外部·-·指定當銑削視窗大於工件時,刀具是否可以越過工件邊界。若設定為「否」(NO),刀具會從工件外部進刀,但會在工件上退刀。只有當未加工的坯件大於公差、坯件余量和刀具半徑的總和時,才會在工件周圍產生刀具路徑。
如下圖所示,將參數設定為「是」(YES) 時,刀具路徑會越過工件。
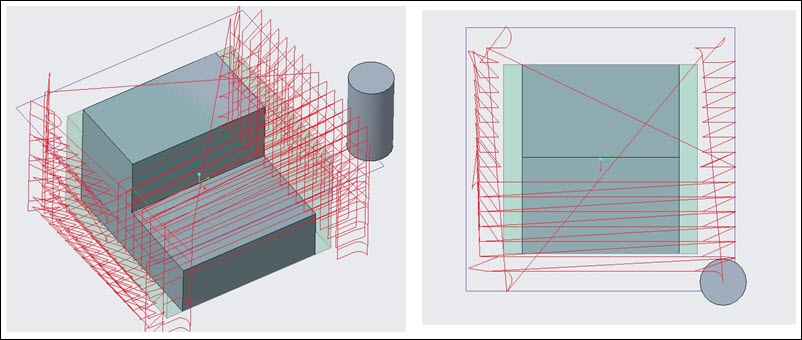
如下圖所示,將參數設定為「否」(NO) 時,刀具路徑會從工件外部開始,但會在工件上結束。
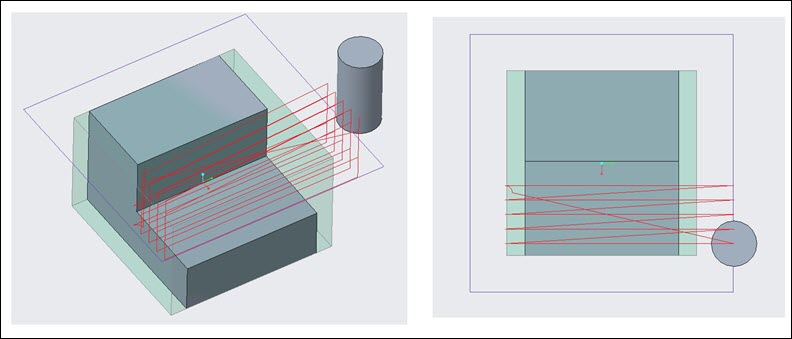
預設值:「是」(YES)
此參數適用於 TYPE_1 掃描類型。
• 導引半徑 - 引入或引出時刀具的相切圓運動半徑。
預設值:刀具直徑的 25%。如果未定義刀具,預設值為 5。
不支援 0 或負值。 |
• 切向導引步長 - 與圓形引入或引出運動相切的線性運動的長度。
預設值:刀具直徑的 25%。如果未定義刀具,預設值為 5。
不支援 0 或負值。 |
加工設定的 HSM 粗加工與 HSM 殘料粗加工參數
• 「平滑半徑」(SMOOTH_RADIUS) - 指定圓角化或平滑轉角加工的半徑。當「掃描類型」(SCAN_TYPE) 參數設定為「恆定負載」(CONSTANT_LOAD) 時,此參數適用。
預設值:-。預設值 - 解釋為 1。
此值必須大於零。
• 圓形內插 - 指定圓形邊的 CL 資料格式。該參數不適用於 3 + 2 軸加工類型。
預設值:僅限圓弧。
• 「刀具補償」(CUTCOM) - 控制刀具補償。以下為可用的選項:
◦ ON - 開啟 CL 檔案中的刀具補償。補償「向右」或「向左」取決於「切削類型」和「主軸方向」。
◦ OFF (預設) - 不提供刀具補償。
對於切削運動,不輸出 CUTCOM 語句。
• 「刀具補償註冊」(CUTCOM_REGISTER) - 指定用來儲存刀具補償資料的機械控制器註冊的數目。預設為破折號 (–)。
適用於進給和速度的 HSM 粗加工與 HSM 殘料粗加工參數
• 「自適應進給控制」(ADAPTIVE_FEED_CONTROL) - 當設定為「是」(YES) 時,此參數會根據切削刀具與「常數載入」(CONSTANT_LOAD)、「類型 1」(TYPE_1) 及「類型環繞」(TYPE_SPIRAL) 掃描類型的材料的接合方式自動適應「切削進給」(CUT_FEED) 中的變更。
預設值:NO
當「自適應進給控制」(ADAPTIVE_FEED_CONTROL) 參數設定為「是」(YES) 時,請注意下列事項:
◦ 與切削刀具接合相關的進給中的變更僅適用於「切削進給」(CUT_FEED)。
◦ 當刀具與材料的接合始終在兩個「移至」(GOTO) 點之間變更時,對應的段會分割成多個「移至」點,以在適當位置套用進給變更。因此,會在刀具路徑上新增額外的「移至」點。
◦ 「常數載入」(CONSTANT_LOAD) 掃描類型的設計目的是為了保持刀具在每個切削方位上與材料接合。由於已在刀具路徑本身中保持材料與刀具的結合,因此不需要頻繁減少「切削進給」(CUT_FEED)。因此,「常數載入」(CONSTANT_LOAD) 掃描類型自適應進的進給變更較少。
• 「最小自適應進給」(MIN_ADAPTIVE_FEED) - 以「切削進給」(CUT_FEED) 百分比的方式定義最小自適應進給。它會自動套用到最大刀具負載條件。此參數的值介於 5 與 90 之間。
預設值:10
適用於入刀/退刀運動的 HSM 精加工和 HSM 殘料精加工參數
• 導引半徑 - 指定導入或導出時刀具的相切圓運動半徑。
預設值:0
• 切削入刀退刀延伸 - 選取刀具的進刀方向。
預設值:TANGENTIAL_ARC
以下為可用的選項:
◦ 「無」(NONE) - 刀具在沒有任何導入和導出運動的情況下進入或退出。
◦ TANGENTIAL_ARC - 在導入和導出時,刀具會針對陡區和淺區分別採取水平圓弧與垂直圓弧處理。
◦ VERTICAL_TANG_ARC - 在導入和導出時,刀具會針對所有區域採取垂直圓弧處理。
◦ HORIZONTAL_TANG_ARC - 在導入和導出時,刀具會針對所有區域採取水平圓弧處理
◦ 自動圓弧 - 刀具自動以圓弧形傾斜,以避免在導入和導出運動中發生撞刀。此選項僅適用於已轉換的 5 軸序列。
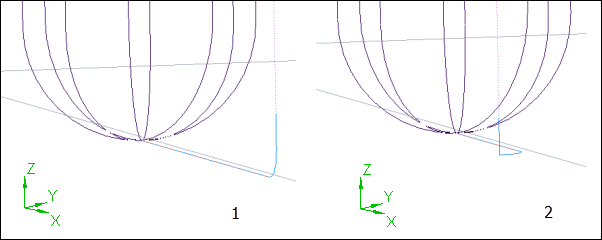
1. VERTICAL_TANG_ARC
2. HORIZONTAL_TANG_ARC
• 小連結 - 指定鄰接切削或切削圖層之間的連接對類型。
預設:混合雲規線
以下為可用的選項:
◦ 直接 - 在間隙邊之間建立直線的最短連接對,而無需任何撤刀運動。
◦ FOLLOW_SURFACE - 在間隙邊上建立跟隨現有幾何的連接對,而無需任何撤刀運動。
◦ 混合雲規線 - 在間隙邊之間建立相切圓弧的連接對。
◦ STEP - 選項涉及撤刀、連接對和垂直進刀段。在間隙邊之間建立刀具平面的連接對。
◦ 撤刀至安全距離 - 在間隙邊之間建立直線的連接對。刀具會撤刀至指定安全距離。
◦ 撤刀至撤刀面 - 在間隙邊之間建立直線的連接對。刀具會撤刀至撤刀面。選項涉及沿刀具軸將刀具撤刀至撤刀面、連階對和沿刀具軸進刀等的段。
如果所選連結類型不符合安全條件,則會使用下一個安全連結類型。 |
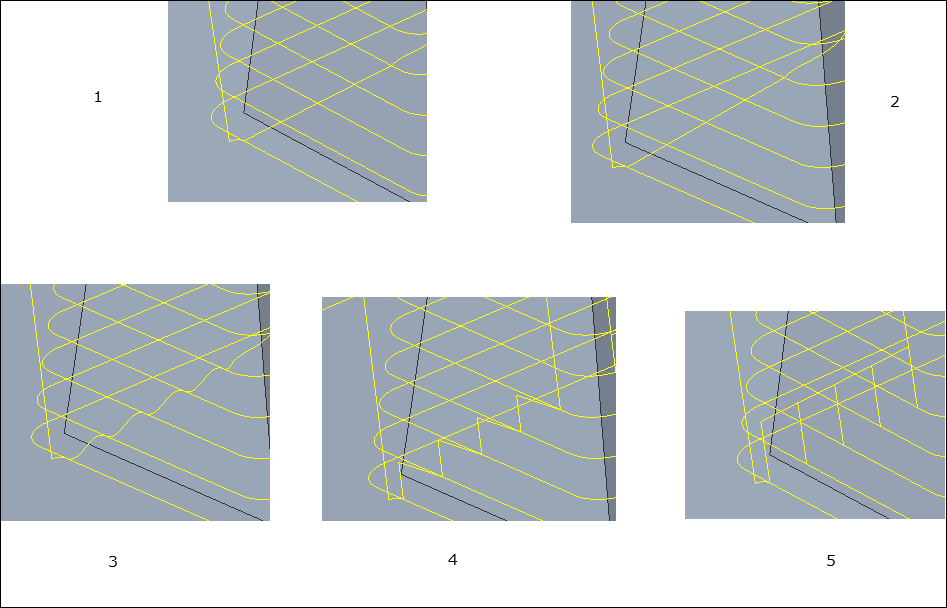
1. 直接
2. 沿曲面
3. 「混合雲規線」
4. STEP
5. 「撤刀至安全距離」
適用於切削運動的 HSM 精加工與 HSM 殘料精加工參數
• 精加工選項 - 指定建立最佳化刀具路徑的加工方法。
預設值:SMART_CUTS
以下為可用的選項:
◦ CONSTANT_Z - 對垂直曲面或陡區進行精加工。
◦ CONSTNAT_CUSP - 在陡區和淺區裡建立等距尖點。目標是在每個輪廓之間有一個恆定距離,以便使用相等高度來建立尖點。
◦ SMART_CUTS - 建立組合刀具路徑,其由零件之陡區的恆定 Z 切片與淺區的恆定尖點切削所組成。
◦ PARALLEL_CUTS - 在 X-Y 平面上建立平行切削。請將此設定用於淺區。
◦ FLAT_LANDS - 建立刀具路徑來對坯件的真實平坦區域進行加工。僅適用於「精加工」序列。
◦ PENCIL_CUT - 建立鑲嵌邊的單一刀具路徑。僅適用於「殘料精加工」序列。
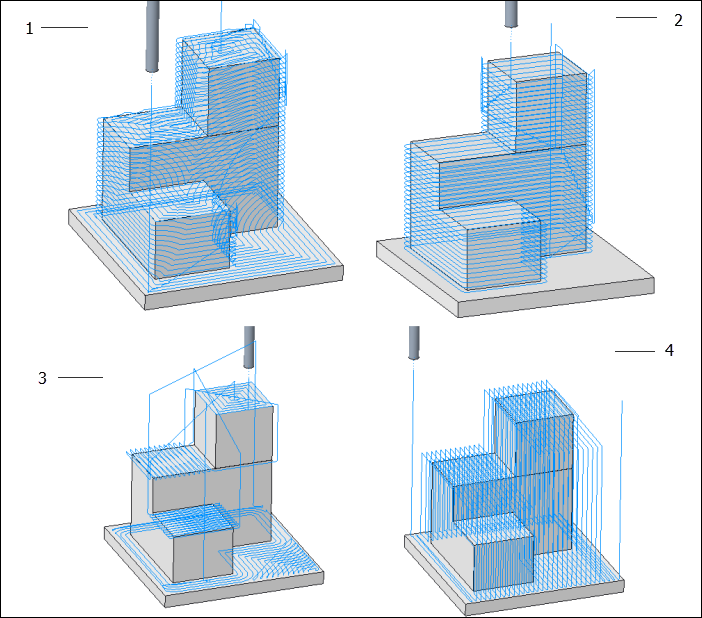
1. CONSTNAT_CUSP
2. CONSTANT_Z
3. FLAT_LANDS
4. PARALLEL_CUTS
• 螺旋掃描方向 - 指定螺旋掃描時的刀具路徑方向。
預設值:由外而內
以下為可用的選項:
◦ 由外而內 - 從邊界到中心
◦ 由內而外 - 從中心到邊界
適用於切削深度和裕量的 HSM 精加工與 HSM 殘料精加工參數
• 陡跨度 - 指定加工陡區時的等距值。如果沒有指定「陡跨度」的值,則會使用「跨度」值作為「陡跨度」值。
預設值:-
• 精加工加工裕量 - 指定加工後留下的坯件量。
預設值:-
• 殘餘區位移 - 指定要套用至所計算之殘料區域的位移值。系統會根據先前所使用的刀具來計算殘料區域。
僅適用於殘料精加工序列。
預設值:0
1. 根據先前刀具計算實際加工區域。
2. 設定「殘餘區位移」之後的可能可加工區域。
• 起始傾斜角度 - 指定起始角度。「起始傾斜角度」與「終止傾斜角度」會形成一個間隔。您可針對落在此間隔內外的曲面進行加工。系統會自動偵測陡區和淺區。視圖方向與形成該間隔的角度會定義這些區域。
預設值:-
◦ 起始角度必須小於終止角。
◦ 如果等距值大於您以起始角度和終止角所定義的區域,便不會產生刀具路徑。
• 終止傾斜角度 - 請參閱之前介紹的「起始傾斜角度」。
預設值:-
• 最佳角度 - 選取「是」(YES) 可自動決定切削數目最少的方向。
預設值:NO
此參數僅適用於精加工與殘料精加工序列中的 PARALLEL_CUTS 參數。
• 多清角路徑 - 指定清角切削之每一側的路徑數目。
僅適用於殘料精加工序列。
預設值:0
• 偵測厚度大於 - 指定厚度。此設定可讓您避免針對坯件材料量少於所指定厚度臨界值的區域進行加工。
預設值:0.1 mm
切削運動的自動去毛刺參數
• 邊厚度 - 指定加工邊上倒角的厚度。
預設值:0.5 mm
• 邊延伸 - 指定加工邊的延伸長度。延伸即會新增於邊的兩端。刀具會在加工時橫移至延伸邊。
預設值:0
• 止裂槽轉角 - 選取一種方法來加工參照零件的內部邊。
預設值:NONE
以下為可用的選項:
◦ 無 - 預設情況下,當刀具穿過內部邊時,不會新增迴圈或圓弧。
◦ 新增迴圈 - 將迴圈新增至刀具路徑,以使刀具平滑穿過內部邊。
◦ 無迴圈 - 將圓弧新增至刀具路徑,以使刀具平滑穿過內部邊。
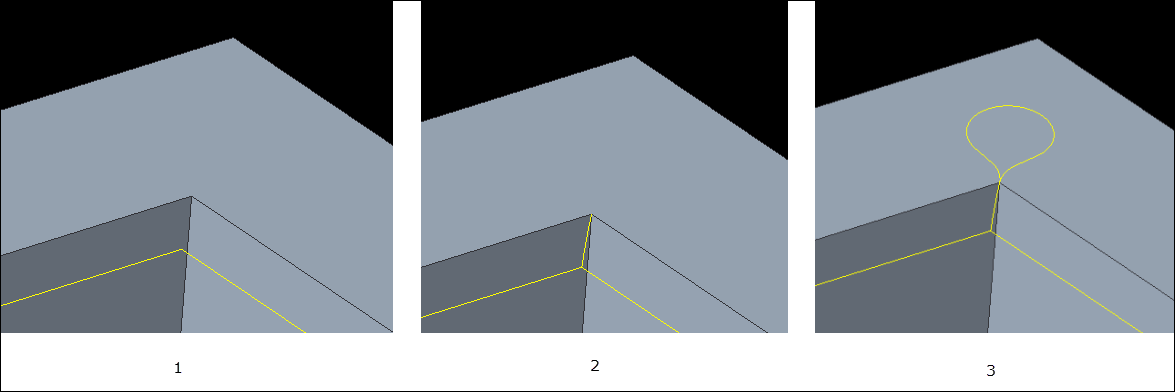
1. 無
2. 無迴圈
3. 新增迴圈
• 內側迴圈半徑 - 在選取「新增迴圈」以將迴圈新增至刀具路徑後指定迴圈半徑。
預設值:2 mm
• 最小偵測邊長度 - 指定刀具偵測加工邊時所需的最小邊長度。不會加工比指定長度短的邊。
預設值:-
• 最小邊角度 - 指定最小邊角度,以偵測要在零件上加工的銳邊。角度大於指定角度的邊會被分類為銳邊。
• 編號切削 - 指定沿銳邊的切削數目,以逼近平坦形狀或邊上的倒角。以邊厚度/編號切削計算切片數。例如,如果邊厚度為 2.0 mm 且編號切削為 4,則會在值為 0.5 mm 的四個相等切片中加工邊,以達到邊厚度。
入刀/退刀運動的自動去毛刺參數
• 快速距離 - 指定刀具沿軸快速或自由進給時撤刀或進刀的距離。此參數可用於 3 軸和 5 軸去毛刺序列,但僅適用於 5 軸去毛刺序列。快速距離包括安全距離。
預設值:20 mm
• 連結類型 - 在刀具路徑區段之間選取下列兩個撤刀策略之一。
◦ 撤刀混合雲規線 - 沿混合雲規線撤刀以建立平滑轉接。
◦ 撤刀至間隙 - 刀具向自動撤刀類型的自動定義撤刀區域撤刀,或使用指定的撤刀策略撤刀。
HSM 5 軸粗加工和殘料粗加工參數
• 快速距離 - 指定刀具沿軸快速進給時撤刀或進刀的距離。快速距離包括安全距離和拉出距離。
預設值:20 mm
• 最大跨度 - 指定刀具的最大跨度。依預設,最大跨度會在您選取刀具時計算。
• 第一步長深度 - 指定第一次切削的深度。第一次切削完成後,刀具將使用步長深度值來進行連續切削。
預設值:0。不適用於「轉化」(Morph) 切片產生策略。
• 最後步長深度 - 指定最後切削的深度。您可切削至距地板曲面某一距離處。
預設值:0。不適用於「轉化」(Morph) 切片產生策略。
• 加工方式 - 選取下列其中一個加工選項:
◦ 區域 - 每個區域都會單獨加工。
◦ 層級 - 所有區域都在連續層級中同時加工。
• 粗加工坯件裕量 - 定義粗加工切削之後徑向方向上留下的坯件量。
預設值:1 mm。在 5 軸粗加工中,預設值為 1。
• 逼近退刀間隙 - 指定刀具在進入或退出坯件時所經過的距離。距離會以跨度值的百分比形式指定。例如,如果將跨度指定為 10 mm,那麼依預設,此參數的值將為 10 mm,即 10 mm 的 100%。
預設值:100%