ミリングパラメータ
以下のパラメータは、ミリング NC シーケンスに特有のパラメータです。これらのパラメータは、パラメータ設定時のブランチ名に対応した見出しの下にリストされています。
全 NC シーケンスタイプに利用できる共通製造パラメータについては、「NC シーケンスの共通パラメータ」のトピックを参照してください。荒削りまたは中荒削りの NC シーケンス特有のパラメータの説明については、トピック「荒削りと中荒削り特有のミリングパラメータ」を参照してください。これらのトピックについては、「関連項目」の該当するリンクを参照してください。
|
|
• デフォルトが 1 のすべてのパラメータに値を指定する必要があります (Creo NC によってデフォルト値は設定されません)。
• NC シーケンスパラメータの長さ単位 (該当する場合) は、ワークピースの単位と同じになります。
|
カットオプション
「スキャンタイプ」(SCAN_TYPE)
ボリューム、サーフェス、フェース、ポケット、プランジミリングに適用できます。
ボリュームミリングでは、ミリング工具がミリングボリュームの水平断面をスキャンし、島を避ける方法を指定します。次のオプションがあります。
• 「タイプ 1」(TYPE_1) - 工具は連続してボリュームを加工し、島に遭遇するとリトラクトします。
• 「タイプ 2」(TYPE_2) - 工具は島に遭遇してもリトラクトせず、迂回しながら継続してボリュームを加工します。
• 「タイプ 3」(TYPE_3) - 工具は島のジオメトリで定義した連続域から、島を迂回しながら順に加工して材料を除去します。1 つの領域を完了すると、工具はリトラクトし、残りの領域をミル加工します。「タイプ 3」(TYPE_3) の「荒削りオプション」(ROUGH_OPTION) は「荒削りプロファイル」(ROUGH_&_PROF) に設定してください。
• 「らせんタイプ」(TYPE_SPIRAL) - らせん状カッターパスを生成します。
• 「1 方向タイプ」(TYPE_ONE_DIR) - 工具は 1 方向にのみ切削します。各カットパスの終わりでリトラクトして、ワークピースの反対側に戻り、同じ方向で次の切削を開始します。島を避けるのは TYPE_1 と同様です。
• 「タイプ 1 接続」(TYPE_1_CONNECT) - 工具は 1 方向にのみ切削します。工具はカットパスの各終点でリトラクトし、現在のパスの開始点に素早く戻り、そこから次のパスの始点へ移動します。カットパスの始点に隣接するウォールがある場合、間をつなぐ工具運動はガウジ回避するためにウォールのプロファイルに従います。
• 「一定荷重」(CONSTANT_LOAD) - 高速の荒削り (「荒削りオプション」(ROUGH_OPTION) を「荒削りのみ」(ROUGH_ONLY) に設定した場合) またはプロファイル (「荒削りオプション」(ROUGH_OPTION) を「プロファイルのみ」(PROF_ONLY) に設定した場合) を実行します。
• 「らせん維持カットタイプ」(SPIRAL_MAINTAIN_CUT_TYPE) - カット間の逆円弧接続を使用してらせん状カッターパスを生成します。切削が終了すると、工具は残りの材料に基づいてカットタイプを維持するために切削方向を反転し、次のカットへ円弧を描いて移動します (CLIMB または CONVENTIONAL)。これは、リトラクトを最低限に抑える高速加工オプションです。
• 「らせん (カット方向維持)」(SPIRAL_MAINTAIN_CUT_DIRECTION) - カット間の S 型接続を使用してらせん状カッターパスを生成します。切削が終了すると、切削方向を維持したまま次のカットへ S を描いて移動します。このためカットタイプは残りの材料に基づいてカット間で変更されます (CLIMB から CONVENTIONAL へと後退)。これは、リトラクトを最低限に抑える高速加工オプションです。
• 「ハードウォールフォロー」(FOLLOW_HARDWALLS) - 各カットの形状は、2 つの連続カットの各点間の固定オフセットを維持しながら、ボリュームのウォールの形状に従います。カットが接近している場合は、カット間には S 型接続が存在します。
ボリュームミリングのスキャンタイプを以下の図に示します。
1. タイプ 1
2. らせんタイプ
3. タイプ 2
4. タイプ 3
5. 1 方向タイプ
6. タイプ 1 接続
通常ミリングの場合
• 「タイプ 1」(TYPE_1) - 工具は連続してボリュームを加工し、島に遭遇するとリトラクトします。
• 「タイプ 3」(TYPE_3) - 選択したサーフェスがゾーンに分かれている場合、工具はそのゾーンを完全に加工して、次に移動します。
アイソラインサーフェスミリングの場合
• 「タイプ 1」(TYPE_1) - 工具は連続してボリュームを加工し、島に遭遇するとリトラクトします。
• 「タイプ 2」(TYPE_2) - 工具は島に遭遇すると迂回しながら、継続して選択したサーフェスを加工します。
• 「タイプ 3」(TYPE_3) - 選択したサーフェスがゾーンに分かれている場合、工具はそのゾーンを完全に加工して、次に移動します。
• 「1 方向タイプ」(TYPE_ONE_DIR) - 工具は 1 方向にのみ切削します。各カットパスの終わりで工具はリトラクトし、ワークピースの反対側に戻って、同じ方向で次の切削を始めます。
カットラインサーフェスミリングの場合
• 「タイプ 1」(TYPE_1) - 工具は生成したカットラインに沿って前後に移動します。
• 「タイプ 3」(TYPE_3) - 選択したサーフェスがゾーンに分かれている場合、工具はそのゾーンを完全に加工して、次に移動します。
• 「らせんタイプ」(TYPE_SPIRAL) - 工具は開始と終了カットラインの間で最初のカットパスを作ります。以降のパスは、第 1 パスの右と左に交代に作成されます。
• 「1 方向タイプ」(TYPE_ONE_DIR) - 工具は 1 方向にのみ切削します。各カットパスの終わりでリトラクトして、ワークピースの反対側に戻り、同じ方向で次の切削を開始します。
• 「ヘリカルタイプ」(TYPE_HELICAL) - (「カットラインタイプ」(CUTLINE_TYPE) パラメータが「フローライン」(FLOWLINES) に設定されている場合にのみ使用できます)。工具はヘリカルに沿って移動します。これは閉状カットラインの加工にのみ有効です。作成されたツールパスを以下の図に示します。
1. 開始カットライン (上面サーフェス境界)
2. 終了カットライン (底面サーフェス境界)
投影カットのサーフェスミリングの場合、スキャンタイプはボリュームミリングの場合と同じです (「タイプ 1 接続」(TYPE_1_CONNECT) および「一定荷重」(CONSTANT_LOAD) は例外)。これらはツールパスのフラットパターンを作成する方法を指します。
スワーフミリングの場合
• 「タイプ 1」(TYPE_1) - 工具は加工中のサーフェスを横切って前後に移動します。
• 「1 方向タイプ」(TYPE_ONE_DIR) - 工具は 1 方向にのみ切削します。各カットパスの終わりでリトラクトして、ワークピースの反対側に戻り、同じ方向で次の切削を開始します。
• 「ヘリカルタイプ」(TYPE_HELICAL) - 工具はヘリカルに沿って移動します。サーフェスの閉じたループでのみ有効です。
フェースミリングの場合
• 「タイプ 1」(TYPE_1) - 工具は、選択したフェースに沿って前後に移動し、平行カットパスを作成します。選択されたフェースが複数領域で構成されている場合、工具はそれらを無視して、ワークピースの全長にわたって移動します。
• 「タイプ 3」(TYPE_3) - 選択されたフェースが複数のゾーンで構成されている場合、工具は平行カットパスで前後に移動して 1 つのゾーンを加工し、それからリトラクトして次のゾーンに移動します。
• 「らせんタイプ」(TYPE_SPIRAL) - 工具は 1 つ目のカットパスをサーフェスの中間部に作成します。以降のパスは、第 1 パスの右と左に交代に作成されます。
• 「1 方向タイプ」(TYPE_ONE_DIR) - 工具は 1 方向にのみ切削します。各カットパスの終わりでリトラクトして、ワークピースの反対側に戻り、同じ方向で次の切削を開始します。
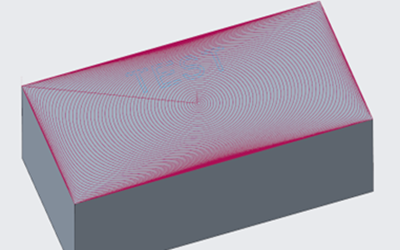
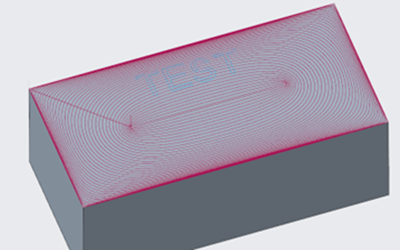
1. タイプ 1
2. タイプ 3
ポケット加工の場合、スキャンタイプはボリュームミリングの場合と同じです (「タイプ 1 接続」(TYPE_1_CONNECT) および「一定荷重」(CONSTANT_LOAD) は例外)。これらは工具がポケットの底をスキャンする方法を指します。
プランジミリングの場合、工具の Insert_Width が Cutter_Diam/2 より小さい場合はスキャンタイプを変更できません。通常のフラット工具では、以下のスキャンタイプを使用できます。
• 「タイプ 3」(TYPE_3) - 1 つの領域を完全に加工してから次に移動します。
• 「らせんタイプ」(TYPE_SPIRAL) - らせん状カットパスを作成します。
• 「1 方向タイプ」(TYPE_ONE_DIR) - 工具は 1 方向にのみ切削します。各カットパスの終わりでリトラクトして、領域の反対側に戻り、同じ方向で次のカットを開始します。
「接続オプション」(CONNECT_OPTION)
断続カット中の接続を制御します。カットラインミリングのシーケンスの場合、オプションは以下のとおりです。
• 「最適化なし」(NOT_OPTIMIZE) (デフォルト) - ツールパスは障害物の形状に従い、カット中にリトラクトする可能性があります。
このオプションは、「スキャンタイプ」(SCAN_TYPE) が「タイプ 1」(TYPE_1) に設定され、ボールミル工具が使用される場合に効果的に機能します。ボールミル工具以外のすべての工具タイプに対して「スキャンタイプ」(SCAN_TYPE) が「タイプ 1」(TYPE_1) に設定されている場合、ツールパスは障害物を発見するとクリアランスにリトラクトします。 |
• 「フォースリトラクト」(FORCE_RETRACT) - 工具は、障害物を発見すると、指定したクリアランスまでリトラクトします。
「荒削りオプション」(ROUGH_OPTION)
プロファイルパスをボリュームミリング NC シーケンス中に行うかどうかを制御します。次のオプションがあります。
• 「荒削りのみ」(ROUGH_ONLY) - プロファイル加工なしで NC シーケンスを作成します。
• 「荒削りプロファイル」(ROUGH_&_PROF) - ミリングボリュームを荒削りしてからボリュームサーフェスをプロファイル加工する NC シーケンスを作成します。
• 「プロファイル荒削り」(PROF_&_ROUGH) - まずボリュームサーフェスをプロファイル加工してからボリュームを荒削りします。
• 「プロファイルのみ」(PROF_ONLY) - プロファイル加工のみを行います。「スキャンタイプ」(SCAN_TYPE) オプションが「一定荷重」(CONSTANT_LOAD) に設定されている場合、制御可能な「プロファイル接続角度」(PROFILE_CONNECT_ANGLE) を基準にして、2 つのスライス間に S 接続が作成されます。
• 「荒いクリーンアップ」(ROUGH_&_CLEAN_UP) - プロファイルパスを作成せずにボリュームのウォールをクリーンアップします。「スキャンタイプ」(SCAN_TYPE) を「タイプ 3」(TYPE_3) に設定すると、各スライス内の水平の接続運動が、ボリュームのウォールに従います。「スキャンタイプ」(SCAN_TYPE) を「1 方向タイプ」(TYPE_ONE_DIR) に設定すると、プランジとリトラクトの際に、工具はボリュームのウォールに垂直に移動します。「1 方向タイプ」(TYPE_ONE_DIR) では、工具は前のスライスのレベルまでリトラクトしますが、カレントスライスに対して (「ステップ深さ」(STEP_DEPTH) + 「カッター直径」(CUTTER_DIAM) /2) を越えて移動することはありません。
• 「ポケット加工」(POCKETING) - ボリュームのウォールをプロファイル加工し、リトラクト面に平行な、ボリュームの内側にあるすべての平面サーフェス (島の上部とボリュームの底) を仕上げミル加工します。平面フェースの開いたエッジは、「ポケット拡張」(POCKET_EXTEND) パラメータ値に従ってミル加工されます。
• 「フェースのみ」(FACES_ONLY) - リトラクト面に平行な、ボリュームの内側にある平面サーフェス (島の上部とボリュームの底) のみを仕上げミル加工します。平面フェースの開いたエッジは、「ポケット拡張」(POCKET_EXTEND) パラメータ値に従ってミル加工されます。
「方向タイプ」(TYPE_ONE_DIR) を指定した「荒いクリーンアップ」(ROUGH_&_CLEAN_UP) に類似したツールパスは、「ラフステップ深さ」(ROUGH_STEP_DEPTH) を指定した 3 軸通常ミリングを使用して生成できます。 |
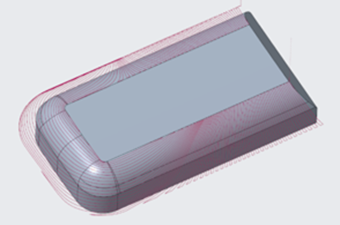
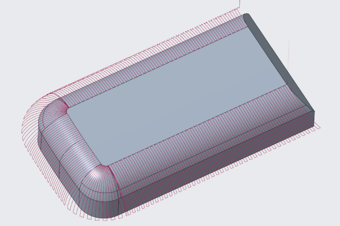
「荒削りオプション」(ROUGH_OPTION) によって異なるカッターパスを以下の図に示します。
1. 荒削りのみ
2. プロファイルのみ
3. 荒削り後のプロファイル
4. 最初にプロファイル
5. 荒いクリーンアップ
6. プロファイル荒削り
1. タイプ 3 での荒いクリーンアップ
2. 1 方向タイプでの荒いクリーンアップ
次の図に、「1 方向タイプ」(TYPE_ONE_DIR) を指定した「荒いクリーンアップ」のツールパスを示します。
1. ツールパス
2. ステップ深さ
3. ミルボリュームウォール (側面)
4. ステップ深さ + カッター直径/2
「ポケット拡張」(POCKET_EXTEND)
ボリューム内側にある平面フェースのオープンエッジを加工するときの工具位置を定義します (例: 島の上部)。次の値を指定できます。
• 「ツール上」(TOOL_ON) (デフォルト) - 工具の中心がフェース境界に達すると、工具が停止します。
• 「ツールへ」(TOOL_TO) - 先頭エッジがフェース境界に達すると、工具が停止します。
• 「ツール超過」(TOOL_PAST) - 工具のヒールがフェース境界に達すると、工具が停止します。
このパラメータは、「荒削りオプション」(ROUGH_OPTION) を「ポケット加工」(POCKETING) または「フェースのみ」(FACES_ONLY) に設定しているときに使用できます。
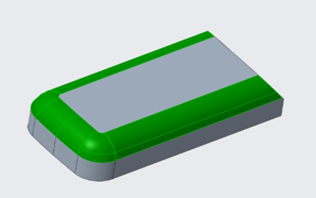
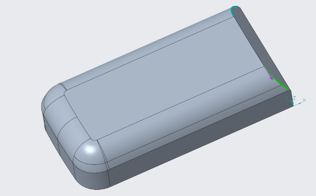
「ワークピース基準トリム」(TRIM_TO_WORKPIECE)
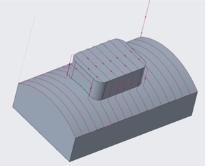
ボリュームミリングで「フルトリム」(FULL_TRIM) に設定すると、エアカットを避けるため、ミリングボリュームがワークピースの境界の内側に拘束されます。「上部にトリム」(TRIM_TO_TOP) (デフォルト) に設定すると、Z 方向でのみトリムが行われます。
• ワークピースがアンダーカットされている場合は、「ワークピース基準トリム」(TRIM_TO_WORKPIECE) を「フルトリム」(FULL_TRIM) に設定しないでください。 • 意図的にワークピースの境界を越えてボリュームをオフセットあるいはスケッチする場合 (以下の図を参照)、「ワークピース基準トリム」(TRIM_TO_WORKPIECE) を「上部にトリム」(TRIM_TO_TOP) に設定してください。 |
1. ミリングボリューム (オフセットあり)
3 軸通常ミリングとフェースミリングでは、「はい」(YES) に設定されている場合 (デフォルトは「いいえ」(NO))、次に進む前にワークピースの 1 つの領域を加工します。実際のツールパスは「スキャンタイプ」(SCAN_TYPE) パラメータの値によって決まります。以下の図は、「スキャンタイプ」(SCAN_TYPE) を「1 方向タイプ」(TYPE_ONE_DIR) に設定したフェースミリングを示しています。
1. ワークピース基準トリム "NO"
2. ワークピース基準トリム "YES"
「カット方向」(CUT_DIRECTION)
ボリュームミリングでは、1 つのスライス内でツールモーションの方向を反転できます。値は「標準」(STANDARD) と「反転」(REVERSE) です。
プロファイルミリングでは、「標準」(STANDARD) (デフォルト) でサーフェスの上から下に向かって加工、つまり、トップスライスから開始します。「反転」(REVERSE) では、その逆に、底面のスライスから上方向に向かって加工します。
「XY ピッチ調整」(STEPOVER_ADJUST)
「はい」(YES) (デフォルト) に設定すると、XY ピッチ距離 (「XY ピッチ」(STEP_OVER) と「パス数」(NUMBER_PASSES) パラメータで定義) を、1 つの走査のカッターパスの始点と終点の両方がエッジに近接するように調整します。調節した XY ピッチ距離は元の距離を超えることはありません。「いいえ」(NO) に設定すると、XY ピッチ距離は、「XY ピッチ」(STEP_OVER) と「パス数」(NUMBER_PASSES) パラメータの組み合わせで定義した値になります。
1. XY ピッチ調整 --"NO"
2. XY ピッチ調整 -- "YES"
「カットタイプ」(CUT_TYPE)
「スピンドル回転方向」(SPINDLE_SENSE) と組み合わせて使用し、プロファイル加工 NC シーケンスまたはスライスの際、材料を除去するときの工具に相対的な材料の位置を制御します。ポケットミリングのようなボトムスライスは、このパラメータに影響されません。オプションは「ダウンカット」(CLIMB)、「アップカット」(UPCUT)、および「ジグザグ」(ZIG_ZAG) です。可能な組み合わせと、生成されるツールパスは以下のとおりです。
• 「ダウンカット」(CLIMB) と「時計回り」(CW) - 左側にカッター (デフォルト)。
「アップカット」(UPCUT) と「時計回り」(CW) - 右側にカッター。
• 「アップカット」(UPCUT) と「反時計回り」(CCW) - 左側にカッター。
「ダウンカット」(CLIMB) と「反時計回り」(CCW) - 右側にカッター。
• 「ジグザグ」(ZIG_ZAG) - カット方向はスライスごとに変わります。
ボリュームミリングの「カットタイプ」(CUT_TYPE) パラメータは、「荒削りオプション」(ROUGH_OPTION) が「荒削りプロファイル」(ROUGH_&_PROF)、「プロファイル荒削り」(PROF_&_ROUGH)、または「プロファイルのみ」(PROF_ONLY) に指定されたか、「スキャンタイプ」(SCAN_TYPE) が「らせんタイプ」(TYPE_SPIRAL) に指定されたときに指定できます。 |
ローカルミリングには、材料のクリーンアップ時に工具を前後に移動する追加オプションの「なし」(NONE) があります。
プロファイルミリングでは、開状コンターをプロファイルする場合に「ジグザグ」(ZIG_ZAG) オプションを使用できます。「ダウンカット」(CLIMB) と「アップカット」(UPCUT) では工具がリトラクトして素早く次のスライスの開始位置へ移動するのに対し、このパラメータではスライス間にレースタイプの接続を付けます。
1. カットタイプ「アップカット」
2. カットタイプ「ジグザグ」
「スピンドル回転方向」(SPINDLE_SENSE) および「カット方向」(CUT_DIRECTION) を「カットタイプ」(CUT_TYPE) と組み合わせた 3 軸通常ミリングは、サーフェス加工の開始点と方向を制御します。「レースカット方法」(LACE_OPTION) パラメータは "NO" に設定されている必要があります。
「前プランジ」(PLUNGE_PREVIOUS)
「スキャンタイプ」(SCAN_TYPE) 「タイプ 3」(TYPE_3) を使用したボリュームミリングで、新しいゾーンの加工を開始する場合に工具をプランジする位置を決定します。
• 「はい」(YES) - 工具は、以前に加工したゾーン内にプランジした後、新しいゾーンに移動します。
• 「いいえ」(NO) (デフォルト) - 工具は新しいゾーンに内にプランジします。
「スキップスライス修復」(FIX_SKIPPED_SLICES)
デフォルト (「いいえ」(NO)) では、Creo NC がボリュームをミル加工するときにある深さ (Z 座標値) の地点でスライスを作成できない場合 (たとえばジオメトリ上の問題など)、工具はそのスライスをスキップして次のスライスに移動します。このパラメータを「はい」(YES) に設定すると、スライスを作成できない場合には Creo NC によって次のスライスが生成され、さらにスキップしたスライスの Z 座標値で同じスライスが繰り返し作成されます。つまり、1 つ作成できないスライスがあると、次のスライスは 2 度繰り返されます。最初はスキップしたスライスの Z 座標値が、次はそれ自体の Z 座標値が使われます。スライスを作成できない場合は、必ず警告が表示されます。
「レースカット方法」(LACE_OPTION)
仕上げ通常ミリング、フェースミリング、カットライン加工の場合、カットパスの最後に工具がリトラクトするかどうかを制御します (次の図を参照)。「いいえ」(NO) (通常ミリングのデフォルト) に設定すると、工具は各カットの後リトラクトするため、すべてのカットが同じ方向に行われます。ほかの値の場合は、工具が前後に切削を行うため、隣接するカットの終点間の接続の形状が指定されます。
• 「直線接続」(LINE_CONNECT) に設定すると、隣接する終点が直線セグメントで接続されます。直線接続は仕上げおよびカットライン加工のデフォルトです。
• 「カーブ接続」(CURVE_CONNECT) オプションは通常ミリングの場合にのみ使用でき、参照部品ジオメトリを計算に入れたより複雑な (より低速の) アルゴリズムを使用します。「レースカット方法」(LACE_OPTION) を「カーブ接続」(CURVE_CONNECT) に設定した場合、工具はカットパスの妨害になる障害物のジオメトリに従います。「直線接続」(LINE_CONNECT) がガウジを起こすときだけ、カーブ接続を使用してください。
• 「円弧接続」(ARC_CONNECT) オプションは 3 軸通常ミリングとフェースミリングで使用できます。これにより、隣接するカットパス間の接続が滑らかな円弧状になります。カットパスは必要に応じて短縮され、工具がサーフェス境界から出ないように接続モーションが調整されます。接続は自動的にガウジ回避します。高速加工の際に、このオプションを使用します。
• 「ループ接続」(LOOP_CONNECT) に設定すると、隣接する終点が垂直ループで接続され、工具は加工されるサーフェスに正接の状態で材料から離れ、次を開始します。
3 軸通常ミリングで「レースカット方法」(LACE_OPTION) を「直線接続」(LINE_CONNECT) に設定した結果、「直線接続」(LINE_CONNECT) がガウジを起こす場合は、接続モーションが自動的にガウジ回避され、「カーブ接続」(CURVE_CONNECT) に変更されます。4、5 軸の NC シーケンスでは、直線接続がガウジを起こす場合、工具がリトラクトします。そのようなリトラクトを避けるには、カーブ接続を使用します。 |
1. レースカット方法 "NO"
2. レースカット方法 「直線接続」
「負_Z_移動」(ALLOW_NEG_Z_MOVES)
「いいえ」(NO) に設定すると、3 軸通常ミリング NC シーケンスの Z 値での負の運動を取り除きます。デフォルトは「はい」(YES) です。「負_Z_移動」(ALLOW_NEG_Z_MOVES) を「いいえ」(NO) に設定した場合、「スキャンタイプ」(SCAN_TYPE) を「タイプ 1」(TYPE_1) に、「レースカット方法」(LACE_OPTION) を「いいえ」(NO) に設定する必要があります。次の図に、「負_Z_移動」(ALLOW_NEG_Z_MOVES) を「いいえ」(NO) に設定したツールパスの例を示します。
「リトラクト方法」(RETRACT_OPTION)
ボリュームミリング、荒削りと中荒削りのリトラクトの回数と高さを制御します。
ボリュームミリングで可能な値は以下のとおりです。
• 「最適化」(OPTIMIZE) (デフォルト) - 高さを最低限にすることなく、リトラクトの回数を最低限に抑えます。NC シーケンスで指定している場合は、工具は横断面のレベルにリトラクトします。指定していない場合は、リトラクト面レベルにリトラクトします。
• 「最適化なし」(NOT_OPTIMIZE) - 2 番目のスライスがカッターの現在位置のすぐ下から開始しない場合に、カッターは 2 つのスライスの間でリトラクトします。また、「荒削りオプション」(ROUGH_OPTION) が「荒削りプロファイル」(ROUGH_&_PROF) または「プロファイル荒削り」(PROF_&_ROUGH) の場合、スライス内の荒削りパスとプロファイルパスの間でリトラクトします。「最適化」(OPTIMIZE) がガウジを起こすときは、「最適化なし」(NOT_OPTIMIZE) を指定してください。工具は、横断面またはリトラクト面のレベルにリトラクトします。
• 「スマート」(SMART) - リトラクトの回数と高さを最低限に抑えます。NC シーケンス内の各中間リトラクトに対し、工具が新しい位置へ横断するための安全レベルが計算されます。この安全レベルは、工具の移動範囲に障害がない場合のスライスの最低レベルに「引き抜き距離」(PULLOUT_DIST) 値 (指定されている場合) を加えたものとして決定されます。
アプローチパスまたは終了パスが「カット構築」(Build Cut) を使用してスライス単位に指定されているときは、「リトラクト方法」(RETRACT_OPTION) パラメータは無視されます。 |
荒削りと中荒削りでの値は、次のとおりです。
• 「スマート」(SMART) (デフォルト) - リトラクトの回数と高さを最低限に抑えます。NC シーケンス内の各中間リトラクトに対し、工具が新しい位置へ横断するための安全レベルが計算されます。この安全レベルは、工具の移動範囲に障害がない場合のスライスの最低レベルに「引き抜き距離」(PULLOUT_DIST) 値 (指定されている場合) を加えたものとして決定されます。
• 「常時」(ALWAYS) - 各スライスの後、工具はリトラクト面にリトラクトします。
「ガウジ回避オプション」(GOUGE_AVOID_OPTION)
サーフェスミリング、スワーフミリング、カットラインミリングで、工具をリトラクトしてガウジ回避をするかどうかを指定します。
• 「リトラクトツール」(RETRACT_TOOL) - 工具はカット間でリトラクトすることがあります。
• 「リフトツール」(LIFT_TOOL) - カット間のリトラクト数を最小にします。
• 「投影ツール」(PROJECT_TOOL) - ツールパスがサーフェスまたはジオメトリ上に投影されます。このオプションは、サーフェスジオメトリのトポロジーが急に変化する 3 軸ヘリカルミリングと、工具軸がピボット点またはピボット軸によって制御される 5 軸ミリングで使用します。
これはカットラインミリングのデフォルトのオプションです。ガウジがないツールパスが作成されます。
• 「なし」(NONE) - カットラインミリングで、ガウジがある標準のツールパスが必要な場合、このオプションを使用します。
「ガウジ回避タイプ」(GOUGE_AVOID_TYPE)
3 軸プロファイルミリングの場合「先端 サイド」(TIP_&_SIDES) (デフォルト) に設定すると、ツールパスでガウジを回避する際にアンダーカットが検知されます。アンダーカット加工するには、「ガウジ回避タイプ」を「先端のみ」(TIP_ONLY) に設定します。5 軸プロファイルミリングの場合「先端 & サイド」(TIP_&_SIDES) に設定すると、(工具パラメータの定義に従って) 工具全体に対してガウジ回避が実行されます。アンダーカットが見つかると、工具がリトラクトします。デフォルトは「先端のみ」(TIP_ONLY) で、この場合アンダーカットは検索されません。
パラメータの修正時には「ガウジ回避タイプ」(GOUGE_AVOID_TYPE) 設定を変更できません。「再定義」(Redefine) を使用してください。 |
「残存サーフェス」(REMAINDER_SURFACE)
通常ミリングおよび 3 軸アイソラインとカットラインサーフェスミリングの NC シーケンスに利用できます。「はい」(YES) (デフォルトは「いいえ」(NO)) に設定すると、次のローカルミル NC シーケンスによって除去される余剰材料を表すサーフェスが生成されます。このサーフェスは NC シーケンスに属し、ツールパス再生の際に再生されます。
残留サーフェスは「スキャロプ高さ」(SCALLOP_HGT) パラメータ値に基づいて生成されます。 |
「自動同期化」(AUTO_SYNCHRONIZE)
カットラインサーフェスミリングのみに利用できます。「はい」(YES) (デフォルト) に設定すると、選択したカットラインすべてに交差するエッジが同期ラインとして使用されます。これに問題がある場合は、「自動同期化」(AUTO_SYNCHRONIZE) を「いいえ」(NO) に設定し、同期ラインまたは同期点を手動で指定します。
「自動内部カットライン」(AUTO_INNERCUTLINE)
カットラインミリングのみに適用できます。「はい」(YES) に設定すると、指定した同期ラインすべてと交差するエッジが内側カットラインとして使用されます。デフォルトは「いいえ」(NO) です。
「はい」(YES) に設定した場合、選択した加工サーフェス上のユーザー定義のカットライン間に非表示のカットラインが自動的に追加されます。その結果、ツールパスはユーザー定義のカットラインに対してさらに確実に平行になります。これにより、ユーザー定義のカットラインをさらに定義する必要がなくなり、時間を節約できます。
たとえば、次のイメージでは、加工参照が選択されています。
ユーザー定義のカットライン 1 とカットライン 2 を次のイメージに示します。
「自動内部カットライン」が「いいえ」に設定されている場合:
「自動内部カットライン」が「はい」に設定されている場合:
「自動外側カットライン」(AUTO_OUTERCUTLINE)
カットラインミリングのみに適用できます。「カットライン」(Cut Lines) タブの「自動カットライン」(Auto Cut Line) チェックボックスをオンにした場合、「外側カットライン」(Outer Cutline) と「内部カットライン」(Inner Cutline) が自動的に生成されます。
このパラメータでは、「内部カットライン」(Inner Cutline) のツールパスの形状を定義します。
以下の値を指定します。
• 「円」(CIRCLE) (デフォルト) - ツールパスは、外側カットライン境界をオフセットすることで開始し、円で終了します。
• 「オフセット」(OFFSET) - ツールパスは、外側カットライン境界をオフセットすることで開始し、外側カットライン境界の形状で終了します。
「カット線タイプ」(CUTLINE_TYPE)
カットラインサーフェスミリングのみに利用できます。カットライン配分の計算時に使うアルゴリズムを選択できます。次の値を指定できます。
• 「ブレンド」(BLEND) - サーフェス境界ブレンドを使用してカットラインを生成します。
• 「フローライン」(FLOWLINES) (デフォルト) - 有限要素解析方法を使って、ミリング用に選択したサーフェスを処理し、カットラインを生成します。
「カットライン延長タイプ」(CUTLINE_EXT_TYPE)
カットラインサーフェスミリングのみに利用できます。加工に選択したサーフェスの全長をカットラインが越えない場合の処理法を指定します。次の値を指定できます。
• 「境界」(BOUNDARY) (デフォルト) - サーフェスの境界までカットラインが延長されます。
• 「なし」(NONE) - 加工は指定したカットラインの長さに限定されます。
1. 加工用に選択されたサーフェス
2. カットライン始点
3. カットライン終点
4. カットライン延長タイプ 「境界」
5. カットライン延長タイプ 「なし」
「軸定義制御」(AXIS_DEF_CONTROL)
5 軸カットラインサーフェスミリング、軌道ミリング、およびスワーフミリングに利用できます。
5 軸カットラインサーフェスミリングおよびスワーフミリングでは、以下の値を指定できます。
• 「サーフェス法線使用」(USE_SURF_NORMS) (デフォルト) - サーフェスの法線によって工具軸の回転方向が決まります。つまり、すべてのユーザー指定軸定義によって、加工されるサーフェスの法線に適用される局部のリード角度とチルト角度が決まります。
• 「サーフェス法線無視」(IGNORE_SURF_NORMS) - サーフェスの法線が無視され、工具軸の回転方向はユーザー指定の軸定義の厳密な補間になります。サーフェスアイソラインからのスワーフミリングには使用できません。
5 軸の軌道ミリングでは、このパラメータは「サーフェス」(Surfaces) コマンドを使用して作成された自動カットモーションに使用されます。軸定義を指定する別の方法としては、「カットモーション設定」(CUTMOTION SETUP) メニューの「軸制御」(Axis Control) コマンドを使用します。「軸定義制御」(AXIS_DEF_CONTROL) パラメータは、明示的軸定義の間の概算タイプを指定します。次の値を指定できます。
• 「駆動サーフェスに相対」(RELATIVE_TO_DRIVE_SURFACE) (デフォルト) - サーフェス上に定義された明示的軸ごとに、工具軸のリードおよびチルトとサーフェス法線の相対角度を維持します。工具が明示的軸定義の間を移動するとき、前の明示的軸定義と次の明示的軸定義の間に直線的に書き込むことによって、平均リード/チルト角度が計算されます。この平均は、カレント位置で、サーフェス法線に比例して適用されます。この方法は、細かな軸制御が必要なときに、可変リード/傾斜ツールパスを生成するために使用できます。例としては、部品ジオメトリの狭い溝を工具とホルダが通れるように、この制御を適用します。
• 「駆動サーフェスに投影」(PROJECT_ON_DRIVE_SURFACE) - サーフェス上に定義された明示的軸ごとに、工具軸のリード角度とサーフェス法線との相対角度を維持します。工具が明示的軸定義の間を移動するとき、前の明示的軸定義と次の明示的軸定義を線形に補間することで、平均リード角度が計算されます。この平均はカレント位置で適用され、工具軸がサーフェス上に投影されて傾斜成分が 0 になります。この方法は、可変ユーザー制御リード角度を持つツールパスの生成に使用できますが、工具の側面でカットを維持します。
• 「軸と駆動サーフェス」(FROM_AXES_AND_DRIVE_SURFACE) - サーフェスのセットが非展開のサーフェスを持つ場合に、この方法が適用できます。非展開領域では、ツールパスは推測不可能なので、明示的軸定義を指定して、システムデフォルトをオーバーライドします。サーフェス境界から、別のすべての工具ベクトルが導出されます。工具軸は、「駆動サーフェスに相対」(RELATIVE_TO_DRIVE_SURFACE) と同じ規則を使用して、挿入されます。
• 「軸の直線近似」(AXIS_LINEAR_APPROXIMATION) - 工具の回転方向は、明示的軸定義の直線的近似です。
• 「軸のリード角度近似」(AXIS_LEAD_ANGLE_APPROXIMATION) - 工具の回転方向は、軌道に沿ったリード角度の補間です。
• 「軸からの投影」(PROJECT_FROM_AXES) - この方法は、「軸と駆動サーフェス」(FROM_AXES_AND_DRIVE_SURFACE) と「駆動サーフェスに投影」(PROJECT_ON_DRIVE_SURFACE) の両方を指定した場合と同じ動作をします。明示的軸定義を指定すると、サーフェス境界から中間工具ベクトルが導出されます。このベクトルは、すべての軸定義を駆動サーフェス上に投影します。
「先頭エッジ加工」(LEADING_EDGE_MACHINING)
「はい」(YES) に設定 (デフォルトは「いいえ」(NO)) した場合、駆動サーフェスへの接触を保持しながら、曲率の大きな領域でも工具が常に先頭エッジで切削するようにします。サーフェスを使用する 5 軸軌道ミリングに適用可能です。特にタービンブレード加工に役立ちます。
「可変傾斜使用」(USE_VARIABLE_TILT)
「はい」(YES) に設定 (デフォルトは「いいえ」(NO)) すると、工具が傾斜してガウジが回避されます。スワーフミリングでのみ利用できます。
「規則無視」(IGNORE_RULINGS)
「いいえ」(NO) (デフォルト) に設定すると、ルールドサーフェスを加工する際に工具が罫線と平行になります。「はい」(YES) に設定すると、ルールドサーフェスの罫線は無視されます。スワーフミリングでのみ利用できます。
「4X リード範囲オプション」(4X_LEAD_RANGE_OPT)
「はい」(YES) (デフォルトは「いいえ」(NO)) に設定すると、ガウジ回避のために可変リード角度が使用されます。つまり、指定した「4X リード範囲オプション」でガウジが起こる場合、「4X_最小リード角度」(4X_MIN_LEAD_ANGLE) から「4X_最大リード角度」(4X_MAX_LEAD_ANGLE) の間の範囲の別の角度が使用されます。これは 4 軸ミリングにのみ適用できます。
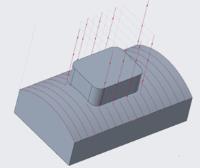
「フォロートップエッジ 3 軸」(FOLLOW_TOP_EDGE_3AX)
3 軸軌道ミリングでは、テーパ工具 (「側面角度」(SIDE_ANGLE) > 0) を使用してボスまたは穴の上部エッジを加工できます。「はい」(YES) に設定 (デフォルトは「いいえ」(NO)) した場合、次の図に示すように、工具 (1) がボスの上部エッジ (2) に沿って加工するため、または工具の側面で穴の上部エッジを加工するための、工具に必要な XY 平面でのオフセットが自動的に計算されます。
「カスタマイズ自動リトラクト」(CUSTOMIZE_AUTO_RETRACT)
「いいえ」(NO) に設定すると (デフォルトは「はい」(YES))、工具はデフォルトのツールパスに従うときに自動リトラクトを行いません。
「スライスパススキャン」(SLICE_PATH_SCAN)
複数のステップ深さ (スライス) 内の複数パスの加工の順番を定義します。次の値を指定できます。
• 「パス単位」(PASS_BY_PASS) - 最初のスライスの最初のパスが完成してから、2 番目のスライスの最初のパスに進みます。最後のスライスの最初のパスを完了すると、最初のスライスの 2 番目のパスに進み、これが最後のスライスの最後のパスを完了するまで続きます。
• 「スライス単位」(SLICE_BY_SLICE) - 1 つのスライス内ですべてのパスを完成させてから、次のスライスに進みます。
「接続タイプ」(CONNECTION_TYPE)
複数ステップおよび複数パスの 3 軸/2 軸軌道ミリングに対する中間工具リトラクトを制御します。次の値を指定できます。
• 「リトラクト」(RETRACT) (デフォルト) - 中間カットの終わりで工具がリトラクトし、リトラクト面に沿って移動してから、次のカットの始点にプランジします。
• 「Z_最後」(Z_LAST) - 中間カットの終わりで工具が最初に XY 平面で移動し、次に Z 軸に沿って次のカットの始点に移動します。
• 「Z_第 1」(Z_FIRST) - 中間カットの終わりで、工具が最初に Z 軸に沿って移動し、次に XY 平面で移動して、次のカットの始点に移動します。
• 「同時」(SIMULTANEOUS) - 工具は直前のカットの終わりから次のカットの始点に直接移動します。
• 「自動接続」(AUTO_CONNECT) - 中間カットの終わりで、開始点が前の終点の上にあるか下にあるかに応じて、工具が「Z_第 1」(Z_FIRST) または「Z_最後」(Z_LAST) に沿ってリトラクトします。
「自動接続」(AUTO_CONNECT) は 2 軸軌道ミリング NC シーケンスでのみ表示されます。 |
「加工順序」(MACHINING_ORDER)
前の工具によるローカルミリングの場合に、コーナーとサーフェスの残存材料を除去する順序を指定します。次の値を指定できます。
• 「コーナー第 1」(CORNERS_FIRST) (デフォルト) - コーナーの残存材料を除去してから、サーフェスのクリーンアップに進みます。
• 「サーフェス第 1」(SURFACES_FIRST) - サーフェスをクリーンアップしてから、コーナーの残存材料を除去します。
• 「コーナーのみ」(CORNERS_ONLY) - コーナーの残存材料を除去し、サーフェスの加工は行いません。
• 「サーフェスのみ」(SURFACES_ONLY) - サーフェスをクリーンアップし、コーナーの加工は行いません。
「サーフェスクリーンアップ」(SURFACE_CLEANUP)
前の工具によるローカルミリングの場合に、サーフェスのクリーンアップを単一パスで行うか、ステップ深さ増分で行うかを指定します。次の値を指定できます。
• 「単一深さ」(SINGLE_DEPTH) (デフォルト) - 工具は、サーフェスの下部にカットパスを 1 つ作成します。
• 「複数深さ」(MULTI_DEPTH) - 工具は、ステップ深さ増分で材料を除去して、複数のカットパスを作成します。「ステップ深さ」(STEP_DEPTH) パラメータの値を指定する必要があります。
「コーナークリーンアップ」(CORNER_CLEANUP)
前の工具によるローカルミリングの場合に、コーナーの加工方法を指定します。次の値を指定できます。
• 「Z 平面カット」(Z_PLANE_CUTS) (デフォルト) - 2.5 軸加工を使用してコーナーの材料を除去します。
• 「コンター」(CONTOUR) - 一連の垂直カットを使用してコーナーの材料を除去します。
「リトラクト遷移」(RETRACT_TRANSITION)
高速ボリュームミリングの場合、荒削りおよび中荒削りと同様、垂直リトラクト移動と横断移動間 (リトラクト面または中間横断面レベルでの水平移動)、および横断移動と垂直プランジ移動間を工具がどのように遷移するかを指定します。次の値を指定できます。
• 「コーナー遷移」(CORNER_TRANSITION) (デフォルト) - 互いに角度をなして垂直と平行の移動を行います。
• 「円弧遷移」(ARC_TRANSITION) - 垂直と平行の移動は正接円弧によって接続されます。この方法では、高速加工で方向を変える場合にも、工具は速度を落としたり、停止する必要がありません。遷移円弧の半径は、「リトラクト半径」(RETRACT_RADIUS) パラメータ値で定義されます。円弧は安全横断面のレベルの上で始まるため、水平横断移動はリトラクト面または中間横断面レベルの上の「リトラクト半径」で行われます。
「リトラクト半径」(RETRACT_RADIUS)
遷移円弧の半径を指定します (「リトラクト遷移」(RETRACT_TRANSITION) パラメータ値が「円弧遷移」(ARC_TRANSITION) に設定されている場合)。デフォルトは (-) です。「リトラクト遷移」(RETRACT_TRANSITION) を「円弧遷移」(ARC_TRANSITION) に設定した場合は、「リトラクト半径」(RETRACT_RADIUS) 値を指定する必要があります。
「ホルダーを考慮してツールパスをトリム」(TRIM_TOOLPATH_ON_HOLDER)
荒削り、中荒削り、および仕上げで「はい」(YES) に設定されており、かつ「ホルダー直径」(HOLDER_DIAMETER) と「ホルダー長さ」(HOLDER_LENGTH) が設定されている場合、ツールパスを干渉の起こるゾーンと起こらないゾーンに分割します。
1. 干渉の起こらないゾーン
2. 干渉の起こるゾーン
干渉の起こるゾーンでは工具ホルダーが参照部品と干渉し、干渉の起こらないゾーンでは干渉はありません。結果として作成されるツールパスは、すべての干渉の起こらないゾーンをひとまとめにしたものになります。
ツールパスから干渉の起こるゾーンが除去されるため、荒削り中はワークピースの一部が加工されません。未加工の部分は、中荒削り中に加工されます。 |
「いいえ」(NO) に設定すると、ツールパスは干渉の有無によって分割されません。つまり、ツールパス全体に渡って工具ホルダーとワークピースとの干渉が無視されます。デフォルト値は「いいえ」(NO) です。
「最小工具長さを計算」(CALCULATE_MIN_TOOL_LENGTH)
荒削り、中荒削り、および仕上げで「はい」(YES) に設定されており、かつ「ホルダー直径」(HOLDER_DIAMETER) と「ホルダー長さ」(HOLDER_LENGTH) が設定されている場合、干渉を防ぐために必要な工具の最小の長さが計算されます。ツールパスの計算の後、この最小の長さがメッセージウィンドウに表示されます。
「いいえ」(NO) に設定すると、工具の最小の長さは計算されません。デフォルト値は「いいえ」(NO) です。
「ホルダークリアランス」(HOLDER_CLEARANCE)
「ホルダー直径」(HOLDER_DIAMETER) と「ホルダー長さ」(HOLDER_LENGTH) が設定されている場合、定義された素材のクリアランスに従って、工具ホルダーと加工サーフェスの間の最小許容距離を指定します。この値は、ツールパスの精度よりも大きな値である必要があります。デフォルトの値は 0 です。
1. ホルダークリアランス
ヘリカルツールパスの生成では、「ヘリカル傾斜角度」(HELICAL_RAMP_ANGLE)、「ヘリカルピッチ」(HELICAL_PITCH)、「ヘリカル境界」(HELICAL_BOUNDS)、「ピッチ調整」(ADJUST_PITCH) の各パラメータを使用します。
「ヘリカル傾斜角度」(HELICAL_RAMP_ANGLE) と「ヘリカルピッチ」(HELICAL_PITCH)
ヘリカルカットの開始高さと高さの間に作成されるコイルの数を指定します。「カーブのカット」(Curve Cut) ダイアログボックスを使用して、開始高さと高さを指定できます。両方のパラメータの値を指定した場合、「ヘリカル傾斜角度」(HELICAL_RAMP_ANGLE) の値によって「ヘリカルピッチ」(HELICAL_PITCH) の値が上書きされます。これらのパラメータの値を指定しない場合、2 つの高さの間にはヘリカルコイルが 1 つだけ作成されます。
「ヘリカル境界」(HELICAL_BOUNDS)
ヘリカルカットの開始高さと高さに最初のスライスと最後のスライスを追加で作成するかどうかを指定します。このパラメータは次の値をとります。
• 「境界なし」(NO_BOUNDS) - スライスが作成されません。
• 「開始境界」(START_BOUND) - 開始スライスが 1 つ作成されます。
• 「終了境界」(END_BOUND) - 終了スライスが 1 つ作成されます。
• 「両方の境界」(BOTH_BOUNDS) - 開始スライスと終了スライスの両方が作成されます。
「ガウジ回避アドオン使用」(USE_DEGOUGE_ADDONS)
デフォルト値は「いいえ」(NO) です。ツールパスで予期しないガウジが見つかった場合、「はい」(YES) に設定します。「はい」(YES) に設定することで、さらなるガウジ回避が行われる場合があります。
「ピッチ調整」(ADJUST_PITCH)
値が「はい」(YES) の場合、開始高さと高さの間のコイルの数が整数になるように、ヘリカル傾斜角度とヘリカルピッチが制御されます。
カットパラメータ
「MAX_DISCRETIZE_ANGLE」(最大離散化角度)
ツールパスの 2 点間の工具の軸の向きの最大変化を指定します。2 点間の角度が「最大離散化角度」(MAX_DISCRETIZE_ANGLE) の値より大きい場合、2 点間に 1 つ以上の点が追加されます。デフォルト値はありません。
MIN_DISCRETIZE_ANGLE (最小離散化角度)
ツールパスの 2 点間の工具の軸の向きの最小変化を指定します。2 点間の角度が「最小離散化角度」(MIN_DISCRETIZE_ANGLE) の値より小さい場合、工具の軸の向きは変わりません。デフォルト値はありません。
「スキップパス」(SKIP_PATH)
3 軸、4 軸、または 5 軸サーフェスミリングで加工サーフェスのセットから最初のパス、最後のパス、または両方のパスを除去するかどうかを指定します。次のオプションがあります。
• 「スキップなし」(NO_SKIP) (デフォルト) - ツールパスのパスを除去しません。
• 「最初」(FIRST) - 最初のパスだけを除去します。
• 「最後」(LAST) - 最後のパスだけを除去します。
• 「両方」(BOTH) - 最初のパスと最後のパスの両方を除去します。
「STEP_DEPTH」(ステップ深さ)
荒削り NC シーケンス中の走査ごとの深さ増分。「ステップ深さ」(STEP_DEPTH) は 0 より大きくなければなりません。デフォルトは設定されていません ("1" と表示されます)。
彫刻の場合、デフォルトは (-)、つまり「使用しない」です。「ステップ深さ」(STEP_DEPTH) を「溝深さ」(GROOVE_DEPTH) より小さい値に設定した場合、彫刻は複数のステップ増分で実行されます。
「最小ステップ深さ」(MIN_STEP_DEPTH)
ボリュームとプロファイルミリングで、スライスの間の最小許容距離を指定します。デフォルトでは、NC シーケンス座標系の Z 軸に垂直なすべての平面サーフェスがさらにスライスを作成します。直前のスライスとの距離が「最小ステップ深さ」(MIN_STEP_DEPTH) 値より小さい場合は、平面サーフェスに沿ったスライスはスキップされます。
「ステップ深さ調整」(STEPDEPTH_ADJUST)
垂直ウォールを仕上げるツールパスを生成する際に、各 Z スライスの高さを等距離に作成します。このパラメータは、荒削り、中荒削り、仕上げに適用できます。
「カット数」(NUMBER_CUTS)
フェースミリングで、深さごとのカットの数をさらに制御できます (「ステップ深さ」(STEP_DEPTH) パラメータによっても制御されます)。「ステップ深さ」(STEP_DEPTH) パラメータ値を使ってカットの数が計算され、「カット数」(NUMBER_CUTS) 値と比較して大きい方の値が使用されます。デフォルトは (-)、つまり「使用しない」です。
カットライン加工では、ステップ単位の深さ増分でミリングを実行できます。このオプションは、次項の「オフセット増分」(OFFSET_INCREMENT) とともに使用する必要があります。デフォルトは (-)、つまり「使用しない」です。
彫刻では、「ステップ深さ」(STEP_DEPTH) パラメータも指定されている場合、カットの数を制限できます。デフォルトは (-)、つまり「使用しない」です。たとえば 3 などの数値を指定した場合、工具は「ステップ深さ」(STEP_DEPTH) 増分で 3 つのカットパスを作成し、最終パスは「溝深さ」(GROOVE_DEPTH) の値によって定義されます。
「オフセット増分」(OFFSET_INCREMENT)
「カット数」(NUMBER_CUTS) とともに使用して、ステップ単位の深さ増分でカットライン加工を実行できます。工具は選択したサーフェスから上 (OFFSET_INCREMENT * (NUMBER_CUTS-1) + PROF_STOCK_ALLOW) の位置で最初のスライスを作成し、選択したサーフェスから上に「プロファイル残り代」(PROF_STOCK_ALLOW) の位置に最後のスライスがくるように、「オフセット増分」(OFFSET_INCREMENT) の間隔でスライスを「カット数」(NUMBER_CUTS) の数だけ実行します。「スキャロプ高さ」(SCALLOP_HGT) を指定した場合は、最後のスライスのみに影響します。工具は各スライスの最後にリトラクトし、次のスライスの開始位置にまで移動してプランジします。「レースカット方法」(LACE_OPTION) を「いいえ」(NO) に設定すると、加工するサーフェスを横切る各カットパスの終了時にもリトラクトします。デフォルトは (-)、つまり「使用しない」です。
「ラフステップ深さ」(ROUGH_STEP_DEPTH)
3 軸通常ミリングでのみ使用できます。デフォルトは (-) です。デフォルト (-) 以外の値を指定すると、適当な水平スライスで定義した深さ増分でサーフェスミリングを行います。これで、ミルボリュームを実際に定義せずにボリュームのようなツールパスを作成できるため、インポートした (非ソリッドの) サーフェスの加工時に特に便利です。NC シーケンスによって同じ材料が除去され、一般的な 3 軸通常ミリングシーケンスと同じ自動ガウジ回避機能を持つことになります。
ゼロより大きい値を指定すると、ツールパスにアプローチと終了は作成されません。 |
深さ増分における 3 軸通常ミリングを以下の図に示します。
1. このサーフェスを選択します。
「最小リトラクト距離」(MIN_RETRACT_DISTANCE)
ペンシル加工、削り残し仕上げ、荒削り、中荒削り、ボリュームミリングに適用できます。
あるパスの終点と別のパスの始点との間で移動する際、移動距離に応じて、カッターはサーフェス上にとどまるか、リトラクトします。このパラメータは、2 つの状態間の決定を行う点を制御します。あるパスの終点と別のパスの始点間の距離がこの値より小さい場合、カッターはサーフェス上にとどまります。距離が大きい場合、カッターはリトラクト面までクリアします。「例: ペンシル加工中のカッター配置」のトピックを参照してください。荒削り、中荒削り、ボリュームミリングでは、このパラメータはスキャンタイプの値「一定荷重」(CONSTANT_LOAD)、「カットタイプ維持」(MAINTAIN_CUT_TYPE)、「カット方向維持」(MAINTAIN_CUT_DIR)、「ハードウォールフォロー」(FOLLOW_HARDWALLS)、または「コンターに沿う」(FOLLOW_CONTOUR) とともに使用します。
荒削り、中荒削り、またはボリュームミリングのステップでスキャンタイプとして「一定荷重」(CONSTANT_LOAD)、「カットタイプ維持」(MAINTAIN_CUT_TYPE)、または「MAINTAIN_CUT_DIRECTION」が設定されている場合、定義されている工具半径未満という XY ピッチパラメータの制限がなくなります。 |
「リフト工具クリアランス」(LIFT_TOOL_CLEARANCE)
工具はリフトして加工サーフェスの上側にクリアし、次の接続を行います。このパラメータは「最小リトラクト距離」(MIN_RETRACT_DISTANCE) と組み合わせて使用します。デフォルトは - です。
「ウォール面スキャロプ高さ」(WALL_SCALLOP_HGT)
ボリュームミリングのステップ深さを制御します。「ウォール面スキャロプ高さ」(WALL_SCALLOP_HGT) (wsh) はカッター半径以下になる必要があります (つまり、wsh <= d/2)。デフォルトは 0 です。
「底面スキャロプ高さ」(BOTTOM_SCALLOP_HGT)
同様にボリュームミリングの XY ピッチ距離を制御します。
「スキャロプ高さ」(SCALLOP_HGT)
前に使用した工具で、同様にサーフェスミリングとローカルミリングの XY ピッチ距離を制御します。
「ステップ深さ」(STEP_DEPTH) および「ウォール面スキャロプ高さ」(WALL_SCALLOP_HGT) パラメータを次の図に示します。Creo NC でこれらのパラメータは次のように処理されます。
1. 「ウォール面スキャロプ高さ」(WALL_SCALLOP_HGT) をゼロ (wsh = 0) に指定した場合、スキャロプ高さは「ステップ深さ」(STEP_DEPTH) を使用して計算されます。
2. wsh を 0 に指定すると、ステップ深さは wsh を使って計算されます。この計算値と、定義した「ステップ深さ」(STEP_DEPTH) とが比較され、Creo NC では 2 つのうち小さい方の値が使用されます。
「XY ピッチ」(STEP_OVER) と「底面スキャロプ高さ」(BOTTOM_SCALLOP_HGT) (ボリュームミリングの場合)、または「スキャロプ高さ」(SCALLOP_HGT) (サーフェスミリングの場合) についても同様です。
次の図に、「ステップ深さ」(STEP_DEPTH) および「底面スキャロプ高さ」(WALL_SCALLOP_HGT) を示します。
1. ステップ深さ
2. ツールパス
3. ウォール面スキャロプ高さ
4. ステップ深さ
「荒削り残り代」(ROUGH_STOCK_ALLOW)
および
「プロファイル残り代」(PROF_STOCK_ALLOW)
荒削りカット後に残る、仕上げカット用の素材の量。この 2 つのパラメータは、ボリュームミリング NC シーケンスおよび軌道ミリング NC シーケンスで荒削りとプロファイルカットに異なる残り代を指定するために使用されます。「プロファイル残り代」(PROF_STOCK_ALLOW) には、「荒削り残り代」(ROUGH_STOCK_ALLOW) 以下の値を設定する必要があります。自動材料除去の後でジオメトリを表示する場合、Creo NC で「プロファイル残り代」(PROF_STOCK_ALLOW) が使用されます。
1. プロファイル残り代
2. 荒削り残り代
3. ポケット
荒削りおよび中荒削り NC シーケンスでは、「荒削り残り代」(ROUGH_STOCK_ALLOW) のみを使用して、カットの後に残る残り代を指定します。
「底面残り代」(BOTTOM_STOCK_ALLOW)
ボリュームミリングまたは軌道ミリングで、荒削り NC シーケンス後に残る、リトラクト面に平行な平面サーフェス上の素材の量。デフォルトは (-) で、この場合「底面残り代」(BOTTOM_STOCK_ALLOW) パラメータは無視され、「プロファイル残り代」(PROF_STOCK_ALLOW) が使用されます。
フェースミリングでは、選択したフェースに残す素材の量を指定します。デフォルトは (-) で、この場合残り代は 0 に設定されます。
「ウォール公差」(WALL_TOLERANCE)
ローカルミル NC シーケンスのクリーンアップを行わずに、前の NC シーケンスの後でウォールに残せる材料の量を指定できます。デフォルトは 0 です。前のボリューム NC シーケンスを参照するローカルミリング NC シーケンスに適用できます。
「XY ピッチ」(STEP_OVER)
双方のタイプのエンドミルが切削する側面の深さを制御します。「XY ピッチ」(STEP_OVER) には、カッターの直径以下の正の値を設定する必要があります。デフォルトは設定されていません ("1" と表示されます)。
「工具重複」(TOOL_OVERLAP)
「XY ピッチ」(STEP_OVER) パラメータに代わって使用されます。直前のパスの際に加工された領域に対して、工具が重複する量を示します。「工具重複」(TOOL_OVERLAP) を指定し、「XY ピッチ」(STEP_OVER) を指定していない場合、「XY ピッチ」(STEP_OVER) は (「カッター直径」(CUTTER_DIAM) - 「工具重複」(TOOL_OVERLAP)) として計算されます。
「プランジステップ」(PLUNGE_STEP)
工具の連続プランジ間の距離を制御します。デフォルトは (-) です。この場合、以下のようになります。
• プランジミル工具を使用する場合、この距離は、工具パラメータ「挿入カット幅」(Insert_Cut_Width) と等しくなります。
• 通常ミル工具を使用する場合、工具の「カッター直径」(Cutter_Diam) に基づいて最大プランジステップが計算されます。これで、プランジ間のすべての材料が除去されます。
これは、プランジミリングのみに適用できます。
「コーナーラウンド半径」(CORNER_ROUND_RADIUS)
高速加工での凹状コーナーの最小許容半径を指定します。ボリュームミリング、荒削り、中荒削りで使用できます。デフォルトは 0 です。
「パス数」(NUMBER_PASSES)
スライスごとのツールパスの数を追加制御します (「XY ピッチ」(STEP_OVER) パラメータでも制御できます)。「パス数」(NUMBER_PASSES) パラメータの値 (0 以外) を使用してパスの距離が計算され、「XY ピッチ」(STEP_OVER) 値と比較して小さい方が使用されます。これは、ボリュームミリングとフェーシングに適用できます。フェーシングでは、「パス数」(NUMBER_PASSES) が 1 に設定されていると、「XY ピッチ」(STEP_OVER) 値が無視され、各スライスにつきパスは 1 つだけ作成されます。
「1 パスオフセット」(ONE_PASS_OFFSET)
単一のパスのフェースミリング NC シーケンスのツールパスをオフセットできます (「パス数」(NUMBER_PASSES) が 1 の場合)。正の値はパスをカット方向の左にオフセットし、負の値は右にオフセットします。デフォルトは 0 です。
「初期エッジオフセット」(INITIAL_EDGE_OFFSET)
ミリングされるサーフェスのエッジに対して、フェースミリングの最初のパスをオフセットできます。デフォルトは 0 で、この場合最初のパスで先端の軌道がサーフェスのエッジと一致します。正の値を指定すると、最初のパスがサーフェスの内側にオフセットし、負の値を指定するとサーフェスの外側にオフセットします。この値は「XY ピッチ」(STEP_OVER) 値より大きくはできません。
「最終エッジオフセット」(FINAL_EDGE_OFFSET)
ミリングするサーフェスのエッジに対して、フェースミリングの最後のパスをオフセットできます。デフォルトは 0 で、この場合最後のパスで先端の軌道がサーフェスのエッジと一致します。正の値を指定すると最後のパスがサーフェスの内側にオフセットし、負の値を指定するとサーフェスの外側にオフセットします。この値は「XY ピッチ」(STEP_OVER) 値より大きくはできません。
「カット角度」(CUT_ANGLE)
カット方向と NC シーケンス座標系の X 軸の間の角度。デフォルトの「カット角度」(CUT_ANGLE) は 0 で、X 軸に平行になります。これはボリュームミリング、プランジミリング、ポケット加工、フェーシング、通常ミリング、投影カットサーフェスミリングに有効です。ボリュームミリング、プランジミリング、ポケット加工、投影カットサーフェスミリングでは、「スキャンタイプ」(SCAN_TYPE) が「らせんタイプ」(TYPE_SPIRAL) の場合、「カット角度」(CUT_ANGLE) は無視されます。
1. カット角度 0
2. カット角度 90
「リード角度」(LEAD_ANGLE)
「チルト角度」(TILT_ANGLE) と一緒に、5 軸のサーフェスミリング NC シーケンスのサーフェス法線に対する工具回転方向を定義します。「リード角度」(LEAD_ANGLE) は、工具トラベル方向に対するサーフェス法線からの角度で指定されます。正の値を指定すると工具は前方に傾斜し、負の値を指定すると工具は後方に傾斜します。
「チルト角度」(TILT_ANGLE)
「リード角度」(LEAD_ANGLE) と一緒に、5 軸のサーフェスミリング NC シーケンスのサーフェス法線に対する工具回転方向を定義します。「チルト角度」(TILT_ANGLE) は、工具トラベル方向に対するサーフェス法線からの角度で指定されます。正の値を指定すると工具は右に傾斜し、負の値を指定すると工具は左に傾斜します。
「プロファイル接続角度」(PROFILE_CONNECT_ANGLE) - ボリュームミリングでのプロファイル加工中に工具によって 2 つのスライスの間に作成される S 接続の角度。
「軸シフト」(AXIS_SHIFT)
工具軸に沿って CL データをシフトできます。正の値を設定すると、すべての CL データを工具軸に沿って下方にシフトし、負の値を設定すると上方にシフトします。デフォルトは 0 です。
「軸シフト」(AXIS_SHIFT) はガウジチェックの後で適用されます。ガウジがないことを確認する場合に、ガウジチェック機能を使用します。 |
1. ツール
2. モデル
3. 軸シフト
「プロファイルパス数」(NUM_PROF_PASSES)
「プロファイル増分」(PROF_INCREMENT) と一緒に使い、互いに水平にオフセットした複数のプロファイルおよび軌道パスを作成できます。「プロファイルパス数」(NUM_PROF_PASSES) は生成するパスの数を指定します (デフォルトは 1)。プロファイル加工および軌道ミリングと、「荒削りオプション」(ROUGH_OPTION) が「プロファイルのみ」(PROF_ONLY) に設定されているときにボリュームミリングに適用できます。ボリュームミリングにおいて「荒削りオプション」(ROUGH_OPTION) にほかの値が指定されている場合、「プロファイルパス数」(NUM_PROF_PASSES) は無視されます。
「プロファイル増分」(PROF_INCREMENT)
「プロファイルパス数」(NUM_PROF_PASSES) に従って生成したパスの間の水平距離を指定します。つまり、最初のパスは最後のパスから
(「プロファイルパス数」 -1)*「プロファイル増分」だけオフセットされます。
デフォルトは 0 です。プロファイル加工および軌道ミリングと、「荒削りオプション」(ROUGH_OPTION) が「プロファイルのみ」(PROF_ONLY) に設定されているときにボリュームミリングに適用できます。ボリュームミリングにおいて「荒削りオプション」(ROUGH_OPTION) にほかの値が指定されている場合、「プロファイルパス数」(NUM_PROF_PASSES) は無視されます。
次の図に、「プロファイルパス数」(NUM_PROF_PASSES) および「プロファイル増分」(PROF_INCREMENT) を示します。
1. プロファイルパス数 = 1
2. プロファイルパス数 = 4
3. プロファイル増分
4. 最初のパス
5. 最後のパス
「コーナーオフセット」(CORNER_OFFSET)
コーナーエッジを使用して、ローカルミル NC シーケンスによって除去される材料の量を指定します。デフォルトは 0 です。
「スロープ角度」(SLOPE_ANGLE)
ローカルミリングおよび仕上げでは、除去する材料を急勾配 (ほぼ垂直) の領域となだらかな (ほぼ水平) 領域に分割する XY 平面を基準にした角度になります。たとえばローカルミリングでは、傾斜ウォールのあるポケットに残された材料を除去する場合に「スロープ角度」(SLOPE_ANGLE) の値をウォールの傾斜角度より小さく指定すると、ポケットの底面エッジが加工された後で、ウォール間のコーナーにある材料が除去されます。新しく作成したローカルミリング NC シーケンスのデフォルトの「スロープ角度」(SLOPE_ANGLE) は 30 度です。リリース 2000i2 より前に作成された NC シーケンスのデフォルト値は 90 度です。仕上げ NC シーケンスのデフォルトの「スロープ角度」(SLOPE_ANGLE) は 45 度です。
「オーバートラベル開始」(START_OVERTRAVEL)
各スライスの最初のパスを除くすべてのパスに対し、工具からサーフェス外形までの距離を指定します (「アプローチ距離」(APPROACH_DISTANCE) も参照)。デフォルトは 0 です。これはフェーシングにのみ適用できます。
「オーバートラベル終了」(END_OVERTRAVEL)
各スライスの最後のパスを除くすべてのパスに対し、工具がサーフェス外形を超えて移動する距離を指定します (「終了ピッチ」(EXIT_DISTANCE) も参照)。デフォルトは 0 です。これはフェーシングにのみ適用できます。
「溝深さ」(GROOVE_DEPTH)
溝の深さ。デフォルトは設定されていません ("1" と表示されます)。これは彫刻にのみ適用できます。
「4X_チルト角度」(4X_TILT_ANGLE)
工具の軸と 4 軸平面の間の角度を (度数で) 指定します。通常は、工具軸はこの平面に平行になります (デフォルトは 0 です)。これは 4 軸ミリングにのみ適用できます。
「4X リード角度」(4X_LEAD_ANGLE)
4 軸平面に対して垂直なサーフェスの投影と工具軸との間の角度を (度数で) 指定します (デフォルトは 0 です)。これは 4 軸ミリングにのみ適用できます。
「4X_最大リード角度」(4X_MAX_LEAD_ANGLE)
ガウジ回避のときの最大許容リード角度を指定します。デフォルトは (-) ですが、「4X リード範囲オプション」(4X_LEAD_RANGE_OPT) が「はい」(YES) に設定されている場合は値を指定する必要があります。これは 4 軸ミリングにのみ適用できます。
「4X_最小リード角度」(4X_MIN_LEAD_ANGLE)
ガウジ回避のときの最小許容リード角度を指定します。デフォルトは (-) ですが、「4X リード範囲オプション」(4X_LEAD_RANGE_OPT) が「はい」(YES) に設定されている場合は値を指定する必要があります。これは 4 軸ミリングにのみ適用できます。
「チェックサーフェス残り代」(CHK_SRF_STOCK_ALLOW)
チェックサーフェスで使用する残り代を指定できます。デフォルトは (-) (無視) です。このパラメータは、チェックサーフェス機能を使用するミリングの NC シーケンス (サーフェス、軌道、プロファイルの各ミリング、あるいはサーフェスミリングの NC シーケンスを参照するローカルミリング) で利用できます。
参照部品の全サーフェスがチェックサーフェスに選択されている NC シーケンスでは、「チェックサーフェス残り代」(CHK_SRF_STOCK_ALLOW) の指定を慎重に行う必要があります。 |
「ツールパス作成タイプ」(TOOLPATH_CREATION_TYPE)
サーフェスミリングでは、ツールパスの作成方法を指定できます。次の値を指定できます。
• 「工具接触」(BY_TOOL_CONTACT) - 工具はサーフェス上に作成されたカットラインに常に接します。
• 「工具中心」(BY_TOOL_CENTER) - 工具中心を加工サーフェス、代替サーフェス、またはリトラクト面上に定義されているカットに常に投影できます。
• 「自動」(AUTOMATICALLY) - ツールパスの作成方法が自動的に決定されます。
送り
「円弧送り速度」(ARC_FEED)
円弧に沿ったカット送りを制御できます。デフォルトは (-) です。この場合、「カット送り速度」(CUT_FEED) が使用されます。0 に設定すると、RAPID 文が CIRCLE 文の前に出力されます。
「円弧送り速度制御」(ARC_FEED_CONTROL)
円弧の周りのカット送り値の計算方法を決定します。次のオプションがあります。
• 「工具中心」(TOOL_CENTER) (デフォルト) - CIRCLE 文で出力される送り速度には、常に「円弧送り速度」で指定した値が使われます。
• 「工具周長」(TOOL_PERIMETER) - CIRCLE 文で出力される送り速度は、工具と材料の接触点が「円弧送り速度」で指定した速度で移動するように調整されます。つまり、各 CIRCLE 文の「円弧送り速度」(ARC_FEED) の値は以下の式で計算されます。
内側半径
feed = ARC_FEED * (circle radius / (circle radius + CUTTER_DIAM/2))
外側半径
feed = ARC_FEED * (circle radius / (circle radius - CUTTER_DIAM/2))
• 「円弧半径使用」(BY_ARC_RADIUS) - 「円弧送り速度半径」(ARC_FEED_RADIUS) の「円」(CIRCLE) 文の出力を決定する送り値。
「円弧送り速度半径」(ARC_FEED_RADIUS)
「円弧送り速度制御」(ARC_FEED_CONTROL) の値を「円弧半径使用」(BY_ARC_RADIUS) に設定した場合、出力される「円」(CIRCLE) 文の送り速度は以下のとおりです。
• CL ファイルの「円」(CIRCLE) 文の半径が「円弧送り速度半径」(ARC_FEED_RADIUS) の値よりも大きい場合、「カット送り速度」(CUT_FEED) の値が出力されます。
• CL ファイルの「円」(CIRCLE) 文の半径が「円弧送り速度半径」(ARC_FEED_RADIUS) の値よりも小さい場合、「円弧送り速度」(ARC_FEED) の値が出力されます。
「最大円弧送り速度」(MAX_ARC_FEED)
プロファイルミリング、軌道ミリング、ペンシル加工などのミリングシーケンスで工具が円弧に沿って移動するときの最大送り速度を設定できます。これは、「円弧送り速度制御」(ARC_FEED_CONTROL) パラメータが「工具周長」(TOOL_PERIMETER) に設定されている場合に、CL 出力の円弧送り速度が、ステップパラメータで指定されている円弧送り速度よりも大きい場合に特に便利です。
「横断送り」(TRAVERSE_FEED)
すべての横断ツールモーションの送り速度を設定できます。デフォルトは (-) です。この場合、RAPID コマンドが CL ファイルに出力されます。
「ウォールプロファイルカット送り速度」(WALL_PROFILE_CUT_FEED)
工具が材料の両側をカットする場合、特定のタイプの高速ボリュームミリングに対して (「スキャンタイプ」(SCAN_TYPE) が「らせん (カットタイプ維持)」(SPIRAL_MAINTAIN_CUT_TYPE) または「らせん (カット方向維持)」(SPIRAL_MAINTAIN_CUT_DIRECTION) に設定されている場合)、最初のカットに遅い送り速度を設定できます。デフォルトは (-) です。この場合、「カット送り速度」(CUT_FEED) が使用されます。
「逆送り」(INVERSE_FEED)
回転軸を持つマシンの逆方向送り速度 (または回転速度) を指定できます。これは、4 軸と 5 軸の NC シーケンスでのみ利用できます。「逆送り」(INVERSE_FEED) を「はい」(YES) に設定すると (デフォルトは「いいえ」(NO))、カット送り文の前に CL データファイルの以下の行が出力されます。
FEDRAT / INVERS, AUTO
CL データファイルの最後には、以下の行が出力されます。
FEDRAT / INVERS, OFF
RAMP_FEED
開始/終了パラメータを参照してください。
APPROACH_FEED
開始/終了パラメータを参照してください。
「ねじ送り」(THREAD_FEED)
ねじピッチを定義します。これはねじ切りにのみ適用できます。
「ねじ送り単位」(THREAD_FEED_UNITS)
TPI (デフォルト)、mm/回転、インチ/回転。これはねじ切りにのみ適用できます。
「終了送り」(EXIT_FEED)
開始/終了パラメータを参照してください。
マシン
「スピンドル回転速度」(SPINDLE_SPEED)
マシンのスピンドルが回転する速度 (RPM)。デフォルトは 1 です。
「ウォールプロファイルスピンドル回転速度」(WALL_PROFILE_SPINDLE_SPEED)
工具が材料の両側を切削する場合、特定のタイプの高速ボリュームミリングに対して (「スキャンタイプ」(SCAN_TYPE) が「らせん (カットタイプ維持)」(SPIRAL_MAINTAIN_CUT_TYPE) または「らせん (カット方向維持)」(SPIRAL_MAINTAIN_CUT_DIRECTION) に設定されている場合)、最初のカットに遅い回転速度を設定できます。デフォルトは (-) で、このときは「スピンドル回転速度」値が使用されます。
「スピンドル回転方向」(SPINDLE_SENSE)
スピンドルの回転方向。「時計回り」(CW) (デフォルト) または「反時計回り」(CCW) のいずれかになります。
「スピンドル回転範囲」(SPINDLE_RANGE)
「範囲なし」(NO_RANGE) (デフォルト)、「低」(LOW)、「中間」(MEDIUM)、「高」(HIGH)、「番号」(NUMBER)。「範囲なし」(NO_RANGE) 以外の値を設定していれば、範囲が CL ファイルの SPINDL コマンドに含められます (例: "RANGE, LOW")。「番号」(NUMBER) を設定した場合は、「範囲数」(RANGE_NUMBER) パラメータの値が SPINDL コマンドで使用されます (例: "RANGE, 4"。ここで、4 は「範囲数」(RANGE_NUMBER) パラメータ値)。
「範囲数」(RANGE_NUMBER)
「スピンドル回転範囲」(SPINDLE_RANGE) を「番号」(NUMBER) に設定した場合、このパラメータ値が SPINDL コマンドに出力されます。デフォルトは 0 です。
「最大スピンドル RPM」(MAX_SPINDLE_RPM)
(-) (デフォルト) 以外の値に設定した場合、MAXRPM 属性が SPINDL コマンドに追加されます。
「速度制御」(SPEED_CONTROL)
デフォルトの「速度制御」(SPEED_CONTROL) は「一定 RPM」(CONST_RPM) です。「一定サーフェスフィート/分」(CONST_SFM) および「一定サーフェスメートル/分」(CONST_SMM) を使用すると、工具とワークピースの間の接触サーフェスに送り速度の制御を適用して、完成時の表面仕上げを改善できます。
「カッター補正」(CUTCOM)
工具補正を制御します。次のオプションがあります。
• 「オン」(ON) - CL ファイル中のカッター補正を有効にします。補正は「カットタイプ」(CUT_TYPE) と「スピンドル回転方向」(SPINDLE_SENSE) の値により、右または左となります。
• 「オフ」(OFF) (デフォルト) - 工具補正はありません。
CUTCOM 文はカットモーションへ出力されません。
「カッター補正 3D 構成部品」(CUTCOM_3D_COMP)
次の 3 軸ミリングシーケンスにのみ適用できます。
• 輪郭度
• ポケット加工
• 通常
• カットライン
• サーフェス
「はい」(YES) (デフォルトは「いいえ」(NO)) に設定すると、MODE / 3DCOMP ON/OFF 文とともに CUTCOM ON/OFF 文が出力されます。このパラメータは、CL データポイントの下に次のベクトル情報も出力します。
• ツールベクトル
• 工具接触点のサーフェス法線ベクトル
「カッター補正レジスタ」(CUTCOM_REGISTER)
工具補正データを保持するマシン制御装置のレジスタ番号を指定します。デフォルトは 0 です。
「カッター補正点数」(NUMBER_CUTCOM_PTS)
アプローチ (Approach) と終了 (Exit) の各モーションの同一直線上にある点の除去または追加について指定します。次の値を指定できます。
• 0 - 同一直線上の点をストリップします。
• 1 - 同一直線上の点をストリップしないで、CUTCOM を適切に実行できるようにします。
• n (n は整数) - GOTO 点を追加して、アプローチ、終了、カッター補正の移動を n 等分します。
次の図に、次の「カッター補正点数」(NUMBER_CUTCOM_PTS) 値の GOTO 点の番号と位置を示します。
• カッター補正点数 0 (同一直線上の点をストリップ) - 左側の図
• カッター補正点数 1 - 中央の図
• カッター補正点数 2 - 右側の図
1. 第 1 GOTO 点
2. 第 2 GOTO 点
3. 第 3 GOTO 点
4. 第 4 GOTO 点
5. アプローチ移動
6. カットモーション
7. 部品
「カッター補正アプローチ位置」(CUTCOM_LOC_APPR)
複数のカッター補正点を指定している場合、アプローチモーションでの CUTCOM 文の位置を指定します。カッター補正点には 0 から n の番号が付きます。ここで n は「カッター補正点数」(NUMBER_CUTCOM_PTS) の値です。デフォルトは 1 です。
「カッター補正終了位置」(CUTCOM_LOC_EXIT)
複数のカッター補正点を指定している場合、終了モーションでの CUTCOM 文の位置を指定します。カッター補正点には 0 から n の番号が付きます。ここで n は「カッター補正点数」(NUMBER_CUTCOM_PTS) の値です。デフォルトは 0 です。
次の図に、「カッター補正点数」(NUMBER_CUTCOM_PTS) が 2 の場合のアプローチモーションと終了モーションのカッター補正点の位置と番号を示します。
1. 第 1 GOTO 点 (カッター補正点 0)
2. 第 2 GOTO 点 (カッター補正点 1)
3. 第 3 GOTO 点 (カッター補正点 2)
4. 第 4 GOTO 点
5. 第 5 GOTO 点
6. 第 6 GOTO 点 (カッター補正点 0)
7. 第 7 GOTO 点 (カッター補正点 1)
8. 第 8 GOTO 点 (カッター補正点 2)
9. アプローチ移動
10. カットモーション
11. 終了移動
12. 部品
「ホルダー直径」(HOLDER_DIAMETER)
「ホルダー長さ」(HOLDER_LENGTH) とともに、自動ガウジ回避にホルダー直径を使用できます。デフォルトは (-) です。このパラメータ値を指定すると、CL データを表示するとき、および「工具設定」(Tools Setup) ダイアログボックスのプレビューウィンドウに工具を表示するときにも、その値が反映されます。これは軌道ミリング、通常ミリング、アイソラインサーフェスミリング、荒削り、中荒削り、仕上げ、コーナー加工に利用できます。
「ホルダー長さ」(HOLDER_LENGTH)
「ホルダー直径」(HOLDER_DIAMETER) とともに、自動ガウジ回避にホルダー直径を使用できます。デフォルトは (-) です。このパラメータ値を指定すると、CL データを表示するとき、および「工具設定」(Tools Setup) ダイアログボックスのプレビューウィンドウに工具を表示するときにも、その値が反映されます。これは軌道ミリング、通常ミリング、アイソラインサーフェスミリング、荒削り、中荒削り、仕上げ、コーナー加工に利用できます。
「先端制御点」(TIP_CONTROL_POINT)
NC シーケンスで複数先端工具を使用している場合、ツールパスを計算するときの制御点として使用する先端を指定できます。ドロップダウンリストから選択可能な値は、NC シーケンスで現在選択されている工具の先端の数に対応しています。
「工具変更の先端番号」(TLCHG_TIP_NUMBER)
複数先端工具を使用している場合、始点と終点に移動する制御点として使用される先端を指定できます (始点と終点が NC シーケンスで定義されている場合)。次の値を指定できます。
• 「初期」(INITIAL) - 先端 1
• 「カレント」(CURRENT) - NC シーケンスで「先端制御点」(TIP_CONTROL_POINT) として選択されている先端
「スムーズ半径」(SMOOTH_RADIUS)
フィレットまたはスムーズコーナー加工の半径を指定します。「鋭いコーナーをスムーズ処理」(SMOOTH_SHARP_CORNERS) パラメータが定義され、「一定半径」(CONSTANT_RADIUS) に設定されていない場合、最小値は工具直径の 10% でなければなりません。最大許容値は XY ピッチ距離の 50% です。線と線、線と円弧、円弧と円弧 (正接でない場合) 結合でコーナーラウンドを作成できます。これはボリュームミリング、荒削り、中荒削り、ローカルミリング (「前 NC シーケンス」(Prev NC Seq) のみ) で有効です。
フィレットを作成できない場合、Creo Parametric でメッセージが表示されます。 |
「鋭いコーナーをスムーズ処理」(SMOOTH_SHARP_CORNERS)
加工中に鋭いツールパスコーナーをラウンドする方法を指定します。これはボリュームミリング、荒削り、中荒削り、ローカルミリング (「前 NC シーケンス」(Prev NC Seq) のみ) で有効です。
• 「いいえ」(NO) - 鋭いツールパスコーナーの加工中に、ラウンド半径は使用されません。これがデフォルトです。
• 「一定半径」(CONSTANT_RADIUS) - 「スムーズ半径」(SMOOTH_RADIUS) パラメータの値と等しい値のラウンド半径を使用して、鋭いコーナーをラウンドします。
• 「角度による半径」(RADIUS_BY_ANGLE) - 下表のように、鋭いコーナーの角度と「スムーズ半径」(SMOOTH_RADIUS) の値に基づいたラウンド半径の値を使用して、鋭いコーナーをラウンドします。
角度 | ラウンド半径 |
5 度未満 | 「スムーズ半径」(SMOOTH_RADIUS) 値の 10% |
10 度未満 | 「スムーズ半径」(SMOOTH_RADIUS) 値の 20% |
20 度未満 | 「スムーズ半径」(SMOOTH_RADIUS) 値の 40% |
30 度未満 | 「スムーズ半径」(SMOOTH_RADIUS) 値の 60% |
60 度未満 | 「スムーズ半径」(SMOOTH_RADIUS) 値の 80% |
180 度未満 | 「スムーズ半径」(SMOOTH_RADIUS) 値の 100% |
円弧の場合、角度はコーナーの接線を使用して計算されます。 |
• 「最大半径」(MAX_RADIUS) - 「スムーズ半径」値の 10 から 100% の間の最大半径を使用して、鋭いコーナーをラウンドします。
「コーナー減速」(CORNER_SLOWDOWN)
コーナーの前で送り速度を漸減させてから、コーナーの後でカットの送り速度を加速するよう指定します。デフォルトは「いいえ」(NO) です。これはボリュームミリング、荒削り、中荒削り、ローカルミリング (「前 NC シーケンス」(Prev NC Seq) のみ) で有効です。
減速が不可能な場合、Creo Parametric でメッセージが表示されます。 |
「減速長さ」(SLOWDOWN_LENGTH)
減速での移動の長さを指定します。コーナーの後の加速で同じ長さが使用されます。長さは鋭いエッジまたはラウンドフィレットの先頭 (あれば) から測定されます。いずれかのエッジが円弧の場合、その円弧に沿って距離が測定されます。これはボリュームミリング、荒削り、中荒削り、ローカルミリング (「前 NC シーケンス」(Prev NC Seq) のみ) で有効です。
「減速パーセント」(SLOWDOWN_PERCENT)
減速の終点における送り速度を指定します。たとえば、カットの送り速度が 30 インチ/分で「減速パーセント」(SLOWDOWN_PERCENT) の値が 10 の場合、減速の終点における送り速度は 3 インチ/分です。これはボリュームミリング、荒削り、中荒削り、ローカルミリング (「前 NC シーケンス」(Prev NC Seq) のみ) で有効です。
「減速ステップの数」(NUMBER_SLOWDOWN_STEPS)
減速を行うステップの数を指定します。ステップの数が増えるに従って、減速がよりスムーズになります。各ステップで、送り速度は ((100-「減速パーセント」)/「減速ステップの数」) だけ低下します。これはボリュームミリング、荒削り、中荒削り、ローカルミリング (「前 NC シーケンス」(Prev NC Seq) のみ) で有効です。
コーナー後の加速中、ステップの数は半分になります。
開始/終了
「傾斜角度」(RAMP_ANGLE)
プランジカット中に工具がワークピースに入る角度。デフォルトの「傾斜角度」(RAMP_ANGLE) は 90 度で、Z 軸に平行にワークピースに入ります。フェーシングまたは軌道 NC シーケンスには適用できません。
「傾斜送り速度」(RAMP_FEED)
プランジカット中に工具がワークピースに入る速度。デフォルトは (-) です。この場合、「カット送り速度」(CUT_FEED) が使用されます。フェーシングまたは軌道 NC シーケンスには適用できません。
「クリアランス距離」(CLEAR_DIST)
ミリングされるサーフェス (たとえば前のスライスレベル) より上の早送り動作が終わり、「プランジ送り」(PLUNGE_FEED) が始まる地点までのクリアランス距離。デフォルトは設定されていません ("1" と表示されます)。
「引き抜き距離」(PULLOUT_DIST)
カットのレベル (たとえば直前にミリング加工されたスライス) より上にあり、工具先端が「カット送り速度」(CUT_FEED) でリトラクトして「リトラクト送り速度」(RETRACT_FEED) に変わる地点までの高さを指定します。デフォルトは (-)、つまり 0 です。
「内部リトラクト高さ」(INTER_RET_HEIGHT)
中間早送り (ラピッド) 移動を実行するため、カッターがカットレベルの上にリトラクトする距離を指定します。デフォルトは (-) で、この場合カッターはリトラクトサーフェスまで完全にリトラクトします。フェースミリングに適用できます。
「リードイン」(LEAD_IN)
「はい」(YES) に設定すると、プロファイル走査の際に工具が円状のパスに沿って正接にワークピースに入ります。円弧の半径は「リード半径」(LEAD_RADIUS) で設定し、円弧の角度は「角度の測定位置」(ENTRY_ANGLE) で設定します。「正接リードステップ」(TANGENT_LEAD_STEP) を使ってリードイン軌道の隣接直線部分の長さを指定したり、「垂直リードステップ」(NORMAL_LEAD_STEP) を使って直線セグメントの長さを垂直に指定したりすることもできます。
閉状コンターでは、開始点を設定しない場合、工具はシステムが決めた位置から入ります。この位置に問題があれば、ユーザー自身の開始点の軸を指定する必要があります。工具は開始点の軸に最も近いプロファイルに沿って、この点から入ります。
次の図に、「リードイン」(LEAD_IN) と「リードアウト」(LEAD_OUT) の例を示します。
1. 角度の測定位置
2. リード半径
3. リードイン
4. リードアウト
5. 垂直リードステップ
6. 正接リードステップ
7. 終了角度
8. リードイン
9. 開始点
10. リードアウト
11. 開プロファイル
12. 閉プロファイル
閉状コンターに複数のループがある場合、「リードイン」(LEAD_IN) と「リードアウト」(LEAD_OUT) が各ループに適用されます。
「リードイン」(LEAD_IN) を半径 0 で「はい」(YES) に設定すると、指定した開始点に最も近い点に工具が直接移動し、切削が開始されます。「リードイン」(LEAD_IN) を「いいえ」(NO) に設定すると、システムで定義されたコンターのデフォルト位置から切削が開始されます。次の図では、左側に「リードイン」(LEAD_IN) が「いいえ」(NO) に設定されたツールパスを、右側に「リードイン」(LEAD_IN) が「はい」(YES) に設定され、「リード半径」(LEAD_RADIUS) が 0 に設定されたツールパスを示します。
1. コンターのデフォルト始点
2. 開始点軸
3. ツールパス
4. 開始点軸
5. ツールパス
リードアウト
プロファイル走査の際、工具は円状のパスに沿って正接でワークピースから出ます。「リードイン」(LEAD_IN) でも同様に動作します。終点を指定した場合、その終点が「リードアウト」(LEAD_OUT) で使用されます。それ以外は、デフォルトの 90°円弧 (および閉状コンターではデフォルトの終点) が使用されます。
「リード半径」(LEAD_RADIUS)
工具がリードインまたはリードアウトするときの正接円モーションの半径。デフォルトは 0 です。
「正接リードステップ」(TANGENT_LEAD_STEP)
工具のリードイン/リードアウト円モーションに正接な直線モーションの長さ。デフォルトは 0 です。
「垂直リードステップ」(NORMAL_LEAD_STEP)
工具のリードイン/リードアウトモーションの正接部分に垂直な直線モーションの長さ。デフォルトは 0 です。
「ヘリカル直径」(HELICAL_DIAMETER)
荒削りボリュームミリングでのスライス間のプランジ (切り込み) 運動をヘリカル開始モーションで置換できます。ヘリカルの直径は、荒削りスライスの最初のアプローチにおける工具の外形により形成されます。切り込み角度は「傾斜角度」(RAMP_ANGLE) パラメータにより決定されます。開始点の軸を指定する場合、ヘリカルの中心はこの軸に位置します。ヘリカル運動がミルボリュームの規定に違反する場合は、警告が表示され、加工が停止します。開始点の軸を指定しない場合は、下方スライスの開始点に可能なかぎり近接してヘリカルが作成されます。前のスライスから移動する際、工具は「引き抜き距離」(PULLOUT_DIST) だけサーフェスからリトラクトし、「リトラクト送り速度」(RETRACT_FEED) で水平に移動して、下方スライスの開始位置にヘリカル運動で切り込みます。NC シーケンスのアプローチウォールを指定している場合は、工具がアプローチウォールの外側に移動するとヘリカル運動は作成されません。ただし、工具がミルボリュームの内側に移動すると、ヘリカル開始運動が再び使用されます。デフォルトの「ヘリカル直径」は (-) で、この場合ヘリカル運動は実行されません。
「アプローチ終了範囲」(APPR_EXIT_EXT)
ボリュームミリングにのみ利用できます。スライス内のアプローチモーションと終了モーションに関して、工具の外周とミルボリュームのアプローチウォールとの間の最大距離を定義します。
「アプローチ終了パス」(APPR_EXIT_PATH)
プロファイル加工とボリュームミリング NC シーケンスのプロファイルパスに適用されます。プロファイル走査の工具運動の外形で、スケッチしたアプローチ/終了パスをトリムできます。アプローチパスでは、最初の部分 (開始点からプロファイル外形との最初の交点まで) だけが残されます。終了パスでは、最後の部分 (プロファイル外形との最後の交点から終点まで) が残されます。アプローチ/終了パスがトリムされないように設定されていると、工具はスケッチされたパス全体に従って移動します。次の値を指定できます。
• 「両側トリム」(TRIM_BOTH) (デフォルト) - アプローチ/終了パスの両方がトリムされます。
• 「トリムアプローチ」(TRIM_APPROACH) - アプローチパスのみをトリムします。
• 「トリム終了」(TRIM_EXIT) - 終了パスのみをトリムします。
• 「トリムなし」(TRIM_NONE) - トリムしません。
1. アプローチパス
2. アプローチパス (トリム済み)
「アプローチ終了高さ」(APPR_EXIT_HEIGHT)
ボリューム、ローカル、プロファイルミリング、彫刻で適用できます。スライス構築の際に指定したアプローチ/終了パスの深さを制御できます。次のオプションがあります。
• 「DEPTH_OF_CUT」(カット深さ) (デフォルト) - 各パス (最初と最後も含めて) のアプローチ/終了パスはパスの始点/終点の深さに位置します。
• 「RETRACT_PLANE」(リトラクト面) - アプローチ/終了移動はリトラクト面のレベルに設定されます。
「オーバートラベル距離」(OVERTRAVEL_DISTANCE)
3 軸通常ミリングに対して、カットパスの初めと終わりで、工具がサーフェス外形を通過する距離を指定します。
「アプローチ距離」(APPROACH_DISTANCE)
アプローチモーションの長さを指定します。フェーシングでは、工具から、各スライスの最初のパスのサーフェス外形までの (「オーバートラベル開始」(START_OVERTRAVEL) に関する) 追加距離も指定します。デフォルトは (-)、つまり 0 です。
「終了ピッチ」(EXIT_DISTANCE)
終了モーションの長さを指定します。フェーシングでは、各スライスの最後のパスで工具がサーフェス外形を超えて移動する (「オーバートラベル終了」(END_OVERTRAVEL) に関する) 追加距離も指定します。デフォルトは (-)、つまり 0 です。
「アプローチ送り」(APPROACH_FEED)
フェーシングまたは軌道ミリング NC シーケンス中に、工具がサーフェスにアプローチする速度。デフォルトは (-) で、この場合は「カット送り速度」(CUT_FEED) が使用されます。
2 軸軌道ミリングの場合、「アプローチ送り」(APPROACH_FEED) パラメータが機能するのは、「リードイン」(LEAD_IN) パラメータが「はい」(Yes) に設定されている場合だけです。
「終了送り」(EXIT_FEED)
フェーシングまたは軌道ミリング NC シーケンス中に、工具がサーフェスエッジを超えてオーバートラベルするときの速度。デフォルトは (-) で、この場合は「カット送り速度」(CUT_FEED) が使用されます。
2 軸軌道ミリングの場合、「終了送り」(EXIT_FEED) パラメータが機能するのは、「リードアウト」(LEAD_OUT) パラメータが「はい」(Yes) に設定されている場合だけです。
「クリアランスエッジ」(CLEARANCE_EDGE)
工具が材料を離れる際の終了モーションとオーバートラベルモーションを、工具のどの位置で測定するかを指定します。
• 「ヒール」(HEEL) (デフォルト) - 工具のヒール。
• 「中央」(CENTER) - 工具の中心。
• 「先頭エッジ」(LEADING_EDGE) - 工具の先頭エッジ。
これはフェーシングにのみ適用できます。
「エッジの測定位置」(ENTRY_EDGE)
工具が材料にアプローチする際のアプローチモーションとオーバートラベルモーションを、工具のどの位置で測定するかを指定します。
• 「先頭エッジ」(LEADING_EDGE) (デフォルト) - 工具の先頭エッジ。
• 「中央」(CENTER) - 工具の中心。
• 「ヒール」(HEEL) - 工具のヒール。
これはフェーシングにのみ適用できます。
「アプローチタイプ」(APPROACH_TYPE)
ねじ切りでアプローチモーションを自動的に作成できます。
ねじ切りで可能な値は以下のとおりです。
• 「半径」(RADIAL) - アプローチモーションはカットモーションに垂直な直線運動となり、「アプローチ距離」(APPROACH_DISTANCE) パラメータによって制御されます。
• 「ヘリカル」(HELICAL) - 工具はカットモーションの始点にヘリカルモーションでアプローチし、「アプローチ距離」(APPROACH_DISTANCE) および「角度の測定位置」(ENTRY_ANGLE) パラメータによって制御されます。
• 「なし」(NONE) - アプローチモーションは生成されません。
「終了タイプ」(EXIT_TYPE)
ねじ切りで終了モーションを自動的に作成できます。
ねじ切りで可能な値は以下のとおりです。
• 「半径」(RADIAL) - 終了モーションはカットモーションに垂直な直線運動となり、「終了距離」(EXIT_DISTANCE) パラメータによって制御されます。
• 「ヘリカル」(HELICAL) - 工具はヘリカルモーションでカットモーションを終了します。モーションは「終了ピッチ」(EXIT_DISTANCE) および「終了角度」(EXIT_ANGLE) パラメータによって制御されます。
• 「なし」(NONE) - 終了モーションは生成されません。
「角度の測定位置」(ENTRY_ANGLE)
リードインの際の工具の円モーションにより作成される円弧の角度。リードイン運動を作成するときに使用します。デフォルトは 90 です。
ねじ切りでは、これはアプローチモーションのヘリカル経路の角度を定義します。これをゼロにしても経路はヘリカルになりますが、それには 1 点しか含まれません。ただし、これは運動パラメータで変更できます。
「終了角度」(EXIT_ANGLE)
リードアウトの際の工具の円モーションにより作成される円弧の角度。リードアウト運動を作成するときに使用します。デフォルトは 90 です。
ねじ切りでは、これは終了モーションのヘリカル経路の角度を定義します。これをゼロにしても経路はヘリカルになりますが、それには 1 点しか含まれません。ただし、これは運動パラメータで変更できます。
「カット開始範囲」(CUT_ENTRY_EXT)
サーフェスミリングおよびスワーフミリングでは、中間カットのデフォルトの開始移動タイプを指定します。各カットの開始移動タイプに対応する値は、「入力/終了運動」(Entry/Exit Move) ダイアログボックスに表示されます。
「カット終了範囲」(CUT_EXIT_EXT)
サーフェスミリングおよびスワーフミリングでは、中間カットのデフォルトの終了移動タイプを指定します。各カットの終了移動タイプに対応する値は、「入力/終了運動」(Entry/Exit Move) ダイアログボックスに表示されます。
「初期開始終了」(INITIAL_ENTRY_EXT)
サーフェスミリングおよびスワーフミリングでは、最初のカットのデフォルトの開始移動タイプを指定します。最初のカットの入力移動タイプに対応する値は、「入力/終了運動」(Entry/Exit Move) ダイアログボックスに表示されます。
「最終終了範囲」(FINAL_EXIT_EXT)
サーフェスミリングおよびスワーフミリングでは、最後のカットのデフォルトの終了移動タイプを指定します。最後のカットの終了移動タイプに対応する値は、「入力/終了運動」(Entry/Exit Move) ダイアログボックスに表示されます。
「カット開始範囲反転」(CUT_ENTRY_EXT_FLIP)
軌道ミリングシーケンスの「カット開始範囲」(CUT_ENTRY_EXT) パラメータを使用して定義されている次の開始モーションのカット方向を反転させます。
• リードイン
• リードアウト
• 垂直
• ヘリカル
カット終了範囲反転
軌道ミリングシーケンスの「カット終了範囲」(CUT_EXIT_EXT) パラメータを使用して定義されている次の終了モーションのカット方向を反転させます。
• リードイン
• リードアウト
• 垂直
• ヘリカル