Parametri di fresatura ad alta velocità
Parametri comuni per sequenze di sgrossatura, sgrossatura del materiale residuo, finitura e finitura delle aree residue ad alta velocità
• AXIS_SHIFT - Specifica lo spostamento dell'asse dell'utensile lungo il pezzo in lavorazione. Sposta i dati CL lungo l'asse dell'utensile. Se è impostato su un valore positivo, tutti i dati CL vengono spostati verso il basso lungo l'asse dell'utensile. Se il valore è negativo, i dati CL vengono spostati verso l'alto.
Valore di default: 0
• BOTTOM_STOCK_ALLOW - Specifica la quantità di materiale residuo dopo una sequenza su superfici piane parallele al piano di sicurezza.
Valore di default: -
• CLEAR_DIST - Specifica la distanza di sicurezza sopra la superficie da fresare alla quale termina il movimento rapido e inizia l'avanzamento appropriato.
Valore di default: basato sulla relazione interna una volta definito l'utensile
• CUT_ANGLE - Specifica l'angolo tra la direzione di taglio e l'asse X del sistema di coordinate della sequenza NC. Il parametro non è disponibile per il tipo di lavorazione a 3+2 assi.
Valore di default: 0
Nelle operazioni di sgrossatura e sgrossatura del materiale residuo HSM, al parametro SCAN_TYPE è applicabile solo il valore TYPE_1. Analogamente, il valore PARALLEL_CUTS è applicabile per sequenze di finitura e finitura delle aree residue HSM.
• CUT_TYPE - Specifica il tipo di taglio. In combinazione con SPINDLE_SENSE, questo parametro controlla la posizione del materiale in relazione all'utensile durante l'asportazione.
Valore di default: CLIMB
Di seguito sono riportate le opzioni disponibili.
◦ UPCUT
◦ ZIG_ZAG
◦ Spirale - Disponibile in Finitura HSM (HSM Finish), Finitura aree residue HSM (HSM Rest Finish) e nelle sequenze di sgrossatura a 5 assi. Non è supportato per le opzioni PARALLEL_CUTS e FLAT_LANDS.
• END_HEIGHT - Specifica l'altezza finale per le fette. Il parametro non è disponibile per il tipo di lavorazione a 3+2 assi.
Valore di default: -
• HOLDER_CLEARANCE - Specifica la distanza minima consentita tra il portautensile e la superficie lavorata. Il parametro funziona in combinazione con il gioco del materiale definito.
Valore di default: 0.2 mm. Per la sgrossatura a 3+2 assi e del materiale residuo, la finitura a 5 assi e del materiale residuo convertita, la sbavatura automatica e i passi di sgrossatura a 5 assi e del materiale residuo, il valore di default di questo parametro è 2 mm.
• PULLOUT_DIST - Specifica l'altezza sopra il livello del taglio (ad esempio, la fetta appena fresata) fino alla quale la punta dell'utensile si ritrae alla velocità indicata da PULLOUT_FEED e passa quindi a FREE_FEED. Se non viene definito PULLOUT_FEED, l'utensile si ritrae in corrispondenza di CUT_FEED e quindi viene modificato in FREE_FEED. Se FREE_FEED non è definito, l'utensile si ritrae alla velocità indicata da Rapido (Rapid).
Valore di default: -
• SCALLOP_HGT - Specifica l'altezza di smerlo massima consentita per controllare il passo laterale dell'utensile. Questo parametro è applicabile alle passate di passo orizzontale e a tutti i tipi di scansione tranne CONSTANT_LOAD.
Valore di default: -
• SLICE_PATH_SCAN - Specifica l'ordine di lavorazione di più passate in più profondità di passo o fette.
Valore di default: PASS_BY_PASS
Di seguito sono riportate le opzioni disponibili.
◦ PASS_BY_PASS - Attiva la lavorazione per regione. L'utensile completa tutte le fette in una regione, quindi passa a lavorare la regione successiva.
◦ SLICE_BY_SLICE - Attiva la lavorazione per fetta. Tutte le prime fette delle regioni vengono lavorate una per una, quindi si passa alle seconde fette.
• START_HEIGHT - Specifica l'altezza iniziale per le fette. Il parametro non è disponibile per il tipo di lavorazione a 3+2 assi.
Valore di default: -
• STEP_OVER - Specifica il parametro per controllare la profondità di taglio laterale.
Valore di default: basato sulla relazione interna dopo la definizione dell'utensile.
Per il tipo di scansione CONSTANT_LOAD, il passo laterale diventa il passo laterale massimo. A seconda del carico dell'utensile, è possibile che il valore del passo laterale venga ridotto. Per il tipo di scansione CONSTANT_LOAD è consigliabile che il valore di STEP_OVER sia minore o uguale al 50% del diametro fresa.
Il parametro STEP_OVER deve avere un valore positivo minore o uguale al diametro dell'utensile.
• TOLERANCE - Le macchine utensili approssimano la geometria curva spostandosi con piccoli movimenti incrementali in linea retta. Specifica la distanza massima di spostamento del percorso in linea retta dalla geometria curva.
Valore di default: 0.06 mm nelle operazioni di sgrossatura e sgrossatura del materiale residuo HSM
Valore di default: 0.025 mm nelle operazioni di finitura e finitura delle aree residue HSM
• TRIM_TOOLPATH_ON_HOLDER - Divide il percorso utensile in zone di collisione e di non collisione a condizione che siano impostati i parametri HOLDER_DIAMETER e HOLDER_LENGTH. Nella zona di collisione, il portautensile collide con la parte di riferimento e il percorso utensile viene rifilato, mentre nella zona di non collisione non si verifica alcuna collisione. Il percorso utensile risultante è la combinazione di tutte le zone di non collisione.
Valore di default: YES
Nelle sequenze di sgrossatura e sgrossatura del materiale residuo HSM, questo parametro non è supportato se SCAN_TYPE è impostato su TYPE_1 e ROUGH_OPTION è impostato su ROUGH_ONLY.
Parametri di sgrossatura e sgrossatura del materiale residuo HSM per i movimenti di taglio
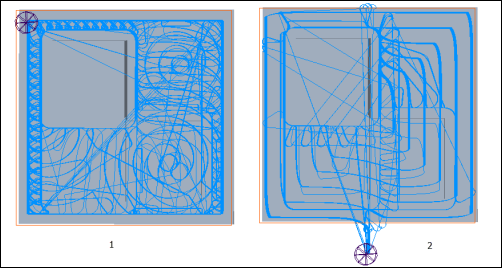
• SCAN_TYPE - Specifica il modo in cui un utensile per fresare scansiona la sezione trasversale orizzontale di un volume di fresatura ed evita le isole.
Valore di default: CONSTANT_LOAD
Di seguito sono riportate le opzioni disponibili.
◦ TYPE_1 - Crea tagli paralleli su più profondità. Questa opzione non è disponibile per il tipo di lavorazione a 3+2 assi.
SCAN_TYPE cambia in CONSTANT_LOAD da TYPE_1 quando selezionate la lavorazione a 3+2 assi. Se passate di nuovo alla lavorazione a 3 assi dalla lavorazione a 3+2 assi, il tipo di scansione CONSTANT_LOAD rimane valido. |
◦ TYPE_SPIRAL - Genera un percorso utensile a spirale.
◦ CONSTANT_LOAD - Assicura che le condizioni di taglio rimangano quasi costanti. garantendo così miglioramenti rispetto alle strategie di sgrossatura con offset costante convenzionali. Evita tagli ad ampiezza totale misurando costantemente il volume di contatto dell'utensile con il materiale e rimuovendo gradualmente il materiale dal materiale restante. Il carico stabile sull'utensile consente una maggiore velocità di asportazione di materiale con velocità di avanzamento superiori e riduce il tempo di lavorazione complessivo.
• ROUGH_OPTION - Specifica se viene eseguita o meno una passata di profilatura durante la sgrossatura o la sgrossatura del materiale residuo. Il parametro non è disponibile per le sequenze di sgrossatura a 3+2 assi e per default crea sequenze senza passate di profilatura.
Valore di default: ROUGH_ONLY
◦ ROUGH_ONLY - Crea una sequenza NC senza profilatura.
◦ ROUGH_&_PROF - Crea una sequenza NC che consente di sgrossare e profilare il materiale nella finestra di fresatura. Si applica al tipo di scansione TYPE_1.
• INTERMEDIATE_SLICE_ADJUST - Definisce quando devono essere create le fette intermedie. Utilizzate questa opzione in combinazione con il parametro NUMBER_INTERMEDIATE_SLICES.
Valore di default: DURING
◦ DURING - Crea fette intermedie durante le passate di lavorazione.
◦ AFTER - Crea fette intermedie dopo la lavorazione dell'ultima fetta.
• TRIM_TO_WORKPIECE - Fate clic su YES per limitare il percorso utensile ai limiti del pezzo in lavorazione per evitare la lavorazione ad aria compressa.
Valore di default: NO
Parametri di sgrossatura e sgrossatura del materiale residuo HSM per profondità di taglio e sovrametallo
• ROUGH_STOCK_ALLOW - Definisce la quantità di materiale residuo nella direzione radiale dopo la sgrossatura.
Valore di default: 0
• MAX_STEP_DEPTH - Specifica la profondità di passo massima consentita. Dopo che sono state individuate le posizioni delle fette più alte e più basse, viene calcolata la profondità di passo effettiva, che è minore o uguale al valore MAX_STEP_DEPTH specificato.
Valore di default: basato sulla relazione interna una volta definito l'utensile
È possibile modificare la relazione nella finestra di dialogo Relazioni (Relations) o specificare il valore.
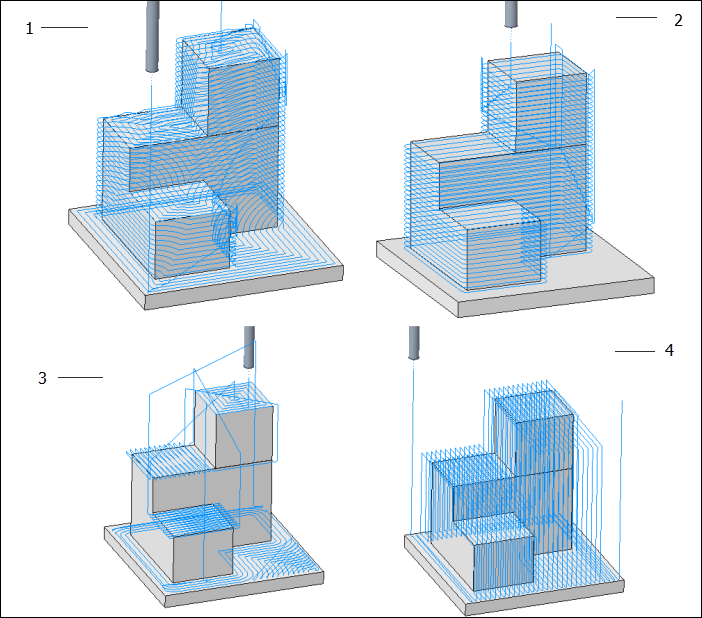
• MACHINE_FLATLANDS - Selezionate questa opzione per lavorare superfici piatte delle parti di stampo. Questa opzione consente di lavorare superfici piatte sull'asse Z quali superfici di divisione.
Valore di default: YES
Se è impostata su NO, crea fette Z costanti senza regolare la profondità del passo. In questo caso, sulle superfici piatte può rimanere una quantità di materiale superiore o inferiore al materiale inferiore consentito definito.
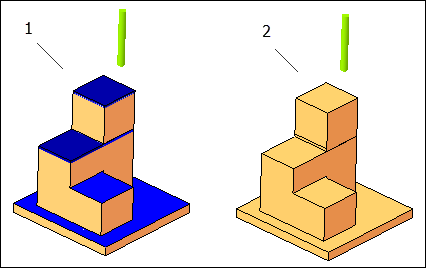
1. L'opzione è impostata su NO. Le superfici blu nell'immagine indicano il materiale residuo dopo la lavorazione.
2. L'opzione è impostata su YES. Vengono lavorate tutte le superfici piatte e non resta alcun materiale.
• MINIMUM_WIDTH - Specifica la larghezza minima. Le aree con una larghezza inferiore a quella specificata non vengono lavorate. Applicabile quando MACHINE_FLATLANDS è attivato.
Valore di default: 1 mm
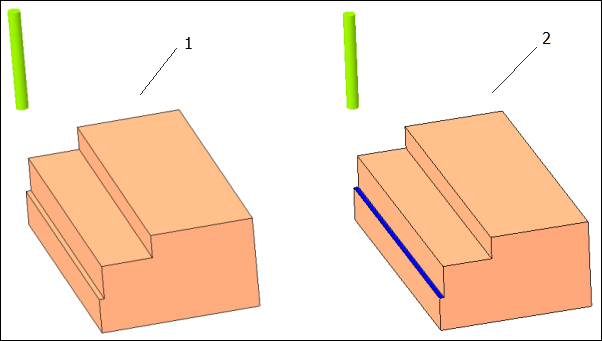
1. La larghezza minima è impostata su 0. Vengono lavorate tutte le superfici piatte e non resta alcun materiale.
2. Le aree piatte con una larghezza inferiore a quella specificata non vengono lavorate. La larghezza della superficie blu è inferiore alla larghezza specificata.
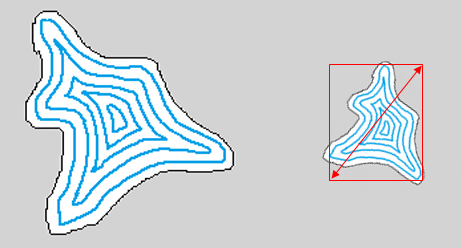
• FILTER_TYPE - Selezionate il tipo di regione da filtrare durante la lavorazione. Viene specificato in relazione alla percentuale di soglia del diametro dell'utensile e utilizzato per evitare la lavorazione di regioni non necessarie.
Valore di default: INSCRIBED_CIRCLE
Di seguito sono riportate le opzioni disponibili.
◦ INSCRIBED_CIRCLE - Indica che la larghezza massima della regione filtrata è un diametro di un cerchio, inscritto in un percorso utensile all'interno di una regione del tipo specificato.
◦ DIAGONAL_LENGTH - Indica che la larghezza massima della regione è una diagonale della finestra di contenimento allineata all'asse creata intorno al percorso utensile nella regione.
• THRESHOLD_VALUE_PERCENT - Specifica il valore di soglia come percentuale del diametro dell'utensile. Questo valore determina la larghezza di una regione da filtrare durante la lavorazione.
Valore di default: 0%
Questo parametro viene utilizzato in combinazione con FILTER_TYPE.
• REMOVE_CORNER_PEGS - Selezionate per aggiungere un percorso utensile aggiuntivo intorno agli spigoli che rimuove le piccole quantità di materiale negli angoli. Queste piccole quantità di materiale si notano quando il passo laterale è abbastanza grande da lasciare il materiale tra le passate.
Valore di default: NO
Si applica al tipo di scansione TYPE_SPIRAL.
1. Percorso utensile aggiuntivo che rimuove le piccole quantità negli angoli
• NUMBER_INTERMEDIATE_SLICES - Specifica il numero di fette da creare. La fetta intermedia è una fetta di profilo tra le fette di sgrossatura. Il parametro INTERMEDIATE_SLICE_ADJUST determina quando vengono create le fette.
Valore di default: 0
Non si applica alla geometria verticale.
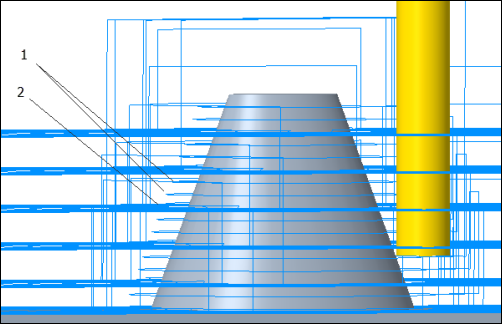
1. Il valore del parametro 2 comporta la creazione di due fette intermedie.
2. Sgrossatura principale
• DETECT_THICKER_THAN - Specifica lo spessore. Consente di evitare la lavorazione delle aree in cui la quantità di materiale è inferiore al valore di soglia dello spessore specificato.
È applicabile solo per sequenze di sgrossatura del materiale residuo.
Valore di default: 0.1 mm
• PREVIOUS_ROUGH_STOCK_ALLOW - Specifica la quantità di materiale residuo dopo la sgrossatura precedente del percorso utensile.
Applicabile solo quando l'opzione Utensile per taglio di riferimento (Reference Cutting Tool) è selezionata come riferimento nella scheda Riferimenti (References). Il parametro non è disponibile per il tipo di lavorazione a 3+2 assi.
Valore di default: 0
• PREVIOUS_BOTTOM_STOCK_ALLOW - Specifica la quantità di materiale restante dopo la sgrossatura precedente del percorso utensile sulla superficie parallela al piano di sicurezza.
Applicabile solo quando l'opzione Utensile per taglio di riferimento (Reference Cutting Tool) è selezionata come riferimento nella scheda Riferimenti (References). Il parametro non è disponibile per il tipo di lavorazione a 3+2 assi.
Valore di default: 0
• ALLOW_ENTRY_OUTSIDE - Selezionate YES per consentire all'utensile di entrare dall'esterno della finestra di fresatura o del materiale. Il parametro non è disponibile per il tipo di lavorazione a 3+2 assi.
Valore di default: YES
Se impostato su NO, l'utensile non entra dall'esterno della finestra di fresatura o del materiale anche quando possibile. Le opzioni della finestra di fresatura Entro il limite della finestra (Inside window contour), Sul limite della finestra (On window contour) e Fuori dal limite della finestra (Outside window contour) sono disponibili quando questo parametro è impostato su NO.
1. Quando l'opzione è impostata su NO, l'utensile entra in contatto con il materiale.
2. Quando l'opzione è impostata su YES, l'utensile si avvicina dall'esterno.
• LIFT_TOOL_CLEARANCE - L'utensile si solleva al di sopra della superficie di lavorazione per effettuare la connessione successiva. Gli spostamenti di connessione sono in avanzamento di tipo RAPID o FREE. Questo parametro è utilizzabile con MIN_RETRACT_DISTANCE.
Valore di default: - . Viene interpretato come 0.5 mm o 0.02 pollici.
Quando il valore è impostato su 0, l'utensile non si solleva al di sopra della superficie di lavorazione per effettuare la connessione successiva. Gli spostamenti di connessione sono in avanzamento di tipo CUT. |
• MIN_RETRACT_DISTANCE - Durante lo spostamento tra la fine di una passata e l'inizio di un'altra, l'utensile si trova sulla superficie o in retrazione, in base alla distanza di corsa. Il parametro controlla il punto in cui viene presa la decisione tra i due stati. Se la distanza tra il punto finale di una passata e il punto iniziale di un'altra è minore di questo valore, l'utensile non si ritrae. Se la distanza è maggiore, l'utensile esegue una retrazione al piano di sicurezza.
Questo parametro è utilizzabile per il tipo di scansione CONSTANT_LOAD.
Valore di default: - . Viene interpretato come (5 * diametro utensile)
Parametri di sgrossatura e sgrossatura del materiale residuo HSM per movimenti di entrata/uscita
• CLOSED_AREA_ENTRY - Specifica il metodo di entrata per aree chiuse.
Valore di default: Automatic
Di seguito sono riportate le opzioni disponibili.
◦ Automatic - L'utensile utilizza l'entrata più adatta per l'area chiusa.
◦ Helical - L'utensile entra in un'area chiusa seguendo una traiettoria elicoidale. Il diametro dell'elica è specificato mediante il parametro HELICAL_DIAMETER_PERC.
◦ Radial - L'utensile entra in contatto con il materiale in un'area chiusa in senso radiale. Questa opzione non funziona con CONSTANT_LOAD.
Quando tutti i tipi di entrata nell'area chiusa falliscono, viene utilizzata automaticamente la rampa a zig-zag. |
• RAMP_ANGLE - Specifica l'angolo di entrata dell'utensile nella passata o nella fetta successiva.
Valore di default: 5
• HELICAL_DIAMETER_PERC - Specifica il diametro massimo consentito dell'elica come percentuale del diametro dell'utensile. Si applica all'entrata elicoidale dell'utensile.
Valore di default: 80%
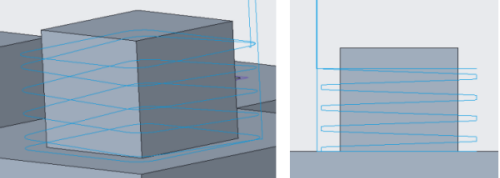
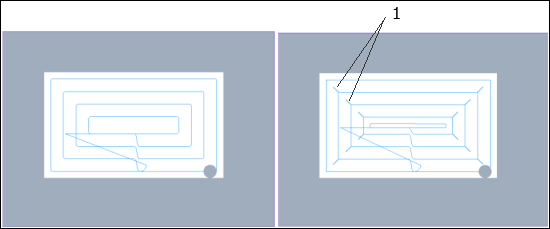
• ALLOW_TOOL_OUTSIDE_WORKPIECE - Specifica se l'utensile può oltrepassare il limite del pezzo in lavorazione quando la finestra di fresatura è maggiore del pezzo in lavorazione. Se l'impostazione è NO, l'utensile entra esternamente al pezzo in lavorazione ma esce dal pezzo in lavorazione. Il percorso utensile attorno al pezzo in lavorazione viene generato solo quando il materiale non lavorato è maggiore della somma di tolleranza, sovrametallo e raggio dell'utensile.
Come mostrato nell'immagine seguente, quando il parametro è impostato su YES, il percorso utensile va oltre il pezzo in lavorazione.
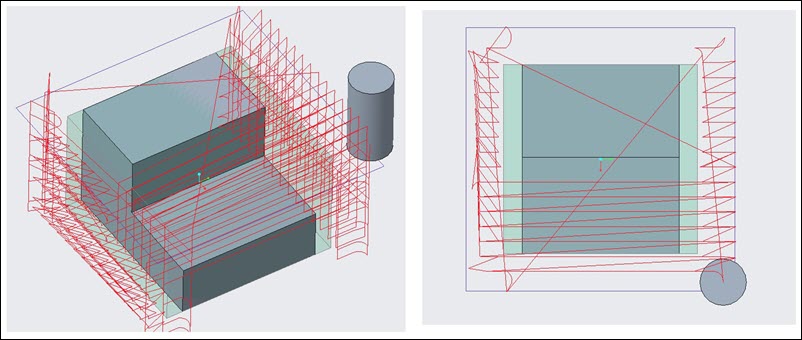
Come mostrato nell'immagine seguente, quando il parametro è impostato su NO, il percorso utensile parte dall'esterno del pezzo in lavorazione ma termina sul pezzo in lavorazione.
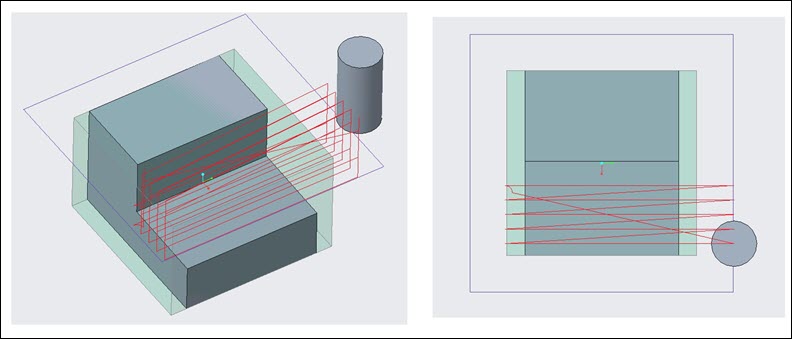
Valore di default: YES
Questo parametro funziona per il tipo di scansione TYPE_1.
Parametri di sgrossatura e sgrossatura del materiale residuo HSM per le impostazioni di macchina
• SMOOTH_RADIUS - Specifica il raggio per l'esecuzione di raccordi o la lavorazione di angoli levigati. Questo parametro è applicabile se il parametro SCAN_TYPE è impostato su CONSTANT_LOAD.
Valore di default: - . Il valore di default - viene interpretato come 1.
Il valore deve essere maggiore di 0.
• CIRC_INTERPOLATION - Specifica il formato dei dati CL per gli spigoli circolari. Il parametro non è disponibile per il tipo di lavorazione a 3+2 assi.
Valore di default: ARC_ONLY.
Parametri di finitura e finitura delle aree residue HSM per movimenti di entrata/uscita
• LEAD_RADIUS - Specifica il raggio del movimento circolare tangenziale dell'utensile durante l'attacco o l'uscita.
Valore di default: 0
• CUT_ENTRY_EXIT_EXT - Selezionate la direzione di attacco dell'utensile.
Valore di default: TANGENTIAL_ARC
Di seguito sono riportate le opzioni disponibili.
◦ NONE - L'utensile entra ed esce senza movimento guida in entrata e in uscita.
◦ TANGENTIAL_ARC - L'utensile esegue un arco orizzontale per le aree profonde e un arco verticale per le aree poco profonde nella guida in entrata e in uscita.
◦ VERTICAL_TANG_ARC - L'utensile esegue un arco verticale per tutte le aree nella guida in entrata e in uscita.
◦ HORIZONTAL_TANG_ARC - L'utensile esegue un arco orizzontale per tutte le aree nella guida in entrata e in uscita.
◦ AUTOMATIC_ARC - L'utensile si inclina automaticamente ad arco per evitare collisioni nei movimenti di guida in attacco e in uscita. Questa opzione è disponibile solo per le sequenze a 5 assi convertite.
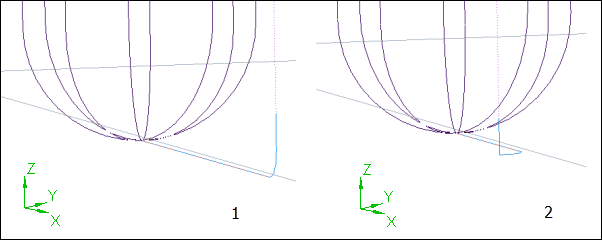
1. VERTICAL_TANG_ARC
2. HORIZONTAL_TANG_ARC
• SMALL_LINKS - Specifica il tipo di connessione tra tagli adiacenti o livelli di taglio.
Valore di default: BLEND_SPLINE
Di seguito sono riportate le opzioni disponibili.
◦ DIRECT - Crea la connessione più breve in linea retta tra gli spigoli dello spazio, senza movimenti di retrazione.
◦ FOLLOW_SURFACE - Crea una connessione che segue la geometria esistente sugli spigoli della distanza, senza movimenti di retrazione.
◦ BLEND_SPLINE - Crea una connessione ad archi tangenziali tra gli spigoli dello spazio.
◦ STEP - L'opzione prevede segmenti di retrazione, connessione e di attacco verticale. Crea una connessione nel piano dell'utensile tra gli spigoli dello spazio.
◦ RETRACT_TO_CLEAR_DIST - Crea una connessione in linea retta tra gli spigoli dello spazio. L'utensile si ritrae alla distanza di gioco specificata.
◦ RETRACT_TO_RETRACT_PLANE - Crea una connessione in linea retta tra gli spigoli dello spazio. L'utensile si ritrae al piano di sicurezza. L'opzione prevede segmenti quali la retrazione di un utensile lungo l'asse dell'utensile al piano di sicurezza, la connessione e l'attacco lungo l'asse dell'utensile.
Se il tipo di link selezionato non soddisfa le condizioni di sicurezza, viene utilizzato il successivo tipo di link sicuro. |
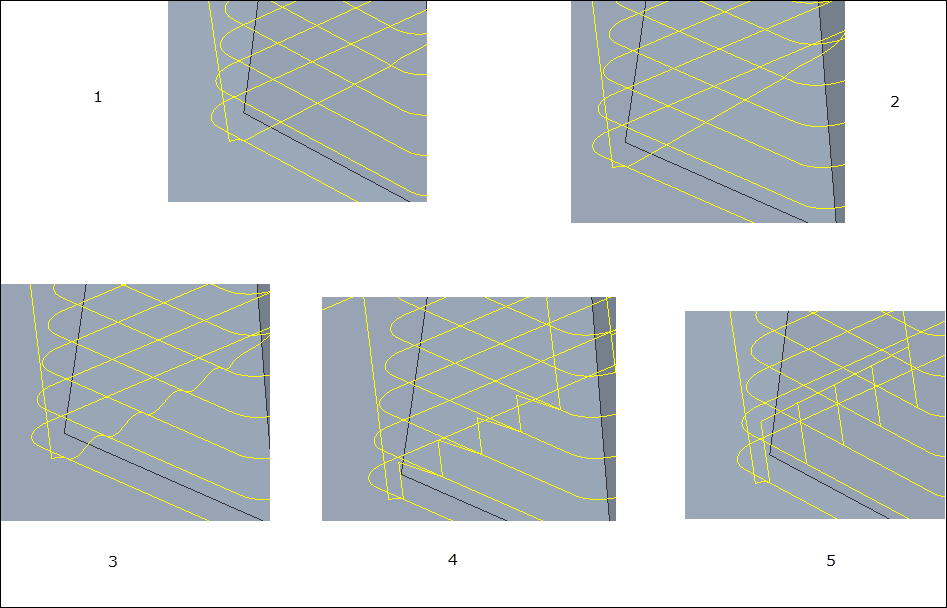
1. DIRECT
2. FOLLOW_SURFACE
3. BLEND_SPLINE
4. STEP
5. RETRACT_TO_CLEAR_DIST
Parametri di finitura e finitura delle aree residue HSM per movimenti di taglio
• FINISH_OPTION - Specifica il metodo di lavorazione per creare un percorso utensile ottimizzato.
Valore di default: SMART_CUTS
Di seguito sono riportate le opzioni disponibili.
◦ CONSTANT_Z - Esegue la finitura di superfici verticali o aree profonde.
◦ CONSTANT_CUSP - Crea cuspidi equidistanti in aree sia profonde che poco profonde. L'obiettivo è mantenere una distanza costante tra ogni contorno in modo da creare cuspidi con altezza uguale.
◦ SMART_CUTS - Crea un percorso utensile combinato costituito da fette Z costanti per le aree profonde e cuspidi costanti per le aree poco profonde di una parte.
◦ PARALLEL_CUTS - Crea tagli paralleli sul piano X-Y. Utilizzate questa opzione per le aree poco profonde.
◦ FLAT_LANDS - Crea un percorso utensile per lavorare regioni piatte di materiale. È applicabile solo per sequenze di finitura.
◦ PENCIL_CUT - Crea un singolo percorso utensile per gli spigoli interni. È applicabile solo per sequenze di finitura delle aree residue.
1. CONSTANT_CUSP
2. CONSTANT_Z
3. FLAT_LANDS
4. PARALLEL_CUTS
• SPIRAL_SCAN_DIRECTION - Specifica la direzione del percorso utensile per la scansione spirale.
Valore di default: OUTSIDE_IN
Di seguito sono riportate le opzioni disponibili.
◦ OUTSIDE_IN - Dal bordo al centro
◦ INSIDE_OUT - Dal centro al bordo
Parametri di finitura e finitura delle aree residue HSM per profondità di taglio e sovrametallo
• STEEP_STEP_OVER - Specifica il valore del passo laterale durante la lavorazione di un'area profonda. Se non viene specificato alcun valore per STEEP_STEP_OVER, il valore del parametro STEP_OVER viene utilizzato come valore di STEEP_STEP_OVER.
Valore di default: -
• FINISH_STOCK_ALLOW - Specifica la quantità di materiale residuo dopo la lavorazione.
Valore di default: -
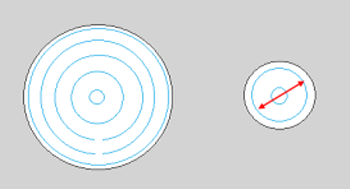
• REST_AREA_OFFSET - Specifica il valore di offset da applicare all'area residua calcolata. L'area di materiale residuo viene calcolata in base all'utensile precedente utilizzato.
È applicabile solo per sequenze di finitura delle aree residue.
Valore di default: 0
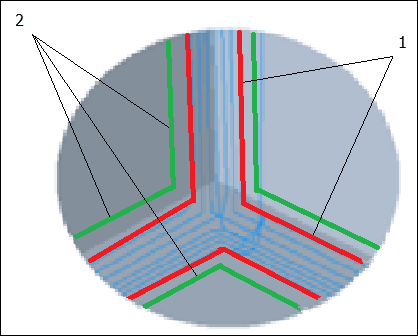
1. Area di lavorazione effettiva calcolata in base all'utensile precedente
2. Area di lavorazione possibile dopo l'impostazione dell'offset dell'area del materiale residuo
• SLOPE_ANGLE_START - Specifica l'angolo iniziale. SLOPE_ANGLE_START e SLOPE_ANGLE_END formano un intervallo. È possibile lavorare superfici all'interno o all'esterno di tale intervallo. Le aree profonde e poco profonde vengono rilevate automaticamente e sono definite dalla direzione della vista e dagli angoli che formano l'intervallo.
Valore di default: -
◦ L'angolo iniziale deve essere inferiore dell'angolo finale.
◦ Se il valore di passo laterale è superiore all'area definita mediante gli angoli iniziale e finale, il percorso utensile non viene generato.
• SLOPE_ANGLE_END - Fare riferimento al parametro SLOPE_ANGLE_START precedentemente descritto.
Valore di default: -
• OPTIMAL_ANGLE - Selezionate YES per determinare automaticamente la direzione in cui il numero di tagli è minimo.
Valore di default: NO
Questo parametro si applica solo al parametro PARALLEL_CUTS nelle sequenze di finitura e finitura delle aree residue.
• MULTI_PENCIL_PASSES - Specifica il numero di passate su ciascun lato dei tagli di smerlatura.
È applicabile solo per sequenze di finitura delle aree residue.
Valore di default: 0
• DETECT_THICKER_THAN - Specifica lo spessore. Consente di evitare la lavorazione delle aree in cui la quantità di materiale è inferiore al valore di soglia dello spessore specificato.
Valore di default: 0.1 mm
Parametri di sbavatura automatica per i movimenti di taglio
• EDGE_THICKNESS - Specifica lo spessore dello smusso negli spigoli lavorati.
Valore di default: 0.5 mm
• EDGE_EXTENSION - Specifica l'estensione in lunghezza per lo spigolo che si intende lavorare. L'estensione viene aggiunta a entrambe le estremità dello spigolo. L'utensile attraversa lo spigolo esteso durante la lavorazione.
Valore di default: 0
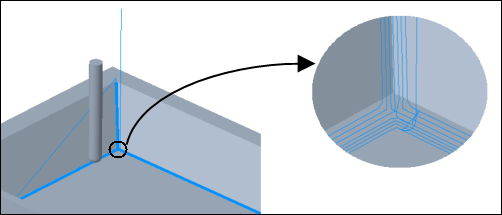
• RELIEF_CORNER - Selezionate un metodo per lavorare gli spigoli interni della parte di riferimento.
Valore di default: NONE
Di seguito sono riportate le opzioni disponibili.
◦ NONE - Per default, non viene aggiunto alcun loop o arco quando l'utensile attraversa gli spigoli interni.
◦ ADD_LOOP - Vengono aggiunti loop al percorso utensile in modo che l'utensile attraversi senza problemi gli spigoli interni.
◦ NO_LOOP - Vengono aggiunti archi al percorso utensile in modo che l'utensile attraversi senza problemi gli spigoli interni.
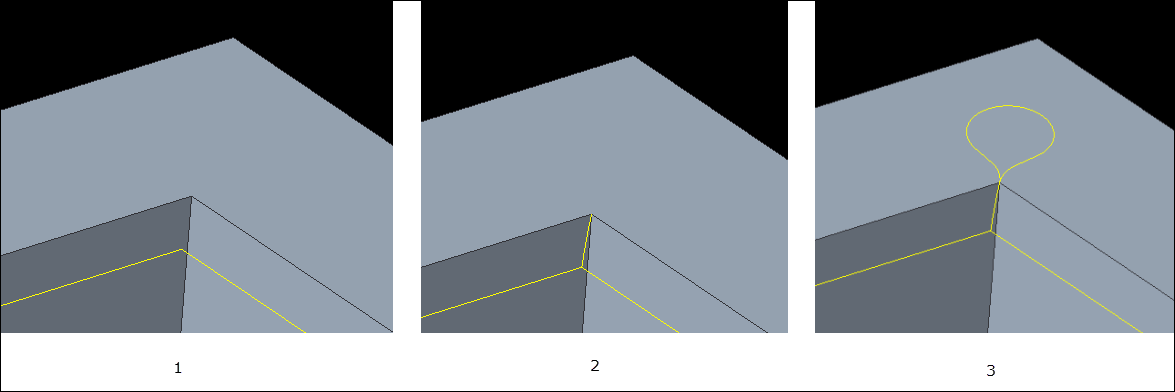
1. NONE
2. NO_LOOP
3. ADD_LOOP
• INNER_LOOP_RADIUS - Specifica il raggio del loop se avete selezionato ADD_LOOP per aggiungere loop al percorso utensile.
Valore di default: 2 mm
• MIN_DETECT_EDGE_LENGTH - Specifica la lunghezza minima di uno spigolo richiesta affinché l'utensile individui lo spigolo da lavorare. Gli spigoli più corti della lunghezza specificata non vengono lavorati.
Valore di default: -
• MIN_EDGE_ANGLE - Specifica l'angolo di spigolo minimo per rilevare gli spigoli vivi da lavorare sulla parte. Gli spigoli con angolo maggiore di quello specificato vengono classificati come spigoli vivi.
• NUMBER_CUTS - Specifica il numero di tagli lungo uno spigolo vivo per approssimare la forma piatta o lo smusso dello spigolo. Il numero di fette viene calcolato come EDGE_THICKNESS/NUMBER_CUTS. Ad esempio, se il valore di EDGE_THICKNESS è 2.0 mm e il valore di NUMBER_CUTS e 4, lo spigolo viene lavorato in quattro fette uguali del valore di 0.5 mm per raggiungere lo spessore dello spigolo.
Parametri di sbavatura automatica per movimenti di attacco/uscita
• RAPID_DISTANCE - Specifica la distanza da cui l'utensile si ritrae o si avvicina con avanzamento rapido o libero lungo l'asse. Questo parametro è disponibile nelle sequenze di sbavatura a 3 e 5 assi, ma è applicabile solo alle sequenze di sbavatura a 5 assi. La distanza rapida include la distanza di gioco.
Valore di default: 20 mm
• LINK_TYPE - Consente di selezionare una delle seguenti due strategie di retrazione tra i segmenti del percorso utensile.
◦ RETRACT_BLEND_SPLINE - L'utensile di ritrae lungo la spline di blend per creare transizioni uniformi.
◦ RETRACT_TO_CLEARANCE - L'utensile si ritrae all'area di retrazione definita automaticamente per il tipo di retrazione AUTOMATIC oppure l'utensile si ritrae con la strategia di retrazione specificata.
Parametri di sgrossatura HSM a 5 assi e di sgrossatura del materiale residuo
• RAPID_DISTANCE - Specifica la distanza da cui l'utensile si ritrae o si avvicina con avanzamento rapido o libero lungo l'asse. La distanza rapida include la distanza di gioco e la distanza di retrazione.
Valore di default: 20 mm
• MAX_STEP_OVER - Specifica il passo laterale massimo dell'utensile. Il passo laterale massimo viene calcolato per default quando si seleziona un utensile.
• FIRST_STEP_DEPTH - Specifica la profondità del primo taglio. Dopo il primo taglio, l'utensile utilizza il valore di STEP_DEPTH per eseguire i tagli successivi.
Valore di default: 0. Non applicabile per la strategia di generazione fette Lavorazione U e V (Morph).
• LAST_STEP_DEPTH - Specifica la profondità dell'ultimo taglio. È possibile tagliare fino a una certa distanza dalla superficie del pavimento.
Valore di default: 0. Non applicabile per la strategia di generazione fette Lavorazione U e V (Morph).
• MACHINE_BY - Consente di selezionare una delle seguenti opzioni di lavorazione:
◦ REGIONS - Ogni regione viene lavorata separatamente.
◦ LEVELS - Tutte le regioni vengono lavorate simultaneamente a livelli successivi.
• ROUGH_STOCK_ALLOW - Definisce la quantità di materiale residuo nella direzione radiale dopo la sgrossatura.
Valore di default: 1 mm. Nella sgrossatura a 5 assi, il valore di default è 1.
• APPR_EXIT_CLEARANCE - Specifica la distanza che l'utensile attraversa man mano che si avvicina o esce del materiale. La distanza viene specificata in percentuale rispetto al valore del passo laterale. Ad esempio, se specificate un passo laterale di 10 mm, per default il valore di questo parametro sarà di 10 mm, che è il 100 per cento di 10 mm.
Valore di default: 100%