Параметры высокоскоростного фрезерования
Поиск по категории
Общие параметры для последовательностей высокоскоростной черновой обработки, черновой обработки остаточных припусков, чистовой обработки и чистовой обработки остаточных припусков
|
AXIS_SHIFT
|
|
Указывает сдвиг оси инструмента вдоль заготовки. Смещение данных положения резца вдоль оси инструмента. При положительном значении все данные положения резца смещаются вниз по оси инструмента, при отрицательном - вверх.
Значение по умолчанию: 0
|
|
BOTTOM_STOCK_ALLOW
|
|
Укажите остаток заготовки после выполнения последовательности обработки на плоских поверхностях, параллельных плоскости отвода.
Значение по умолчанию: -
|
|
CLEAR_DIST
|
|
Укажите расстояние зазора над поверхностью, предназначенной для фрезерования, на которой заканчивается быстрое движение и начинается соответствующая подача.
Значение по умолчанию: определяется внутренним уравнением после определения инструмента.
|
|
CUT_ANGLE
|
|
Укажите угол между направлением резания и осью X в системе координат ЧПУ-перехода.
Значение по умолчанию: 0
Для параметра SCAN_TYPE в черновом ВСФ и черновом ВСФ остаточных припусков применимо только значение TYPE_1. Аналогично для последовательностей чистового ВСФ и чистового ВСФ остаточных припусков применимо значение PARALLEL_CUTS.
|
|
CUT_TYPE
|
|
Укажите тип реза. При удалении материала инструментом этот параметр контролирует совместно с параметром SPINDLE_SENSE, в каких местах материал имеет отношение к действию инструмента.
Значение по умолчанию: Climb
Доступны следующие опции:
• Upcut
• Zig-Zag
• Спираль (Spiral) - доступно в последовательностях "Чистовое ВСФ" (HSM Finish) и "Чистовое ВСФ остаточных припусков" (HSM Rest Finish). Это значение не поддерживается для опций PARALLEL_CUTS и FLAT_LANDS. 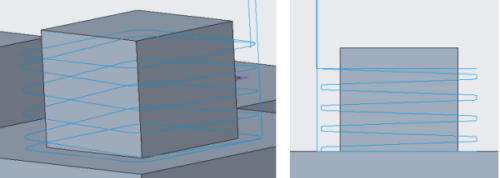 |
|
END_HEIGHT
|
|
Указывает конечную высоту для слоев.
Значение по умолчанию: -
|
|
HOLDER_CLEARANCE
|
|
Укажите минимально допустимое расстояние между оправкой инструмента и обрабатываемой поверхностью. Этот параметр применим в сочетании с любым определенным зазором заготовки.
Значение по умолчанию: 0.2
|
|
PULLOUT_DIST
|
|
Укажите высоту над уровнем реза, например слой сразу после фрезерной обработки, до которого отводится вершина инструмента при движении PULLOUT_FEED и смене движения на FREE_FEED. Если движение PULLOUT_FEED не определено, инструмент отводится при движении CUT_FEED с последующей сменой движения на FREE_FEED. Если параметр FREE_FEED не определен, инструмент отводится с большой скоростью.
Значение по умолчанию: -
|
|
SCALLOP_HGT
|
|
Укажите максимальную допустимую высоту гребешка для управления перекрытием инструмента. Этот параметр применим для горизонтальных проходов с перекрытием и для всех типов обхода, кроме CONSTANT_LOAD.
Значение по умолчанию: -
|
|
SLICE_PATH_SCAN
|
|
Укажите порядок обработки несколькими проходами в пределах нескольких глубин шага или слоев.
Значение по умолчанию: PASS_BY_PASS
Доступны следующие опции:
• PASS_BY_PASS - активирует обработку по областям. Инструмент выполняет обработку всех слоев в одной области и затем перемещается, чтобы обработать следующую область.
• SLICE_BY_SLICE - активирует обработку по слоям. Обрабатываются один за другим все первые слои областей, затем обработка переносится на вторые слои.
|
|
START_HEIGHT
|
|
Указывает начальную высоту для слоев.
Значение по умолчанию: -
|
|
STEP_OVER
|
|
Укажите параметр, управляющий боковой глубиной реза.
Значение по умолчанию: определяется внутренним уравнением после определения инструмента.
Для типа обхода CONSTANT_LOAD значение перекрытия становится максимальным перекрытием. В зависимости от нагрузки на инструмент значение перекрытия может быть уменьшено. Для типа обхода CONSTANT_LOAD рекомендуется, чтобы значение STEP_OVER обязательно было меньше либо равно 50 процентам диаметра резца.
Параметр STEP_OVER должен иметь положительное значение, меньше или равное диаметру резца.
|
|
TOLERANCE
|
|
Перемещение инструментов станка с небольшим шагом по прямой линии для аппроксимации изогнутой геометрии. Задает максимальное расстояние, на которое траектория прямой линии отклоняется от изогнутой геометрии.
Значение по умолчанию: 0.06 мм для чернового ВСФ и чернового ВСФ остаточных припусков.
Значение по умолчанию: 0.025 мм для чистового ВСФ и чистового ВСФ остаточных припусков.
|
|
TRIM_TOOLPATH_ON_HOLDER
|
|
Делит траекторию инструмента на зоны столкновения и расхождения при условии, что заданы параметры HOLDER_DIAMETER и HOLDER_LENGTH. В зоне столкновения оправка инструмента сталкивается со ссылочной деталью, и траектория инструмента получается усеченной, а в зоне расхождения столкновения не происходит. Полученная в результате траектория движения инструмента представляет собой сочетание зон расхождения.
Значение по умолчанию: Yes
В последовательностях чернового ВСФ и чернового ВСФ остаточных припусков этот параметр не поддерживается, если для параметра SCAN_TYPE задано значение TYPE_1, а для ROUGH_OPTION задано значение ROUGH_ONLY.
|
Параметры чернового ВСФ и чернового ВСФ остаточных припусков для движений резания
|
SCAN_TYPE
|
|
Указывает способ обхода инструментом фрезерования горизонтального сечения объема фрезерования и островков.
Значение по умолчанию: CONSTANT_LOAD
Доступны следующие опции:
• TYPE_1 - создает параллельные вырезы на нескольких глубинах.
• TYPE_SPIRAL - создает спиральную траекторию резания.
• CONSTANT_LOAD - позволяет поддерживать условия резания почти постоянными. Она содержит улучшения по сравнению со стратегиями черновой обработки постоянного смещения стандартного фрезерования. Эта стратегия обходит полноширинные вырезы, постоянно измеряя объем соприкосновения инструмента с материалом и постепенно удаляя материал из остающейся заготовки. Стабильная нагрузка на инструмент позволяет использовать повышенную скорость удаления материала при более высоких скоростях подачи и уменьшает полное время обработки.
|
|
ROUGH_OPTION
|
|
Укажите, нужно ли использовать профилирование во время черновой обработки или чернового удаления остатков.
Значение по умолчанию: ROUGH_ONLY
• ROUGH_ONLY - создание ЧПУ-перехода без профилирования.
• ROUGH_&_PROF - создание ЧПУ-перехода для выполнения черновой обработки вырезов и профилей заготовки в окне фрезерования. Это значение применимо к типу обхода TYPE_1.
|
|
INTERMEDIATE_SLICE_ADJUST
|
|
Определите, когда должны создаваться промежуточные слои. Используйте эту опцию в сочетании с параметром NUMBER_INTERMEDIATE_SLICES.
Значение по умолчанию: DURING
• DURING - создание промежуточных слоев во время проходов обработки.
• AFTER - создание промежуточных слоев после обработки последнего слоя.
|
|
TRIM_TO_WORKPIECE
|
|
Выберите YES для ограничения траектории инструмента границами заготовки, чтобы избежать механообработки по воздуху.
Значение по умолчанию: No
|
Параметры чернового ВСФ и чернового ВСФ остаточных припусков для глубины реза и припусков
|
ROUGH_STOCK_ALLOW
|
|
Определяет, каким должен быть остаток заготовки в радиальном направлении после черновой обработки.
Значение по умолчанию: 0
|
|
MAX_STEP_DEPTH
|
|
Укажите максимально допустимый шаг по глубине. После нахождения положения самого высокого и самого низкого слоев рассчитывается фактическая глубина шага, которая меньше или равна заданному значению MAX_STEP_DEPTH.
Значение по умолчанию: определяется внутренним уравнением после определения инструмента
Можно изменить уравнение в диалоговом окне Уравнения (Relations) или задать значение.
|
|
MACHINE_FLATLANDS
|
|
Выберите, чтобы обработать истинно плоские поверхности деталей пресс-формы. Эта опция помогает обрабатывать плоские поверхности на оси Z, такие как поверхности разъема.
Значение по умолчанию: YES
Если задано значение NO, эта настройка создает постоянные по Z слои, не регулируя глубину шага. В таком случае заготовка может оставаться на плоских поверхностях, которые могут более или менее определяться разрешенной нижней заготовкой. 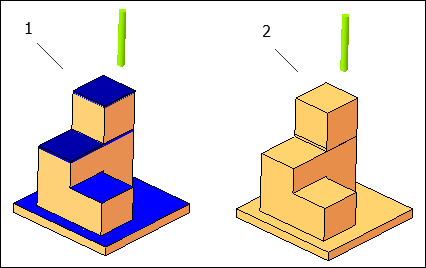 1. Для опции задано значение NO. Синие поверхности в изображении показывают материал, оставшийся после обработки. 2. Для опции задано значение YES. Все плоские поверхности обрабатываются без возникновения остатков материала. |
|
MINIMUM_WIDTH
|
|
Указывает минимальную ширину. Области, ширина которых меньше указанной ширины, не обрабатываются. Применимо, когда активирована опция MACHINE_FLATLANDS.
Значение по умолчанию: 1 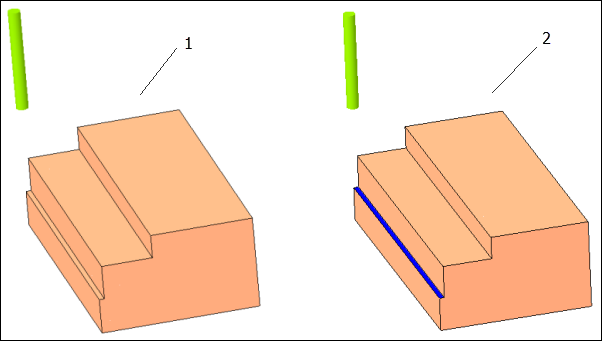 1. Для минимальной ширины задано значение 0. Все плоские поверхности обрабатываются без возникновения остатков материала. 2. Плоские области, ширина которых меньше указанной, не обрабатываются. Ширина синей поверхности меньше указанной ширины. |
|
FILTER_TYPE
|
|
Выберите тип области, которая будет фильтроваться при обработке. Это значение задается уравнением с процентным значением порога от диаметра инструмента. Этот параметр используется, чтобы избежать обработки лишних областей.
Значение по умолчанию: INSCRIBED_CIRCLE
Доступны следующие опции:
• INSCRIBED_CIRCLE - показывает, что максимальная ширина области фильтрования измеряется диаметром окружности, вписанной в траекторию инструмента внутри такой области. 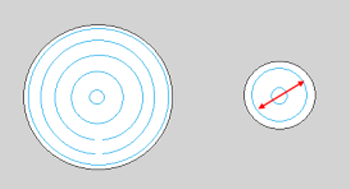 • DIAGONAL_LENGTH - показывает, что максимальная ширина области измеряется по диагонали выровненного с осью ограничивающего параллелепипеда, построенного вокруг траектории инструмента внутри этой области. 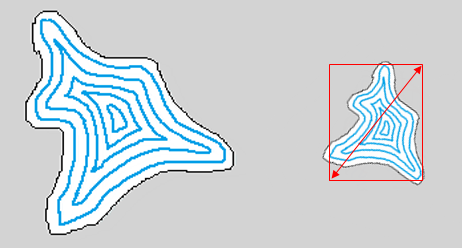 |
|
THRESHOLD_VALUE_PERCENT
|
|
Указывает пороговое значение в процентах от диаметра инструмента. Это значение определяет ширину области для фильтрации при обработке.
Значение по умолчанию: 0 процентов
Этот параметр используется в комбинации с параметром FILTER_TYPE.
|
|
REMOVE_CORNER_PEGS
|
|
Выберите, чтобы добавить дополнительную траекторию инструмента вокруг углов для удаления небольших остатков материала в углах. Такие остатки материала возникают, если значение перекрытия достаточно велико для того, чтобы оставлять материал между проходами.
Значение по умолчанию: No
Этот параметр применяется к типу обхода TYPE_SPIRAL. 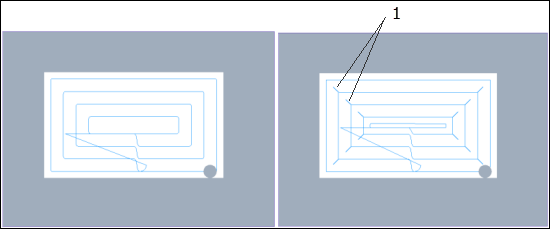 1. Дополнительная траектория инструмента, которая удаляет остатки материала в углах |
|
NUMBER_INTERMEDIATE_SLICES
|
|
Указывает число слоев, которые нужно создать. Промежуточный слой - это слой профиля между черновыми слоями. Параметр INTERMEDIATE_SLICE_ADJUST определяет, когда должны быть созданы слои.
Значение по умолчанию: 0
Он не применяется к вертикальной геометрии. 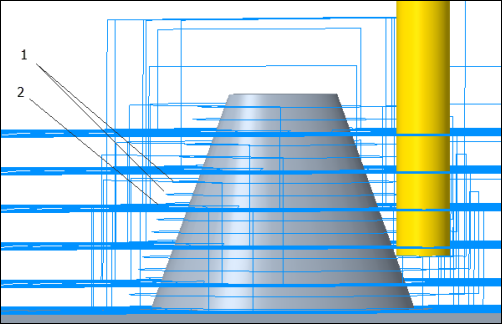 1. Значение параметра 2 означает создание двух промежуточных слоев 2. Главная черновая обработка |
|
DETECT_THICKER_THAN
|
|
Укажите толщину. Позволяет избежать обработки областей, в которых количество материала заготовки меньше указанного порогового значения толщины.
Применимо только для последовательности "Черновая обработка остаточных припусков" (Rest Rough).
Значение по умолчанию: 0.1
|
|
PREVIOUS_ROUGH_STOCK_ALLOW
|
|
Указывает количество материала заготовки, оставшегося после предыдущей части черновой обработки траектории инструмента.
Применимо только для последовательностей чернового удаления остатков и если опция Ссылочный режущий инструмент (Reference Cutting Tool) выбрана в качестве привязки на вкладке Привязки (References).
Значение по умолчанию: 0
|
|
PREVIOUS_BOTTOM_STOCK_ALLOW
|
|
Указывает количество материала заготовки, оставшегося после предыдущей части черновой обработки траектории инструмента на поверхности, параллельной плоскости отвода.
Применимо только для последовательностей чернового удаления остатков и если опция Ссылочный режущий инструмент (Reference Cutting Tool) выбрана в качестве привязки на вкладке Привязки (References).
Значение по умолчанию: 0
|
|
ALLOW_ENTRY_OUTSIDE
|
|
Выберите "ДА" (YES), чтобы разрешить врез инструмента снаружи заготовки или окна фрезерования.
Значение по умолчанию: YES
Если задано значение NO, инструмент не врезается снаружи заготовки или окна фрезерования, даже если это возможно. Если для этого параметра установлено значение NO, доступны опции окна фрезерования Внутри контура окна (Inside window contour), По контуру окна (On window contour) и За контуром окна (Outside window contour). 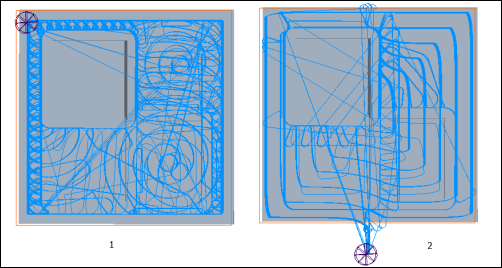 1. Если задано значение NO, инструмент продвигается по материалу. 2. Если для этой опции задано значение YES, инструмент подводится с внешней стороны. |
|
LIFT_TOOL_CLEARANCE
|
|
Инструмент будет подниматься над поверхностью обработки, чтобы создать следующее соединение. Эта опция работает совместно с MIN_RETRACT_DISTANCE.
Значение по умолчанию: "-". Оно интерпретируется как 0,5 мм (0,02 дюйма).
|
|
MIN_RETRACT_DISTANCE
|
|
При движении между концом одного прохода и началом другого резец находится либо на поверхности, либо в отведенном положении в зависимости от расстояния, которое требуется преодолеть. Здесь этот параметр управляет точкой, в которой принимается решение о выборе между этими двумя состояниями. Если расстояние между конечной точкой одного прохода и начальной точкой другого меньше, чем это значение, резец не отводится. Если расстояние больше, резец перемещается на плоскость отвода.
Этот параметр работает для типа сканирования CONSTANT_LOAD.
Значение по умолчанию: "-". Оно интерпретируется как (5 * диаметр инструмента)
|
Параметры чернового ВСФ и чернового ВСФ остаточных припусков для движений вреза/отвода
|
CLOSED_AREA_ENTRY
|
||
|
Укажите метод вреза для замкнутых областей.
Значение по умолчанию: Automatic
Доступны следующие опции:
• "Автоматически" (Automatic) - инструмент подбирает самый подходящий способ вреза для замкнутой области.
• "По спирали" (Helical) - инструмент врезается в замкнутую область, следуя по спиральной траектории. Диаметр спирали определяется значением параметра HELICAL_DIAMETER_PERC.
• "Радиальный" (Radial) - инструмент радиально продвигается по заготовке в замкнутой области. Эта опция не применяется с CONSTANT_LOAD.
|
||
|
RAMP_ANGLE
|
||
|
Указывает угол, под которым инструмент врезается в следующий слой или в следующем проходе.
Значение по умолчанию: 5
|
||
|
HELICAL_DIAMETER_PERC
|
||
|
Указывает максимально допустимый диаметр спирали в процентах от диаметра инструмента. Это применяется для вреза инструмента по спирали.
Значение по умолчанию: 80 процентов
|
||
|
ALLOW_TOOL_OUTSIDE_WORKPIECE
|
||
|
Укажите, может ли инструмент выходить за пределы границы заготовки, если окно фрезерования больше заготовки. Если задано значение NO, инструмент входит вне заготовки, но выходит в пределах заготовки. Траектория инструмента генерируется вокруг заготовки, только если размеры необработанной заготовки превышают сумму допуска, чистового припуска и радиуса инструмента.
Как показано на следующем изображении, если для параметра задано значение YES, траектория инструмента выходит за пределы заготовки. 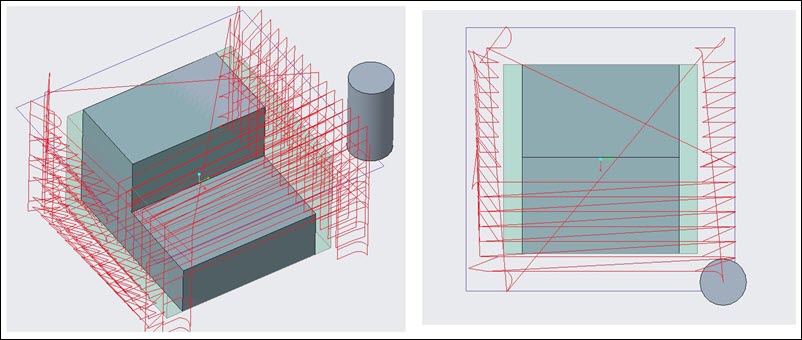 Как показано на следующем изображении, если для параметра задано значение NO, траектория инструмента начинается за пределами заготовки, но заканчивается на заготовке. 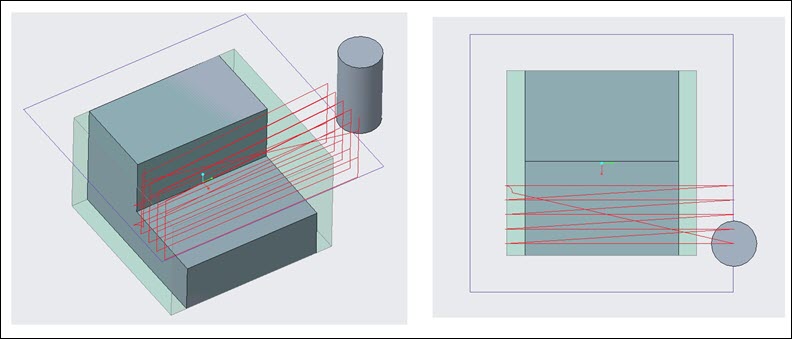 Значение по умолчанию: YES Этот параметр применим для типа сканирования TYPE_1. |
||
|
APPR_EXIT_CLEARANCE
|
||
|
Укажите расстояние, которое инструмент проходит при подводе к заготовке или отводе от нее. Расстояние указывается в процентах от значения перекрытия. Например, если указано перекрытие 10 мм, по умолчанию значение этого параметра будет равно 10 мм, что составляет 100 процентов от 10 мм.
Значение по умолчанию: 100 процентов
|
Параметры чернового ВСФ и чернового ВСФ остаточных припусков для настроек станка
|
SMOOTH_RADIUS
|
|
Укажите радиус для закругления или гладкой обработки углов. Этот параметр применяется, если для параметра SCAN_TYPE задано значение CONSTANT_LOAD.
Значение по умолчанию: "-". Значение по умолчанию - интерпретируется как 1.
Значение должно быть больше 0.
|
Параметры чистового ВСФ и чистового ВСФ остаточных припусков для движений вреза/отвода
|
LEAD_RADIUS
|
||
|
Укажите радиус кругового касательного перемещения инструмента при подводе или отводе.
Значение по умолчанию: 0
|
||
|
CUT_ENTRY_EXIT_EXT
|
||
|
Выбор направления подхода инструмента.
Значение по умолчанию: TANGENTIAL_ARC
Доступны следующие опции:
• NONE - инструмент врезается или выходит без движения подхода и отхода.
• TANGENTIAL_ARC - инструмент перемещается по горизонтальной дуге для наклонных областей и по вертикальной дуге для пологих областей при движении подхода и отхода.
• VERTICAL_TANG_ARC - инструмент перемещается по вертикальной дуге для всех областей при движении подхода и отхода.
• HORIZONTAL_TANG_ARC - инструмент перемещается по горизонтальной дуге для всех областей при движении подхода и отхода. 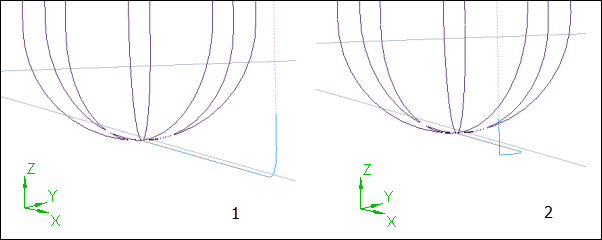 1. VERTICAL_TANG_ARC 2. HORIZONTAL_TANG_ARC |
||
|
SMALL_LINKS
|
||
|
Укажите тип соединения между смежными вырезами или слоями резания.
Значение по умолчанию: BLEND_SPLINE
Доступны следующие опции:
• DIRECT - создает кратчайшее соединение по прямой линии между кромками с промежутком без каких-либо движений отвода.
• FOLLOW_SURFACE - создает соединение, которое повторяет существующую геометрию для кромок с промежутком без каких-либо движений отвода.
• BLEND_SPLINE - создает соединение по касательной дуге между кромками с промежутком.
• STEP - эта опция включает сегменты отвода, соединения и вертикального подвода. Создает соединение в плоскости инструмента между кромками с промежутком.
• RETRACT_TO_CLEAR_DIST - создает соединение по прямой линии между кромками с промежутком. Инструмент отводится на указанное безопасное расстояние.
• RETRACT_TO_RETRACT_PLANE - создает соединение по прямой линии между кромками с промежутком. Инструмент отводится на плоскость отвода. Эта опция включает сегменты, такие как отвод инструмента вдоль оси инструмента на плоскость отвода, соединение и подвод вдоль оси инструмента.
|
Параметры чистового ВСФ и чистового ВСФ остаточных припусков для движений резания
|
FINISH_OPTION
|
|
Укажите метод обработки для создания оптимизированной траектории инструмента.
Значение по умолчанию: SMART_CUTS
Доступны следующие опции:
• CONSTANT_Z - выполняет чистовую обработку вертикальных поверхностей или наклонных областей.
• CONSTNAT_CUSP - создает равноудаленные гребешки в наклонных, а также в пологих областях. Цель состоит в получении постоянного расстояния между всеми контурами, чтобы гребешки создавались с равной высотой.
• SMART_CUTS - создает комбинированную траекторию инструмента, включающую в себя постоянные Z-слои для наклонных областей и постоянные вырезы гребешков для пологих областей детали.
• PARALLEL_CUTS - создает параллельные вырезы на плоскости XY. Используйте его для пологих областей.
• FLAT_LANDS - создает траекторию инструмента для обработки истинно плоских областей заготовки. Применимо только для последовательностей чистовой обработки.
• PENCIL_CUT - создает единую траекторию инструмента для мозаичных кромок. Применимо только для последовательностей чистовой обработки остаточных припусков. 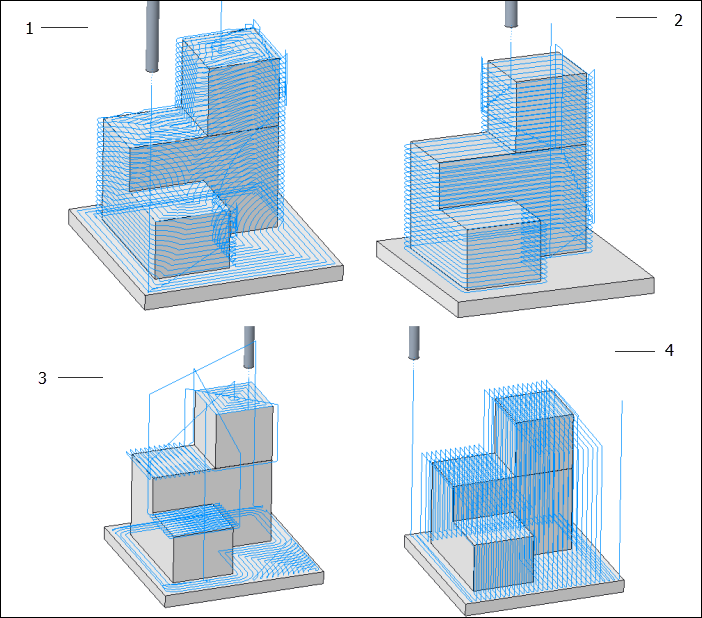 1. CONSTNAT_CUSP 2. CONSTANT_Z 3. FLAT_LANDS 4. PARALLEL_CUTS |
|
SPIRAL_SCAN_DIRECTION
|
|
Укажите направление траектории инструмента для обхода по спирали.
Значение по умолчанию: OUTSIDE_IN
Доступны следующие опции:
• OUTSIDE_IN - от границы до центра
• INSIDE_OUT - от центра до границы
|
Параметры чистового ВСФ и чистового ВСФ остаточных припусков для глубины реза и припусков
|
STEEP_STEP_OVER
|
|
Указывает значение перекрытия при обработке наклонной области. Если для параметра STEEP_STEP_OVER не задано какое-либо значение, значение параметра STEP_OVER используется в качестве значения параметра STEEP_STEP_OVER.
Значение по умолчанию: -
|
|
FINISH_STOCK_ALLOW
|
|
Укажите остаток заготовки после обработки.
Значение по умолчанию: -
|
|
REST_AREA_OFFSET
|
|
Укажите значение смещения, которое будет применено к рассчитанному остатку. Площадь остатка материала рассчитывается на основе предыдущего использования инструмента.
Применимо только для последовательностей "Чистовая обработка остаточных припусков" (Rest Finish).
Значение по умолчанию: 0 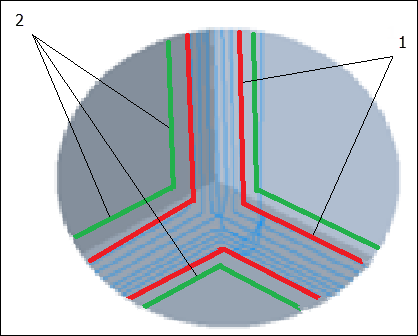 1. Фактическая область обработки вычисляется на основе предыдущего использования инструмента. 2. Возможная область обработки после задания смещения области остатка. |
|
SLOPE_ANGLE_START
|
|
Указывает начальный угол. Значения SLOPE_ANGLE_START и SLOPE_ANGLE_END образуют интервал. Можно обработать поверхности, которые попадают внутрь или находятся снаружи этого интервала. Наклонные области и пологие области обнаруживаются автоматически. Эти области определяются направлением вида и углами, образующими интервал.
Значение по умолчанию: -
• Начальный угол должен быть меньше конечного угла.
• Если значение перекрытия больше области, определяемой начальным и конечным углами, траектория инструмента не генерируется.
|
|
SLOPE_ANGLE_END
|
|
См. приведенное выше описание SLOPE_ANGLE_START.
Значение по умолчанию: -
|
|
OPTIMAL_ANGLE
|
|
Выберите YES для автоматического определения направления, в котором число резов будет минимальным.
Значение по умолчанию: No
Этот параметр применяется только к параметру PARALLEL_CUTS в последовательностях чистовой обработки и чистовой обработки остаточных припусков.
|
|
MULTI_PENCIL_PASSES
|
|
Указывает число проходов с каждой стороны карандашных резов.
Применимо только для последовательностей "Чистовая обработка остаточных припусков" (Rest Finish).
Значение по умолчанию: 0  |
|
DETECT_THICKER_THAN
|
|
Укажите толщину. Позволяет избежать обработки областей, в которых количество материала заготовки меньше указанного порогового значения толщины.
Значение по умолчанию: 0.1
|