Paramètres de fraisage
Les paramètres suivants sont propres aux séquences CN de fraisage. Ils sont répertoriés sous l'en-tête du nom de la branche que vous utiliserez lors du réglage des paramètres.
Pour une description des paramètres de fabrication standard disponibles pour tous les types de séquences CN, consultez la section Paramètres de séquence CN standard. Pour une description des paramètres spécifiques des séquences de double ébauche, consultez la section Paramètres de fraisage propres à la première et la seconde ébauche. Cliquez sur Voir aussi pour accéder à ces rubriques.
|
|
• Vous devez entrer une valeur pour tous les paramètres dont la valeur par défaut est 1 (Creo NC n'attribuant pas la valeur par défaut).
• Les unités de longueur des paramètres des séquences CN (le cas échéant) sont les mêmes que celles du brut.
|
Option Coupe
Type de balayage (Scan Type) (ID : SCAN_TYPE)
Applicable au fraisage de volume, de surface, de poche, au surfaçage et au fraisage d'ébauche par plongée.
Pour le fraisage de volume, ce paramètre désigne la façon dont un outil de fraisage balaie la coupe horizontale d'un volume de fraisage et évite les îlots. Les options sont les suivantes :
• TYPE_1 : L'outil usine le volume de façon continue et se retire lorsqu'il rencontre des îlots.
• TYPE_2 : L'outil usine le volume de façon continue sans se retirer et contourne les îlots qu'il rencontre.
• TYPE_3 : L'outil enlève de la matière de zones continues définies par la géométrie des îlots en les usinant successivement et en contournant les îlots. Lorsqu'il a terminé une zone, l'outil peut se retirer pour usiner les zones restantes. Il est recommandé de paramétrer OPTION_EBAUCHE pour TYPE_3 sur EBAUCHE_&_CONTOUR.
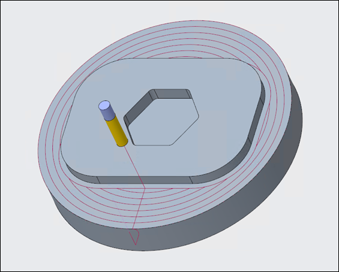
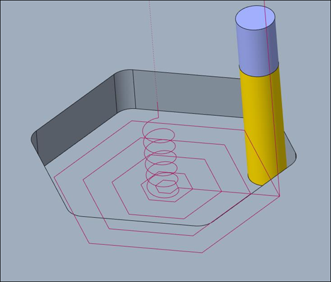
• TYPE_SPIRAL : génère une trajectoire d'outil en spirale.
• TYPE_UNE_DIR : L'outil n'usine que dans une seule direction. A la fin de chaque passe d'usinage, il se retire et revient de l'autre côté du brut pour commencer la passe suivante dans la même direction. Les îlots sont évités de la même manière que pour le TYPE_1.
• TYPE_1_CONNECT : l'outil n'usine que dans une seule direction. A la fin de chaque passe d'usinage, il se retire, revient à la vitesse rapide au point de départ de la passe en cours, plonge, puis se déplace jusqu'au point de départ de la passe suivante. S'il existe une paroi adjacente au départ des passes d'usinage, le mouvement de connexion suit le contour de la paroi pour éviter les collisions.
• CHARGE_CONSTANTE : Effectue une ébauche à haute vitesse (lorsque OPTION_EBAUCHE est paramétrée sur EBAUCHE_SEULE) ou un contournage (lorsque OPTION_EBAUCHE est paramétrée sur CONTOUR_SEUL).
• TYPE_COUPE_GARDER_SPIRALE : génère une trajectoire d'outil en spirale avec connexions en forme d'arc inversé entre les découpes. Au terme d'une découpe, l'outil se déplace dans la découpe suivante en suivant une trajectoire en forme d'arc et en inversant la direction de coupe afin de maintenir le type de coupe par rapport à la matière restante (EN AVALANT (CLIMB) ou EN OPPOSITION (CONVENTIONAL)). Il s'agit d'une option d'usinage à grande vitesse, qui minimise les retraits.
• SPIRALE_GARDER_DIRECTION_COUPE : génère une trajectoire d'outil en spirale avec connexions en forme de S entre les découpes. Au terme d'une découpe, l'outil se connecte en forme de S à la découpe suivante, en maintenant la direction de coupe, ce qui entraîne un changement du type de coupe par rapport à la matière restante entre les découpes (de EN AVALANT (CLIMB) à EN OPPOSITION (CONVENTIONAL) et vice-versa). Il s'agit d'une option d'usinage à grande vitesse, qui minimise les retraits.
• SUIVRE_PAROIS_FIXES : la forme de chaque découpe suit la forme des parois du volume, en conservant un décalage fixe entre les points respectifs de deux découpes successives. Si les découpes sont fermées, les connexions entre ces découpes sont en forme de S.
La figure suivante présente les types de balayages pour le fraisage de volume.

1. TYPE_1
2. TYPE_SPIRAL
3. TYPE_2
4. TYPE_3
5. TYPE_UNE_DIR
6. CONNEX_TYPE_1
Pour le fraisage en coupe droite :
• TYPE_1 : l'outil usine de façon continue les surfaces sélectionnées et se retire lorsqu'il rencontre des îlots.
• TYPE_3 : Si les surfaces sélectionnées sont divisées en zones, l'outil usine entièrement une zone avant de passer à la suivante.
Pour le fraisage de surfaces Isolignes :
• TYPE_1 : l'outil usine de façon continue les surfaces sélectionnées et se retire lorsqu'il rencontre des îlots.
• TYPE_2 : L'outil usine sans s'arrêter les surfaces sélectionnées, en contournant les îlots lorsqu'il en rencontre.
• TYPE_3 : Si les surfaces sélectionnées sont divisées en zones, l'outil usine entièrement une zone avant de passer à la suivante.
• TYPE_UNE_DIR : L'outil n'usine que dans une seule direction. A la fin de chaque passe d'usinage, il se retire et revient de l'autre côté du brut pour commencer la passe suivante dans la même direction.
Pour le fraisage de surface en Ligne de coupe :
• TYPE_1 : L'outil fait des allers-retours le long des lignes de coupe générées.
• TYPE_3 : Si les surfaces sélectionnées sont divisées en zones, l'outil usine entièrement une zone avant de passer à la suivante.
• TYPE_SPIRAL : l'outil effectue la première passe d'usinage à mi-chemin entre la première et la dernière ligne de coupe pour l'usinage intercourbe). Les passes suivantes seront effectuées alternativement à droite et à gauche de la première passe.
• TYPE_UNE_DIR : L'outil n'usine que dans une seule direction. A la fin de chaque passe d'usinage, il se retire et revient de l'autre côté du brut pour commencer la passe suivante dans la même direction.
• TYPE_HELICOIDAL : (Disponible uniquement si le paramètre TYPE_LG_COUPE est défini sur LIGNES_FLUX. L'outil se déplace le long d'une hélice. Ne s'applique qu'à l'usinage intercourbe fermé. La trajectoire d'outil résultante est représentée ci-dessous.
1. Première ligne de coupe (frontière de surface supérieure)
2. Dernière ligne de coupe (frontière de surface inférieure)
Pour le fraisage de surface de Coupes projetées, les types de balayages sont identiques à celles du fraisage de volume (à l'exception de CONNEX_TYPE_1 et de CHARGE_CONSTANTE). Ils concernent la façon dont la mise à plat de l'outil est créée.
Pour le fraisage Roulant :
• TYPE_1 : L'outil fait des allers-retours le long des surfaces en cours d'usinage.
• TYPE_UNE_DIR : L'outil n'usine que dans une seule direction. A la fin de chaque passe d'usinage, il se retire et revient de l'autre côté du brut pour commencer la passe suivante dans la même direction.
• TYPE_HELICOIDAL : L'outil se déplace le long d'une hélice. Ceci n'est possible que pour une boucle fermée des surfaces.
Pour le surfaçage :
• TYPE_1 : L'outil effectue des passes d'usinage parallèles en faisant des allers-retours le long de la face sélectionnée. Si la face sélectionnée comporte plusieurs zones, l'outil les ignore et contourne toute la longueur du brut.
• TYPE_3 : Si la face sélectionnée est constituée de plusieurs zones, l'outil usine une zone en faisant des passes d'usinage parallèles allers-retours, puis se retire et passe à la zone suivante.
1. TYPE_1
2. TYPE_3
• TYPE_SPIRAL : L'outil effectue la première passe d'usinage au milieu de la surface. Les passes suivantes seront effectuées alternativement à droite et à gauche de la première passe.
• TYPE_UNE_DIR : L'outil n'usine que dans une seule direction. A la fin de chaque passe d'usinage, il se retire et revient de l'autre côté du brut pour commencer la passe suivante dans la même direction.
• SPIRALE_CONTOUR (CONTOURED_SPIRAL) : l'outil suit les contours de la surface de référence sélectionnée et les îlots dans la surface pour générer la trajectoire d'outil en spirale avec contrôle de collision automatique par rapport au modèle de référence.
Dans les zones ouvertes, l'outil tient compte de la valeur du paramètre RAYON_TANGENTIEL (LEAD_RADIUS) pour entrer sans à-coups.
Dans les zones fermées, l'outil tient compte de la valeur du paramètre ANGLE_RAMPE (RAMP_ANGLE) pour entrer sans à-coups avec une hélice. Le diamètre hélicoïdal est automatiquement ajusté par Creo NC pour ajuster correctement l'hélice afin d'éviter les interférences d'outil. Par défaut, il correspond à 80 % du diamètre de l'outil.
Pour les surfaces de fraisage, l'outil utilise l'approche hélicoïdale pour générer la trajectoire d'outil.
Dans une étape de surfaçage, les paramètres ANGLE_RAMPE (RAMP_ANGLE) et VITESSE_RAMPE (RAMP_FEED) ne sont pris en charge que pour le type de balayage SPIRALE_CONTOUR (CONTOURED_SPIRAL). |
Pour l'usinage poche, les types de balayages sont identiques à celles du fraisage de volume (à l'exception de CONNEX_TYPE_1 et de CHARGE_CONSTANTE). Ils concernent la façon dont l'outil balaie le fond de la poche.
Pour le fraisage d'ébauche par plongée, vous ne pouvez pas modifier le type de balayage lorsque l'outil possède une valeur Insert_Width inférieure à Diam_outil/2. Pour un outil plat standard, les types de balayages suivants sont disponibles :
• TYPE_3 : Usine complètement une zone avant de passer à la suivante.
• TYPE_SPIRAL : Génère une trajectoire de coupe en spirale.
• TYPE_UNE_DIR : N'usine que dans une seule direction. A la fin de chaque passe d'usinage, l'outil revient de l'autre côté de la zone pour commencer la passe suivante dans la même direction.
Option de connexion (Connection option) (ID : CONNECT_OPTION)
Contrôle les connexions pendant les coupes interrompues. Pour une séquence de fraisage de ligne de coupe, les options sont les suivantes :
• PAS_OPTIMISER (par défaut) : la trajectoire d'outil suit la forme des obstacles et peut se retirer pendant les coupes.
• FORCE_RETRAIT : l'outil se retire jusqu'au dégagement spécifié lorsqu'il rencontre des obstacles.
Option d'ébauche (Roughing option) (ID : ROUGH_OPTION)
Contrôle si une passe de contournage se produit lors d'une séquence CN de fraisage de volume. Les options sont les suivantes :
• EBAUCHE_SEULE : Crée une séquence CN sans contournage.
• EBAUCHE_&_CONTOUR : Crée une séquence CN qui ébauche le volume de fraisage puis contourne les surfaces du volume.
• CONTOUR_&_EBAUCHE : Contourne les surfaces du volume en premier puis ébauche le volume.
• CONTOUR_SEUL : seul le contournage est réalisé. L'option TYPE_BALAYAGE définie sur CHARGE_CONSTANTE crée une connexion S, que vous pouvez contrôler, entre deux tranches, par rapport à l'angle de ANGLE_CONNEXION_PROFIL.
• EBAUCHE_&_REPRISE : Reprend les parois du volume sans créer de passe de contournage. Si TYPE_BALAYAGE est réglé sur TYPE_3, les mouvements de connexion horizontaux à l'intérieur de chaque tranche suivront les parois du volume. Si TYPE_BALAYAGE est réglé sur TYPE_UNE_DIR, l'outil suivra les parois du volume verticalement lors de la plongée et du retrait. Pour TYPE_UNE_DIR, l'outil se retire au niveau de la tranche précédente ; cependant, il ne se déplace pas latéralement de plus de (PROFONDEUR_PASSE + DIAM_OUTIL/2) par rapport à la tranche actuelle.
• CREATION_POCHE : contourne les parois du volume et effectue la finition au fraisage des surfaces planes à l'intérieur du volume qui sont parallèles au plan de retrait (sommets des îlots et fond du volume). Les arêtes ouvertes des faces planes sont usinées en fonction de la valeur du paramètre EXTENSION_POCHE.
• FACES_SEULES : effectue la finition au fraisage des surfaces planes à l'intérieur du volume qui sont parallèles au plan de retrait (sommets d'îlots et fond du volume). Les arêtes ouvertes des faces planes sont usinées en fonction de la valeur du paramètre EXTENSION_POCHE.
Vous pouvez obtenir une trajectoire d'outil semblable à EBAUCHE_ET_REPRISE avec TYPE_UNE_DIR en utilisant le fraisage en coupe droite 3 axes avec PROF_ETAPE_EBAUCHE. |
La figure suivante présente la trajectoire d'outil en fonction du paramètre OPTION_EBAUCHE.
1. EBAUCHE_SEULE
2. CONTOUR_SEUL
3. Contournage après ébauche
4. Contournage préalable
5. EBAUCHE_&_CONTOUR
6. CONTOUR_&_EBAUCHE
1. EBAUCHE_ET_REPRISE avec TYPE_3
2. EBAUCHE_ET_REPRISE avec TYPE_UNE_DIR
La figure suivante présente la trajectoire d'outil lorsque EBAUCHE_&_REPRISE est réglé sur TYPE_UNE_DIR.
1. Trajectoire d'outil
2. PROFONDEUR_PASSE
3. Parois du volume de fraisage (vue latérale)
4. PROFONDEUR_PASSE + DIAM_OUTIL/2
Option d'extension de poche (Pocket extension option) (ID : POCKET_EXTEND)
Définit le placement de l'outil lors de l'usinage des arêtes ouvertes des faces placées à l'intérieur du volume (par exemple, le sommet des îlots). Les valeurs possibles sont les suivantes :
• OUTIL_SUR (défaut) : L'outil s'arrête lorsque son centre touche la frontière de la face.
• OUTIL_JUSQU'A : L'outil s'arrête lorsque l'avant-outil touche la frontière de la face.
• OUTIL_AU-DELA : L'outil s'arrête lorsque son talon touche la frontière de la face.
• Ce paramètre ne fonctionne qu'avec la fenêtre de fraisage. Assurez-vous de spécifier l'option Contour extérieur de fenêtre (Outside window contour) dans l'onglet Options (Options) de  Fenêtre de fraisage (Mill Window). Fenêtre de fraisage (Mill Window).• Ce paramètre est applicable lorsque OPTION_EBAUCHE est réglé sur CREATION_POCHE ou FACES_SEULES. |
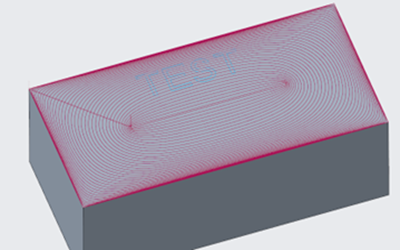
Ajuster la trajectoire d'outil au brut (Trim toolpath to workpiece) (ID : TRIM_TO_WORKPIECE)
En fraisage de volume, lorsque ce paramètre est réglé sur AJUST_COMPLET, il confine le volume de fraisage à l'intérieur des frontières du brut de façon à éviter l'usinage à vide. S'il est sur AJUST_EN_HAUT (par défaut), l'ajustement n'est effectué que dans la direction Z.
• Ne réglez pas le paramètre LIMITE_BRUT sur AJUST_COMPLET si le brut comporte des contre-dépouilles. • Lorsque vous décalez ou esquissez volontairement le volume au-delà des frontières du brut (comme cela est indiqué sur la figure ci-dessous), vérifiez que le paramètre LIMITE_BRUT est réglé sur AJUST_EN_HAUT. |
1. Volume de fraisage (avec décalage)
En fraisage en coupe droite 3 axes et en surfaçage, lorsque ce paramètre est défini sur OUI (YES) (la valeur par défaut est NON [NO]), l'outil usine une zone du brut avant de passer à la suivante. La trajectoire d'outil réelle dépend de la valeur du paramètre TYPE_BALAYAGE. La figure suivante présente une séquence de surfaçage lorsque TYPE_BALAYAGE est réglé sur TYPE_UNE_DIR.
1. LIMITE_BRUT NON
2. LIMITE_BRUT OUI
Direction de coupe (Cut direction) (ID : CUT_DIRECTION)
Vous permet d'inverser la direction du mouvement de l'outil à l'intérieur d'une tranche en fraisage de volume. Les valeurs sont STANDARD et INVERSE.
En contournage en fraisage, STANDARD (la valeur par défaut) usine les surfaces sélectionnées de haut en bas, c'est-à-dire en commençant par la tranche supérieure, INVERSE usine de bas en haut, en commençant par la tranche inférieure.
Ajuster le décalage de passe (Adjust step over) (ID : STEPOVER_ADJUST)
Lorsqu'il est réglé sur OUI (YES) (valeur par défaut), ce paramètre ajuste la distance entre les passes de l'outil (définie par les paramètres DECALAGE_PASSES et NOMBRE_PASSES) pour s'assurer que le début et la fin de la trajectoire d'outil d'une passe sont près des arêtes. La distance ajustée n'excède pas la distance initiale. Lorsque ce paramètre est réglé sur NON (NO), la distance entre les passes est exactement celle qui est définie par la combinaison des paramètres DECALAGE_PASSES et NOMBRE_PASSES.
1. AJUSTER_DECALAGE_PASSES NO
2. AJUSTER_DECALAGE_PASSES YES
Type de coupe (Cut type) (ID : CUT_TYPE)
Lorsqu'il est associé à SENS_DE_ROTATION, ce paramètre contrôle la position de la matière par rapport à l'outil lorsque ce dernier enlève de la matière pendant des séquences CN ou des tranches de contournage ; les tranches du fond, telles que celles de l'usinage de poche, ne sont pas affectées par ce paramètre. Les options sont EN_AVALANT, EN_OPPOSITION et ZIG_ZAG. Les combinaisons possibles et la trajectoire d'outil résultante sont :
• EN_AVALANT et HORAIRE (valeur par défaut) : Outil de coupe vers la gauche.
EN_OPPOSITION et HORAIRE : Outil de coupe vers la droite.
• EN_OPPOSITION et ANTIHORAIRE : Outil de coupe vers la gauche.
EN_AVALANT et ANTIHORAIRE : Outil de coupe vers la droite.
• ZIG_ZAG : La direction de coupe change à chaque tranche.
Vous pouvez spécifier le paramètre TYPE_DE_COUPE pour le fraisage de volume lorsque OPTION_EBAUCHE est réglé sur EBAUCHE_&_CONTOUR, CONTOUR_&_EBAUCHE ou CONTOUR_SEUL ou lorsque TYPE_BALAYAGE est réglé sur TYPE_SPIRAL. |
Pour le fraisage local, il existe une option supplémentaire AUCUN permettant à l'outil de faire des allers-retours lors de l'ébauche de la matière.
Pour le contournage, l'option ZIG_ZAG peut être utilisée lors du profilage de contours ouverts. Elle fournit une connexion de type zigzag entre les tranches tandis que les paramètres EN_AVALANT et EN_OPPOSITION permettent à l'outil de se retirer et de se déplacer rapidement jusqu'au début de la tranche suivante.
1. TYPE_DE_COUPE EN_AVALANT
2. TYPE_DE_COUPE ZIG_ZAG
Pour le fraisage en coupe droite 3 axes, lorsque le paramètre TYPE_DE_COUPE est associé à SENS_DE_ROTATION et à DIRECTION_DE_COUPE, il contrôle le point de départ et la direction d'usinage de la surface. Le paramètre OPTION_ZIGZAG doit être réglé sur NON (NO).
Plonger à la zone précédente (Plunge to previous zone) (ID : PLUNGE_PREVIOUS)
Pour le fraisage de volume avec TYPE_BALAYAGE TYPE_3, détermine la position à laquelle l'outil plonge lorsqu'il commence à usiner une nouvelle zone :
• OUI (YES) : L'outil plonge à partir d'une zone précédemment usinée, puis se déplace vers la nouvelle zone.
• NON (NO) (valeur par défaut) : L'outil plonge à partir de la nouvelle zone.
Corriger les tranches ignorées (Fix skipped slices) (ID : FIX_SKIPPED_SLICES)
Par défaut (réglé sur NON [NO]), si Creo NC ne peut pas créer une tranche à une profondeur Z donnée lors du fraisage d'un volume (par exemple, à cause de problèmes géométriques), cette tranche est ignorée et l'outil passe à la tranche suivante. Si ce paramètre est réglé sur OUI (YES), lorsqu'une tranche ne peut pas être créée, Creo NC génère la tranche suivante et la répète au niveau de la tranche ignorée. Autrement dit, si une tranche ne peut pas être créée, la tranche suivante est répétée deux fois : au niveau Z de la tranche ignorée et à son propre niveau Z. Le système affiche un message d'avertissement chaque fois qu'une tranche ne peut pas être générée.
Usinage unidirectionnel (Lace option) (ID : LACE_OPTION)
Pour la finition, le fraisage en coupe droite, le surfaçage et l'usinage intercourbe, ce paramètre contrôle le retrait de l'outil à la fin d'une passe de coupe (comme illustré ci-dessous). Si vous définissez ce paramètre sur NON (NO) (valeur sélectionnée par défaut pour le fraisage en coupe droite), l'outil se retire après chaque coupe, de sorte que toutes les coupes sont orientées dans la même direction. L'indication d'autres valeurs entraîne des allers-retours de l'outil et définit la forme de la connexion entre les extrémités de découpes voisines :
• Si ce paramètre est réglé sur CONNEXION_DROITE, les extrémités voisines sont reliées par des segments en ligne droite. CONNEXION_DROITE est le paramètre sélectionné par défaut pour la finition et l'usinage intercourbe.
• L'option CONNEXION_COURBE, uniquement disponible pour le fraisage en coupe droite, utilise un algorithme plus complexe (et plus lent) qui prend en compte la géométrie de la pièce de référence. Lorsque OPTION_ZIGZAG est réglé sur CONNEXION_COURBE, l'outil suit la géométrie des obstacles qui pourraient interrompre la passe d'usinage. N'utilisez CONNEXION_COURBE que si CONNEXION_DROITE crée des interférences.
• L'option CONNEXION_CIRC est disponible pour le fraisage en coupe droite 3 axes et pour le surfaçage. Elle offre des liaisons lisses en forme d'arc entre les passes d'usinage voisines. Les passes d'usinage sont raccourcies autant que nécessaire pour correspondre aux mouvements de connexion afin que l'outil reste dans les frontières de surface. Des contrôles de collision sont effectués automatiquement au niveau des connexions. Utilisez cette option pour un usinage très rapide.
• Si ce paramètre est réglé sur CONNEXION_BOUCLE, les extrémités voisines sont reliées par des boucles verticales tandis que l'outil quitte et perce la matière en restant tangent à la surface usinée.
Si vous définissez OPTION_ZIGZAG sur CONNEXION_DROITE pour le fraisage en coupe droite 3 axes, le système procède automatiquement au contrôle de collision dans les mouvements de connexion et passe à CONNEXION_COURBE si CONNEXION_DROITE crée des interférences. Pour les séquences CN 4 et 5 axes, si CONNEXION_DROITE provoque des collisions, l'outil se retirera. Pour éviter ce retrait, utilisez CONNEXION_COURBE. |
1. OPTION_ZIGZAG\ \ NON
2. OPTION_ZIGZAG\ \ CONNEXION_DROITE
Autoriser les mouvements en Z négatifs (Allow negative Z moves) (ID : ALLOW_NEG_Z_MOVES)
Lorsqu'il est défini sur NON (NO), ce paramètre élimine les mouvements Z négatifs des séquences CN de fraisage en coupe droite 3 axes. La valeur par défaut est YES. Si vous définissez MVTS_NEG_Z_PERMIS sur NON, vous devez régler TYPE_BALAYAGE sur TYPE_1 et OPTION_ZIGZAG sur NON (NO). L'illustration suivante présente un exemple de trajectoire d'outil avec MVTS_NEG_Z_PERMIS défini sur NON (NO).
Option de mouvement de retrait (Retract move option) (ID : RETRACT_OPTION)
Contrôle le nombre et le niveau des retraits en fraisage de volume, première et seconde ébauche.
Pour le fraisage de volume, les valeurs sont :
• OPTIMISER (valeur par défaut) : Minimise le nombre de retraits sans réduire la hauteur. L'outil se retire au niveau du plan de retrait intermédiaire si la séquence CN présente cette spécification ; autrement, il se retire au niveau du plan de retrait.
• PAS_OPTIMISER : L'outil se retire entre deux tranches si la deuxième tranche ne commence pas directement sous l'emplacement en cours de l'outil. L'outil se retire également entre la passe d'ébauche et la passe de finition d'une tranche si OPTION_EBAUCHE est réglé sur EBAUCHE_&_CONTOUR ou CONTOUR_&_EBAUCHE. Spécifiez PAS_OPTIMISER si OPTIMISER crée des interférences. L'outil se retire au niveau du plan transversal ou de retrait.
• INTELLIGENT : Minimise le nombre et la hauteur des retraits. Pour chaque retrait intermédiaire dans la séquence CN, le système calcule un niveau sûr pour que l'outil passe à la nouvelle position. Ce niveau sûr est déterminé en tant que niveau de la tranche la plus basse sans obstruction sur le chemin de l'outil, avec en plus la valeur DIST_RETRAIT, si elle a été spécifiée.
Si vous spécifiez la trajectoire d'approche ou de sortie pour chaque tranche à l'aide de Construction de coupe (Build Cut), le paramètre OPTION_RETRAIT (RETRACT_OPTION) est ignoré. |
Pour la double ébauche, les valeurs sont :
• INTELLIGENT (valeur par défaut) : minimise le nombre et la hauteur des retraits. Pour chaque retrait intermédiaire dans la séquence CN, le système calcule un niveau sûr pour que l'outil passe à la nouvelle position. Ce niveau sûr est déterminé en tant que niveau de la tranche la plus basse sans obstruction sur le chemin de l'outil, avec en plus la valeur DIST_RETRAIT, si elle a été spécifiée.
• TOUJOURS : L'outil se replace sur le plan de retrait après chaque tranche.
Option d'évitement d'interférence (Gouge avoidance option) (ID : GOUGE_AVOID_OPTION)
Pour le fraisage de surface, le profilage 5 axes et le fraisage des lignes de coupe, cette option détermine si l'outil doit se retirer pour éviter les collisions :
• RETRAIT_OUTIL : L'outil peut se retirer entre les passes.
• RETRAIT_OUTIL : Le nombre de retraits entre les passes sera minimisé.
• OUTIL_PROJECTION : la trajectoire d'outil est projetée sur les surfaces ou sur la géométrie. Cette option est utilisée pour le fraisage hélicoïdal 3 axes où la géométrie de surface comporte des modifications rapides de la topologie et pour le fraisage 5 axes où l'axe de l'outil est contrôlé par un point pivot ou par un axe.
C'est l'option par défaut pour le fraisage des lignes de coupe. Une trajectoire d'outil sans collision est créée.
• AUCUN : utilisez cette option dans le cadre d'un fraisage de lignes de coupe si vous souhaitez obtenir une trajectoire d'outil normal avec des collisions.
Type d'évitement d'interférence (Gouge avoidance type) (ID : GOUGE_AVOID_TYPE)
Pour le contournage 3 axes : lorsque ce paramètre est réglé sur POINTE_&_COTES (valeur par défaut), le système détecte les contre-dépouilles pendant le contrôle de collision de la trajectoire d'outil. Si vous voulez usiner une contre-dépouille, réglez TYPE_CONTROLE_COLLISION sur POINTE_SEULE. Pour le contournage 5 axes : lorsque ce paramètre est réglé sur POINTE_&_COTES, le système effectue le contrôle de collision par rapport à l'outil entier (défini par les paramètres d'outil). L'outil se retire s'il détecte une contre-dépouille. La valeur par défaut est POINTE_SEULE, auquel cas le système ne détecte pas les contre-dépouilles.
Vous ne pouvez pas modifier le réglage de TYPE_CONTROLE_COLLISION lorsque vous modifiez les paramètres. Utilisez Redéfinir (Redefine). |
Aire de surface restante (Remaining surface area) (ID : REMAINDER_SURFACE)
Cette option est applicable aux séquences CN de fraisage en coupe droite, de fraisage de surface isolignes 3 axes et de fraisage de surface de ligne de coupe. Lorsque ce paramètre est réglé sur OUI (YES) (la valeur par défaut est NON [NO]), le système génère une surface représentant la matière restante (à enlever pendant une séquence CN de fraisage local suivante). Cette surface appartient à la séquence CN en cours et est régénérée en même temps que la trajectoire d'outil.
La surface restante est générée en fonction de la valeur du paramètre HAUT_CRETE. |
Synchronisation automatique (Automatic synchronization) (ID : AUTO_SYNCHRONIZE)
Ne s'applique qu'au fraisage de surface de ligne de coupe. Lorsque ce paramètre est réglé sur OUI (YES) (valeur par défaut), le système essaie d'utiliser les arêtes entrecoupant toutes les lignes de coupe sélectionnées comme lignes de synchronisation. Si cela ne vous convient pas, réglez AUTO_SYNCHRONISER sur NON (NO) et spécifiez les lignes ou les points de synchronisation manuellement.
Ligne de coupe intérieure automatique (Automatic inner cut line) (ID : AUTO_INNERCUTLINE)
Ne s'applique qu'au fraisage de ligne de coupe. Lorsque ce paramètre est réglé sur OUI (YES), le système essaie d'utiliser les arêtes entrecoupant toutes les lignes de synchronisation spécifiées comme lignes de coupe internes. Le réglage par défaut est NO.
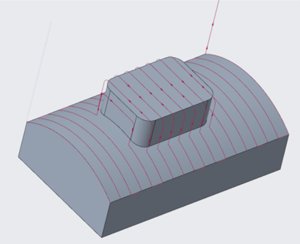
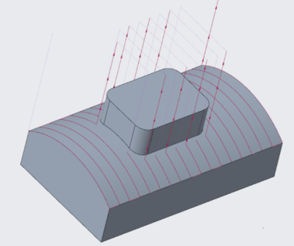
Lorsqu'il est réglé sur OUI (YES), ce paramètre ajoute automatiquement des lignes de coupe invisibles supplémentaires entre les lignes de coupe définies par l'utilisateur sur les surfaces d'usinage sélectionnées. En conséquence, la trajectoire d'outil est plus systématiquement parallèle aux lignes de coupe utilisateur. Il n'est plus nécessaire de définir d'autres lignes de coupe utilisateur, ce qui permet de gagner du temps.
Par exemple, l'image suivante illustre les références d'usinage sélectionnées :
Les lignes de coupe 1 et 2 définies par l'utilisateur sont illustrées dans l'image suivante :
Lorsque LIGNE_COUPE_INTERNE_AUTO est défini sur NON (NO) :
Lorsque LIGNE_COUPE_INTERNE_AUTO est défini sur NON (YES) :
Ligne de coupe extérieure automatique (Automatic outer cut line) (ID : AUTO_OUTERCUTLINE)
Ne s'applique qu'au fraisage de ligne de coupe. Lorsque vous cochez la case Ligne de coupe automatique (Auto Cut Line) dans l'onglet Lignes de coupe (Cut Lines), la Ligne de coupe extérieure (Outer Cutline) et la Ligne coupe interne (Inner Cutline) sont automatiquement générées.
Ce paramètre définit la forme de la trajectoire d'outil pour la Ligne coupe interne (Inner Cutline).
Les valeurs admises sont les suivantes :
• CERCLE (par défaut) : la trajectoire d'outil débute par un décalage de la frontière de ligne de coupe extérieure et se termine par un cercle.
• DECALAGE : la trajectoire d'outil débute par un décalage de la frontière de ligne de coupe extérieure et se termine par la forme de la frontière de ligne de coupe extérieure.
Type de ligne de coupe (Cut line type) (ID : CUTLINE_TYPE)
Ne s'applique qu'au fraisage de surface de ligne de coupe. Permet de sélectionner l'algorithme que le système utilise pour calculer la distribution des lignes de coupe. Les valeurs possibles sont les suivantes :
• LISSAGE : Le système utilise un lissage de frontière de surface pour générer les lignes de coupe.
• LIGNES_FLUX (valeur par défaut) : Le système utilise l'analyse par éléments finis pour traiter les surfaces à fraiser et pour générer les lignes de coupe.
Type d'extension de ligne de coupe (Cut line extension type) (ID : CUTLINE_EXT_TYPE)
Ne s'applique qu'au fraisage de surface de ligne de coupe. Spécifie comment le système réagit lorsque la longueur d'une ligne de coupe est inférieure à celle de la surface à usiner. Les valeurs possibles sont les suivantes :
• FRONTIERE (valeur par défaut) : Le système essaie d'étendre les lignes de coupe jusqu'à la frontière de la surface.
• AUCUN : L'usinage est limité à la longueur des lignes de coupe spécifiées.
1. Surface à usiner
2. Démarrer la ligne de découpe
3. Finir la ligne de découpe
4. TYPE_EXT_LIGN_CPE\ \ FRONTIERE
5. TYPE_EXT_LIGN_CPE\ \ AUCUN
Contrôle de définition d'axe (Axis definition control) (ID : AXIS_DEF_CONTROL)
Cette option est applicable au fraisage de surface de ligne de coupe 5 axes, au fraisage de trajectoire et au fraisage en roulant.
Pour le fraisage de surface de ligne de coupe 5 axes et pour le fraisage en roulant, les valeurs sont :
• UTIL_NORMS_SURFS (valeur par défaut) : La normale à la surface est utilisée pour déterminer l'orientation de l'axe de l'outil, c'est-à-dire que toute définition d'axe spécifiée par l'utilisateur donne un angle de dépinçage et un dépinçage latéral qui affectent la normale de la surface usinée.
• IGNORER_NORMS_SURF : la normale à la surface est ignorée et l'orientation de l'axe de l'outil est une stricte interpolation des définitions d'axe spécifiées par l'utilisateur. Cette option n'est pas disponible pour le fraisage en roulant à partir des isolignes de la surface de départ.
Pour le fraisage de trajectoire 5 axes, ce paramètre est utilisé pour les mouvements de type Coupe automatique créés à l'aide de la commande Surfaces (Surfaces). Vous pouvez également spécifier des définitions d'axes en utilisant la commande Contrôle d'axe (Axis Control) du menu DEF MVT COUPE (CUTMOTION SETUP). Le paramètre CONTROLE_DEF_AXE spécifie le type d'approximation entre les définitions d'axes explicites. Les valeurs possibles sont les suivantes :
• PAR_RAPPORT_A_LA_SURFACE_GUIDE (par défaut) : préserve le dépinçage et l'inclinaison de l'axe de l'outil par rapport à la normale à la surface pour chaque axe défini explicitement à certaines positions de la surface. Lorsque l'outil se déplace entre les définitions d'axes explicites, le système calcule un angle d'avance/latéral moyen en utilisant une interpolation linéaire entre la dernière définition d'axe explicite et la suivante. Cette moyenne est alors appliquée à la normale de la surface située à la position actuelle. Cette méthode peut être utilisée pour générer des trajectoires d'outil à angle d'avance/latéral variable lorsqu'un contrôle d'axe précis est nécessaire. Par exemple, vous pouvez effectuer ce contrôle pour vérifier que l'outil et le porte-outil peuvent passer par un canal étroit de la géométrie de la pièce.
• PROJETER_SUR_SURFACE_GUIDE : préserve l'angle d'attaque de l'axe de l'outil par rapport à la normale à la surface pour chaque axe défini explicitement à certaines positions de la surface. Lorsque l'outil se déplace entre les définitions d'axes explicites, le système calcule un angle d'attaque moyen en utilisant une interpolation linéaire entre la dernière définition d'axe explicite et la suivante. Cette moyenne est ensuite appliquée à l'emplacement courant et l'axe de l'outil est projeté sur la surface, ce qui règle le composant d'inclinaison sur 0. Cette méthode peut être utilisée pour générer des trajectoires d'outil possédant un angle d'attaque variable contrôlé par l'utilisateur, mais qui conservent la coupe avec le côté de l'outil.
• DE_AXES_ET_SURFACE_GUIDE : cette méthode est adaptée aux groupes de surfaces comportant des surfaces non développables. La trajectoire d'outil étant imprévisible dans ces zones non développables, vous pourrez écraser les valeurs par défaut du système en spécifiant des définitions d'axes explicites. Le système déduira tous les autres vecteurs d'outil de la frontière de la surface. Les axes d'outil seront interpolés selon les mêmes règles que pour PAR_RAPPORT_A_LA_SURFACE_GUIDE.
• APPROXIMATION_LINEAIRE_AXE : L'orientation de l'outil correspond à une approximation linéaire des définitions d'axes explicites.
• APPROXIMATION_DEPINÇAGE : L'orientation de l'outil est le résultat de l'interpolation des angles d'attaque le long de la trajectoire.
• PROJETER_DES_AXES : cette méthode fonctionne comme la combinaison de DE_AXES_ET_SURFACE_GUIDE et de PROJETER_SUR_SURFACE_GUIDE. Vous pouvez spécifier des définitions d'axes explicites afin de permettre au système de déduire les vecteurs d'outil intermédiaires à partir de la frontière de la surface. Il projettera ensuite les définitions des axes sur la surface guide.
Usinage avant-outil (Leading edge machining) (ID : LEADING_EDGE_MACHINING)
Lorsque ce paramètre est réglé sur OUI (YES) (la valeur par défaut est NON [NO]), vérifiez que l'outil coupe toujours avec l'arête avant, même dans les régions avec une courbure élevée, tout en restant en contact avec la surface guide. Disponible pour le fraisage par trajectoire 5 axes en utilisant des surfaces. Cela est particulièrement utile dans l'usinage d'hélices de turbines.
Utiliser l'inclinaison variable de l'outil (Use variable tool tilt) (ID : USE_VARIABLE_TILT)
Si cette option a pour valeur OUI (YES) (la valeur par défaut est NON [NO]), l'outil va basculer pour éviter les collisions. Cette option n'est disponible que pour le fraisage en roulant.
Ignorer les lignes de guidage (Ignore ruling lines) (ID : IGNORE_RULINGS)
Lorsque cette option a pour valeur NON (NO) (valeur par défaut), l'outil sera parallèle aux lignes de guidage lors de l'usinage des surfaces réglées. Lorsque cette option a pour valeur OUI (YES), l'outil ignore les lignes de guidage des surfaces réglées. Cette option n'est disponible que pour le fraisage en roulant.
Option de plage d'angles d'attaque pour plan 4 axes (Lead range option for 4-axis plane) (ID : 4X_LEAD_RANGE_OPT)
Lorsque ce paramètre est réglé sur OUI (YES) (la valeur par défaut est NON [NO]), le système essaie d'utiliser plusieurs angles d'attaque pour éviter les collisions. C'est-à-dire que si des collisions se produisent avec le paramètre DEPINÇAGE_4X spécifié, le système essaie d'utiliser un autre angle d'avance compris entre DEPINÇAGE_MIN_4X et DEPINÇAGE_MAX_4X. N'est disponible que pour le fraisage 4 axes.
Suivre l'arête supérieure (Follow Top Edge) (ID : FOLLOW_TOP_EDGE_3AX)
En fraisage par trajectoire 3 axes, ceci vous permet d'usiner l'arête supérieure d'un bossage ou d'un trou avec un outil conique (DEPOUILLE > 0). Lorsque ce paramètre est réglé sur OUI (YES) (la valeur par défaut est NON [NO]), le système calcule automatiquement le décalage nécessaire dans le plan XY pour que l'outil (1) suive l'arête supérieure du bossage (2) ou du trou avec son côté, comme le montre le schéma suivant.
Personnaliser le retrait automatique (Customize automatic retract) (ID : CUSTOMIZE_AUTO_RETRACT)
Lorsque ce paramètre est réglé sur NON (NO) (la valeur par défaut est OUI [YES]), l'outil n'effectue pas de retrait automatique lorsqu'il suit la trajectoire de l'outil.
Méthode de balayage de la trajectoire de tranche (Slice path scanning method) (ID : SLICE_PATH_SCAN)
Définit l'ordre d'usinage de passes multiples dans des profondeurs de séquences multiples (tranches). Les valeurs possibles sont les suivantes :
• PASSE_PAR_PASSE : une fois effectuée la première passe de la première tranche, passe à la première passe de la deuxième tranche et ainsi de suite. Une fois effectuée la première passe de la dernière tranche, passe à la deuxième passe de la première tranche et ainsi de suite jusqu'à la dernière passe de la dernière tranche.
• TRANCHE_PAR_TRANCHE : Effectue toutes les passes d'une tranche avant de passer à la tranche suivante.
Type de connexion (Connection type) (ID : CONNECTION_TYPE)
Contrôle le retrait intermédiaire de l'outil pour le fraisage 3 et 2 axes de trajectoire à séquences et passes multiples. Les valeurs possibles sont les suivantes :
• RETRAIT (par défaut) : A la fin d'une coupe intermédiaire, l'outil se retire, se déplace dans le plan de retrait et plonge ensuite au début de la coupe suivante.
• Z_DERNIER (par défaut) : à la fin d'une coupe intermédiaire, l'outil se déplace d'abord dans le plan XY, puis le long de l'axe Z jusqu'au début de la coupe suivante.
• Z_PREMIER (par défaut) : à la fin d'une coupe intermédiaire, l'outil se déplace d'abord le long de l'axe Z, puis dans le plan XY jusqu'au début de la coupe suivante.
• SIMULTANE : L'outil se déplace directement de la fin de la coupe précédente jusqu'au début de la coupe suivante.
• AUTO_CONNEXION : A la fin d'une coupe intermédiaire, l'outil se retire le long de l'axe Z en premier ou Z en dernier, selon que le point de départ est au-dessous ou au-dessus du point d'extrémité précédent.
AUTO_CONNEXION n'est visible que pour des séquences CN de fraisage avec une trajectoire sur deux axes. |
Optimiser les liens (Optimize links) (ID : OPTIMIZE_LINKS)
Si ce paramètre est défini sur OUI (YES) (la valeur par défaut est NON [NO]), l'outil considère la distance la plus courte pour le mouvement de l'extrémité d'une courbe au début d'une autre courbe en fonction de l'ordre de sélection spécifié. Par exemple :
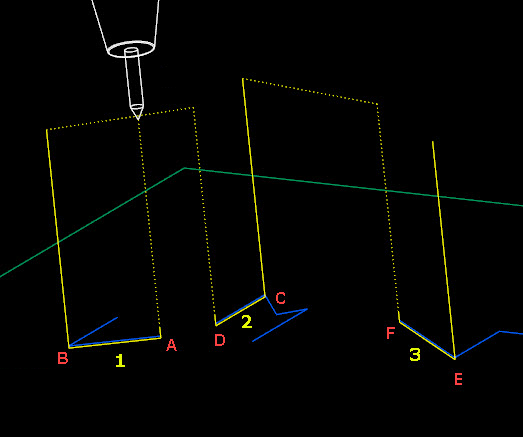
L'ordre de sélection est 1, 2, puis 3. L'ordre d'usinage est A, B, D, C, F, puis E.
Si ce paramètre est défini sur NON (NO), le comportement hérité est conservé. Par exemple :
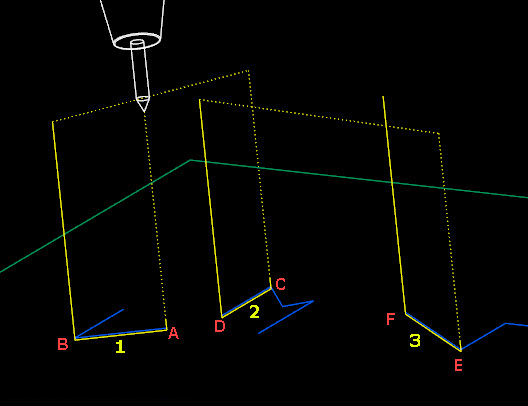
L'ordre de sélection est 1, 2, puis 3. L'ordre d'usinage est A, B, C, D, E, puis F.
Séquence d'usinage (Machining order) (ID : MACHINING_ORDER)
Pour le fraisage local à l'aide de l'outil précédent, indique l'ordre d'enlèvement de la matière restante des coins et des surfaces. Les valeurs possibles sont les suivantes :
• COINS_EN_PREMIER (valeur par défaut) : Enlève la matière restante dans les coins d'abord, puis sur les surfaces.
• SURFACES_EN_PREMIER : Nettoie les surfaces, puis les coins.
• COINS_SEULEMENT : Enlève la matière restante des coins seulement et ne nettoie pas les surfaces.
• SURFACES_SEULEMENT : Nettoie les surfaces mais pas les coins.
Reprise de surface (Surface cleanup) (ID : SURFACE_CLEANUP)
Pour le fraisage local à l'aide de l'outil précédent, indique le nettoyage de la surface en une seule passe ou par incrément de profondeur. Les valeurs possibles sont les suivantes :
• PROFONDEUR_UNIQUE (valeur par défaut) : L'outil exécute une passe d'usinage au bas de la surface.
• PROF_MULTI : L'outil exécute plusieurs passes d'usinage, en enlevant la matière par incrément de profondeur. Vous devez définir la valeur du paramètre PROFONDEUR_PASSE.
Reprise de coin (Corner cleanup) (ID : CORNER_CLEANUP)
Pour le fraisage local à l'aide de l'outil précédent, indique le mode d'usinage des coins. Les valeurs possibles sont les suivantes :
• COUPES_PLAN_Z (valeur par défaut) : Enlève la matière dans les coins à l'aide de l'usinage 2,5 axes.
• CONTOUR : Enlève la matière dans les coins à l'aide d'une série de coupes verticales.
Transition du mouvement de retrait (Retract move transition) (ID : RETRACT_TRANSITION)
Pour l'usinage de volume à haute vitesse, ainsi que pour la double ébauche, indique le mode de transition de l'outil entre un mouvement de retrait vertical et un mouvement transversal (mouvement horizontal au niveau du plan de retrait ou au niveau du plan de retrait intermédiaire), puis entre le mouvement transversal et un mouvement de plongée à la verticale. Les valeurs possibles sont les suivantes :
• TRANSITION_COIN (valeur par défaut) : Les mouvements verticaux et horizontaux s'effectuent à un angle l'un de l'autre.
• TRANSITION_ARC : Les mouvements verticaux et horizontaux sont reliés par un arc tangent. Ainsi, il n'est pas nécessaire que l'outil ralentisse ou s'arrête lorsqu'il change de direction dans l'usinage à haute vitesse. Le rayon de l'arc de transition est défini par la valeur du paramètre RAYON_RETRAIT. L'arc commence au-dessus du niveau du plan de retrait intermédiaire sûr. Par conséquent, les mouvements transversaux horizontaux s'effectuent au RAYON_RETRAIT au-dessus du plan de retrait ou du niveau du plan de retrait intermédiaire.
Rayon de retrait (Retract radius) (ID : RETRACT_RADIUS)
Indique le rayon de l'arc de transition (si le paramètre TRANSITION_RETRAIT est réglé sur TRANSITION_ARC). La valeur par défaut est "–". Si vous réglez le paramètre TRANSITION_RETRAIT sur TRANSITION_ARC, vous devez définir une valeur RAYON_RETRAIT.
Ajuster la trajectoire d'outil sur le porte-outil (Trim toolpath based on holder) (ID : TRIM_TOOLPATH_ON_HOLDER)
Divise la trajectoire de l'outil en zones de collision et de non collision si le paramètre est défini sur OUI et si DIAMETRE_PORTE_OUTIL et LONGUEUR_PORTE_OUTIL sont définis pour l'ébauche, la ré-ébauche et la finition.
1. Zone de non collision
2. Zone de collision
Dans la zone de collision le porte-outil entre en collision avec la pièce de référence, ce qui n'est pas le cas en zone de non collision. La trajectoire de l'outil qui en résulte est une combinaison de toutes les zones de non collision.
Certaines parties du brut ne sont pas usinées lors de l'ébauche en raison du retrait des zones de collision de la trajectoire d'outil. Elles sont usinées lors de la ré-ébauche. |
Si le paramètre est défini sur NON (NO), la trajectoire d'outil n'est pas divisée en fonction des collisions ce qui signifie que l'outil passe tout au long de la trajectoire d'outil et ignore la collision entre le porte-outil et la pièce. Le réglage par défaut est NON (NO).
Calculer la longueur d'outil minimale (Calculate minimum tool length) (ID : CALCULATE_MIN_TOOL_LENGTH)
Calcule la longueur minimale de l'outil requise pour éviter toute collision si le paramètre est défini sur OUI et que vous avez défini les paramètres DIAMETRE_PORTE_OUTIL et LONGUEUR_PORTE_OUTIL pour l'ébauche, la ré-ébauche et la finition. Une fois la trajectoire d'outil calculée, la longueur minimale s'affiche dans la fenêtre des messages.
Si le paramètre est défini sur NON (NO), la longueur minimale n'est pas calculée. Le réglage par défaut est NON (NO).
Distance de sécurité du porte-outil (Holder clearance distance) (ID : HOLDER_CLEARANCE)
Indique la distance minimale autorisée entre le porte-outil et la surface à usiner, associée à tout jeu de stock défini, si les paramètres DIAMETRE_PORTE_OUTIL et LONGUEUR_PORTE_OUTIL sont définis. La valeur doit être supérieure à la précision de la trajectoire d'outil. La valeur par défaut est 0.
1. JEU_PORTE_OUTIL
Les paramètres ANGLE_RAMPE_HELICOIDALE, PAS_HELICOIDAL, LIMITES_HELICOIDALES et AJUSTER_PAS sont utilisés dans le cadre de la génération de trajectoires d'outil hélicoïdales.
Angle de rampe hélicoïdale (Helical ramp angle) (ID : HELICAL_RAMP_ANGLE) et Pas hélicoïdal (Helical pitch) (ID : HELICAL_PITCH)
Spécifie le nombre de bobines à créer entre la hauteur de départ et la hauteur de la coupe hélicoïdale. Vous pouvez spécifier la hauteur de départ et la hauteur à l'aide de la boîte de dialogue Coupe de courbe (Curve Cut). Si vous entrez des valeurs pour les deux paramètres, la valeur de ANGLE_RAMPE_HELICOIDALE écrase la valeur de PAS_HELICOIDAL. Si vous ne spécifiez pas de valeur pour ces paramètres, une seule bobine hélicoïdale est créée entre les deux hauteurs.
Frontières hélicoïdales (Helical boundaries) (ID : HELICAL_BOUNDS)
Spécifie si la première et la dernière tranches supplémentaires sont créées selon la hauteur de début et détermine la hauteur de la coupe hélicoïdale. Ce paramètre accepte les valeurs suivantes :
• AUCUNE_LIMITE : aucune tranche n'est créée.
• LIMITE_DEPART : une tranche de départ est créée.
• LIMITE_FIN : une tranche de fin est créée.
• LES_DEUX_LIMITES : la tranche de départ et la tranche de fin sont créées.
Utiliser un contrôle de collision supplémentaire (Use additional degouging) (ID : USE_DEGOUGE_ADDONS)
Le réglage par défaut est NON (NO). Définissez ce paramètre sur OUI (YES) si vous remarquez des collisions inattendues dans la trajectoire d'outil. Vous pouvez effectuer des contrôles de collision supplémentaires dans certains cas en définissant la valeur sur OUI (YES).
Ajuster le pas (Adjust pitch) (ID : ADJUST_PITCH)
Une valeur OUI (YES) contrôle l'angle de la rampe hélicoïdale et le pas hélicoïdal de sorte que le nombre de bobines entre la hauteur de départ et la hauteur est un entier.
Paramètres Coupe
Angle de discrétisation maximal (Maximum discretization angle) (ID : MAX_DISCRETIZ_ANGLE)
Ce paramètre spécifie la modification maximale de l'orientation de l'axe de l'outil entre deux points de la trajectoire d'outil. Si l'angle entre les deux points est supérieur à la valeur du paramètre ANGLE_DISCRETISATION_MAX, le module de fabrication CN ajoute un ou plusieurs points entre les deux points. Il n'existe aucune valeur par défaut.
Etape de discrétisation minimale (Minimum discretization step) (ID : MIN_DISCRETIZ_ANGLE)
Ce paramètre spécifie la modification minimale de l'orientation de l'axe de l'outil entre deux points de la trajectoire d'outil. Si l'angle entre les deux points est inférieur à la valeur du paramètre ANGLE_DISCRETISATION_MIN, l'axe de l'outil conserve la même orientation. Il n'existe aucune valeur par défaut.
Ignorer les passes (Skip passes) (ID : SKIP_PATH)
Ce paramètre spécifie si la première passe et/ou la dernière passe doivent être enlevées d'un jeu de surfaces usinées pour un fraisage de surface 3, 4 ou 5 axes. Les options sont les suivantes :
• NE_PAS_IGNORER (valeur par défaut) : les passes de la trajectoire d'outil ne sont pas enlevées.
• PREMIER : seule la première passe est enlevée.
• DERNIER : seule la dernière passe est enlevée.
• LES DEUX : la première et la dernière passes sont enlevées.
Profondeur de passe (Step depth) (ID : STEP_DEPTH)
Correspond à la profondeur incrémentale de chaque passe lors des séquences CN d'ébauche. La valeur de PROFONDEUR_PASSE doit être supérieure à zéro. La valeur par défaut n'est pas définie (affichée sous la forme "1").
Pour la gravure, la valeur par défaut est "–", c'est-à-dire que le paramètre n'est pas utilisé. Si vous spécifiez pour le paramètre PROFONDEUR_PASSE une valeur inférieure à celle de PROFOND_GRAVURE, la gravure est effectuée en plusieurs séquences.
Profondeur de passe minimum (Minimum step depth) (ID : MIN_STEP_DEPTH)
Pour le fraisage de volume et le contournage, spécifie la distance minimale acceptable entre les tranches. Par défaut, toutes les surfaces planes qui sont perpendiculaires à l'axe Z du repère de la séquence CN produisent des tranches supplémentaires. Toute tranche le long d'une surface plane de ce type est ignorée si la distance entre elle et la tranche précédente est inférieure à la valeur de PROF_PAS_MIN.
Ajuster la profondeur de passe (Adjust step depth) (ID : STEPDEPTH_ADJUST)
Indique que la hauteur des tranches Z est créée à égale distance lorsque vous générez des trajectoires d'outil pour effectuer les finitions des parois verticales. Ce paramètre s'applique à l'ébauche, à la ré-ébauche et à la finition.
Nombre de coupes (Number of cuts) (ID : NUMBER_CUTS)
Pour le surfaçage, permet un contrôle supplémentaire du nombre de passes à la profondeur donnée (également contrôlé par le paramètre PROFONDEUR_PASSE). Le système calcule le nombre de passes à l'aide de la valeur du paramètre PROFONDEUR_PASSE, le compare à la valeur de NOMBRE_DE_TRANCHES et utilise la plus grande des deux. La valeur par défaut est "–", c'est-à-dire inutilisé.
Pour l'usinage intercourbe, ce paramètre vous permet d'effectuer le fraisage par incréments de profondeur. Ce paramètre doit être utilisé avec INCREMENT_DECALAGE décrit ci-dessous. La valeur par défaut est "–", c'est-à-dire inutilisé.
Dans le cas de la gravure, ce paramètre permet de limiter le nombre de coupes lorsque le paramètre PROFONDEUR_PASSE est également spécifié. La valeur par défaut est "–", c'est-à-dire inutilisé. Si vous précisez un nombre (3, par exemple), l'outil effectue trois passes de coupe avec les incréments spécifiés pour PROFONDEUR_PASSE, la dernière passe étant définie par la valeur de PROFOND_GRAVURE.
Distance de décalage incrémentielle (Incremental offset distance) (ID : OFFSET_INCREMENT)
Utilisé avec NOMBRE_DE_TRANCHES, permet d'effectuer l'usinage intercourbe par incréments de profondeur. L'outil crée la première tranche à (INCREMENT_DECALAGE * (NOMBRE_DE_TRANCHES : 1) + SUREPAIS_CONTOUR) au-dessus des surfaces sélectionnées, puis exécute NOMBRE_DE_TRANCHES tranches à la distance INCREMENT_DECALAGE les unes des autres, afin que la dernière tranche soit à SUREPAIS_CONTOUR au-dessus des surfaces sélectionnées. Si HAUT_CRETE est spécifié, il va affecter uniquement la dernière tranche. A la fin de chaque tranche, l'outil se retire, se déplace jusqu'au début de la tranche suivante et plonge. Si OPTION_ZIGZAG est réglé sur NON (NO), l'outil se retire après chaque passe d'usinage à travers les surfaces usinées. La valeur par défaut est "–", c'est-à-dire inutilisé.
Profondeur de passe d'ébauche (Roughing step depth) (ID : ROUGH_STEP_DEPTH)
Uniquement disponible pour le fraisage en coupe droite 3 axes. La valeur par défaut est "–". Si vous spécifiez une valeur autre que celle par défaut (–), le système fraise la surface par incréments de profondeur définis par les tranches horizontales appropriées. Cela vous permet de créer des trajectoires d'outil de type volume sans définir réellement un volume de fraisage, ce qui est particulièrement utile lorsque vous usinez des surfaces importées (non solides). Cette séquence CN effectue le même enlèvement de matière et possède les mêmes fonctionnalités de contrôle de collision automatique que les séquences de fraisage en coupe droite 3 axes standard.
Si vous spécifiez une valeur supérieure à zéro, la trajectoire ne crée pas d'approche et de sortie. |
L'illustration suivante présente un fraisage en coupe droite 3 axes par incréments de profondeur.
1. Sélectionnez cette surface
Distance de retrait minimale (Minimum retraction distance) (ID : MIN_RETRACT_DISTANCE)
S'applique à la reprise des rayons, à la reprise de finition, à l'ébauche, à la ré-ébauche et au fraisage de volume.
Lors du déplacement entre la fin d'une passe et le début d'une autre, l'outil de coupe se trouve soit sur la surface, soit en mode de retrait en fonction de la distance à parcourir. Dans ce cas précis, le paramètre contrôle le point de prise de décision entre deux états. Si la distance entre le point d'extrémité d'une passe et le point de départ d'une autre est inférieure à cette valeur, alors l'outil de coupe reste sur la surface. Si la distance est supérieure, l'outil de coupe se retire vers le plan de retrait. Consultez la rubrique -Exemple : Placement de l'outil de coupe lors de la reprise des rayons.Pour l'ébauche, la ré-ébauche et le fraisage de volume, ce paramètre fonctionne avec les valeurs de type de balayage CHARGE_CONSTANTE, CONSERVER_TYPE_DECOUPE, GARDER_DIRECTION_COUPE, SUIVRE_PAROIS_FIXES et SUIVRE_CONTOUR.
Lorsque les types de balayage CHARGE_CONSTANTE, CONSERVER_TYPE_DECOUPE et GARDER_DIRECTION_COUPE sont définis aux étapes d'ébauche, de ré-ébauche et de fraisage de volume, la restriction du paramètre de décalage de passes qui est inférieure au rayon de l'outil défini est enlevée. |
Dégagement de l'outil (Tool lift clearance) (ID : LIFT_TOOL_CLEARANCE)
L'outil se retire au-dessus de la surface d'usinage pour effectuer la connexion suivante. Ce paramètre fonctionne conjointement avec DISTANCE_RETRAIT_MIN. La valeur par défaut est -.
Hauteur d'écrêtage de la paroi (Wall scallop height) (ID : WALL_SCALLOP_HGT)
Contrôle la profondeur du fraisage de volume. La valeur du paramètre HAUT_CRETE_PAROI (hcp) doit être inférieure ou égale au rayon de l'outil, c'est-à-dire hcp <= d/2. La valeur par défaut est 0.
Hauteur d'écrêtage inférieure (Bottom scallop height) (ID : BOTTOM_SCALLOP_HGT)
Egalement utilisé pour contrôler la distance entre les passes pour le fraisage de volume.
Hauteur d'écrêtage (Scallop height) (ID : SCALLOP_HGT)
Egalement utilisé pour contrôler la distance entre les passes pour le fraisage de volume et le fraisage local à l'aide de l'outil précédent.
Les paramètres PROFONDEUR_PASSE et HAUT_CRETE_PAROI sont présentés dans la figure suivante. Creo NC traite ces paramètres comme suit :
1. Si vous définissez HAUT_CRETE_PAROI sur 0 (hcp = 0), la hauteur d'écrêtage est calculée à l'aide de PROFONDEUR_PASSE.
2. Si vous définissez hcp sur 0, la profondeur de passe est calculée à l'aide de hcp. Cette valeur calculée est comparée à la valeur que vous avez définie pour PROFONDEUR_PASSE. Creo NC utilise la valeur la plus petite.
Il en est de même pour DECALAGE_PASSES et HAUT_CRETE_FOND (pour le fraisage de volume) ou HAUT_CRETE (pour le fraisage de surface).
La figure suivante illustre PROFONDEUR_PASSE et HAUT_CRETE_PAROI.
1. DECALAGE_PASSES
2. Trajectoire d'outil
3. HAUT_CRETE_PAROI
4. PROFONDEUR_PASSE
Surépaisseur d'usinage de l'ébauche (Rough stock allowance) (ID : ROUGH_STOCK_ALLOW)
et
Surépaisseur d'usinage du contour (Profile stock allowance) (ID : PROF_STOCK_ALLOW)
Quantité de brut restant après l'usinage pour la finition. Ces deux paramètres sont utilisés pour les séquences CN de fraisage de volume et les séquences CN de fraisage de trajectoire, et spécifient des surépaisseurs différentes pour l'ébauche et le contournage. La valeur de SUREPAIS_CONTOUR doit être inférieure ou égale à celle de SUREPAISSEUR_EBAUCHE. Lorsque la géométrie est affichée après l'enlèvement automatique de matière, Creo NC utilise SUREPAIS_CONTOUR.
1. SUREPAIS_CONTOUR
2. SUREPAISSEUR_EBAUCHE
3. Poche
Dans les séquences NC de double ébauche, seul SUREPAISSEUR_EBAUCHE sert à spécifier la quantité de brut restant après la coupe.
Surépaisseur d'usinage inférieure (Bottom stock allowance) (ID : BOTTOM_STOCK_ALLOW)
Pour le fraisage de volume ou le fraisage de trajectoire, ce paramètre correspond à la quantité de matière restant après une séquence CN d'ébauche sur des surfaces planes parallèles au plan de retrait. La valeur par défaut est le tiret (-), auquel cas le paramètre SUREPAISSEUR_FOND sera ignoré et SUREPAISSEUR sera utilisé à la place.
Pour le surfaçage, ce paramètre spécifie la quantité de matière restant sur la face sélectionnée. La valeur par défaut "–" règle la surépaisseur sur 0.
Tolérance d'usinage des parois (Wall machining tolerance) (ID : WALL_TOLERANCE)
Vous permet de spécifier la quantité de matière qui peut être laissée le long des parois après la séquence CN précédente, sans reprise par la séquence CN de fraisage local. La valeur par défaut est 0. Cette valeur ne s'applique qu'aux séquences CN de fraisage local faisant référence à une séquence CN de volume précédente.
Décalage de passes (Step over) (ID : STEP_OVER)
Contrôle la profondeur latérale de la passe pour chaque type de fraise. DECALAGE_PASSES doit avoir une valeur positive inférieure ou égale au diamètre de l'outil de coupe. La valeur par défaut n'est pas définie (affichée sous la forme "1").
Chevauchement d'outil (Tool overlap) (ID : TOOL_OVERLAP)
Alternative de DECALAGE_PASSES. Indique de combien l'outil devrait chevaucher la zone usinée lors de la passe précédente. Si RECOUVREMENT_OUTIL est spécifié alors que DECALAGE_PASSES ne l'est pas, DECALAGE_PASSES est calculé sur la base RECOUVREMENT_OUTIL DIAM_OUTIL.
Décalage de passe de plongée (Plunge step over) (ID : PLUNGE_STEP)
Contrôle la distance entre les plongées successives de l'outil. La valeur par défaut est "–", auquel cas :
• Si vous utilisez un outil de fraisage d'ébauche par plongée, cette distance est égale au paramètre d'outil Largeur_coupe_insert.
• Si vous utilisez un outil de fraisage standard, le système calcule le pas maximal de plongée en fonction du paramètre Diam_outil de l'outil, ce qui a pour effet d'enlever toute la matière entre les plongées.
Ne s'applique qu'au fraisage d'ébauche par plongée.
Rayon d'arrondi de coin (Corner rounding radius) (ID : CORNER_ROUND_RADIUS)
Spécifie le rayon minimal permis pour les angles concaves dans l'usinage à haute vitesse. Cette option est disponible pour le fraisage de volume et la double ébauche. La valeur par défaut est 0.
Nombre de passes (Number of passes) (ID : NUMBER_PASSES)
Permet un contrôle supplémentaire du nombre de passes de l'outil par tranche (également contrôlé par le paramètre DECALAGE_PASSES). Le système calcule la distance entre les passes à l'aide de la valeur du paramètre NOMBRE_PASSES (si elle est différente de 0), la compare avec la valeur de DECALAGE_PASSES et utilise la plus petite des deux. S'applique au fraisage de volume et au surfaçage. Pour le surfaçage, si la valeur de NOMBRE_PASSES est réglée sur 1, elle prévaut sur la valeur de DECALAGE_PASSES de telle sorte qu'une seule passe soit effectuée par tranche.
Décalage d'une seule passe (Single pass offset) (ID : ONE_PASS_OFFSET)
Vous permet de décaler la trajectoire d'outil d'une séquence CN de surfaçage à une passe (par exemple, lorsque la valeur de NOMBRE_PASSES est égale à 1). Une valeur positive décale la passe vers la gauche par rapport à la direction de coupe et une valeur négative la décale vers la droite. La valeur par défaut est 0.
Décalage de l'arête initial (Initial edge offset) (ID : INITIAL_EDGE_OFFSET)
Vous permet de décaler la première passe du surfaçage par rapport à l'arête de la surface fraisée. La valeur par défaut est 0, auquel cas le départ de la trajectoire coïncide avec l'arête de la surface ; une valeur positive décale la première passe dans la surface et une valeur négative la décale en dehors de la surface. Cette valeur ne peut pas être supérieure à la valeur de DECALAGE_PASSES.
Décalage de l'arête final (Final edge offset) (ID : FINAL_EDGE_OFFSET)
Vous permet de décaler la dernière passe du surfaçage par rapport à l'arête de la surface fraisée. La valeur par défaut est 0, auquel cas la fin de la trajectoire coïncide avec l'arête de la surface ; une valeur positive décale la dernière passe dans la surface et une valeur négative la décale en dehors de la surface. Cette valeur ne peut pas être supérieure à la valeur de DECALAGE_PASSES.
Angle de coupe (Cut angle) (ID : CUT_ANGLE)
Angle entre la direction de coupe et l'axe X du repère de la séquence CN. La valeur par défaut de ANGLE_COUPE est 0°, c'est-à-dire parallèle à l'axe X. Cette option est valable pour les fraisages de volume et d'ébauche par plongée, l'usinage de poche, le surfaçage, le fraisage en coupe droite et le fraisage de surface de type coupes projetées. ANGLE_COUPE est ignoré pour le fraisage de volume, le fraisage d'ébauche par plongée et l'usinage de poche, de même que le fraisage de surface de coupes projetées est ignoré si TYPE_BALAYAGE est réglé sur TYPE_SPIRAL.
1. ANGLE_BALAYAGE 0
2. ANGLE_BALAYAGE 90
Angle d'attaque de l'outil (Tool lead angle) (ID : LEAD_ANGLE)
Associé à ANGLE_LATERAL, définit l'orientation de l'outil par rapport à la normale de la surface pour les séquences CN de fraisage de surface 5 axes et de contournage. DEPINÇAGE est spécifié en degrés à partir de la normale de la surface par rapport à la direction de déplacement de l'outil : une valeur positive bascule l'outil vers l'avant et une valeur négative la bascule vers l'arrière.
Dépinçage latéral de l'outil (Tool tilt angle) (ID : TILT_ANGLE)
Associé à DEPINÇAGE, définit l'orientation de l'outil par rapport à la normale de la surface pour les séquences CN de fraisage de surface 5 axes et de contournage. DEPINÇAGE_LATERAL est spécifié en degrés à partir de la normale de la surface par rapport à la direction de déplacement de l'outil : une valeur positive bascule l'outil vers la droite et une valeur négative la bascule vers la gauche.
Angle de connexion du profil (Profile connection angle) (ID : PROFILE_CONNECT_ANGLE)
Angle selon lequel l'outil crée une connexion S entre deux tranches au cours d'un contournage en fraisage de volume.
Décalage d'axe (Axis shift) (ID : AXIS_SHIFT)
Vous permet de déplacer les données CL le long de l'axe de l'outil. Lorsque ce paramètre est réglé sur une valeur positive, il déplace toutes les données CL vers le bas le long de l'axe de l'outil et lorsqu'il est réglé sur une valeur négative, il déplace les données CL vers le haut. La valeur par défaut est 0.
DECALAGE_AXE s'applique après le contrôle de collision. Utilisez la fonctionnalité de contrôle de collision pour vérifier qu'il n'y a pas d'interférence. |
1. Outil
2. Modèle
3. DECALAGE_AXE
Nombre de passes de contournage (Number of profile passes) (ID : NUM_PROF_PASSES)
Associé à INCREMENT_CONT, permet de créer plusieurs passes de contournage ou de trajectoire décalées horizontalement les unes des autres. PASSES_CONTOUR spécifie le nombre de passes générées (la valeur par défaut est 1). S'applique au fraisage de volume lorsque OPTION_EBAUCHE est réglé sur CONTOUR_SEUL, au contournage et au fraisage de trajectoire. Si vous spécifiez une autre valeur pour le paramètre OPTION_EBAUCHE dans le fraisage de volume, PASSES_CONTOUR sera ignoré.
Incrément de passes de contournage (Profiling passes increment) (ID : PROF_INCREMENT)
Spécifie la distance horizontale entre les passes générées en fonction de PASSES_CONTOUR, ce qui signifie que la première passe sera décalée de la dernière passe de :
(PASSES1_CONTOUR)*INCREMENT_CONT.
La valeur par défaut est 0. S'applique au fraisage de volume lorsque OPTION_EBAUCHE est réglé sur CONTOUR_SEUL, au contournage et au fraisage de trajectoire. Si vous spécifiez une autre valeur pour le paramètre OPTION_EBAUCHE dans le fraisage de volume, PASSES_CONTOUR sera ignoré.
La figure suivante illustre PASSES_CONTOUR et INCREMENT_CONT.
1. PASSES_CONTOUR = 1
2. PASSES_CONTOUR = 4
3. INCREMENT_CONT
4. Première passe
5. Dernière passe
Décalage du coin (Corner offset) (ID : CORNER_OFFSET)
Spécifie la quantité de matière qui sera enlevée par une séquence CN de fraisage local utilisant des arêtes de coin. La valeur par défaut est 0.
Angle de la pente (Slope angle) (ID : SLOPE_ANGLE)
En fraisage local et en finition, valeur d'angle par rapport au plan XY qui divise la matière à enlever en régions à forte pente (proche de la verticale) et à faible pente (proche de l'horizontale). En fraisage local, par exemple, si vous enlevez de la matière dans une poche dont les parois sont inclinées et si vous spécifiez une valeur ANGLE_PENTE inférieure à la pente des parois, l'outil usine les coins inférieurs de la poche en premier, puis enlève la matière dans les coins entre les parois. La valeur par défaut de ANGLE_PENTE pour les nouvelles séquences CN de fraisage local est de 30 degrés. Pour les séquences CN créées avant la version 2000i2, la valeur par défaut est de 90 degrés. La valeur par défaut de ANGLE_PENTE pour les séquences CN de finition est de 45 degrés.
Distance de dépassement au début (Start overtravel distance) (ID : START_OVERTRAVEL)
Spécifie la distance séparant l'outil du contour de la surface pour toutes les passes, excepté la première passe de chaque tranche (voir aussi DISTANCE_APPROCHE). La valeur par défaut est 0. Ne s'applique qu'au surfaçage.
Distance de dépassement à la fin (End overtravel distance) (ID : END_OVERTRAVEL)
Spécifie la distance recouverte par l'outil au-delà du contour de la surface sur toutes les passes, excepté la dernière passe de chaque tranche (voir aussi DISTANCE_SORTIE). La valeur par défaut est 0. Ne s'applique qu'au surfaçage.
Profondeur de rainure (Groove depth) (ID : GROOVE_DEPTH)
Profondeur de la gravure. La valeur par défaut n'est pas définie (affichée sous la forme "1"). Ne s'applique qu'à la gravure.
Dépinçage latéral pour plan 4 axes (Tilt angle for 4-axis plane) (ID : 4X_TILT_ANGLE)
Spécifie l'angle (en degrés) entre l'axe de l'outil et le plan 4 axes. Normalement, l'axe de l'outil est parallèle à ce plan (la valeur par défaut de ANGLE_LATERAL_4X est 0). N'est disponible que pour le fraisage 4 axes.
Angle d'attaque pour plan 4 axes (Lead angle for 4-axis plane) (ID : 4X_LEAD_ANGLE)
Spécifie l'angle (en degrés) entre l'axe de l'outil et la projection de la normale de la surface sur le plan 4 axes (la valeur par défaut est 0). N'est disponible que pour le fraisage 4 axes.
Angle d'attaque maximal pour plan 4 axes (Maximum lead angle for 4-axis plane) (ID : 4X_MAX_LEAD_ANGLE)
Spécifie l'angle d'attaque maximum autorisé pour éviter des collisions. La valeur par défaut est "-", mais vous devez spécifier une valeur si "OPT_DEPINÇAGE_4X_VAR" est réglé à OUI (YES). N'est disponible que pour le fraisage 4 axes.
Angle d'attaque minimal pour plan 4 axes (Minimum lead angle for 4-axis plane) (ID : 4X_MIN_LEAD_ANGLE)
Spécifie l'angle d'attaque minimum autorisé pour éviter des collisions. La valeur par défaut est "-", mais vous devez spécifier une valeur si "OPT_DEPINÇAGE_4X_VAR" est réglé à OUI (YES). N'est disponible que pour le fraisage 4 axes.
Surépaisseur d'usinage des surfaces de contrôle (Check surfaces stock allowance) (ID : CHK_SRF_STOCK_ALLOW)
Vous permet de spécifier la surépaisseur d'usinage à utiliser avec les surfaces de contrôle. La valeur par défaut est "–", c'est-à-dire ignorer. Ce paramètre est disponible pour les séquences CN de fraisage qui utilisent la fonctionnalité de surface de contrôle (c'est-à-dire le fraisage de surface, le fraisage de trajectoire, le contournage et le fraisage local faisant référence à une séquence CN de fraisage de surface).
Soyez vigilant lorsque vous spécifiez SUREPAIS_SRF_CONTROLE pour des séquences CN dans lesquelles toutes les surfaces de la pièce de référence ont été sélectionnées comme surfaces de contrôle. |
Type de création de trajectoire d'outil (Toolpath creation type) (ID : TOOLPATH_CREATION_TYPE)
Dans le fraisage de surface, permet d'indiquer comment le chemin d'outil est créé. Les valeurs possibles sont les suivantes :
• POINT_CONTACT_OUTIL : L'outil est toujours tangent aux lignes de coupe créées à la surface.
• CENTRE_OUTIL : Le centre de l'outil peut toujours être projeté sur la coupe définie des surfaces usinées, d'autres surfaces ou du plan de retrait.
• AUTOMATIQUEMENT : Le système détermine automatiquement comment le chemin d'outil est créé.
Avance
Vitesse d'avance circulaire (Arc feed rate) (ID : ARC_FEED)
Vous permet de contrôler la vitesse d'avance en interpolation circulaire. La valeur par défaut est "–", auquel cas AVANCE_TRAVAIL sera utilisé. Lorsque ce paramètre est réglé sur 0, l'instruction RAPID sortira avant l'instruction CIRCLE.
Contrôle de la vitesse d'avance circulaire (Arc feed rate control) (ID : ARC_FEED_CONTROL)
Détermine le mode de calcul de la vitesse d'avance en interpolation circulaire. Les options sont les suivantes :
• CENTRE_OUTIL (valeur par défaut) : La vitesse d'avance qui sort pour les instructions CIRCLE est toujours égale à la valeur spécifiée pour AVANCE_CIRCULAIRE.
• PERIMETRE_OUTIL : La vitesse d'avance qui sort pour les instructions CIRCLE est ajustée pour garantir que le point de contact de l'outil et de la matière se déplace à une vitesse égale à la valeur spécifiée pour AVANCE_CIRCULAIRE. Cela signifie que la valeur de AVANCE_CIRCULAIRE sera calculée pour chaque instruction CIRCLE selon les règles suivantes :
Pour les rayons internes :
feed = ARC_FEED * (circle radius / (circle radius + CUTTER_DIAM/2))
Pour les rayons externes :
feed = ARC_FEED * (circle radius / (circle radius - CUTTER_DIAM/2))
• RAYON_PAR_ARC : La valeur d'avance qui détermine la sortie des instructions CIRCLE de RAYON_AVANCE_CIRCULAIRE.
Rayon d'avance circulaire (Arc feed radius) (ID : ARC_FEED_RADIUS)
Lorsque vous définissez la valeur de CONTROL_AVANCE_CIRCULAIRE sur RAYON_PAR_ARC, la vitesse d'avance des instructions CIRCLE est la suivante :
• Si le rayon des instructions CIRCLE du fichier CL est supérieur à la valeur de RAYON_AVANCE_CIRCULAIRE, la valeur produite est AVANCE_COUPE.
• Si le rayon des instructions CIRCLE du fichier CL est inférieur à la valeur de RAYON_AVANCE_CIRCULAIRE, la valeur produite est AVANCE_CIRCULAIRE.
Vitesse d'avance circulaire maximale (Maximum arc feed rate) (ID : MAX_ARC_FEED)
Vous permet de définir la vitesse d'avance maximale lorsque l'outil se déplace le long de l'arc dans des séquences de fraisage telles que le contournage en fraisage, le suivi de trajectoire ou la reprise des rayons. Cela s'avère particulièrement utile lorsque l'avance circulaire dans la sortie CL est supérieure à celle spécifiée dans les paramètres d'étape et que le paramètre CONTROL_AVANCE_CIRCULAIRE est défini sur PERIMETRE_OUTIL.
Vitesse d'avance de traverse (Traverse feed rate) (ID : TRAVERSE_FEED)
Vous permet de définir la vitesse d'avance de tous les mouvements transversaux de l'outil. La valeur par défaut de ce paramètre est "–", auquel cas la commande RAPID sortira dans le fichier CL.
Vitesse d'avance de contournage de paroi (Wall profile cut feed rate) (ID : WALL_PROFILE_CUT_FEED)
Pour certains types de fraisages de volume à haute vitesse (lorsque le paramètre TYPE_BALAYAGE est réglé sur TYPE_COUPE_GARDER_SPIRALE ou SPIRALE_GARDER_DIRECTION_COUPE), vous permet de définir une vitesse d'avance plus lente pour la première coupe, lorsque l'outil coupe la matière des deux côtés. La valeur par défaut est "–", auquel cas AVANCE_TRAVAIL sera utilisé.
Vitesse d'avance inverse (Inverse feed rate) (ID : INVERSE_FEED)
Vous permet de spécifier la vitesse d'avance inverse ou la vitesse de rotation pour les machines à axe rotatif. Disponible pour les séquences CN 4 et 5 axes uniquement. Si vous réglez AVANCE_INVERSE sur OUI (YES) (la valeur par défaut est NON [NO]), le système sort la ligne suivante dans le fichier des données CL avant la première instruction de vitesse d'avance :
FEDRAT / INVERS, AUTO
A la fin du fichier de données CL, le système sort la ligne suivante :
FEDRAT / INVERS, OFF
Vitesse d'avance de rampe (Ramp feed rate) (ID : RAMP_FEED)
Reportez-vous aux paramètres d'entrée/sortie.
Vitesse d'avance d'approche (Approach feed rate) (ID : APPROACH_FEED)
Reportez-vous aux paramètres d'entrée/sortie.
Vitesse d'avance de filetage (Thread cut feed rate) (ID : THREAD_FEED)
Définit le pas du filetage. N'est disponible que pour le filetage à la fraise.
Unités d'avance de filetage (Thread cut feed units) (ID : THREAD_FEED_UNITS)
FILET/POUCE (valeur par défaut), MM/TR, POUCES/TR. N'est disponible que pour le filetage à la fraise.
Vitesse d'avance de sortie (Exit feed rate) (ID : EXIT_FEED)
Reportez-vous aux paramètres d'entrée/sortie.
Usinage
Vitesse de broche (Spindle speed) (ID : SPINDLE_SPEED)
Vitesse de rotation de la broche (tours/mn). La valeur par défaut est 1.
Vitesse de broche de contournage de paroi (Wall profile spindle speed) (ID : WALL_PROFILE_SPINDLE_SPEED)
Pour certains types de fraisages de volume à haute vitesse (lorsque le paramètre TYPE_BALAYAGE est réglé sur TYPE_COUPE_GARDER_SPIRALE ou SPIRALE_GARDER_DIRECTION_COUPE), vous permet de définir une vitesse de rotation plus lente pour la première coupe, lorsque l'outil coupe la matière des deux côtés. La valeur par défaut est "–", auquel cas VITESSE_BROCHE sera utilisé.
Rotation de broche (Spindle rotation) (ID : SPINDLE_SENSE)
Sens de rotation de la broche : Horaire (dans le sens des aiguilles d'une montre), Anti-horaire (dans le sens inverse des aiguilles d'une montre).
Gamme de vitesse de broche (Spindle range) (ID : SPINDLE_RANGE)
SANS (valeur par défaut), BASSE, MOYENNE, HAUTE, NOMBRE. Si vous définissez une valeur autre que SANS, la plage est incluse dans la commande SPINDL du fichier CL (par exemple, "RANGE, LOW"). Lorsque ce paramètre est défini sur la valeur NOMBRE, la valeur du paramètre REGISTRE_GAMME sera utilisée dans la commande SPINDL (par exemple, "GAMME, 4", où 4 représente la valeur du paramètre REGISTRE_GAMME).
Numéro de gamme de vitesse de broche (Spindle range number) (ID : RANGE_NUMBER)
Sort dans la commande SPINDL si GAMME_DE_VITESSE a pour valeur NOMBRE. La valeur par défaut est 0.
Vitesse de broche maximale en t/min (Maximum spindle RPM) (ID : MAX_SPINDLE_RPM)
Lorsque la valeur de ce paramètre est différente de "-" (valeur par défaut), l'attribut MAXRPM est ajouté à la commande SPINDL.
Contrôle de vitesse de broche (Spindle speed control) (ID : SPEED_CONTROL)
La valeur par défaut de CONTROLE_VITESSE est VITESSE_ROTATION_CONSTANTE (rotation constante par minute). VITESSE_COUPE_CONST (avance constante en pieds par minute) et VITESSE_AVANCE_CONST (avance constante en mètres par minute) vous permettent d'appliquer un contrôle d'avance à la surface de contact entre l'outil et le brut afin d'obtenir un état de surface de bonne qualité.
Correction d'outil (Cutter compensation) (ID : CUTCOM)
Contrôle la compensation d'outil. Les options sont les suivantes :
• ACTIVE : Active la compensation d'outil de coupe dans le fichier CL. La compensation s'effectue vers la droite ou vers la gauche, selon la valeur des paramètres TYPE_DE_COUPE et SENS_DE_ROTATION.
• INACTIVE (valeur par défaut) : Aucune correction d'outil n'est activée.
Les instructions CUTCOM ne sont pas émises pour les mouvements de coupe.
Correction d'outil 3D (3D cutter compensation) (ID : CUTCOM_3D_COMP)
Ne s'applique qu'aux séquences de fraisage 3 axes suivantes :
• Profil
• Usinage de poche
• En opposition
• Ligne de coupe
• Surface
Lorsque le réglage est OUI (YES) (la valeur par défaut est NON [NO]), ce paramètre sort l'instruction CUTCOM ON/OFF avec l'instruction MODE / 3DCOMP ON/OFF. Il sort également les informations de vecteur suivantes sous les points de données CL :
• Vecteur outil
• Vecteur normal à la surface du point de contact de l'outil
Numéro de registre de correction d'outil (Cutter compensation register number) (ID : CUTCOM_REGISTER)
Indique le numéro de registre du contrôleur de la machine qui contient les données de compensation d'outil. La valeur par défaut est 0.
Nombre de points de correction d'outil (Number of cutter compensation points) (ID : NUMBER_CUTCOM_PTS)
Spécifie si les points colinéaires des mouvements d'approche et de sortie doivent être exclus ou ajoutés. Les valeurs possibles sont les suivantes :
• 0 : Elimine les points colinéaires.
• 1 : N'élimine pas les points colinéaires de façon à mettre en oeuvre correctement la correction d'outil.
• n (où n est un entier) : le mouvement d'approche, de sortie ou de correction d'outil sera divisé en n segments égaux en ajoutant des points GOTO supplémentaires.
La figure suivante illustre le nombre et l'emplacement des goto points pour les valeurs NOMBRE_PTS_CORRECTION suivantes :
• NOMBRE_PTS_CORRECTION 0 (points colinéaires exclus) : Schéma sur la gauche
• NOMBRE_PTS_CORRECTION 1 : Schéma au centre ;
• NOMBRE_PTS_CORRECTION 2 : Schéma sur la droite.
1. Premier point GOTO
2. Deuxième point GOTO
3. Troisième point GOTO
4. Quatrième point GOTO
5. Mouvement d'approche
6. Mouvement de coupe
7. Pièce
Position d'approche de correction d'outil (Cutter compensation approach location) (ID : CUTCOM_LOC_APPR)
Spécifie la position de l'instruction CUTCOM dans le mouvement d'approche si plusieurs points de correction d'outil sont spécifiés. Les points de correction d'outil sont numérotés de 0 à n, n correspondant à une valeur de NOMBRE_PTS_CORRECTION. La valeur par défaut est 1.
Position de sortie de correction d'outil (Cutter compensation exit location) (ID : CUTCOM_LOC_EXIT)
Spécifie la position de l'instruction CUTCOM dans le mouvement de sortie si plusieurs points de correction d'outil sont spécifiés. Les points de correction d'outil sont numérotés de 0 à n, n correspondant à une valeur de NOMBRE_PTS_CORRECTION. La valeur par défaut est 0.
La figure suivante illustre l'emplacement et le nombre de points de correction pour les mouvements d'approche ou de sortie si NOMBRE_PTS_CORRECTION a la valeur 2.
1. Premier point GOTO (point de correction 0)
2. Deuxième point GOTO (point de correction 1)
3. Troisième point GOTO (point de correction 2)
4. Quatrième point GOTO
5. Cinquième point GOTO
6. Sixième point GOTO (point de correction 0)
7. Septième point GOTO (point de correction 1)
8. Huitième point GOTO (point de correction 2)
9. Mouvement d'approche
10. Mouvement de coupe
11. Mouvement de sortie
12. Pièce
Diamètre du porte-outil (Holder diameter) (ID : HOLDER_DIAMETER)
Associé à LONG_PORTE_OUTIL, permet d'utiliser les cotes du porte-outil pour éviter automatiquement les collisions. La valeur par défaut est "–". Si vous le spécifiez, le diamètre du porte-outil est également indiqué lorsque vous affichez les données CL et lorsque l'outil est affiché dans la fenêtre de visualisation (Preview) de la boîte de dialogue Configuration d'outil (Tool Setup). Cette option est valable pour le suivi de trajectoire, le fraisage en coupe droite, le fraisage de surface isolignes, l'ébauche, la ré-ébauche, la finition et l'usinage de coins.
Longueur du porte-outil (Holder length) (ID : HOLDER_LENGTH)
Associé à DIAMETRE_PORTE_OUTIL, permet d'utiliser les cotes du porte-outil pour éviter automatiquement les collisions. La valeur par défaut est "–". Si vous le spécifiez, le diamètre du porte-outil est également indiqué lorsque vous affichez les données CL et lorsque l'outil est affiché dans la fenêtre de visualisation (Preview) de la boîte de dialogue Configuration d'outil (Tool Setup). Cette option est valable pour le suivi de trajectoire, le fraisage en coupe droite, le fraisage de surface isolignes, l'ébauche, la ré-ébauche, la finition et l'usinage de coins.
Bout du point de contrôle (Control point tip) (ID : TIP_CONTROL_POINT)
Si pour la séquence CN, vous utilisez un outil possédant plusieurs pointes, vous pouvez préciser la pointe à utiliser comme point de contrôle dans le calcul de la trajectoire de l'outil. Les valeurs disponibles dans la liste déroulante correspondent au nombre de pointes dont dispose l'outil sélectionné pour la séquence CN.
Numéro de bout du changement d'outil (Tool change tip number) (ID : TLCHG_TIP_NUMBER)
Pour un outil possédant plusieurs pointes, indiquez celle à utiliser comme point de contrôle pour aller du point de départ au point d'arrivée, dans le cas où elles seraient définies dans la séquence CN. Les valeurs possibles sont les suivantes :
• INITIAL : Bout 1
• COURANT : Bout sélectionné en tant que POINT_CONTROLE_BOUT pour la séquence CN.
Rayon de lissage (Smoothing radius) (ID : SMOOTH_RADIUS)
Spécifie le rayon pour la création de congés ou l'usinage de coins lissés. La valeur minimum doit représenter 10 % du diamètre de l'outil si le paramètre LISSAGE_COINS_AIGUS est défini, mais n'est pas fixé sur RAYON_CONSTANT. La valeur maximum autorisée est de 50 % de la distance du décalage. Les arrondis de coins sont possibles pour les connexions ligne-ligne, ligne-arc, et arc-arc (s'ils ne sont pas tangents). Disponibles pour le fraisage de volume, l'ébauche, la seconde ébauche et le fraisage local (Séq CN préc (Prev NC Seq) uniquement).
Si la création de congé n'est pas possible, Creo Parametric affiche un message. |
Lissage des coins aigus (Sharp corners smoothing) (ID : SMOOTH_SHARP_CORNERS)
Spécifie la façon dont les coins de trajectoire d'outil à angles vifs sont arrondis pendant l'usinage. Disponibles pour le fraisage de volume, l'ébauche, la seconde ébauche et le fraisage local (Séq CN préc (Prev NC Seq) uniquement).
• NO : aucun rayon d'arrondi n'est utilisé pendant l'usinage des coins de trajectoire d'outil à angles vifs. Il s'agit du réglage par défaut.
• RAYON_CONSTANT : arrondit les coins pointus à l'aide d'un rayon d'arrondi dont la valeur est égale à celle du paramètre RAYON_LISSAGE.
• RAYON_PAR_ANGLE : arrondit les coins pointus à l'aide d'un rayon d'arrondi dont la valeur est basée sur l'angle du coin pointu et la valeur de RAYON_LISSAGE comme suit.
Angle | Rayon d'arrondi |
inférieur à 5 degrés | 10% de la valeur de RAYON_LISSAGE |
inférieur à 10 degrés | 20% de la valeur de RAYON_LISSAGE |
inférieur à 20 degrés | 40% de la valeur de RAYON_LISSAGE |
inférieur à 30 degrés | 60% de la valeur de RAYON_LISSAGE |
inférieur à 60 degrés | 80% de la valeur de RAYON_LISSAGE |
inférieur à 180 degrés | 100% de la valeur de RAYON_LISSAGE |
Pour les arcs, l'angle est calculé à l'aide de la tangente du coin. |
• RAYON_MAX : arrondit les coins pointus à l'aide du rayon le plus élevé possible entre 10 % et 100 % de la valeur de RAYON_LISSAGE.
Ralenti d'avance de coin (Corner feed slowdown) (ID : CORNER_SLOWDOWN)
Spécifie l'utilisation d'un ralentissement progressif de la vitesse d'avance avant un coin, suivi d'une accélération de la vitesse d'avance de coupe après le coin. Le réglage par défaut est NON (NO). Disponibles pour le fraisage de volume, l'ébauche, la seconde ébauche et le fraisage local (Séq CN préc (Prev NC Seq) uniquement).
Si le ralentissement n'est pas possible, Creo Parametric affiche un message. |
Longueur du mouvement ralenti (Slowdown move length) (ID : SLOWDOWN_LENGTH)
Spécifie la longueur du mouvement de ralenti. La même longueur est utilisée pour l'accélération après le coin. La longueur est mesurée à partir de l'arête aiguë ou le début du congé arrondi, le cas échéant. Si l'une des arêtes est un arc, la distance est mesurée le long de l'arc. Disponibles pour le fraisage de volume, l'ébauche, la seconde ébauche et le fraisage local (Séq CN préc (Prev NC Seq) uniquement).
Pourcentage de ralenti (Slowdown percentage) (ID : SLOWDOWN_PERCENT)
Spécifie la vitesse d'avance à la fin du ralentissement. Par exemple, si la vitesse d'avance de coupe est de 30 pouces par minute et que la valeur de POURCENT_RALENTI est égale à 10, la vitesse d'avance à la fin du ralenti sera de 3 pouces par minute. Disponibles pour le fraisage de volume, l'ébauche, la seconde ébauche et le fraisage local (Séq CN préc (Prev NC Seq) uniquement).
Nombre d'étapes au ralenti (Number of slowdown steps) (ID : NUMBER_SLOWDOWN_STEPS)
Indique le nombre d'étapes pendant lesquelles le ralenti se produit. Un grand nombre d'étapes permet un ralenti plus uniforme. A chaque étape, la vitesse d'avance est réduite de (100-POURCENT_RALENTI)/NOMBRE_ETAPES_RALENTI. Disponibles pour le fraisage de volume, l'ébauche, la seconde ébauche et le fraisage local (Séq CN préc (Prev NC Seq) uniquement).
Durant l'accélération après le coin, le nombre d'étapes est réduit de moitié.
Entrée/sortie
Angle de la rampe (Ramp angle) (ID : RAMP_ANGLE)
Angle auquel l'outil pénètre le brut pendant une plongée. La valeur par défaut de ANGLE_RAMPE est 90°, elle correspond à une attaque parallèle à l'axe Z. Ne s'applique pas à la séquence CN de trajectoire.
Vitesse d'avance de rampe (Ramp feed rate) (ID : RAMP_FEED)
Vitesse à laquelle l'outil pénètre dans le brut lors d'une plongée. La valeur par défaut est "–", auquel cas AVANCE_TRAVAIL sera utilisé. Ne s'applique pas à la séquence CN de trajectoire.
Distance de sécurité (Clearance distance) (ID : CLEAR_DIST)
Distance de dégagement au-dessus de la surface à fraiser (par exemple, le niveau de la tranche précédente) à laquelle le mouvement rapide se termine et VITESSE_DE_PLONGEE commence. La valeur par défaut n'est pas définie (affichée sous la forme "1").
Distance de retrait (Pull-out distance) (ID : PULLOUT_DIST)
Spécifie la hauteur au-dessus du niveau usiné (par exemple, la tranche qui vient d'être fraisée) jusqu'à laquelle la pointe de l'outil se retire à AVANCE_TRAVAIL, puis passe à VITESSE_RETRAIT. La valeur par défaut est "–", c'est-à-dire 0.
Hauteur de retrait intermédiaire (Intermediate retract height) (ID : INTER_RET_HEIGHT)
Spécifie la distance à laquelle l'outil de coupe se retire au-dessus du niveau usiné pour effectuer des mouvements rapides intermédiaires. La valeur par défaut est 0, auquel cas l'outil de coupe se retire jusqu'à la surface de retrait. Applicable au surfaçage.
Entrée tangentielle (Lead-in) (ID : LEAD_IN)
Lorsque ce paramètre est réglé sur OUI (YES), l'outil attaque le brut le long d'une trajectoire circulaire tangente lors du contournage. Le rayon de l'arc est défini par RAYON_TANGENTIEL et l'angle de l'arc par ANGLE_ENTREE. Vous pouvez également spécifier la longueur de la partie droite adjacente de la trajectoire d'entrée tangentielle avec PAS_TANGENTIEL_TANGENT et la longueur d'un segment droit perpendiculaire à celle-ci avec PAS_TANGENTIEL_NORMAL.
Pour les contours fermés, si le point de départ n'est pas défini, l'outil attaque à une position définie par le système. Si cette position ne vous convient pas, spécifiez votre propre axe de point de départ. L'outil attaque le brut en ce point le long du contour le plus proche de l'axe du point de départ.
La figure suivante illustre ENTREE_TANGENTIELLE et SORTIE_TANGENTIELLE.
1. ANGLE_ENTREE
2. RAYON_TANGENTIEL
3. ENTREE_TANGENTIELLE
4. SORTIE_TANGENTIELLE
5. PAS_TANGENTIEL_NORMAL
6. PAS_TANGENTIEL_TANGENT
7. ANGLE_SORTIE
8. ENTREE_TANGENTIELLE
9. Point de départ
10. SORTIE_TANGENTIELLE
11. Profil ouvert
12. Profil fermé
Si un contour fermé comprend plusieurs boucles, ENTREE_TANGENTIELLE et SORTIE_TANGENTIELLE seront appliqués à chaque boucle.
Lorsque ENTREE_TANGENTIELLE est réglé sur OUI (YES) avec un rayon nul, l'outil va directement au point le plus proche du point de départ spécifié et commence à usiner. Lorsque ENTREE_TANGENTIELLE est réglé sur NON (NO), le fraisage commence au point de contour par défaut déterminé par le système. Dans la figure suivante, l'illustration de gauche montre la trajectoire de l'outil lorsque ENTREE_TANGENTIELLE est réglé sur NON (NO), tandis que l'illustration de droite montre la trajectoire de l'outil lorsque ENTREE_TANGENTIELLE est réglé sur OUI (YES), et lorsque RAYON_TANGENTIEL est réglé sur 0.
1. Point d'enfilage par défaut du contour
2. Axe de point de départ
3. Trajectoire d'outil
4. Axe de point de départ
5. Trajectoire d'outil
Sortie tangentielle (Lead-out) (ID : LEAD_OUT)
Fait sortir l'outil du brut le long d'une trajectoire circulaire tangente lors du contournage. Fonctionne de la même façon que ENTREE_TANGENTIELLE. Si le point de fin est spécifié, il est utilisé pour SORTIE_TANGENTIELLE ; dans le cas contraire, l'arc 90 par défaut (et le point de sortie par défaut des contours fermés) est utilisé.
Rayon tangentiel (Lead radius) (ID : LEAD_RADIUS)
Rayon du mouvement circulaire tangentiel de l'outil en entrée ou en sortie. La valeur par défaut est 0.
Pas tangentiel (Tangent lead step) (ID : TANGENT_LEAD_STEP)
Longueur du mouvement linéaire tangent au mouvement circulaire d'entrée ou de sortie tangentielle. La valeur par défaut est 0.
Pas tangentiel normal (Normal lead step) (ID : NORMAL_LEAD_STEP)
Longueur du mouvement linéaire perpendiculaire à la portion tangente du mouvement d'entrée ou de sortie tangentielle. La valeur par défaut est 0.
Diamètre hélicoïdal (Helical diameter) (ID : HELICAL_DIAMETER)
Vous permet de remplacer le mouvement de plongée entre les tranches pour le fraisage d'ébauche de volume par un mouvement d'entrée hélicoïdal. Le diamètre hélicoïdal est formé par l'extérieur de l'outil lorsqu'il approche le début de la tranche d'ébauche ; l'angle d'inclinaison est défini par la valeur du paramètre ANGLE_RAMPE. Si un axe de point de départ est spécifié, le centre d'hélice se trouve sur la position de l'axe ; si le mouvement hélicoïdal viole le volume de fraisage, le système affiche un message d'avertissement et stoppe l'usinage. Si aucun axe de point de départ n'est spécifié, l'hélice est créée le plus près possible du point de départ de la tranche la plus basse. Pour s'éloigner de l'extrémité de la tranche précédente, l'outil s'éloigne de la surface de la distance définie par DIST_RETRAIT et se déplace horizontalement à la vitesse définie par VITESSE_RETRAIT vers le début de l'entrée hélicoïdale dans la tranche la plus basse. Si vous avez spécifié des parois d'approche pour une séquence CN, le mouvement hélicoïdal n'est pas créé lorsque l'outil se déplace à l'extérieur des parois d'approche ; cependant, si l'outil se déplace à l'intérieur du volume de fraisage, le système utilise l'entrée hélicoïdale. La valeur par défaut de DIAMETRE_HELICOIDAL est "–", auquel cas le mouvement hélicoïdal ne sera pas effectué.
Extension d'approche et de sortie (Approach and exit extension) (ID : APPR_EXIT_EXT)
Ne s'applique qu'au fraisage de volume. Définit la distance maximum entre la périphérie de l'outil et la paroi d'approche du volume de fraisage pour les mouvements d'approche et de sortie d'une tranche.
Trajectoire d'approche et de sortie (Approach and exit path) (ID : APPR_EXIT_PATH)
S'applique au contournage et aux passes de contournage des séquences CN de fraisage de volume. Vous permet d'ajuster la trajectoire d'approche ou de sortie esquissée par le contour du mouvement de l'outil de contournage. Pour la trajectoire d'approche, seule la première portion (du point de départ jusqu'à la première intersection avec le contour de contournage) sera conservée. Pour la trajectoire de sortie, seule la dernière portion (de la dernière intersection avec le contour de contournage jusqu'au point final) sera conservée. Si la trajectoire d'approche/de sortie ne doit pas être ajustée, l'outil suivra la trajectoire entière telle qu'elle est esquissée. Les valeurs possibles sont les suivantes :
• AJUSTER_LES_DEUX (valeur par défaut) : les trajectoires d'approche et de sortie seront toutes deux ajustées.
• AJUSTER_APPROCHE : N'ajuste que la trajectoire d'approche.
• AJUSTER_SORTIE : N'ajuste que la trajectoire de sortie.
• AUCUN_AJUSTEMENT : N'ajuste rien.
1. Trajectoire d'approche
2. Trajectoire d'approche (ajustée)
Hauteur d'approche et de sortie (Approach and exit height) (ID : APPR_EXIT_HEIGHT)
S'applique au fraisage de volume, au fraisage local, au contournage et à la gravure. Vous permet de contrôler la profondeur de la trajectoire d'approche et de sortie spécifiée pendant la construction de tranche. Les options sont les suivantes :
• PROF_DE_COUPE (valeur par défaut) : La trajectoire d'approche/de sortie pour chaque passe (y compris la première/dernière) sera à la profondeur du point de départ/de fin de la passe.
• PLAN_RETRAIT : les mouvements d'approche/de sortie seront au niveau du plan de retrait.
Distance de dépassement (Overtravel distance) (ID : OVERTRAVEL_DISTANCE)
Pour le fraisage en coupe droite 3 axes, spécifie la distance parcourue par l'outil au-delà du contour de la surface, au début et à la fin de chaque passe de coupe.
Distance d'approche (Approach distance) (ID : APPROACH_DISTANCE)
Spécifie la longueur des mouvements d'approche. Pour le surfaçage, ce paramètre spécifie également la distance supplémentaire (par rapport à DEBUT_RECOUVREMENT) parcourue par l'outil au-delà du contour de la surface pour la première passe de chaque tranche. La valeur par défaut est "–", c'est-à-dire 0.
Distance de sortie (Exit distance) (ID : EXIT_DISTANCE)
Spécifie la longueur des mouvements de sortie. Pour le surfaçage, ce paramètre spécifie également la distance supplémentaire (par rapport à FIN_RECOUVREMENT) recouverte par l'outil au-delà du contour de la surface pour la dernière passe de chaque tranche. La valeur par défaut est "–", c'est-à-dire 0.
Vitesse d'avance d'approche (Approach feed rate) (ID : APPROACH_FEED)
Vitesse à laquelle l'outil approche la surface pendant une séquence CN de surfaçage ou un fraisage de trajectoire. La valeur par défaut est "–", auquel cas VITESSE_AVANCE sera utilisé.
Le paramètre VITESSE_APPROCHE pour un fraisage de trajectoire sur 2 axes ne fonctionne que si la valeur du paramètre ENTREE_TANGENTIELLE est définie sur Yes.
Vitesse d'avance de sortie (Exit feed rate) (ID : EXIT_FEED)
Vitesse à laquelle l'outil recouvre l'arête de la surface pendant une séquence CN de surfaçage ou un fraisage de trajectoire. La valeur par défaut est "–", auquel cas VITESSE_AVANCE sera utilisé.
Le paramètre VITESSE_SORTIE pour un fraisage de trajectoire sur 2 axes ne fonctionne que si la valeur du paramètre SORTIE_TANGENTIELLE est définie sur Yes.
Option d'arête de dégagement (Clearance edge option) (ID : CLEARANCE_EDGE)
Spécifie le point de l'outil qui doit être utilisé pour mesurer les mouvements de sortie et de recouvrement lorsque l'outil quitte la matière :
• TALON (valeur par défaut) : Talon de l'outil.
• CENTRE : Centre de l'outil ;
• AVANT_OUTIL : Arête avant de l'outil.
Ne s'applique qu'au surfaçage.
Arête d'entrée (Entry edge) (ID : ENTRY_EDGE)
Spécifie le point d'outil qui doit être utilisé pour mesurer les mouvements d'approche et de recouvrement lorsque l'outil approche la matière :
• AVANT_OUTIL (valeur par défaut) : L'arête principale de l'outil.
• CENTRE : Centre de l'outil ;
• TALON : Talon de l'outil.
Ne s'applique qu'au surfaçage.
Type de mouvement d'approche (Approach motion type) (ID : APPROACH_TYPE)
Vous permet de créer automatiquement un mouvement d'approche pour le filetage à la fraise.
Pour le filetage à la fraise, les valeurs sont :
• RADIAL : Le mouvement d'approche est une ligne droite perpendiculaire au mouvement de coupe. Il est contrôlé par le paramètre DISTANCE_APPROCHE.
• HELICOIDAL : L'outil s'approche du départ du mouvement de coupe avec un mouvement hélicoïdal contrôlé par les paramètres ANGLE_ENTREE et DISTANCE_APPROCHE.
• AUCUN : Aucun mouvement d'approche n'est généré.
Type de mouvement de sortie (Exit motion type) (ID : EXIT_TYPE)
Vous permet de créer automatiquement un mouvement de sortie pour le filetage à la fraise.
Pour le filetage à la fraise, les valeurs sont :
• RADIAL : Le mouvement de sortie est une ligne droite perpendiculaire au mouvement de coupe. Il est contrôlé par le paramètre DISTANCE_APPROCHE.
• HELICOIDAL : L'outil sort du mouvement de coupe avec un mouvement hélicoïdal contrôlé par les paramètres ANGLE_SORTIE et DISTANCE_SORTIE.
• AUCUN : Aucun mouvement de sortie n'est généré.
Angle d'entrée (Entry angle) (ID : ENTRY_ANGLE)
Angle de l'arc créé par le mouvement circulaire de l'outil lors de l'entrée tangentielle. Utilisé pour la création de mouvements d'entrée tangentielle. La valeur par défaut est 90.
Pour le filetage à la fraise, définit l'angle du mouvement d'approche hélicoïdal. Si l'angle est égal à 0, le mouvement hélicoïdal est créé, mais il ne contient qu'un point. Cependant, vous pouvez modifier les paramètres de mouvement pour modifier cela.
Angle de sortie (Exit angle) (ID : EXIT_ANGLE)
Angle de l'arc créé par le mouvement circulaire de l'outil lors de la sortie tangentielle. Utilisé lors de la création de mouvements de sortie tangentielle. La valeur par défaut est 90.
Pour le filetage à la fraise, définit l'angle du mouvement de sortie hélicoïdal. Si l'angle est égal à 0, le mouvement hélicoïdal est créé, mais il ne contient qu'un point. Cependant, vous pouvez modifier les paramètres de mouvement pour modifier cela.
Extension d'entrée de coupe (Cut entry extension) (ID : CUT_ENTRY_EXT)
Pour le fraisage de surface et en roulant, spécifie le mouvement d'entrée par défaut des coupes intermédiaires. Les valeurs correspondent aux types de mouvements d'entrée Chaque coupe (Each Cut) disponibles dans la boîte de dialogue Mvt entrée/sortie (Entry/Exit Move).
Extension de sortie de coupe (Cut exit extension) (ID : CUT_EXIT_EXT)
Pour le fraisage de surface et en roulant, spécifie le mouvement de sortie par défaut des coupes intermédiaires. Les valeurs correspondent aux types de mouvements de sortie Chaque coupe disponibles dans la boîte de dialogue Mvt entrée/sortie (Entry/Exit Move).
Extension d'entrée initiale (Initial entry extension) (ID : INITIAL_ENTRY_EXT)
Pour le fraisage de surface et en roulant, spécifie le mouvement d'entrée par défaut de la première coupe. Les valeurs correspondent aux types de mouvements d'entrée Première coupe disponibles dans la boîte de dialogue Mvt entrée/sortie (Entry/Exit Move).
Extension de sortie finale (Final exit extension) (ID : FINAL_EXIT_EXT)
Pour le fraisage de surface et en roulant, spécifie le mouvement de sortie par défaut de la dernière coupe. Les valeurs correspondent aux types de mouvements de sortie Dernière coupe disponibles dans la boîte de dialogue Mvt entrée/sortie (Entry/Exit Move).
Inverser l'extension d'entrée de coupe (Flip cut entry extension) (ID : CUT_ENTRY_EXT_FLIP)
Inverse la direction de coupe des mouvements d'entrée suivants définis à l'aide du paramètre EXT_ENTREE_COUPE dans une séquence de suivi de trajectoire :
• ENTREE_TANGENTIELLE
• SORTIE_TANGENTIELLE
• NORMAL
• HELICOIDAL
• TANGENT_ARC
Inverser l'extension de la sortie de coupe (Flup cut exit extension) (ID : CUT_EXIT_EXT_FLIP)
Inverse la direction de coupe des mouvements de sortie suivants définis à l'aide du paramètre EXT_SORTIE_COUPE dans une séquence de suivi de trajectoire :
• ENTREE_TANGENTIELLE
• SORTIE_TANGENTIELLE
• NORMAL
• HELICOIDAL
• TANGENT_ARC