Parâmetros de fresamento
Os parâmetros a seguir são específicos para sequências NC de fresamento. Eles são listados em um título correspondente ao nome do ramo ao configurar os parâmetros.
Para ver a descrição dos parâmetros comuns de manufatura, disponível para todos os tipos de sequência NC, consulte o tópico Parâmetros comuns de sequência NC. Para obter a descrição de parâmetros específicos para sequências NC de desbaste e redesbaste, consulte o tópico Parâmetros de fresamento específicos para desbaste e redesbaste. Clique no link apropriado em Consulte também para acessar esses tópicos.
|
|
• Deve-se especificar um valor para todos os parâmetros que têm um default de 1 (isso significa que o valor default não é definido pelo Creo NC).
• As unidades de comprimento dos parâmetros da sequência NC (quando aplicável) são iguais às unidades da peça de trabalho.
|
Opção de corte
SCAN_TYPE
Aplicável para fresamento de volume, superfície, faceamento, cavidade e fresamento em mergulho.
No fresamento de volume, esse parâmetro se refere a forma que uma ferramenta de fresamento escaneia a seção cruzada horizontal de um volume de fresamento e evita ilhas. As opções são:
• TYPE_1 — a ferramenta usina continuamente o volume e se retrai ao encontrar ilhas.
• TYPE_2 — a ferramenta usina continuamente o volume sem retrair-se e circula as ilhas ao encontrá-las.
• TYPE_3 — a ferramenta remove o material das zonas contínuas definidas pela geometria da ilha, usina essas zonas sucessivamente e circula as ilhas. Após finalizar uma zona, a ferramenta pode se retrair para usinar as zonas restantes. É recomendado que o parâmetro ROUGH_OPTION para TYPE_3 seja definido como ROUGH_&_PROF.
• TYPE_SPIRAL — gera um caminho de corte espiral.
• TYPE_ONE_DIR — a ferramenta corta somente em uma direção. No final de cada passagem de corte, ela se retrai e retorna para o lado oposto da peça de trabalho, para iniciar o próximo corte na mesma direção. Evita as ilhas do mesmo modo que o TYPE_1.
• TYPE_1_CONNECT — a ferramenta corta somente em uma direção. No fim de cada passada de corte, ela se retrair, volta rapidamente ao ponto inicial da passada atual, entra no eixo Z e se move para o início da próxima passada. Se houver uma parede adjacente no início das passadas de corte, o movimento de conexão segue o perfil da parede para evitar sobrecortes.
• CONSTANT_LOAD — realiza o desbaste em alta velocidade (com ROUGH_OPTION definido como ROUGH_ONLY) ou criação de perfil (com ROUGH_OPTION definido como PROF_ONLY).
• SPIRAL_MAINTAIN_CUT_TYPE — gera um caminho de corte em espiral com conexões de arco reverso entre os cortes. Quando um corte é finalizado, a ferramenta arca para o próximo corte, revertendo a direção do corte para manter o tipo de corte em relação ao material restante (CONCORDANTE ou CONVENCIONAL). Essa é uma opção de usinagem de alta velocidade, que minimiza retrações.
• SPIRAL_MAINTAIN_CUT_DIRECTION — gera um caminho de corte em espiral com conexões em forma de S entre os cortes. Quando um corte é finalizado, a ferramenta se conecta em S no próximo corte, mantendo a direção de corte, o que resulta no tipo de corte em relação ao material restante mudando entre os cortes (de CONCORDANTE para CONVENTIONAL e de volta). Essa é uma opção de usinagem de alta velocidade, que minimiza retrações.
• FOLLOW_HARDWALLS — a forma de cada corte segue a forma das paredes do volume, mantendo o ajuste fixo entre os respectivos pontos de dois cortes sucessivos. Se os cortes forem fechados, há conexões em forma de S entre os cortes.
A ilustração a seguir mostra os tipos de escaneamento de fresamento de volume.

1. TYPE_1
2. TYPE_SPIRAL
3. TYPE_2
4. TYPE_3
5. TYPE_ONE_DIR
6. TYPE_1_CONNECT
Para fresamento convencional:
• TYPE_1 — a ferramenta usina continuamente as superfícies selecionadas e se retrai ao encontrar ilhas.
• TYPE_3 — se as superfícies selecionadas forem divididas em zonas, a ferramenta usinará completamente uma zona antes de passar para a próxima.
Para fresamento de superfície por isolinhas:
• TYPE_1 — a ferramenta usina continuamente as superfícies selecionadas e se retrai ao encontrar ilhas.
• TYPE_2 — a ferramenta usina continuamente as superfícies selecionadas e circula as ilhas ao encontrá-las.
• TYPE_3 — se as superfícies selecionadas forem divididas em zonas, a ferramenta usinará completamente uma zona antes de passar para a próxima.
• TYPE_ONE_DIR — a ferramenta corta somente em uma direção. No final de cada passagem de corte, ela se retrairá e retornará para o lado oposto da peça de trabalho, para iniciar o próximo corte na mesma direção.
Para fresamento de superfície de linha de corte:
• TYPE_1 — a ferramenta se move para frente e para trás ao longo das linhas de corte geradas.
• TYPE_3 — se as superfícies selecionadas forem divididas em zonas, a ferramenta usinará completamente uma zona antes de passar para a próxima.
• TYPE_SPIRAL — a ferramenta faz a primeira passada de corte na metade entre as linhas de corte inicial e final. As seguintes passadas serão feitas alternadamente à direita e à esquerda da primeira passada.
• TYPE_ONE_DIR — a ferramenta corta somente em uma direção. No final de cada passagem de corte, ela se retrai e retorna para o lado oposto da peça de trabalho, para iniciar o próximo corte na mesma direção.
• TYPE_HELICAL — (disponível somente se o parâmetro CUTLINE_TYPE estiver definido como FLOWLINES). A ferramenta se move ao longo de uma hélice. Válido somente para usinagem de linha de corte fechada. O caminho de ferramenta resultante é mostrado na ilustração a seguir.
1. Linha de corte inicial (o limite da superfície superior)
2. Linha de corte final (o limite da superfície inferior)
Para fresamento de superfície de cortes projetados, os tipos de escaneamento são os mesmos do fresamento de volume (exceto TYPE_1_CONNECT e CONSTANT_LOAD). Referem-se a maneira em que o padrão planificado do caminho da ferramenta é criado.
Para fresamento periférico:
• TYPE_1 – a ferramenta se move para frente e para trás entre as superfícies sendo usinadas.
• TYPE_ONE_DIR — a ferramenta corta somente em uma direção. No final de cada passagem de corte, ela se retrai e retorna para o lado oposto da peça de trabalho, para iniciar o próximo corte na mesma direção.
• TYPE_HELICAL — a ferramenta se move ao longo de uma hélice. Válido somente para um loop fechado de superfícies.
Para faceamento:
• TYPE_1 — a ferramenta realiza passadas de corte paralelas, movendo-se para frente e para trás ao longo da face selecionada. Se a face selecionada consistir em várias zonas, a ferramenta as ignora e se move em todo o comprimento da peça de trabalho.
• TYPE_3 — se a face selecionada consistir em várias zonas, a ferramenta máquinas uma região, movendo e para trás em passos de corte paralelos, em seguida, cancela e move para a próxima região.
• TYPE_SPIRAL — a ferramenta faz a primeira passada de corte no meio da superfície. As seguintes passadas serão feitas alternadamente à direita e à esquerda da primeira passada.
• TYPE_ONE_DIR — a ferramenta corta somente em uma direção. No final de cada passagem de corte, ela se retrai e retorna para o lado oposto da peça de trabalho, para iniciar o próximo corte na mesma direção.

1. TYPE_1
2. TYPE_3
Para criação de cavidade, os tipos de escaneamento são os mesmos do fresamento de volume (exceto TYPE_1_CONNECT e CONSTANT_LOAD). Referem-se a forma que a ferramenta escaneia a parte inferior da cavidade.
Para fresamento em mergulho, não é possível mudar o tipo de escaneamento quando a ferramenta tiver Insert_Width menor que o Cutter_Diam/2. Para uma ferramenta plana regular, os seguintes tipos de escaneamento estão disponíveis:
• TYPE_3 — usina completamente uma região antes de se mover para a próxima.
• TYPE_SPIRAL — gera um caminho de corte espiral.
• TYPE_ONE_DIR — corta somente em uma direção. No final de cada passagem de corte, ela retorna para o lado oposto da peça de trabalho, para iniciar o próximo corte na mesma direção.
CONNECT_OPTION
Controla as conexões em cortes interrompidos. Para uma sequência de fresamento de linha de corte, as opções são as seguintes:
• NOT_OPTIMIZE (default) — O caminho da ferramenta segue a forma dos obstáculos e pode retrair-se durante os cortes.

• FORCE_RETRACT — A ferramenta retrai-se à distância de segurança especificada quando encontra obstáculos.

ROUGH_OPTION
Controla se uma passada de criação de perfil ocorre durante uma sequência NC de fresamento de volume. As opções são:
• ROUGH_ONLY — cria uma sequência NC sem criação de perfil.
• ROUGH_&_PROF — cria uma sequência NC que faz o corte de desbaste no volume de fresamento e, em seguida, cria o perfil das superfícies do volume.
• PROF_&_ROUGH — primeiro cria perfis das superfícies do volume e, em seguida, faz o corte de desbaste no volume.
• PROF_ONLY — somente a criação de perfil é feita. Com a opção SCAN_TYPE definida como CONSTANT_LOAD, essa opção cria uma conexão em S entre duas fatias em relação ao PROFILE_CONNECT_ANGLE, o qual o usuário pode controlar.
• ROUGH_&_CLEAN_UP – as paredes do volume são limpas sem criar uma passada de criação de perfil. Se o parâmetro SCAN_TYPE estiver definido como TYPE_3, a conexão horizontal se move dentro de cada fatia e seguirá as paredes do volume. Se SCAN_TYPE for definido como TYPE_ONE_DIR, a ferramenta seguirá as paredes do volume verticalmente, durante o mergulho e retração. Para TYPE_ONE_DIR, a ferramenta se retrai para o nível da fatia anterior; no entanto, ela não se moverá para os lados por mais que (STEP_DEPTH + CUTTER_DIAM/2), em relação à fatia atual.
• POCKETING — perfila as paredes do volume e dá acabamento em todas as superfícies planares dentro do volume que sejam paralelas ao plano de retração (parte superior da ilha e parte inferior do volume). As arestas abertas das faces planares são fresadas de acordo com o valor do parâmetro POCKET_EXTEND.
• FACES_ONLY — dá o acabamento apenas nas superfícies planares dentro do volume que sejam paralelas ao plano de retração (parte superior da ilha e parte inferior do volume). As arestas abertas das faces planares são fresadas de acordo com o valor do parâmetro POCKET_EXTEND.
Um caminho da ferramenta semelhante ao ROUGH_&_CLEAN_UP com TYPE_ONE_DIR pode ser obtido usando o fresamento convencional de 3 eixos com ROUGH_STEP_DEPTH. |
A ilustração a seguir mostra o caminho da ferramenta de corte dependendo do ROUGH_OPTION.

1. ROUGH_ONLY
2. PROF_ONLY
3. Criação de perfil depois do corte de desbaste
4. Primeira criação de perfil
5. ROUGH_&_PROF
6. PROF_&_ROUGH

1. ROUGH_&_CLEAN_UP com TYPE_3
2. ROUGH_&_CLEAN_UP com TYPE_ONE_DIR
A ilustração a seguir mostra o caminho da ferramenta do parâmetro ROUGH_&_CLEAN_UP com TYPE_ONE_DIR.

1. Caminho da ferramenta
2. STEP_DEPTH
3. Paredes do volume de fresamento (vista lateral)
4. STEP_DEPTH + CUTTER_DIAM/2
POCKET_EXTEND
Define o posicionamento da ferramenta duranta a usinagem das arestas abertas das faces planares dentro de um volume (por exemplo, parte superior da ilha). Os valores são:
• TOOL_ON (default) — a ferramenta para quando o seu centro atinge o limite da face.
• TOOL_TO — a ferramenta para quando a sua arestade ataque atinge o limite da face.
• TOOL_PAST — a ferramenta para quando o seu canto inferior atinge o limite da face.
• Esse parâmetro funciona somente com a janela de fresamento. Certifique-se de especificar a opção Fora do contorno da janela na aba Opções de  Janela de fresamento. Janela de fresamento.• Esse parâmetro é aplicável quando ROUGH_OPTION é definido como POCKETING ou FACES_ONLY. |
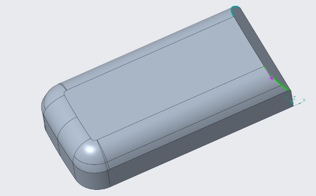
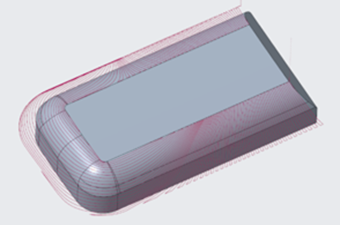
TRIM_TO_WORKPIECE
No volume de fresamento, se definido como FULL_TRIM, limita o volume de fresamento para dentro dos limites da peça de trabalho, para evitar usinagem em vazio. Se definido como TRIM_TO_TOP (default), o recorte será feito somente na direção Z.
• Não defina TRIM_TO_WORKPIECE para FULL_TRIM se a peça de trabalho possuir contrassaídas. • Quando for feito um ajuste ou esboço do volume intencionalmente depois dos limites da peça de trabalho (como mostrado na ilustração a seguir), certifique-se de definir TRIM_TO_WORKPIECE para TRIM_TO_TOP. |

1. Volume de fresamento (com ajuste)
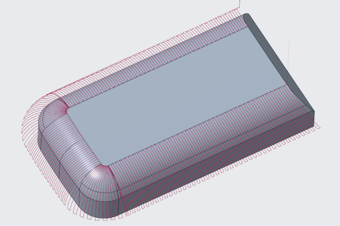
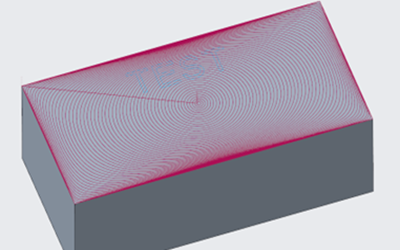
No fresamento de face e convencional de 3 eixos, se definidos para YES (o default é NO), a ferramenta usina uma zona da peça de trabalho antes de ir para a próxima. O caminho da ferramenta real depende do valor do parâmetro SCAN_TYPE. A ilustração a seguir mostra o facemanto com SCAN_TYPE definido como TYPE_ONE_DIR.

1. TRIM_TO_WORKPIECE NO
2. TRIM_TO_WORKPIECE YES
CUT_DIRECTION
Para o fresamento de volume, é permitido reverter a direção do movimento da ferramenta dentro de uma fatia. Os valores são STANDARD e REVERSE.
Para o fresamento de perfil, o valor STANDARD (default) usina as superfícies selecionadas de cima para baixo, ou seja, começando com a fatia superior; o valor REVERSE de baixo para cima, ou seja, começando com a fatia inferior.
STEPOVER_ADJUST
Se definido para YES (default), ajusta a distância do passo lateral (definida pelos parâmetros STEP_OVER e NUMBER_PASSES) para facilitar o início e fim do caminho de corte para uma passada próxima às arestas. A distância do passo lateral ajustado não excede a original. Se definido como NO, a distância do passo lateral será exatamente conforme definido pela combinação dos parâmetros STEP_OVER e NUMBER_PASSES.
1. STEPOVER_ADJUST NO
2. STEPOVER_ADJUST YES
CUT_TYPE
Combinado com SPINDLE_SENSE, controla onde o material é relativo à ferramenta quando ela está removendo o material durante a as sequências NC de criação de perfil ou fatias; as fatias inferiores, tais como fresamento de cavidade, não são afetadas por esse parâmetro. As opções são CLIMB, UPCUT e ZIG_ZAG. As combinações possíveis e o caminho da ferramenta resultante são:
• CLIMB e CW: guilhotina à esquerda (default).
UPCUT e CW: guihotina à direita.
• UPCUT e CCW: guilhotina à esquerda.
CLIMB e CCW: guilhotina à direita.
• ZIG_ZAG: a direção de corte muda em cada fatia.
O parâmetro CUT_TYPE para fresamento de volume pode ser especificado quando ROUGH_OPTION for especificado como ROUGH_&_PROF, PROF_&_ROUGH ou PROF_ONLY, ou SCAN_TYPE for TYPE_SPIRAL. |
Para fresamento local, há uma opção adicional NONE, que faz com que a ferramenta se mova para frente e para trás ao limpar o material.
Para fresamento de perfil, a opção ZIG_ZAG pode ser usada para a criação de perfil de contornos abertos. Ela fornece conexão do tipo laço entre as fatias, enquanto CLIMB e UPCUT fazem a ferramenta retrair e percorrer rapidamente para o começo da próximo fatia.

1. CUT_TYPE CLIMB
2. CUT_TYPE ZIG_ZAG
Para fresamento convencional de 3 eixos, CUT_TYPE, combinado com SPINDLE_SENSE e CUT_DIRECTION, controla o ponto inicial e a direção da usinagem da superfície. O parâmetro LACE_OPTION deve ser definido como NO.
PLUNGE_PREVIOUS
Para fresamento de volume com SCAN_TYPE TYPE_3, determina onde a ferramenta entra no eixo Z ao começar a usinagem de uma nova zona:
• YES — a ferramenta entra no eixo Z de uma zona anteriormente usinada e, em seguida, move-se para a nova zona.
• NO (default) — a ferramenta entra no eixo Z da nova zona.
FIX_SKIPPED_SLICES
Por default (NO), se o Creo NC não pucer criar uma fatia em determinada profundidade Z durante o fresamento de um volume (por exemplo, devido a problemas de geometria), essa fatia será ignorada e a ferramenta irá para a próxima fatia. Se esse parâmetro estiver definido como YES, sempre que uma fatia não puder ser criada, o Creo NC gerará a próxima fatia e a repetirá no nível da fatia ignorado. Em outras palavras, se uma fatia não puder ser criada, a próxima fatia será repetida duas vezes: no nível Z da fatia ignorada e no seu próprio nível Z. O sistema emite um alerta toda vez que uma fatia não puder ser gerada.
LACE_OPTION
Para acabamento, fresamento convencional, face e usinagem de linha de corte, controla se a ferramenta se retrai no fim de uma passada de corte (conforme mostrado na ilustração a seguir). Se definido como NO (que é o default para o fresamento convencional), a ferramenta se retrai depois de cada corte, de forma que todos os cortes fiquem na mesma direção. Outros valores fazer a ferramenta cortar para frente e para trás, bem como especificam a forma de conexão entre os pontos finais dos cortes adjacentes:
• Se definido como LINE_CONNECT, os pontos finais adjacentes são conectados por segmentos de linha reta. LINE_CONNECT é o default para usinagem de linha de corte e de acabamento.
• A opção CURVE_CONNECT, disponível somente para fresamento convencional, usa um algoritmo mais complexo (e de funcionamento mais lento) que leva em consideração a geometria da peça de referência. Se LACE_OPTION estiver definido como CURVE_CONNECT, a ferramenta seguirá a geometria dos obstáculos que de outra forma poderiam interromper a passada de corte. Somente use CURVE_CONNECT se LINE_CONNECT causar sobrecortes.
• A opção ARC_CONNECT está disponível para fresamento convencional de 3 eixos e fresamento de face. Isso fornece uma conexões suaves semelhantes a arcos entre as passadas de corte adjacentes. As passadas de corte são reduzidas, conforme necessário, para acomodar os movimentos de conexão de foram que a ferramenta permaneça dentro dos limites da superfície. Os sobrecortes são automaticamento eliminados pelas conexões. Use esta opção para usinagem de alta velocidade.
• Se definido como LOOP_CONNECT, os pontos finais adjacentes são conectados por loops verticais, com a ferramenta deixando e acessando o material tangente à superfície sendo usinada.
Se definir LACE_OPTION como LINE_CONNECT para o fresamento convencional de 3 eixos, o sistema automaticamente elimina o sobrecorte dos movimentos de conexão e alterna o valor para CURVE_CONNECT se LINE_CONNECT estiver causando o sobrecorte. Nas sequências NC de 4 e 5 eixos, se LINE_CONNECT causar sobrecortes, a ferramenta se retrairá. Para evitar essas retrações, use CURVE_CONNECT. |
1. LACE_OPTION\ \ NO
2. LACE_OPTION\ \ LINE_CONNECT
ALLOW_NEG_Z_MOVES
Se definido para NO, elimina os movimentos Z negativos para sequências NC de fresamento convencional de 3 eixos. O default é YES. Se definir o ALLOW_NEG_Z_MOVES como NO, também será preciso definir SCAN_TYPE TYPE_1 e LACE_OPTION como NO. A ilustração a seguir mostra um exemplo de um caminho da ferramenta com ALLOW_NEG_Z_MOVES definido como NO.

RETRACT_OPTION
Controla o número e o nível de retrações no fresamento de volume, desbaste e redesbaste.
No fresamento de volume, os valores são:
• OPTIMIZE (default) — minimiza o número de retrações sem minimizar a altura. A ferramenta se retrai para o nível do plano intermediário de retração, se especificado para sequência NC, caso contrário, para o nível do plano de retração.
• NOT_OPTIMIZE — A guilhotina se retrai entre as duas fatias se a segunda fatia não começar diretamente abaixo do local atual da guilhotina. Ele também se retrai entre a passada de desbaste e perfil em uma fatia se ROUGH_OPTION for ROUGH_&_PROF ou PROF_ &_ROUGH. Especifique NOT_OPTIMIZE se OPTIMIZE causar sobrecortes. A ferramenta se retrai ao nível do plano de retração ou do movimento intermediário de retração.
• SMART — minimiza o número e a altura das retrações. Para cada retração intermediária dentro da sequência NC, o sistema calcula um nível seguro para a ferramenta percorrer até a nova posição. Esse nível seguro é determinado como o nível da fatia mais baixa sem obstruções no caminho da ferramenta, além do valor PULLOUT_DIST, se especificado.
Se o caminho de aproximação ou saída for especificado para cada fatia usando a construção de corte, o parâmetro RETRACT_OPTION será ignorado. |
No desbaste e redesbaste, os valores são:
• SMART (default) — Minimiza o número e a altura das retrações. Para cada retração intermediária dentro da sequência NC, o sistema calcula um nível seguro para a ferramenta percorrer até a nova posição. Esse nível seguro é determinado como o nível da fatia mais baixa sem obstruções no caminho da ferramenta, além do valor PULLOUT_DIST, se especificado.
• SEMPRE — a ferramenta se retrai para o plano de retração após cada fatia.
GOUGE_AVOID_OPTION
No fresamento de superfície, periférico e de linha de corte, especifica se a ferramenta irá se retrair para evitar sobrecortes:
• RETRACT_TOOL — a ferramenta pode se retrair entre os cortes.
• LIFT_TOOL — o número de retrações entre os cortes será minimizado.
• PROJECT_TOOL — o caminho da ferramenta é projetado em superfícies ou geometria. Essa opção é usada para o fresamento helicoidal de 3 eixos onde a geometria da superfície possui mudanças rápidas na topologia e no fresamento de 5 eixos onde um ponto de articulação ou eixo controla o eixo da ferramenta.
Essa é a opção defaul no fresamento de linha de corte. Um caminho da ferramenta sem sobrecortes será criado.
• NONE — use essa opção no fresamento de linha de corte se precisar de um caminho da ferramenta normal com sobrecortes.
GOUGE_AVOID_TYPE
Para criação de perfil de 3 eixos: TIP_&_SIDES (default) fará o sistema detectar contrassaídas quando eliminar sobrecortes do caminho da ferramenta. Se desejar usinar uma contrassaída, defina GOUGE_AVOID_TYPE para TIP_ONLY. Para criação de perfil de 5 eixos: se definido como TIP_&_SIDES, o sistema elimina os sobrecortes em relação à ferramenta inteira (conforme definido pelos parâmetros da ferramenta). A ferramenta se retrairá se uma sobressaída for detectada. O padrão é TIP_ONLY e, nesse caso, o sistema não detecta sobressaídas.
A configuração do GOUGE_AVOID_TYPE não pode ser alterada ao modificar os parâmetros. Utilize o comando Redefinir. |
REMAINDER_SURFACE
Aplicável para sequências NC de fresamento convencional e isolinhas de 3 eixos e sequências NC de fresamento de superfície de linha de corte. Se for definido como YES (o default é NO), o sistema gerará uma superfície que representa o material restante (a ser removido por uma sequência NC de fresamento local subsequente). Essa superfície pertence à sequência NC atual e será regenerada mediante a regeneração do caminho da ferramenta.
A superfície restante será gerada com base no valor do parâmetro SCALLOP_HGT. |
AUTO_SYNCHRONIZE
Aplicável somente para fresamento de superfície da linha de corte. Se definido como YES (default), o sistema tentará usar as arestas cruzando todas as linhas de corte selecionadas como linhas de sincronização. Se não for satisfatório, defina AUTO_SYNCHRONIZE como NO e especifique as linhas de sincronização ou sincronize os pontos manualmente.
AUTO_INNERCUTLINE
Aplicável somente para fresamento de linha de corte. Se definido como YES, o sistema tentará usar as arestas cruzando todas as linhas de sincronização especificadas como linhas de corte internas. O default é NO.
Quando definido como YES, esse parâmetro automaticamente inclui linhas de corte invisíveis adicionais entre as linhas de corte definidas pelo usuário nas superfícies de usinagem selecionadas. Como resultado, o caminho da ferramenta fica mais consistentemente paralelo às linhas de corte definidas pelo usuário. Isto elimina a necessidade de configurar mais linhas de corte definidas pelo usuário, poupando tempo
Por exemplo, a imagem a seguir exibe referências de usinagem selecionadas:
A linha de corte 1 e a linha de corte 2 definidas pelo usuário são exibidas na imagem a seguir:
Quando AUTO_INNERCUTLINE é definido como NO:
Quando AUTO_INNERCUTLINE é definido como YES:
AUTO_OUTERCUTLINE
Aplicável somente para fresamento de linha de corte. Quando a caixa de seleção Linha de corte automática está marcada na aba Linhas de corte, Linha de corte externa e Linha de corte interna são automaticamente geradas.
Esse parâmetro define a forma do caminho da ferramenta para Linha de corte interna.
Os valores são os seguintes:
• CIRCLE (default) — O caminho da ferramenta começa ao ajustar o limite da linha de corte externa e termina com um círculo.
• OFFSET — O caminho da ferramenta começa ao ajustar o limite da linha de corte externa e termina com a forma do limite da linha de corte externa.

CUTLINE_TYPE
Aplicável somente para fresamento de superfície da linha de corte. Permite selecionar qual algoritmo que o sistema usará quando calcular a distribuição das linhas de corte. Os valores são:
• BLEND — o sistema usa uma combinação de limites da superfície para gerar as linhas de corte.
• FLOWLINES (default) — o sistema usa um método de análise de elemento finito para processar as superfícies selecionadas para o fresamento e gerar as linhas de corte.
CUTLINE_EXT_TYPE
Aplicável somente para fresamento de superfície da linha de corte. Especifica como o sistema controla quando uma linha de corte não se estende por todo o comprimento da superfície selecionada para usinagem. Os valores são:
• BOUNDARY (default) — o sistema tentará estender as linhas de corte até o limite da superfície.
• NONE — a usinagem será limitado ao comprimento das linhas de corte especificadas.
1. Superfície selecionada para usinagem
2. Linha de corte inicial
3. Linha de corte final
4. CUTLINE_EXT_TYPE\ \ BOUNDARY
5. CUTLINE_EXT_TYPE\ \ NONE
AXIS_DEF_CONTROL
Aplicáveis ao fresamento por trajetória e de superfície de linha de corte de 5 eixos, bem como ao fresamento periférico.
Para o fresamento periféricoe fresamento de superfície de linha de corte de 5 eixos, os valores são:
• USE_SURF_NORMS (default) — o normal de superfície usado para determinar a orientação do eixo da ferramenta, ou seja, qualquer definição de eixo especificada pelo usuário fornece um arco líder localizado e um ângulo de inclinação que são aplicados ao normal da superfície sendo usinada.
• IGNORE_SURF_NORMS — o normal da superfície é ignorado e a orientação do eixo da ferramenta será uma interpolação restrita das definições de eixo especificadas pelo usuário. Não está disponível para fresamento periférico a partir das isolinhas da superfície.
Para o fresamento por trajetória de 5 eixos, esse parâmetro é usado para movimentos de corte automático criados usando o comando Superfícies. Outra maneira de especificar as definições de eixo é por meio do comando Controle do eixo no menu SETUP DO MOVIMENTO DE CORTE. O parâmetro AXIS_DEF_CONTROL especifica o tipo de aproximação entre as definições dos eixos explícitos. Os valores são:
• RELATIVE_TO_DRIVE_SURFACE (default) – conserva o arco líder e a inclinação do eixo da ferramenta relativos ao normal de superfície para cada eixo explícito definido nos locais na superfície. Como a ferramenta se move entre as definições de eixos explícitos, o sistema calcula uma média do ângulo do arco líder/inclinação por meio da interpolação linear entre a última definição de eixo explícito e a próxima definição de eixo explícito. Essa média é aplicada em relação ao normal de superfície no local atual. Esse método pode ser usado para gerar os caminhos da ferramenta de inclinação/arco líder variáveis quando for necessário um controle preciso do eixo. Um exemplo seria aplicar esse controle para se certificar de que a ferramenta e o porta-ferramenta podem atravessar um canal estreito da geometria de peça.
• PROJECT_ON_DRIVE_SURFACE — conserva o arco de aproximação do eixo da ferramenta relativo ao normal de superfície para cada eixo explícito definido nos locais da superfície. Como a ferramenta se move entre as definições de eixos explícitos, o sistema calcula uma média do ângulo de aproximação por meio da interpolação linear entre a última definição de eixo explícito e a próxima definição de eixo explícito. Essa média é aplicada no local atual e o eixo da ferramenta é projetado à superfície tornando o componente de inclinação em 0. Esse método pode ser usado para gerar caminhos da ferramenta que têm um ângulo de aproximação variável controlado pelo usuário, mas mantém o corte com o lado da ferramenta.
• FROM_AXES_AND_DRIVE_SURFACE — este método é apropriado quando um conjunto de superfícies tem algumas superfícies não desenvolvíveis. Nessas áreas não desenvolvíveis, o caminho da ferramenta pode ser imprevisível, portanto, é desejável substituir os defaults do sistema por meio da especificação das definições de eixos explícitos. O sistema derivará todos os outros vetores da ferramenta a partir do limite da superfície. Os eixos da ferramenta serão interpolados usando a mesma regra do RELATIVE_TO_DRIVE_SURFACE.
• AXIS_LINEAR_APPROXIMATION — a orientação da ferramenta é uma aproximação linear das definições de eixos explícitos.
• AXIS_LEAD_ANGLE_APPROXIMATION — a orientação da ferramenta é uma interpolação dos ângulos de aproximação na trajetória.
• PROJECT_FROM_AXES — esse método funciona como uma combinação do FROM_AXES_AND_DRIVE_SURFACE e PROJECT_ON_DRIVE_SURFACE. É possível especificar as definições de eixos explícitos e o sistema derivará os vetores da ferramenta intermediária a partir do limite da superfície. Posteriormente, projetará todas as definições de eixos para a superfície guia.
LEADING_EDGE_MACHINING
Se definido para YES (o default é NO), garante que a ferramenta sempre corte com a aresta de ataque, mesmo em áreas com alta curvatura, enquanto mantém contato com a superfície guia. Aplicável para fresamento por trajetória de 5 eixos usando a opção Superfícies. Particularmente útil em usinagem de palheta de turbina.
USE_VARIABLE_TILT
Se definido como YES (o default é NO), a ferramenta irá se inclinar para evitar sobrecortes. Disponível somente para fresamento periférico.
IGNORE_RULINGS
Se definido como NO (default), a ferramenta será paralela às linhas de controle durante a usinagem de superfícies controladas. Se definido como YES, a ferramenta ignorará as linhas de controle das superfícies controladas. Disponível somente para fresamento periférico.
4X_LEAD_RANGE_OPT
Se definido como YES (o default é NO), o sistema tentará usar o ângulo de aproximação variável para evitar sobrecortes. Ou seja, se ocorrer sobrecortes com o 4X_LEAD_ANGLE especificado, o sistema tentará usar outro ângulo no intervalo entre 4X_MIN_LEAD_ANGLE e 4X_MAX_LEAD_ANGLE. Aplicável somente para fresamento de 4 eixos.
FOLLOW_TOP_EDGE_3AX
No fresamento por trajetório de 3 eixos, permite usinar a aresta superior de uma saliência ou furo com uma ferramenta cônica (SIDE_ANGLE > 0). Se definido como YES (o default é NO), o sistema calculará automaticamente o ajuste necessário no plano XY para a ferramenta (1) seguir a aresta superior da saliência (2) ou furo com sua lateral, conforme mostrado no seguinte diagrama esquemático.
CUSTOMIZE_AUTO_RETRACT
Se definido como NO (o default é YES), a ferramenta não executará a retração automática ao seguir o caminho da ferramenta default.
SLICE_PATH_SCAN
Define a ordem de várias passadas de usinagem em várias profundidades de passos (fatias). Os valores são:
• PASS_BY_PASS — depois de completar o primeiro passo da primeira fatia, passa para o primeiro passo da segunda fatia e assim por diante. Depois de completar o primeiro passo da última fatia, passa para a segunda passada da primeira fatia, continuando até completar a última passada da última fatia.
• SLICE_BY_SLICE — completa todas as passadas dentro de uma fatia antes de ir para a próxima fatia.
CONNECTION_TYPE
Controla as retrações da ferramenta intermediária para o fresamento por trajetória de 2 eixos e de 3 eixos com vários passos e vários passadas. Os valores são:
• RETRACT (default) — ao final de um corte intermediário, a ferramenta se retrai, move-se ao longo do plano de retração e entra no eixo Z no início do próximo corte.
• Z_LAST — no final de um corte intermediário, a ferramenta se move primeiro no plano XY e, em seguida, ao longo do eixo Z até o início do próximo corte.
• Z_FIRST — no final de um corte intermediário, a ferramenta se move primeiro ao longo do eixo Z e, em seguida, no plano XY até o início do próximo corte.
• SIMULTANEOUS — A ferramenta move-se diretamente do final do corte anterior até o início do próximo corte.
• AUTO_CONNECT — ao final de um corte intermediário, a ferramenta se retrai ao longo de Z_FIRST ou Z_LAST, dependendo se o ponto inicial estiver abaixo ou acima do ponto final anterior.
A opção AUTO_CONNECT somente é visível para sequências NC de fresamento por trajetória de 2 eixos. |
OPTIMIZE_LINKS
Se definido como YES (o default é NO), a ferramenta considera a menor distância para movimento a partir do final de uma curva até o início de outra curva de acordo com a ordem de seleção especificada. Por exemplo:
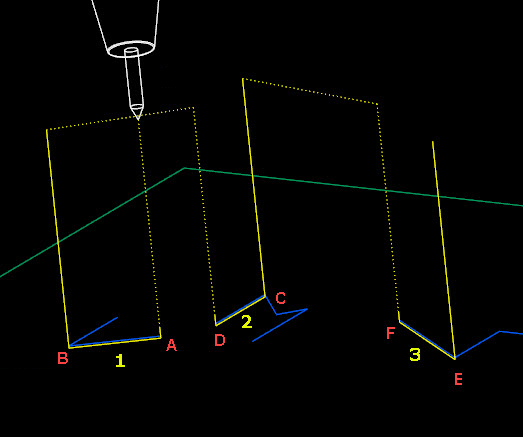
A ordem de seleção é 1, 2 e 3. A ordem de usinagem é A, B, D, C, F e E.
Se definido como NO, o comportamento de legado é mantido. Por exemplo:
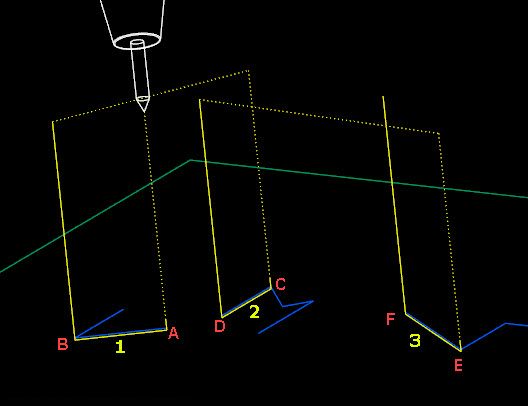
A ordem de seleção é 1, 2 e 3. A ordem de usinagem é A, B, C, D, E e F.
MACHINING_ORDER
Para fresamento local pela ferramenta anterior, especifica a ordem de remoção do material restante nos cantos e nas superfícies. Os valores são:
• CORNERS_FIRST (default) — remova o material restante nos cantos e continua a limpeza das superfícies.
• SURFACES_FIRST — limpa as superfícies e depois remove o material restante nos cantos.
• CORNERS_ONLY — remova o material restante nos cantos e não usina as superfícies.
• SURFACES_ONLY — limpa as superfícies e não usina os cantos.
SURFACE_CLEANUP
Para fresamento local pela ferramenta anterior, especifica se a limpeza das superfícies será feita em uma única passada ou em incrementos de profundidade de passo. Os valores são:
• SINGLE_DEPTH (default) — a ferramenta faz uma passada de corte na parte inferior da superfície.
• MULTI_DEPTH — a ferramenta faz várias passadas de corte, removendo o material em incrementos de profundidade de passo. É preciso especificar um valor para o parâmetro STEP_DEPTH.
CORNER_CLEANUP
Para fresamento local pela ferramenta anterior, especifica como os cantos serão usinados. Os valores são:
• Z_PLANE_CUTS (default) — remove o material nos cantos usando a usinagem de 2.5 eixos.
• CONTOUR — remove o material nos cantos usando uma série de cortes verticais.
RETRACT_TRANSITION
Para fresamento de volumes de alta velocidade, bem como para desbaste e redesbaste, especifica como as transições da ferramenta entre um movimento de retração vertical e um movimento completo (um movimento horizontal no plano de retração ou no nível do plano intermediário de retração) e, em seguida, entre um movimento intermediário de retração e movimento de entrada no eixo Z vertical. Os valores são:
• CORNER_TRANSITION (default) — os movimentos vertical e horizontal estão em um ângulo entre si.
• ARC_TRANSITION — os movimentos vertical e horizontal são conectadas por um arco tangente. Assim, a ferramenta não precisa dmininuir a velocidade ou parar ao mudar de direção na usinagem de alta velocidade. O raio do arco de transição é definido pelo valor do parâmetro RETRACT_RADIUS. O arco inicia acima do nível do plano intermediário de retração, portanto, os movimentos intermediários de rertração horizontais são produzidos no RETRACT_RADIUS acima do plano de retração ou no nível do plano intermediário de retração.
RETRACT_RADIUS
Especifica o raio do arco de transição (se o parâmetro RETRACT_TRANSITION for definido como ARC_TRANSITION). O default é um traço (-). Se RETRACT_TRANSITION for definido para ARC_TRANSITION, será preciso especificar um valor do RETRACT_RADIUS.
TRIM_TOOLPATH_ON_HOLDER
No desbaste, redesbaste e acabamento, se definido como YES e se HOLDER_DIAMETER e HOLDER_LENGTH estão definidos, o caminho da ferramenta é dividido em zonas de colisão e de não colisão.
1. Zona de não colisão
2. Zona de colisão
Na zona de colisão, o porta-ferramenta colide com a peça de referência, enquanto na zona de não colisão, não há nenhuma colisão. O caminho da ferramenta resultante é a combinação de todas as zonas de não colisão.
Durante o desbaste, algumas porções da peça de trabalho não são usinadas devido a remoção das zonas de colisão do caminho da ferramenta. Essas porções serão usinadas durante o redesbaste. |
Se definido como NO, o caminho da ferramenta não será dividido com base na colisão, ou seja, a ferramenta passa o caminho da ferramenta inteiro, ignorando a colisão entre o porta-ferramenta e a peça de trabalho. O valor default é NO.
CALCULATE_MIN_TOOL_LENGTH
No desbaste, redesbaste e acabamento, se definido como YES e se HOLDER_DIAMETER e HOLDER_LENGTH estão especificados, é calculado o comprimento mínimo da ferramenta requerido para evitar qualquer colisão. Após o cálculo do caminho da ferramenta, esse comprimento mínimo será exibido na janela de mensagem.
Se definido como NO, o comprimento da ferramenta mínimo não será calculado. O valor default é NO.
HOLDER_CLEARANCE
Em conjunto com qualquer folga de matéria definida, especifica a distância mínima permitida entre o porta-ferramenta e a superfície usinada se HOLDER_DIAMETER e HOLDER_LENGTH forem definidos. Deve ser maior que a precisão do caminho da ferramenta. O valor default é 0.
1. HOLDER_CLEARANCE
Os parâmetros HELICAL_RAMP_ANGLE, HELCIAL_PITCH, HELCIAL_BOUNDS e ADJUST_PITCH são usados na geração do caminho da ferramenta helicoidal.
HELICAL_RAMP_ANGLE e HELICAL_PITCH
Especifica o número de bobinas que será criado entre a altura inicial e a altura do corte helicoidal. É possível especificar a altura inicial e altura usando a caixa de diálogo Corte em curva. Se os valores de ambos os parâmetros forem fornecidos, o valor do HELCIAL_RAMP_ANGLE substituirá o valor do HELICAL_PITCH. Se os valores desses parâmetros não forem especificados, somente uma bobina helicoidal será criada entre as duas alturas.
HELICAL_BOUNDS
Especifica se a primeira e última fatia adicionais são criadas na altura inicial e altura do corte helicoidal. Esse parâmetro tem os valores a seguir:
• NO_BOUNDS — nenhuma fatia é criada.
• START_BOUND — uma única fatial inicial é criada.
• END_BOUND — uma fatia final é criada.
• BOTH_BOUNDS — a fatia inicial e a final são criadas.
USE_DEGOUGE_ADDONS
O valor default é NO. Defina como YES se você notar qualquer sobrecorte inesperado no caminho da ferramenta. A eliminação adicional de sobrecorte pode ser alcançada em determinados casos configurando esse parâmetro como YES.
ADJUST_PITCH
Um valor YES controla o ângulo de curva helicoidal e a elevação helicoidal, de forma que o número de bobinas que cabem entre a altura inicial e a altura seja um número inteiro.
Parâm. de corte
MAX_DISCRETIZE_ANGLE
Especifica a alteração máxima na orientação do eixo da ferramenta entre dois pontos no caminho da ferramenta. Se o ângulo entre os dois pontos for maior que o valor do MAX_DISCRETIZE_ANGLE, um ou mais pontos serão adicionados entre os dois pontos. Não há default.
MIN_DISCRETIZE_ANGLE
Especifica a alteração mínima na orientação do eixo da ferramenta entre dois pontos no caminho da ferramenta. Se o ângulo entre os dois pontos for menor que o valor do MIN_DISCRETIZE_ANGLE, o eixo de ferramenta manterá a mesma orientação. Não há default.
SKIP_PATH
Especifica a remoção da primeira, última ou ambas as passadas de um conjunto de superfícies usinadas no fresamento de superfície de 3, 4 e 5 eixos. As opções são:
• NO_SKIP (default) — as passadas do caminho da ferramenta não são removidas.
• FIRST — apenas a primeira passada é removida.
• LAST — somente a última passada é removida.
• BOTH — a primeira e a última passada são removidas.
STEP_DEPTH
A profundidade incremental de cada passada durante as sequências NC de corte de desbaste. O STEP_DEPTH deve ser maior que zero. O default não está definido (exibido como "1").
Para gravação, o default é um traço (-), ou seja, não usado. Se definir STEP_DEPTH para um valor menor que o GROOVE_DEPTH, a gravação será realizada em incrementos de vários passos.
MIN_STEP_DEPTH
Para o fresamento de perfil e volume, especifica a distância mínima aceitável entre as fatias. Por default, todas as superfícies planares que são normais em relação ao eixo Z do sistema de coordenadas da sequência NC produzem fatias adicionais. Uma fatia ao longo de uma superfície planar será ignorada se a distância entre ela e a fatia anterior for menor que o valor do MIN_STEP_DEPTH.
STEPDEPTH_ADJUST
Especifica que a altura das fatias de Z seja criada em uma distância igual a distância em que os caminhos da ferramenta foram gerados para dar o acabamento das paredes verticais. Esse parâmetro é aplicável para desbaste, redesbaste e acabamento.
NUMBER_CUTS
Para faceamento, proporciona mais controle sobre o número de cortes para profundidade (também controlado pelo parâmetro STEP_DEPTH). O sistema calcula o número de cortes usando o valor do parâmetro STEP_DEPTH, compara com o valor do NUMBER_CUTS e usa o maior. O default é um traço (-), ou seja, não usado.
Para usinagem da linha de corte, permite executar o fresamento em incrementos de profundidade do passo. Esse parâmetro precisa ser usado em conjunto com o próximo parâmetro OFFSET_INCREMENT. O default é um traço (-), ou seja, não usado.
Para gravação, permite limitar o número de cortes, quando o parâmetro STEP_DEPTH também for especificado. O default é um traço (-), ou seja, não usado. Se um número for especificado, por exemplo, 3, a ferramenta fará três passadas de corte em incrementos de STEP_DEPTH, com a última passada definida pelo valor de GROOVE_DEPTH.
OFFSET_INCREMENT
Em conjunto com NUMBER_CUTS, permite executar a usinagem da linha de corte em incrementos de profundidade de passo. A ferramenta cortará a primeira fatia em (OFFSET_INCREMENT * (NUMBER_CUTS1) + PROF_STOCK_ALLOW) acima das superfícies selecionadas. Realizará as fatias indicadas em NUMBER_CUTS, separadas conforme a distância especificada no parâmetro OFFSET_INCREMENT, de forma que a última fatia seja cortada conforme PROF_STOCK_ALLOW, acima das superfícies selecionadas. Se SCALLOP_HGT for especificado, ele afetará somente a última fatia. No final de cada fatia, a ferramenta se retrairá, mover-se-á para o início da próxima fatia e entrará em Z. Se LACE_OPTION estiver definido como NO, a ferramenta se retrairá adicionalmente depois de cada passada de corte entre as superfícies sendo usinadas. O default é um traço (-), ou seja, não usado.
ROUGH_STEP_DEPTH
Disponível somente para o fresamento convencional de 3 eixos. O default é um traço (-). Se um valor diferente do default for especificado, o sistema realizará o fresamento de superfície em incrementos de profundidade definidos pelas fatias horizontais apropriadas. Isso permite criar caminhos da ferramenta semelhantes ao volume, sem a necessidade de definir o Volume de fresamento, o que é particularmente útil durante a usinagem de superfícies importadas (não sólidas). A sequência NC remove o mesmo material e tem os mesmos recursos de redesbaste automático como nas sequências de fresamento convencional de 3 eixos.
Se um valor maior que zero é especificado, o caminho da ferramenta não cria aproximações e saídas. |
A ilustração a seguir mostra o fresamento convencional de 3 eixos em incrementos de profundidade.

1. Selecione essa superfície.
MIN_RETRACT_DISTANCE
Aplicável para acabamento com fresa de topo esférico, usinagem acabamento, desbaste, redesaste e fresamento de volume.
Ao se mover entre o final de uma passada e o início de outra, a guilhotina está na superfície ou está em retração, dependendo da distância que ela tem para percorrer. O parâmetro aqui controla o ponto no qual a decisão entre os dois estados é feita. Se a distância entre o ponto final de uma passada e o ponto de inicial de outra é menor do que esse valor, a guilhotina permanecerá na superfície. Se a distância for maior, a ferramenta de corte se afasta para o plano de retração. Consulte o tópico Exemplo: Colocação da guilhotina durante o acabamento com fresa de topo esférico.Para fresamento de volume, desbaste e redesbaste, esse parâmetro funciona com os valores de tipo de escaneamento CONSTANT_LOAD, MAINTAIN_CUT_TYPE, MAINTAIN_CUT_DIRECTION, FOLLOW_HARDWALLS e FOLLOW_CONTOUR.
Quando os tipos de escaneamento CONSTANT_LOAD, MAINTAIN_CUT_TYPE e MAINTAIN_CUT_DIRECTION estiverem definidos em passos de desbaste, redesbaste e fresamento de volume, será removida a restrição do parâmetro do passo lateral que for menor que o raio da ferramenta definido. |
LIFT_TOOL_CLEARANCE
A ferramenta é erguida acima da superfície de usinagem a fim de afastar-se para fazer a próxima conexão. Esse parâmetrofunciona junto com MIN_RETRACT_DISTANCE. O default é -.
WALL_SCALLOP_HGT
Controla a profundidade do passo para o fresamento de volume. O WALL_SCALLOP_HGT (wsh) deve ser menor que ou igual ao raio da guilhotina, ou seja, wsh <= d/2. O default é 0.
BOTTOM_SCALLOP_HGT
Usado de forma similar para controlar a distância do passo lateral do fresamento de volume.
SCALLOP_HGT
Usado de forma similar para controlar a distância do passo laeral para fresamento de superfície e fresamento local pela ferramenta anterior.
Os parâmetros STEP_DEPTH e WALL_SCALLOP_HGT são ilustrados no gráfico a seguir. O Creo NC gerencia esses parâmetros da seguinte forma:
1. Se WALL_SCALLOP_HGT for especificado como zero (wsh = 0), a altura da crista será calculada usando STEP_DEPTH.
2. Ao especificar wsh como 0, a profundidade do passo será calculada usando wsh. Esse valor calculado é comparado com o STEP_DEPTH definido. O Creo NC usará o menor dos dois valores.
O mesmo acontece com STEP_OVER e BOTTOM_SCALLOP_HGT (para fresamento de volume) ou SCALLOP_HGT (para fresamento de superfície).
O gráfico a seguir mostra os parâmetros STEP_DEPTH e WALL_SCALLOP_HGT.
1. STEP_OVER
2. Caminho da ferramenta
3. WALL_SCALLOP_HGT
4. STEP_DEPTH
ROUGH_STOCK_ALLOW
e
PROF_STOCK_ALLOW
A quantidade de material deixada após o corte de desbaste para o corte de acabamento. Ambos os parâmetros são usados nas sequências NC de fresamento de volume e sequências NC de fresamento por trajetória e indicam diferentes materiais excedentes para cortes de desbaste e de criação de perfil. O parâmetro PROF_STOCK_ALLOW deve ser definido com um valor menor ou igual ao ROUGH_STOCK_ALLOW. Quando a geometria é exibida após a remoção automática de material, o Creo NC usa PROF_STOCK_ALLOW.

1. PROF_STOCK_ALLOW
2. ROUGH_STOCK_ALLOW
3. Cavidade
Em sequências NC de desbaste e redesbaste, somente o parâmetro ROUGH_STOCK_ALLOW é usado para especificar a quantidade de material deixado após o corte.
BOTTOM_STOCK_ALLOW
Para fresamento de volume ou fresamento por trajetória, a quantidade de material deixado após uma sequência NC de desbaste em superfícies planares paralelas ao plano de retração. O padrão é um traço (-). Nesse caso, o parâmetro BOTTOM_STOCK_ALLOW será ignorado e PROF_STOCK_ALLOW será usado.
Para faceamento, especifica a quantidade de material deixado na face selecionada. O default, um traço (-), define o material excedente para 0.
WALL_TOLERANCE
Permite especificar a quantidade de material que pode ser deixado ao longo das paredes após a sequência NC anterior, sem lim~á-las por uma sequência NC de fresamento local. O default é 0. Aplicável para sequências NC de fresamento local que faça referência a uma sequência NC de volume anterior.
STEP_OVER
Controla a profundidade lateral do corte de qualquer tipo de fresa. STEP_OVER deve ser um valor positivo menor que ou igual ao diâmetro de corte. O default não está definido (exibido como "1").
TOOL_OVERLAP
Alternativa ao STEP_OVER. Indica o valor em que a ferramenta deve se sobrepor sobre a região usinada durante o passo anterior. Se TOOL_OVERLAP for especificado e STEP_OVER não tiver sido definido, o parâmetro STEP_OVER será calculado como (CUTTER_DIAM TOOL_OVERLAP).
PLUNGE_STEP
Controla a distância entre as entradas no eixo Z sucessivas da ferramenta. O default é um traço (-), em que:
• Se estiver usando uma ferramenta de fresamento em mergulho, essa distância será igual ao parâmetro de ferramenta Insert_Cut_Width.
• Se estiver usando uma ferramenta de fresamento regular, o sistema calcula o passo máximo de entrada no eixo Z com base no parâmetro Cutter_Diam da ferramenta, que resulta na remoção de todo o material entre as entradas no eixo Z.
Aplicável somente para fresamento em mergulho.
CORNER_ROUND_RADIUS
Especifica o raio mínimo permitido para cantos côncavos em usinagem de alta velocidade. Disponível para fresamento de volume, desbaste e redesbaste. O default é 0.
NUMBER_PASSES
Proporciona mais controle sobre o número de passadas da ferramenta por fatia (também controlado pelo parâmetro STEP_OVER). O sistema calculará a distância do passo lateral usando o valor do parâmetro NUMBER_PASSES (se diferente de 0), comparará com o valor do parâmetro STEP_OVER e usará o menor. Aplicável para fresamento de volume e faceamento. Para faceamento, se o parâmetro NUMBER_PASSES estiver definido como 1, ele substitui o valor do STEP_OVER, de forma que somente um passada por fatia será realizada.
ONE_PASS_OFFSET
Permite ajustar o caminho da ferramenta para uma sequência NC de faceamento de um passo (ou seja, quando NUMBER_PASSES for 1). O valor positivo ajusta a passada para a esquerda em relação à direção do corte, o negativo para a direita. O default é 0.
INITIAL_EDGE_OFFSET
Permite ajustar a primeira passada do faceamento em relação à aresta da superfície sendo fresada. O default é 0, nesse caso, a trajetória da ponta na primeira passada coincidirá com a aresta da superfície; o valor positivo ajusta a primeira passada para a superfície, o negativo distancia essa passada da superfície. Não pode ser maior que o valor STEP_OVER.
FINAL_EDGE_OFFSET
Permite ajustar a última passada do faceamento em relação à aresta da superfície sendo fresada. O default é 0, nesse caso, a trajetória da ponta na última passada coincidirá com a aresta da superfície; o valor positivo ajusta a última passada para a superfície, o negativo distancia essa passada da superfície. Não pode ser maior que o valor STEP_OVER.
CUT_ANGLE
O ângulo entre a direção de corte e o eixo X do sistema de coordenadas da sequência NC. O default do parâmetro CUT_ANGLE é 0, que é paralelo ao eixo X. Válido para o fresamento de volume e fresamento em mergulho, criação de cavidade, faceamento, fresamento convencional e fresamento de superfície de cortes projetados. O parâmetro CUT_ANGLE será ignorado para fresamento de volume e fresamento em mergulho, criação de cavidade e fresamento de superfície de cortes projetados se SCAN_TYPE for TYPE_SPIRAL.
1. CUT_ANGLE 0
2. CUT_ANGLE 90
LEAD_ANGLE
Em conjunto com o parâmetro TILT_ANGLE, define a orientação da ferramenta em relação ao normal da superfície para sequências NC de fresamento de superfície de 5 eixos. O parâmetro LEAD_ANGLE é especificado em graus a partir do normal da superfície em relação à direção do caminho percorrido da ferramenta: o valor positivo inclina a ferramenta para frente, o negativo para trás.
TILT_ANGLE
Em conjunto com o parâmetro LEAD_ANGLE, define a orientação da ferramenta em relação ao normal da superfície para sequências NC de fresamento de superfície de 5 eixos. O parâmetro TILT_ANGLE é especificado em graus a partir do normal da superfície em relação à direção do caminho percorrido da ferramenta: o valor positivo inclina a ferramenta para direita, o negativo para esquerda.
PROFILE_CONNECT_ANGLE — o ângulo no qual a ferramenta cria uma conexão em S entre duas fatias durante a criação de perfil no fresamento de volume.
AXIS_SHIFT
Permite deslocar os dados CL ao longo do eixo da ferramenta. Se definido com um valor positivo, deslocará todos os dados CL para baixo ao longo do eixo da ferramenta; um valor negativo deslocará os dados CL para cima. O default é 0.
O parâmetro AXIS_SHIFT é aplicado após a verificação de sobrecorte tiver sido executada. Use a função de verificação de sobrecorte para certificar-se de que não há nenhum sobrecorte. |
1. Ferramenta
2. Modelo
3. AXIS_SHIFT
NUM_PROF_PASSES
Em conjunto com o parâmetro PROF_INCREMENT, permite criar múltiplas passadas de criação de perfil ou trajetória horizontalmente ajustadas umas às outras. O parâmetro NUM_PROF_PASSES especifica a quantidade de passadas que serão geradas (o default é 1). Aplicável para fresamento de volume quando ROUGH_OPTION é definido como PROF_ONLY para criação de perfil e para fresamento por trajetória. Se outro valor do parâmetro ROUGH_OPTION for especificado para fresamento de volume, NUM_PROF_PASSES será ignorado.
PROF_INCREMENT
Especifica a distância horizontal entre as passadas geradas de acordo com o parâmetro NUM_PROF_PASSES, o que significa que a primeira passada será ajustada a partir da passada final por:
(NUM_PROF_PASSES1)*PROF_INCREMENT.
O default é 0. Aplicável para fresamento de volume quando ROUGH_OPTION é definido como PROF_ONLY para criação de perfil e para fresamento por trajetória. Se outro valor do parâmetro ROUGH_OPTION for especificado para fresamento de volume, NUM_PROF_PASSES será ignorado.
O gráfico a seguir mostra os parâmetros NUM_PROF_PASSES e PROF_INCREMENT.
1. NUM_PROF_PASSES = 1
2. NUM_PROF_PASSES = 4
3. PROF_INCREMENT
4. Primeira passada
5. Passada final
CORNER_OFFSET
Especifica a quantidade de material a ser removido por uma sequência NC de fresamento local usando arestas de canto. O default é 0.
SLOPE_ANGLE
No fresamento local e operação de acabamento, o valor angular em relação ao plano XY que divide o material a ser removido em regiões inclinadas (quase verticais) e rasas (quase horizontais). Por exemplo, no fresamento local, se estiver removendo o material deixado sobre uma cavidade com paredes inclinadas, especificar o valor do SLOPE_ANGLE como menor que a inclinação de parede fará com que ferramenta usine primeiro as arestas inferiores da cavidade e, em seguida, remova o material nos cantos entre as paredes. O default do SLOPE_ANGLE para as sequências NC de fresamento local criadas recentemente é 30 graus. Para sequências NC criadas antes da versão 2000i2, o valor default é 90 graus. O default do SLOPE_ANGLE para sequências NC de acabametno é 45 graus.
START_OVERTRAVEL
Especifica a distância entre a ferramenta e a borda da superfície para todas as passadas, exceto a primeira de cada fatia (consulte também APPROACH_DISTANCE). O default é 0. Aplicável somente para faceamento.
END_OVERTRAVEL
Especifica a distância que a ferramenta sobrepassa na borda da superfície para todas as passadas, exceto a última de cada fatia (consulte também APPROACH_DISTANCE). O default é 0. Aplicável somente para faceamento.
GROOVE_DEPTH
A profundidade da ranhura. O default não está definido (exibido como "1"). Aplicável somente para gravação.
4X_TILT_ANGLE
Especifica o ângulo (em graus) entre o eixo da ferramenta e o plano de 4 eixos. Normalmente, o eixo da ferramenta fica paralelo a este plano (o default de 4X_TILT_ANGLE é 0). Aplicável somente para fresamento de 4 eixos.
4X_LEAD_ANGLE
Especifica o ângulo (em graus) entre o eixo da ferramenta e a projeção do normal da superfície no plano de 4 eixos (o default é 0). Aplicável somente para fresamento de 4 eixos.
4X_MAX_LEAD_ANGLE
Especifica o ângulo de aproximação máximo permitido ao tentar evitar sobrecortes. O default é um traço (-), mas será preciso especificar um valor se 4X_LEAD_RANGE_OPT estiver definido como YES. Aplicável somente para fresamento de 4 eixos.
4X_MIN_LEAD_ANGLE
Especifica o ângulo de aproximação mínimo permitido ao tentar evitar sobrecortes. O default é um traço (-), mas será preciso especificar um valor se 4X_LEAD_RANGE_OPT estiver definido como YES. Aplicável somente para fresamento de 4 eixos.
CHK_SRF_STOCK_ALLOW
Permite especificar o material excedente a ser usado com as superfícies de verificação. O default é um hífen (-), ou seja, ignorar. Este parâmetro está disponível para sequências NC de fresamento que utilizam a funcionalidade de superfícies de verificação (ou seja, fresamento de perfil, superfície, trajetória e para fresamento local que faça referência a uma sequência NC de fresamento de superfície).
Cuidado ao especificar o parâmetro CHK_SRF_STOCK_ALLOW para sequências NC em que todas as superfícies da peça de referência foram selecionadas como superfícies de verificação. |
TOOLPATH_CREATION_TYPE
No fresamento de superfície, permite que especificar como o caminho da ferramenta será criado. Os valores são:
• BY_TOOL_CONTACT — a ferramenta sempre será tangencial às linhas de corte criadas na superfície.
• BY_TOOL_CENTER — o centro da ferramenta sempre poderá ser projetado no corte definido nas superfícies usinadas, superfícies alternadas ou plano de retração.
• AUTOMATICALLY — o sistema deciderá automaticamente como o caminho da ferramenta será criado.
Avanço
ARC_FEED
Permite que você controle o avanço do corte ao redor dos arcos. O default é um traço (-), caso em que o CUT_FEED será usado. Se definido como 0, a instrução RAPID será emitida antes da instrução CIRCLE.
ARC_FEED_CONTROL
Determina como o valor do avanço do corte ao redor dos arcos será calculado. As opções são:
• TOOL_CENTER (default) — a velocidade de avanço que é a saída das instruções CIRCLE sempre será igual ao valor especificado para ARC_FEED.
• TOOL_PERIMETER — a velocidade de avanço, que é a saída das instruções CIRCLE, é ajustada para garantir que o ponto de contato entre a ferramenta e o material se move com uma velocidade igual ao valor especificado no parâmetro ARC_FEED. Isto significa que o valor do ARC_FEED precisa ser calculado para cada instrução CIRCLE de acordo com as regras a seguir:
Para raios internos:
feed = ARC_FEED * (circle radius / (circle radius + CUTTER_DIAM/2))
Para raios externos:
feed = ARC_FEED * (circle radius / (circle radius - CUTTER_DIAM/2))
• BY_ARC_RADIUS — o valor do avanço que determina a saída de instruções CIRCLE para ARC_FEED_RADIUS.
ARC_FEED_RADIUS
Ao definir o valor de ARC_FEED_CONTROL como BY_ARC_RADIUS, a velocidade de avanço que é a saída das instruções CIRCLE funciona da seguinte forma:
• Se o raio das instruções CIRCLE no arquivo CL é maior que o valor de ARC_FEED_RADIUS, o valor de CUT_FEED é a saída.
• Se o raio das instruções CIRCLE no arquivo CL é menor que o valor de ARC_FEED_RADIUS, o valor de ARC_FEED é a saída.
MAX_ARC_FEED
Permite definir a velocidade máxima de avanço quando a ferramenta se move ao longo do arco em sequências de fresamento, como fresamento de perfil, fresamento por trajetória ou acabamento com fresa de topo esférico. É particularmente útil nos casos em que o avanço em arco na saída de CL é maior que o avanço em arco especificado nos parâmetros do passo quando o parâmetro ARC_FEED_CONTROL está definido como TOOL_PERIMETER.
TRAVERSE_FEED
Permite definir uma velocidade de avanço para todos os movimentos intermediários de retração. O default é um hífen (-), nesse caso, o comando RAPID será a saída do arquivo CL.
WALL_PROFILE_CUT_FEED
Para determinados tipos de fresamento de volume de alta velocidade (quando SCAN_TYPE estiver definido como SPIRAL_MAINTAIN_CUT_TYPE ou SPIRAL_MAINTAIN_CUT_DIRECTION), permite definir uma velocidade de avanço inferior para o primeiro corte, quando a ferramenta estiver cortando o material nos dois lados. O default é um traço (-), caso em que o valor do CUT_FEED será usado.
INVERSE_FEED
Permite especificar o tempo inverso da velocidade de avanço ou da velocidade de rotação para máquinas com eixos rotativos. Disponível somente para sequências NC de 4 e 5 eixos. Se o parâmetro INVERSE_FEED for definido para YES (o default é NO), o sistema gerará a linha a seguir no arquivo de dados CL, antes da primeira instrução de avanço de corte:
FEDRAT / INVERS, AUTO
No fim do arquivo de dados CL, o sistema gerará a linha a seguir:
FEDRAT / INVERS, OFF
RAMP_FEED
Consulte os parâmetros de entrada/saída.
APPROACH_FEED
Consulte os parâmetros de entrada/saída.
THREAD_FEED
Defina o passo da rosca. Aplicável somente para fresamento de rosca.
THREAD_FEED_UNITS
TPI (default), MMPR e IPR. Aplicável somente para fresamento de rosca.
EXIT_FEED
Consulte os parâmetros de entrada/saída.
Máquina
SPINDLE_SPEED
A taxa na qual a ponta de eixo da máquina gira (RPM). O default é 1.
WALL_PROFILE_SPINDLE_SPEED
Para determinados tipos de fresamento de volume de alta velocidade (quando SCAN_TYPE estiver definido como SPIRAL_MAINTAIN_CUT_TYPE ou SPIRAL_MAINTAIN_CUT_DIRECTION), permite definir uma velocidade da ponta do eixo inferior para o primeiro corte, quando a ferramenta estiver cortando o material nos dois lados. O default é um traço (-), caso em que o valor do SPINDLE_SPEED será usado.
SPINDLE_SENSE
A direção de rotação da ponta de eixo. CW (em sentido horário – default), CCW (em sentido anti-horário).
SPINDLE_RANGE
NO_RANGE (default), LOW, MEDIUM, HIGH e NUMBER. Se um valor diferente de NO_RANGE estiver definido, o intervalo será incluído no comando SPINDL do arquivo CL (por exemplo, "RANGE, LOW"). Se a opção for definida como NUMBER, o valor do parâmetro RANGE_NUMBER será usado no comando SPINDL (por exemplo, "RANGE, 4", onde 4 é o valor do parâmetro RANGE_NUMBER).
RANGE_NUMBER
Será gerada a saída no comando SPINDL se SPINDLE_RANGE for definido como NUMBER. O default é 0.
MAX_SPINDLE_RPM
Se a opção for definida como um valor além de hífen (-) (que é o default), o atributo MAXRPM será adicionado ao comando SPINDL.
SPEED_CONTROL
O default SPEED_CONTROL é CONST_RPM (rotações por minuto constantes). CONST_SFM (pés por minuto de superfíce constantes) e CONST_SMM (metros por minuto de superfície constantes) permitem aplicar o controle de velocidade de avanço à superfície de contato entre a ferramenta e a peça de trabalho, a fim de criar um bom acabamento da superfície.
CUTCOM
Controla a compensação da ferramenta. As opções são:
• Diante — ativa a compensação de corte no arquivo CL. A compensação é direita ou esquerda, dependendo dos parâmetros CUT_TYPE e SPINDLE_SENSE.
• OFF (o default) — nenhuma compensação de ferramenta será fornecida.
As instruções CUTCOM não são geradas como saída para movimentos de corte.
CUTCOM_3D_COMP
Aplicável somente para as sequências de fresamento de 3 eixos a seguir:
• Perfil
• Criação de cavidade
• Convencional
• Linha de corte
• Superfície
Se definido como YES (o default é NO), gera como saída a instrução CUTCOM ON/OFF juntamente com a instrução MODE / 3DCOMP ON/OFF. O parâmetro também gera como saída as informações de vetor a seguir, abaixo dos pontos de dados CL:
• Vetor da ferramenta
• Vetor normal de superfície do ponto de contato da ferramenta
CUTCOM_REGISTER
Especifica o número do registro do controlador da máquina que contém os dados de compensação da ferramenta. O default é 0.
NUMBER_CUTCOM_PTS
Especifica se os pontos colineares nos movimentos de aproximação e de saída devem ser retirados ou adicionados. Os valores são:
• 0 – retirar pontos colineares.
• 1 – não retirar pontos colineares, para permitir a implementação adequada do Cutcom.
• n (em que n é um número inteiro) — o movimento de aproximação, saída ou cutcom será dividido em n segmentos iguais ao adicionar pontos Ir para adicionais.
A ilustração a seguir mostra o número e a localização dos pontos Ir para os valores NUMBER_CUTCOM_PTS a seguir:
• NUMBER_CUTCOM_PTS 0 (pontos colineares retirados) — diagrama esquemático à esquerda
• NUMBER_CUTCOM_PTS 1 — diagrama esquemático no centro
• NUMBER_CUTCOM_PTS 2 — diagrama esquemático à direita

1. Primeiro ponto "Ir para"
2. Segundo ponto "Ir para"
3. Terceiro ponto "Ir para"
4. 4º ponto "Ir para"
5. Movimento de aproximação
6. Movimento de corte
7. Peça
CUTCOM_LOC_APPR
Especifica o local da instrução CUTCOM sobre o movimento de aproximação se múltiplos pontos de cutcom forem especificados. Os pontos de cutcom são numerados de 0 a n, em n é o valor de NUMBER_CUTCOM_PTS. O default é 1.
CUTCOM_LOC_EXIT
Especifica o local de instrução CUTCOM sobre o movimento de saída se múltiplos pontos de cutcom forem especificados. Os pontos de cutcom são numerados de 0 a n, em que n é o valor de NUMBER_CUTCOM_PTS. O default é 0.
As ilustrações a seguir mostram os locais e a numeração dos pontos de cutcom para movimentos aproximação e saída se NUMBER_CUTCOM_PTS for 2.

1. Primeiro ponto "Ir para" (ponto de cutcom 0)
2. Segundo ponto "Ir para" (ponto de cutcom 1)
3. Terceiro ponto "Ir para" (ponto de cutcom 2)
4. Quarto ponto "Ir para"
5. Quinto ponto "Ir para"
6. Sexto ponto "Ir para" (ponto de cutcom 0)
7. Sétimo ponto "Ir para" (ponto de cutcom 1)
8. Oitavo ponto "Ir para" (ponto de cutcom 2)
9. Movimento de aproximação
10. Movimento de corte
11. Movimento de saída
12. Peça
HOLDER_DIAMETER
Em conjunto com o parâmetro HOLDER_LENGTH, permite usar as dimensões do porta-ferramenta para evitar o sobrecorte automático. O default é um traço (-). Se especificado, também será refletido ao exibir dados CL e quando a ferramenta for exibida na janela Visualização da caixa de diálogo Setup da ferramenta. Aplicável para fresamento de trajetória, fresamento convencional e de superfície de isolinhas, usinagem de desbaste, de redesbaste, acabamento e de canto.
HOLDER_LENGTH
Em conjunto com o parâmetro HOLDER_DIAMETER, permite usar as dimensões do porta-ferramenta para evitar o sobrecorte automático. O default é um traço (-). Se especificado, também será refletido ao exibir dados CL e quando a ferramenta for exibida na janela Visualização da caixa de diálogo Setup da ferramenta. Aplicável para fresamento de trajetória, fresamento convencional e de superfície de isolinhas, usinagem de desbaste, de redesbaste, acabamento e de canto.
TIP_CONTROL_POINT
Se você estiver usando uma ferramenta de várias pontas para a sequência NC, permite que você especifique qual ponta deve ser usada como ponto de controle para computar o caminho da ferramenta. Os valores disponíveis na lista suspensa correspondem ao número de pontas da ferramenta que estão selecionadas para a sequência NC.
TLCHG_TIP_NUMBER
Para uma ferramenta de várias pontas, permite que você especifique qual ponta deve ser usada como ponto de controle para ir ao ponto inicial e final, caso eles sejam definidos na sequência NC. Os valores são:
• INITIAL— Ponta 1.
• CURRENT — ponta selecionada como TIP_CONTROL_POINT para a sequência NC.
SMOOTH_RADIUS
Especifica o raio para filetagem ou usinagem de canto suave. O valor mínimo deve ser de 10% do diâmetro da ferramenta se o parâmetro SMOOTH_SHARP_CORNERS estiver definido e não definido para CONSTANT_RADIUS. O valor máximo permitido é 50% da distância passo a passo. O arredondamento de canto está disponível para conexões linha-linha, linha-arco e arco-arco (se elas não forem tangentes). Disponível para fresamento de volume, desbaste, redesbaste e fresamento local (Sequência NC anterior somente).
Se a filetagem não for possível, o Creo Parametric exibirá uma mensagem. |
SMOOTH_SHARP_CORNERS
Especifica a maneira como os cantos do caminho da ferramenta afiada são arredondados durante a usinagem. Disponível para fresamento de volume, desbaste, redesbaste e fresamento local (Sequência NC anterior somente).
• NO — um raio de arredondamento não é usado durante a usinagem dos cantos agudos do caminho da ferramenta. Esta é a opção default.
• CONSTANT_RADIUS – arredonda cantos afiados usando um raio de arredondamento com um valor igual ao do parâmetro SMOOTH_RADIUS.
• RADIUS_BY_ANGLE – arredonda cantos afiados usando um raio de arredondamento com um valor baseado no ângulo do canto afiado e o valor SMOOTH_RADIUS conforme a seguir.
Ângulo | Raio de arredondamento |
menor que 5 graus | 10% do valor do parâmetro SMOOTH_RADIUS |
menor que 10 graus | 20% do valor do parâmetro SMOOTH_RADIUS |
menor que 20 graus | 40% do valor do parâmetro SMOOTH_RADIUS |
menor que 30 graus | 60% do valor do parâmetro SMOOTH_RADIUS |
menor que 60 graus | 80% do valor do parâmetro SMOOTH_RADIUS |
menor que 180 graus | 100% do valor do parâmetro SMOOTH_RADIUS |
Para arcos, o ângulo é computado usando a tangente no canto. |
• MAX_RADIUS — arredonda cantos agudos usando o maior raio possível entre 10% e 100% do valor SMOOTH_RADIUS.
CORNER_SLOWDOWN
Especifica o uso de uma desaceleração progressiva na velocidade de avanço antes de um canto seguido de uma aceleração para a velocidade de avanço de corte após o canto. O default é NO. Disponível para fresamento de volume, desbaste, redesbaste e fresamento local (Sequência NC anterior somente).
Se a desaceleração não for possível, o Creo Parametric exibirá uma mensagem. |
SLOWDOWN_LENGTH
Especifica o comprimento do movimento para a desaceleração. O mesmo comprimento é usado para a aceleração após o canto. O comprimento é medido a partir de aresta afiada ou do começo do filete de arredondamento, se houver. Se uma das arestas for um arco, a distância será tomada ao longo do arco. Disponível para fresamento de volume, desbaste, redesbaste e fresamento local (Sequência NC anterior somente).
SLOWDOWN_PERCENT
Especifica a velocidade de avanço no final da desaceleração. Por exemplo, se a velocidade de avanço de corte for de 30 polegadas por minuto e o valor do SLOWDOWN_PERCENT for 10, então a velocidade de avanço no final do desaceleração será de 3 polegadas por minuto. Disponível para fresamento de volume, desbaste, redesbaste e fresamento local (Sequência NC anterior somente).
NUMBER_SLOWDOWN_STEPS
Especifica o número de passos em que ocorre a desaceleração. Um número maior de passos resultará em uma desaceleração mais suave. Em cada passo, a velocidade de avanço é reduzida em (100-SLOWDOWN_PERCENT)/NUMBER_SLOWDOWN_STEPS. Disponível para fresamento de volume, desbaste, redesbaste e fresamento local (Sequência NC anterior somente).
Durante a aceleração após o canto, o número de passos é dividido pela metade.
Entrada/Saída
RAMP_ANGLE
O ângulo no qual a ferramenta entra na peça de trabalho durante um corte de entrada no eixo Z. O default do RAMP_ANGLE é 90, que entra na peça de trabalho paralela ao eixo Z. Não aplicável para sequências NC de faceamento ou trajetória.
RAMP_FEED
A velocidade na qual a ferramenta se move ao entrar na peça de trabalho durante um corte de entrada no eixo Z. O default é um traço (-), caso em que o CUT_FEED será usado. Não aplicável para sequências NC de faceamento ou trajetória.
CLEAR_DIST
A distância de segurança acima da superfície a ser fresada (por exemplo, o nível da fatia anterior) na qual o movimento rápido termina e começa o PLUNGE_FEED. O default não está definido (exibido como "1").
PULLOUT_DIST
Especifica a altura acima do nível de corte (por exemplo, a fatia recém-fresada) até a qual a ponta da ferramenta se retrai em CUT_FEED e, em seguida, muda para RETRACT_FEED. O default é um traço (-), ou seja, 0.
INTER_RET_HEIGHT
Especifica a distância que a guilhotina irá se retrair acima do nível de corte para realizar movimentos rápidos intermediários. O padrão é um hífen (-), caso em que a guilhotina irá se retrair até a superfície de retração. Aplicável para fresamento de face.
LEAD_IN
Se definido como YES, faz com que a ferramenta entre na peça de trabalho ao longo de um caminho circular tangente ao criar o perfil. O raio do arco é definido pelo parâmetro LEAD_RADIUS, o ângulo do arco pelo ENTRY_ANGLE. Também é possível especificar o comprimento da porção reta adjacente da trajetória do arco líder de entrada usando TANGENT_LEAD_STEP, bem como especificar o comprimento de um segmento reto normal usando NORMAL_LEAD_STEP.
Para contornos fechados, se o ponto inicial não estiver definido, a ferramenta entrará em um local determinado pelo sistema. Se não estiver satisfeito com esse local, especifique um eixo do ponto inicial. A ferramenta entrará no ponto ao longo do perfil que for mais próximo ao eixo do ponto inicial.
O gráfico a seguir mostra LEAD_IN e LEAD_OUT.

1. ENTRY_ANGLE
2. LEAD_RADIUS
3. LEAD_IN
4. LEAD_OUT
5. NORMAL_LEAD_STEP
6. TANGENT_LEAD_STEP
7. EXIT_ANGLE
8. LEAD_IN
9. Ponto inicial
10. LEAD_OUT
11. Perfil aberto
12. Perfil fechado
Se um contorno fechado possuir vários loops, os parâmetros LEAD_IN e LEAD_OUT serão aplicados a cada loop.

Se LEAD_IN estiver definido como YES com um raio zero, a ferramenta irá diretamente ao ponto mais próximo do ponto inicial especificado e iniciará o corte. Quando LEAD_IN estiver definido como NO, o corte começará no ponto default do contorno determinado pelo sistema. Na ilustração a seguir, a imagem à esquerda mostra o caminho da ferramenta do parâmetro LEAD_IN definido como NO, enquanto o gráfico à direita mostra o caminho da ferramenta do parâmetro LEAD_IN definido como YES e LEAD_RADIUS definido como 0.

1. Início default do contorno
2. Eixo do ponto inicial
3. Caminho da ferramenta
4. Eixo do ponto inicial
5. Caminho da ferramenta
LEAD_OUT
Faz com que a ferramenta saia da peça de trabalho ao longo de um caminho circular tangente ao criar o perfil. Funciona de forma semelhante ao LEAD_IN. Se o ponto final for especificado, ele será usado para LEAD_OUT, caso contrário, o arco de 90 default (e o ponto de saída default para contornos fechados) será usado.
LEAD_RADIUS
O raio do movimento circular tangencial da ferramenta ao entrar ou sair. O default é 0.
TANGENT_LEAD_STEP
O comprimento do movimento linear é tangente para ao movimento de entrada ou saída. O default é 0.
NORMAL_LEAD_STEP
O comprimento do movimento linear que é normal à parte tangente do movimento de entrada ou saída. O default é 0.
HELICAL_DIAMETER
Permite substituir o movimento de entrada no eixo Z entre as fatias para fresamento de volume de desbaste por um movimento de entrada helicoidal. O diâmetro helicoidal será formado pela parte exterior da ferramenta conforme ela se aproxima do começo da fatia de desbaste; o ângulo do descendente é definido pelo valor do parâmetro RAMP_ANGLE. Se um eixo do ponto inicial for especificado, o centro da hélice estará no local do eixo; se o movimento helicoidal violae o fresamento de volume, o sistema emite um aviso e para a usinagem. Se um eixo do ponto inicial não for especificado, a hélice será criada o mais próximo possível do ponto inicial da fatia inferior. Para se mover a partir do final da fatia anterior, a ferramenta será removida da superfície por PULLOUT_DIST e irá se mover horizontalmente em RETRACT_FEED até o início da entrada helicoidal na fatia inferior. Se as paredes de aproximção da sequência NC forem especificadas, o movimento helicoidal não será criado quando a ferramenta se mover para fora das paredes de aproximação; entretanto, se a ferramenta se mover dentro do volume de fresamento, o sistema usará a entrada helicoidal. O HELICAL_DIAMETER default é um traço (-) e, nesse caso, o movimento helicoidal não será executado.
APPR_EXIT_EXT
Aplicável somente para fresamento de volume. Define a distância máxima entre a periferia da ferramenta e a parede de aproximação do volume de fresamento para os movimentos de aproximação e saída e de uma fatia.
APPR_EXIT_PATH
Aplicável para criação de perfil e para as passadas de criação de perfil das sequências NC de fresamento de volume. Permite recortar a aproximação esboçada ou sair do caminho pela borda do movimento da ferramenta de criação de perfil. Para o caminho de aproximação, somente a primeira porção (a partir do ponto inicial até a primeira interseção com a borda de criação de perfil) será mantida. Para o caminho de saída, apenas a última porção (a partir da última interseção com a borda da criação de perfil até o ponto final) será mantida. Se o caminho de aproximação/saída for definido para não ser recortado, a ferramenta seguirá o caminho completo, conforme esboçado. Os valores são:
• TRIM_BOTH (default) — o caminho de aproximação e o camino de saída serão recortados.
• TRIM_APPROACH — recorta somente o caminho de aproximação.
• TRIM_EXIT — recorta somente o caminho de saída.
• TRIM_NONE — não recorta.
1. Caminho de aproximação
2. Caminho de aproximação (recortado)
APPR_EXIT_HEIGHT
Aplicável para fresamento de volume, local, criação de perfil e gravação. Permite controlar a profundidade do caminho de aproximação e saída especificada durante a construção de fatia. As opções são:
• DEPTH_OF_CUT (default) — o caminho de aproximação/saída para cada passada (incluindo a primeira/última) será na profundidade do ponto de início/fim da passada.
• RETRACT_PLANE — os movimentos de aproximação/saída estarão no nível do plano de retração.
OVERTRAVEL_DISTANCE
Para o fresamento convencional de 3 eixos, especifica a distância que a ferramenta percorre após a borda da superfície, tanto no começo quanto no final de cada passada de corte.
APPROACH_DISTANCE
Especifica o comprimento dos movimentos de aproximação. Para faceamento, também especifica a distância adicional (em relação ao START_OVERTRAVEL) a partir da ferramenta até a borda da superfície para a primeira passada em cada fatia. O default é um traço (-), ou seja, 0.
EXIT_DISTANCE
Especifica o comprimento dos movimentos de saída. Para faceamento, também especifica a distância adicional (em relação ao END_OVERTRAVEL) que a ferramenta sobrepassa pela borda da superfície para a última passada em cada fatia. O default é um traço (-), ou seja, 0.
APPROACH_FEED
A velocidade na qual a ferramenta se aproxima da superfície durante uma sequência NC de fresamento por trajetória ou faceamento. O default é um traço (-), caso em que CUT_FEED será usado.
O parâmetro APPROACH_FEED para fresamento por trajetória de 2 eixos funciona somente se o valor do parâmetro LEAD_IN estiver definido como Yes.
EXIT_FEED
A velocidade na qual a ferramenta sobrepassa a aresta da superfície durante uma sequência NC de fresamento por trajetória ou faceamento. O default é um traço (-), caso em que CUT_FEED será usado.
O parâmetro EXIT_FEED para fresamento por trajetória de 2 eixos funciona somente se o valor do parâmetro LEAD_OUT estiver definido como Yes.
CLEARANCE_EDGE
Especifica o ponto em que a ferramenta deve ser usada para medir os movimentos de saída e os movimentos de sobrepassada quando a ferramenta deixar o material:
• HEEL (default) — o canto inferior da ferramenta.
• CENTER — o centro da ferramenta.
• LEADING_EDGE — a aresta de ataque da ferramenta.
Aplicável somente para faceamento.
ENTRY_EDGE
Especifica o ponto em que a ferramenta deve ser usada para medir os movimentos de aproximação e os movimentos de sobrepassada quando a ferramenta deixar o material:
• LEADING_EDGE (default) — a aresta de ataque da ferramenta.
• CENTER — o centro da ferramenta.
• HEEL — canto inferior da ferramenta.
Aplicável somente para faceamento.
APPROACH_TYPE
Permite criar automaticamente um movimento de aproximação em fresamento de rosca.
No fresamento de rosca, os valores são:
• RADIAL — o movimento de aproximação será uma linha reta normal em relação ao movimento de corte, controlado pelo parâmetro APPROACH_DISTANCE.
• HELICOIDAL — a ferramenta irá se aproximar do início do movimento de corte em um movimento helicoidal controlado pelos parâmetros ENTRY_ANGLE e APPROACH_DISTANCE.
• NONE — nenhum movimento de aproximação será gerado.
EXIT_TYPE
Permite criar automaticamente um movimento de saída em fresamento de rosca.
No fresamento de rosca, os valores são:
• RADIAL — o movimento de saída será uma linha reta, normal em relação ao movimento de corte, controlado pelo parâmetro EXIT_DISTANCE.
• HELICOIDAL — a ferramenta sairá do movimento de corte em um movimento helicoidal controlado pelos parâmetros EXIT_ANGLE e EXIT_DISTANCE.
• NONE — nenhum movimento de saída será gerado.
ENTRY_ANGLE
O ângulo do arco criado pelo movimento circular da ferramenta ao entrar. Usado ao criar movimentos de arco líder de entrada. O default é 90.
No fresamento de rosca, define o ângulo do movimento de aproximação helicoidal. Se o ângulo for 0, o movimento helicoidal ainda será criado, mas conterá somente um ponto. No entanto, você poderá modificar os parâmetros de movimento para mudar isso.
EXIT_ANGLE
O ângulo do arco criado pelo movimento circular da ferramenta ao sair. Usado ao criar movimentos de arco líder de saída. O default é 90.
No fresamento de rosca, define o ângulo do movimento de saída helicoidal. Se o ângulo for 0, o movimento helicoidal ainda será criado, mas conterá somente um ponto. No entanto, você poderá modificar os parâmetros de movimento para mudar isso.
CUT_ENTRY_EXT
Para fresamento de superfície e periférico, especifica o tipo de movimento de entrada default para os cortes intermediários. Os valores correspondem aos tipos de movimentos de entrada de cada corte disponíveis na caixa de diálogo Movimentos de Entrada/Saída.
CUT_EXIT_EXT
Para fresamento de superfície e periférico, especifica o tipo de movimento de saída default para os cortes intermediários. Os valores correspondem aos tipos de movimentos de saída de cada corte disponíveis na caixa de diálogo Movimentos de Entrada/Saída.
INITIAL_ENTRY_EXT
Para fresamento de superfície e periférico, especifica o tipo de movimento de entrada default para o primeiro corte. Os valores correspondem aos tipos de movimentos de entrada de primeiro corte disponíveis na caixa de diálogo Movimentos de Entrada/Saída.
FINAL_EXIT_EXT
Para fresamento de superfície e periférico, especifica o tipo de movimento de saída default para o último corte. Os valores correspondem aos tipos de movimentos de saída de último corte disponíveis na caixa de diálogo Movimentos de Entrada/Saída.
CUT_ENTRY_EXT_FLIP
Inverte a direção de corte dos movimentos de entrada a seguir definidos usando o parâmetro CUT_ENTRY_EXT em uma sequência de fresamento por trajetória:
• LEAD_IN
• LEAD_OUT
• NORMAL
• HELICAL
• ARC_TANGENT
CUT_EXIT_EXT_FLIP
Inverte a direção de corte dos movimentos de saída a seguir definidos usando o parâmetro CUT_EXIT_EXT em uma sequência de fresamento por trajetória:
• LEAD_IN
• LEAD_OUT
• NORMAL
• HELICAL
• ARC_TANGENT