Parametri di fresatura ad alta velocità
Parametri comuni per sequenze di sgrossatura, sgrossatura del materiale residuo, finitura e finitura delle aree residue ad alta velocità
• AXIS_SHIFT - Specifica lo spostamento dell'asse dell'utensile lungo il pezzo in lavorazione. Sposta i dati CL lungo l'asse dell'utensile. Se è impostato su un valore positivo, tutti i dati CL vengono spostati verso il basso lungo l'asse dell'utensile. Se il valore è negativo, i dati CL vengono spostati verso l'alto.
Valore di default: 0
• BOTTOM_STOCK_ALLOW - Specifica la quantità di materiale residuo dopo una sequenza su superfici piane parallele al piano di sicurezza.
Valore di default: -
• CLEAR_DIST - Specifica la distanza di sicurezza sopra la superficie da fresare alla quale termina il movimento rapido e inizia l'avanzamento appropriato.
Valore di default: basato sulla relazione interna una volta definito l'utensile
• CUT_ANGLE - Specifica l'angolo tra la direzione di taglio e l'asse X del sistema di coordinate della sequenza NC.
Valore di default: 0
Nelle operazioni di sgrossatura e sgrossatura del materiale residuo HSM, al parametro SCAN_TYPE è applicabile solo il valore TYPE_1. Analogamente, il valore PARALLEL_CUTS è applicabile per sequenze di finitura e finitura delle aree residue HSM.
• CUT_TYPE - Specifica il tipo di taglio. In combinazione con SPINDLE_SENSE, questo parametro controlla la posizione del materiale in relazione all'utensile durante l'asportazione.
Valore di default: CLIMB
Di seguito sono riportate le opzioni disponibili.
◦ UPCUT
◦ ZIG_ZAG
◦ Spiral - Disponibile nelle sequenze di finitura e finitura delle aree residue HSM. Non è supportato per le opzioni PARALLEL_CUTS e FLAT_LANDS.
• END_HEIGHT - Specifica l'altezza finale per le fette.
Valore di default: -
• HOLDER_CLEARANCE - Specifica la distanza minima consentita tra il portautensile e la superficie lavorata. Il parametro funziona in combinazione con il gioco del materiale definito.
Valore di default: 0.2
• PULLOUT_DIST - Specifica l'altezza sopra il livello del taglio (ad esempio, la fetta appena fresata) fino alla quale la punta dell'utensile si retrae alla velocità indicata da CUT_FEED e passa quindi a FREE_FEED. Se FREE_FEED non è definito, l'utensile si retrae alla velocità indicata da Rapido (Rapid).
Valore di default: -
• SCALLOP_HGT - Specifica l'altezza di smerlo massima consentita per controllare la profondità del passo e il passo laterale dell'utensile.
Valore di default: -
• SLICE_PATH_SCAN - Specifica l'ordine di lavorazione di più passate in più profondità di passo o fette.
Valore di default: PASS_BY_PASS
Di seguito sono riportate le opzioni disponibili.
◦ PASS_BY_PASS - Attiva la lavorazione per regione. L'utensile completa tutte le fette in una regione, quindi passa a lavorare la regione successiva.
◦ SLICE_BY_SLICE - Attiva la lavorazione per fetta. Tutte le prime fette delle regioni vengono lavorate una per una, quindi si passa alle seconde fette.
• START_HEIGHT - Specifica l'altezza iniziale per le fette.
Valore di default: -
• STEP_OVER - Specifica il parametro per controllare la profondità di taglio laterale.
Valore di default: basato sulla relazione interna dopo la definizione dell'utensile
Il parametro STEP_OVER deve avere un valore positivo minore o uguale al diametro dell'utensile.
• TOLERANCE - Le macchine utensili approssimano la geometria curva spostandosi con piccoli movimenti incrementali in linea retta. Specifica la distanza massima di spostamento del percorso in linea retta dalla geometria curva.
Valore di default: 0.06 mm nelle operazioni di sgrossatura e sgrossatura del materiale residuo HSM
Valore di default: 0.025 mm nelle operazioni di finitura e finitura delle aree residue HSM
• TRIM_TOOLPATH_ON_HOLDER - Divide il percorso utensile in zone di collisione e di non collisione a condizione che siano impostati i parametri HOLDER_DIAMETER e HOLDER_LENGTH. Nella zona di collisione, il portautensile collide con la parte di riferimento e il percorso utensile viene rifilato, mentre nella zona di non collisione non si verifica alcuna collisione. Il percorso utensile risultante è la combinazione di tutte le zone di non collisione.
Valore di default: YES
Nelle sequenze di sgrossatura e sgrossatura del materiale residuo HSM, questo parametro non è supportato se SCAN_TYPE è impostato su TYPE_1 e ROUGH_OPTION è impostato su ROUGH_ONLY.
Parametri di sgrossatura e sgrossatura del materiale residuo HSM per i movimenti di taglio
• SCAN_TYPE - Specifica il modo in cui un utensile per fresare scansiona la sezione trasversale orizzontale di un volume di fresatura ed evita le isole.
Valore di default: CONSTANT_LOAD
Di seguito sono riportate le opzioni disponibili.
◦ TYPE_1 - Crea tagli paralleli su più profondità.
◦ TYPE_SPIRAL - Genera un percorso utensile a spirale.
◦ CONSTANT_LOAD - Assicura che le condizioni di taglio rimangano quasi costanti. garantendo così miglioramenti rispetto alle strategie di sgrossatura con offset costante convenzionali. Evita tagli ad ampiezza totale misurando costantemente il volume di contatto dell'utensile con il materiale e rimuovendo gradualmente il materiale dal materiale restante. Il carico stabile sull'utensile consente una maggiore velocità di asportazione di materiale con velocità di avanzamento superiori e riduce il tempo di lavorazione complessivo.
• ROUGH_OPTION - Specifica se viene eseguita o meno una passata di profilatura durante la sgrossatura o la sgrossatura del materiale residuo.
Valore di default: ROUGH_ONLY
◦ ROUGH_ONLY - Crea una sequenza NC senza profilatura.
◦ ROUGH_&_PROF - Crea una sequenza NC che consente di sgrossare e profilare il materiale nella finestra di fresatura. Si applica al tipo di scansione TYPE_1.
• INTERMEDIATE_SLICE_ADJUST - Definisce quando devono essere create le fette intermedie. Utilizzate questa opzione in combinazione con il parametro
NUMBER_INTERMEDIATE_SLICES.
Valore di default: DURING
◦ DURING - Crea fette intermedie durante le passate di lavorazione.
◦ AFTER - Crea fette intermedie dopo la lavorazione dell'ultima fetta.
Parametri di sgrossatura e sgrossatura del materiale residuo HSM per profondità di taglio e sovrametallo
• ROUGH_STOCK_ALLOW - Definisce la quantità di materiale residuo nella direzione radiale dopo la sgrossatura.
Valore di default: 0
• MAX_STEP_DEPTH - Specifica la profondità di passo massima consentita. Dopo che sono state individuate le posizioni delle fette più alte e più basse, viene calcolata la profondità di passo effettiva, che è minore o uguale al valore MAX_STEP_DEPTH specificato.
Valore di default: basato sulla relazione interna una volta definito l'utensile
È possibile modificare la relazione nella finestra di dialogo Relazioni (Relations) o specificare il valore.
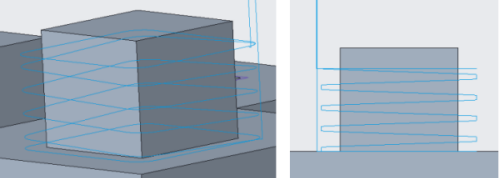
• MACHINE_FLATLANDS - Selezionate questa opzione per lavorare superfici piatte delle parti di stampo. Questa opzione consente di lavorare superfici piatte sull'asse Z quali superfici di divisione.
Valore di default: YES
Se è impostata su NO, crea fette Z costanti senza regolare la profondità del passo. In questo caso, sulle superfici piatte può rimanere una quantità di materiale superiore o inferiore al materiale inferiore consentito definito.
1. L'opzione è impostata su NO. Le superfici blu nell'immagine indicano il materiale residuo dopo la lavorazione.
2. L'opzione è impostata su YES. Vengono lavorate tutte le superfici piatte e non resta alcun materiale.
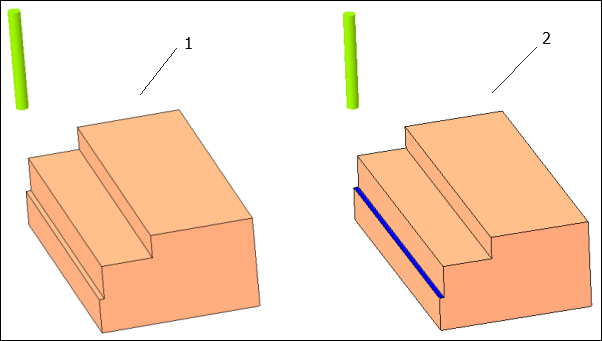
• MINIMUM_WIDTH - Specifica la larghezza minima. Le aree con una larghezza inferiore a quella specificata non vengono lavorate. Applicabile quando MACHINE_FLATLANDS è attivato.
Valore di default: 1
1. La larghezza minima è impostata su 0. Vengono lavorate tutte le superfici piatte e non resta alcun materiale.
2. Le aree piatte con una larghezza inferiore a quella specificata non vengono lavorate. La larghezza della superficie blu è inferiore alla larghezza specificata.
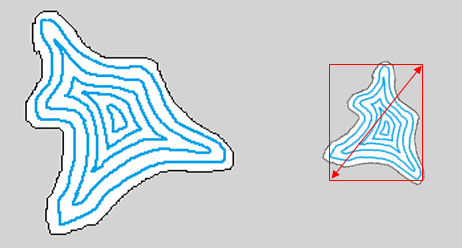
• FILTER_TYPE - Selezionate il tipo di regione da filtrare durante la lavorazione. Viene specificato in relazione alla percentuale di soglia del diametro dell'utensile e utilizzato per evitare la lavorazione di regioni non necessarie.
Valore di default: INSCRIBED_CIRCLE
Di seguito sono riportate le opzioni disponibili.
◦ INSCRIBED_CIRCLE - Indica che la larghezza massima della regione filtrata è un diametro di un cerchio, inscritto in un percorso utensile all'interno di una regione del tipo specificato.
◦ DIAGONAL_LENGTH - Indica che la larghezza massima della regione è una diagonale della finestra di contenimento allineata all'asse creata intorno al percorso utensile nella regione.
• THRESHOLD_VALUE_PERCENT - Specifica il valore di soglia come percentuale del diametro dell'utensile. Questo valore determina la larghezza di una regione da filtrare durante la lavorazione.
Valore di default: 0%
Questo parametro viene utilizzato in combinazione con FILTER_TYPE.
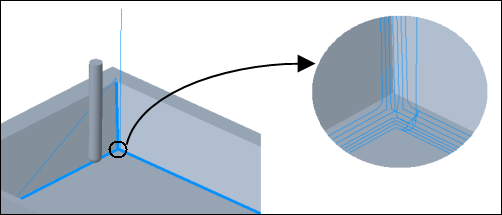
• REMOVE_CORNER_PEGS - Selezionate per aggiungere un percorso utensile aggiuntivo intorno agli spigoli che rimuove le piccole quantità di materiale negli angoli.
Valore di default: NO
Si applica al tipo di scansione TYPE_SPIRAL.
1. Percorso utensile aggiuntivo che rimuove le piccole quantità negli angoli
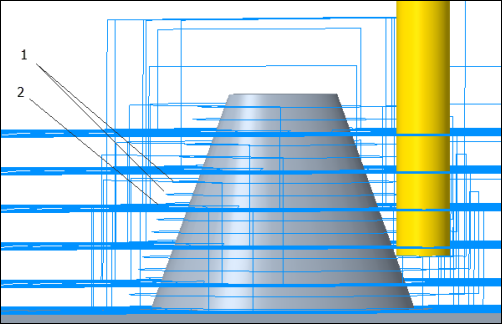
• NUMBER_INTERMEDIATE_SLICES - Specifica il numero di fette da creare. La fetta intermedia è una fetta di profilo tra le fette di sgrossatura. Il parametro INTERMEDIATE_SLICE_ADJUST determina quando vengono create le fette.
Valore di default: 0
Non si applica alla geometria verticale.
1. Il valore del parametro 2 comporta la creazione di due fette intermedie.
2. Sgrossatura principale
• DETECT_THICKER_THAN - Specifica lo spessore. Consente di evitare la lavorazione delle aree in cui la quantità di materiale è inferiore al valore di soglia dello spessore specificato.
È applicabile solo per sequenze di sgrossatura del materiale residuo.
Valore di default: 0.1
• PREVIOUS_ROUGH_STOCK_ALLOW - Specifica la quantità di materiale residuo dopo la sgrossatura precedente del percorso utensile.
È applicabile solo per sequenze di sgrossatura del materiale residuo e quando Utensile per taglio di riferimento (Reference Cutting Tool) è selezionato come riferimento nella scheda Riferimenti (References).
Valore di default: 0
• PREVIOUS_BOTTOM_STOCK_ALLOW - Specifica la quantità di materiale restante dopo la sgrossatura precedente del percorso utensile sulla superficie parallela al piano di sicurezza.
È applicabile solo per sequenze di sgrossatura del materiale residuo e quando Utensile per taglio di riferimento (Reference Cutting Tool) è selezionato come riferimento nella scheda Riferimenti (References).
Valore di default: 0
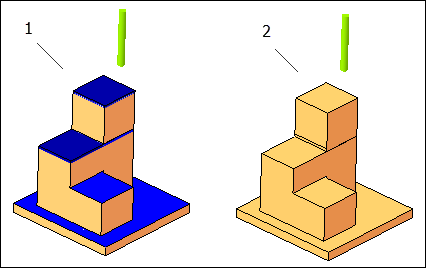
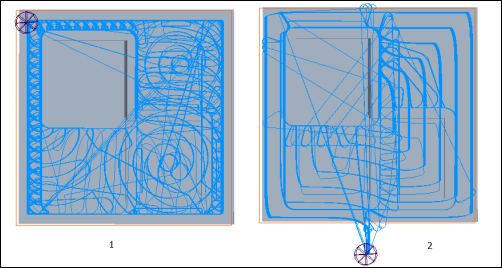
• ALLOW_ENTRY_OUTSIDE - Selezionate YES per consentire all'utensile di entrare dall'esterno della finestra di fresatura o del materiale.
Valore di default: YES
Se impostato su NO, l'utensile non entra dall'esterno della finestra di fresatura o del materiale anche quando possibile.
1. Quando l'opzione è impostata su NO, l'utensile entra in contatto con il materiale.
2. Quando l'opzione è impostata su YES, l'utensile si avvicina dall'esterno.
Parametri di sgrossatura e sgrossatura del materiale residuo HSM per movimenti di entrata/uscita
• CLOSED_AREA_ENTRY - Specifica il metodo di entrata per aree chiuse.
Valore di default: Automatic
Di seguito sono riportate le opzioni disponibili.
◦ Automatic - L'utensile utilizza l'entrata più adatta per l'area chiusa.
◦ Helical - L'utensile entra in un'area chiusa seguendo una traiettoria elicoidale. Il diametro dell'elica è specificato mediante il parametro HELICAL_DIAMETER_PERC.
◦ Radial - L'utensile entra in contatto con il materiale in un'area chiusa in senso radiale. Questa opzione non funziona con CONSTANT_LOAD.
|  Quando tutti i tipi di entrata nell'area chiusa falliscono, viene utilizzata automaticamente la rampa a zig-zag. |
• RAMP_ANGLE - Specifica l'angolo di entrata dell'utensile nella passata o nella fetta successiva.
Valore di default: 5
• HELICAL_DIAMETER_PERC - Specifica il diametro massimo consentito dell'elica come percentuale del diametro dell'utensile. Si applica all'entrata elicoidale dell'utensile.
Valore di default: 80%
Parametri di finitura e finitura delle aree residue HSM per movimenti di entrata/uscita
• LEAD_RADIUS - Specifica il raggio del movimento circolare tangenziale dell'utensile durante l'attacco o l'uscita.
Valore di default: 0
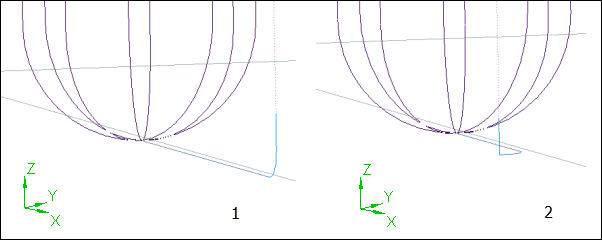
• CUT_ENTRY_EXIT_EXT - Selezionate la direzione di attacco dell'utensile.
Valore di default: TANGENTIAL_ARC
Di seguito sono riportate le opzioni disponibili.
◦ NONE - L'utensile entra ed esce senza movimento guida in entrata e in uscita.
◦ TANGENTIAL_ARC - L'utensile esegue un arco orizzontale per le aree profonde e un arco verticale per le aree poco profonde nella guida in entrata e in uscita.
◦ VERTICAL_TANG_ARC - L'utensile esegue un arco verticale per tutte le aree nella guida in entrata e in uscita.
◦ HORIZONTAL_TANG_ARC - L'utensile esegue un arco orizzontale per tutte le aree nella guida in entrata e in uscita.
1. VERTICAL_TANG_ARC
2. HORIZONTAL_TANG_ARC
Parametri di finitura e finitura delle aree residue HSM per movimenti di taglio
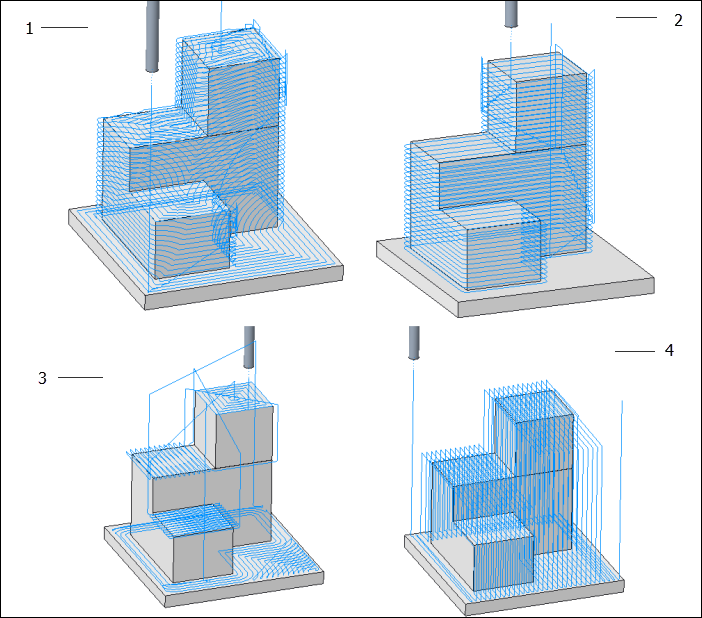
• FINISH_OPTION - Specifica il metodo di lavorazione per creare un percorso utensile ottimizzato.
Valore di default: SMART_CUTS
Di seguito sono riportate le opzioni disponibili.
◦ CONSTANT_Z - Esegue la finitura di superfici verticali o aree profonde.
◦ CONSTANT_CUSP - Crea cuspidi equidistanti in aree sia profonde che poco profonde. L'obiettivo è mantenere una distanza costante tra ogni contorno in modo da creare cuspidi con altezza uguale.
◦ SMART_CUTS - Crea un percorso utensile combinato costituito da fette Z costanti per le aree profonde e cuspidi costanti per le aree poco profonde di una parte.
◦ PARALLEL_CUTS - Crea tagli paralleli sul piano X-Y. Utilizzate questa opzione per le aree poco profonde.
◦ FLAT_LANDS - Crea un percorso utensile per lavorare regioni piatte di materiale. È applicabile solo per sequenze di finitura.
◦ PENCIL_CUT - Crea un singolo percorso utensile per gli spigoli interni. È applicabile solo per sequenze di finitura delle aree residue.
1. CONSTANT_CUSP
2. CONSTANT_Z
3. FLAT_LANDS
4. PARALLEL_CUTS
• SPIRAL_SCAN_DIRECTION - Specifica la direzione del percorso utensile per la scansione spirale.
Valore di default: OUTSIDE_IN
Di seguito sono riportate le opzioni disponibili.
◦ OUTSIDE_IN - Dal bordo al centro
◦ INSIDE_OUT - Dal centro al bordo
Parametri di finitura e finitura delle aree residue HSM per profondità di taglio e sovrametallo
• STEEP_STEP_OVER - Specifica il valore del passo laterale durante la lavorazione di un'area profonda. Se non viene specificato alcun valore per STEEP_STEP_OVER, il valore del parametro STEP_OVER viene utilizzato come valore di STEEP_STEP_OVER.
Valore di default: -
• FINISH_STOCK_ALLOW - Specifica la quantità di materiale residuo dopo la lavorazione.
Valore di default: -
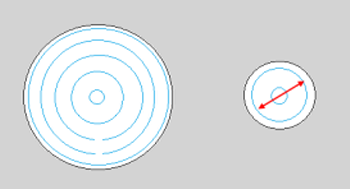
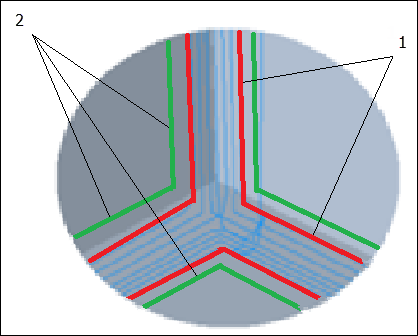
• REST_AREA_OFFSET - Specifica il valore di offset da applicare all'area residua calcolata. L'area di materiale residuo viene calcolata in base all'utensile precedente utilizzato.
È applicabile solo per sequenze di finitura delle aree residue.
Valore di default: 0
1. Area di lavorazione effettiva calcolata in base all'utensile precedente
2. Area di lavorazione possibile dopo l'impostazione dell'offset dell'area del materiale residuo
• SLOPE_ANGLE_START - Specifica l'angolo iniziale. SLOPE_ANGLE_START e SLOPE_ANGLE_END formano un intervallo. È possibile lavorare superfici all'interno o all'esterno di tale intervallo. Le aree profonde e poco profonde vengono rilevate automaticamente e sono definite dalla direzione della vista e dagli angoli che formano l'intervallo.
Valore di default: -
◦ L'angolo iniziale deve essere inferiore dell'angolo finale.
◦ Se il valore di passo laterale è superiore all'area definita mediante gli angoli iniziale e finale, il percorso utensile non viene generato.
• SLOPE_ANGLE_END - Fare riferimento al parametro SLOPE_ANGLE_START precedentemente descritto.
Valore di default: -
• OPTIMAL_ANGLE - Selezionate YES per determinare automaticamente la direzione in cui il numero di tagli è minimo.
Valore di default: NO
Questo parametro si applica solo al parametro PARALLEL_CUTS nelle sequenze di finitura e finitura delle aree residue.
• MULTI_PENCIL_PASSES - Specifica il numero di passate su ciascun lato dei tagli di smerlatura.
È applicabile solo per sequenze di finitura delle aree residue.
Valore di default: 0
• DETECT_THICKER_THAN - Specifica lo spessore. Consente di evitare la lavorazione delle aree in cui la quantità di materiale è inferiore al valore di soglia dello spessore specificato.
Valore di default: 0.1