Pour créer des séquences d'usinage de contre-dépouille UGV
Définissez une séquence d'usinage de contre-dépouille 3 axes pour enlever de la matière des zones de contre-dépouille.
Assurez-vous que l'opération active fait référence à une Fraiseuse ou un Poste de fraisage/tournage.
|
|
La commande  Usinage de contre-dépouille UGV (HSM Undercut Machining) avec le poste de fraisage/tournage est disponible lorsque vous disposez des licences d'usinage de moules Complete Machining et ModuleWorks. Usinage de contre-dépouille UGV (HSM Undercut Machining) avec le poste de fraisage/tournage est disponible lorsque vous disposez des licences d'usinage de moules Complete Machining et ModuleWorks. |
1. Cliquez sur Fraisage (Mill), puis sur Usinage de contre-dépouille UGV (HSM Undercut Machining) dans le groupe Fraisage à grande vitesse (High Speed Milling). L'onglet Usinage de contre-dépouille UGV (HSM Undercut Machining) s'ouvre.
Usinage de contre-dépouille UGV (HSM Undercut Machining) dans le groupe Fraisage à grande vitesse (High Speed Milling). L'onglet Usinage de contre-dépouille UGV (HSM Undercut Machining) s'ouvre.2. Cliquez sur  Gestionnaire d'outils (Tool Manager) ou sélectionnez
Gestionnaire d'outils (Tool Manager) ou sélectionnez  Modifier les outils (Edit Tools) dans la liste Outil (Tool) pour ouvrir la boîte de dialogue Configuration d'outil (Tools Setup) et ajouter un nouvel outil de coupe ou modifier les paramètres de l'outil. La liste des outils contient uniquement les outils valides pour l'étape.
Modifier les outils (Edit Tools) dans la liste Outil (Tool) pour ouvrir la boîte de dialogue Configuration d'outil (Tools Setup) et ajouter un nouvel outil de coupe ou modifier les paramètres de l'outil. La liste des outils contient uniquement les outils valides pour l'étape.
Gestionnaire d'outils (Tool Manager) ou sélectionnez Modifier les outils (Edit Tools) dans la liste Outil (Tool) pour ouvrir la boîte de dialogue Configuration d'outil (Tools Setup) et ajouter un nouvel outil de coupe ou modifier les paramètres de l'outil. La liste des outils contient uniquement les outils valides pour l'étape.Pour afficher les outils pour l'étape actuelle et la tête active sur la machine-outil, définissez l'option INCLUDE_ALL_TOOLS_IN_LIST sur YES. |
Voici les outils pris en charge pour cette séquence :
◦ Fraisage à surfacer en bout (par défaut)
◦ Fraise 3 tailles
◦ Fraisage à surfacer en bout avancé
Vous pouvez également cliquer avec le bouton droit de la souris dans la fenêtre graphique, puis sélectionner Outils (Tools).
3. Pour visualiser l'outil de coupe et son orientation dans la fenêtre graphique, cliquez sur  Aperçu de l'outil (Tool Preview) en regard de la liste Outil (Tool).
Aperçu de l'outil (Tool Preview) en regard de la liste Outil (Tool).
Aperçu de l'outil (Tool Preview) en regard de la liste Outil (Tool).Le bouton Aperçu de l'outil (Tool Preview) devient disponible une fois que vous avez sélectionné un outil. |
Vous pouvez également cliquer avec le bouton droit de la souris dans la fenêtre graphique, puis sélectionner l'option Aperçu de l'outil (Tool Preview) dans le menu de raccourcis. Lorsque vous avez sélectionné un outil, l'option Aperçu de l'outil (Tool Preview) est disponible dans le menu de raccourcis de la fenêtre graphique.
Pour quitter l'aperçu de l'outil, cliquez avec le bouton droit de la souris dans la fenêtre graphique, puis choisissez Annuler l'aperçu de l'outil (Cancel tool preview) dans le menu de raccourcis, ou cliquez de nouveau sur Aperçu de l'outil (Tool Preview).
Aperçu de l'outil (Tool Preview).4. Pour modifier le repère qui définit l'orientation de l'étape, cliquez sur le collecteur situé en regard de  et sélectionnez un repère. Si le repère de l'opération est différent du repère de la séquence, cliquez avec le bouton droit sur le collecteur afin d'accéder aux commandes suivantes :
et sélectionnez un repère. Si le repère de l'opération est différent du repère de la séquence, cliquez avec le bouton droit sur le collecteur afin d'accéder aux commandes suivantes :
et sélectionnez un repère. Si le repère de l'opération est différent du repère de la séquence, cliquez avec le bouton droit sur le collecteur afin d'accéder aux commandes suivantes :◦ Valeur par défaut (Default) : remplace le repère sélectionné par la référence par défaut. La valeur par défaut est l'orientation copiée de l'étape précédente ou de l'opération.
◦ Informations (Information) : affiche les informations du repère sélectionné.
Si la configuration de votre poste de charge comporte deux broches, choisissez Broche principale (Main Spindle) ou Contre-broche (Sub Spindle) dans la liste et sélectionnez un repère pour la broche principale et la contre-broche.
La contre-broche est disponible lorsque vous disposez des licences d'usinage de moules Complete Machining et ModuleWorks. Une fois que vous avez spécifié un repère pour une séquence CN, celui-ci s'applique jusqu'à ce que vous le modifiiez. |
Vous pouvez également cliquer avec le bouton droit dans la fenêtre graphique et sélectionner Orientation (Orientation) dans le menu de raccourcis.
5. Définissez les options disponibles dans les onglets suivants :
6. Cliquez sur  pour ouvrir une fenêtre Données CL (CL Data) distincte.
pour ouvrir une fenêtre Données CL (CL Data) distincte.
pour ouvrir une fenêtre Données CL (CL Data) distincte.7. Cliquez sur  pour générer une prévisualisation dynamique de la trajectoire d'outil dans la fenêtre graphique.
pour générer une prévisualisation dynamique de la trajectoire d'outil dans la fenêtre graphique.
pour générer une prévisualisation dynamique de la trajectoire d'outil dans la fenêtre graphique.8. Une fois que vous avez défini les éléments d'étape obligatoires, sélectionnez une commande pour la validation de la trajectoire d'outil :
◦ Pour lire la trajectoire d'outil, cliquez sur la flèche en regard de  et sélectionnez .
et sélectionnez .
et sélectionnez .◦ Pour recalculer la trajectoire d'outil, cliquez sur la flèche en regard de et sélectionnez  .
.
et sélectionnez .◦ Pour effectuer un contrôle d'interférence par rapport aux surfaces de la pièce de référence, cliquez sur la flèche en regard de et sélectionnez  .
.
et sélectionnez .◦ Pour visualiser la simulation de l'enlèvement de matière à mesure que l'outil coupe le brut, cliquez sur la flèche en regard de et sélectionnez  . L'onglet Enlèvement de matière (Material Removal) avec l'environnement de simulation intégré s'ouvre.
. L'onglet Enlèvement de matière (Material Removal) avec l'environnement de simulation intégré s'ouvre.
et sélectionnez . L'onglet Enlèvement de matière (Material Removal) avec l'environnement de simulation intégré s'ouvre.9. Sélectionnez l'une des options suivantes pour terminer la séquence :
◦ Cliquez sur  pour enregistrer les modifications.
pour enregistrer les modifications.
pour enregistrer les modifications.◦ Cliquez sur  pour interrompre le processus et utilisez l'un des outils asynchrones ou cliquez sur
pour interrompre le processus et utilisez l'un des outils asynchrones ou cliquez sur  pour reprendre.
pour reprendre.
pour interrompre le processus et utilisez l'un des outils asynchrones ou cliquez sur pour reprendre.◦ Cliquez sur  pour annuler les modifications.
pour annuler les modifications.
pour annuler les modifications.Onglet Références (References)
Sélectionnez les références d'usinage et définissez éventuellement les boucles de confinement.
Définissez les options suivantes :
• Modèle de référence (Reference model) : sélectionnez une pièce de référence constituée d'un ou de plusieurs corps ou sélectionnez un corps de pièce de référence pour l'usinage de contre-dépouille.
Vous pouvez également cliquer avec le bouton droit dans la fenêtre graphique et sélectionner Modèle de référence (Reference Model) dans le menu de raccourcis.
• Boucles de confinement (Containment Loops) : sélectionnez les boucles fermées individuelles dans le collecteur ou cliquez sur Détails (Details) et sélectionnez des chaînes de boucles. Les zones à l'intérieur des boucles sont usinées. Vous pouvez également cliquer avec le bouton droit dans la fenêtre graphique et sélectionner Boucles de confinement (Containment Loops) dans le menu de raccourcis.
Cliquez sur  pour inverser la zone de confinement de manière à inverser le côté d'usinage. est disponible uniquement pour une boucle de confinement 3D.
pour inverser la zone de confinement de manière à inverser le côté d'usinage. est disponible uniquement pour une boucle de confinement 3D.
pour inverser la zone de confinement de manière à inverser le côté d'usinage. est disponible uniquement pour une boucle de confinement 3D.Onglet Paramètres (Parameters)
Spécifiez les paramètres de fabrication requis. Vous pouvez également cliquer sur  pour copier les paramètres d'une étape antérieure, ou cliquer sur
pour copier les paramètres d'une étape antérieure, ou cliquer sur  pour modifier les paramètres propres à la séquence d'usinage de contre-dépouille. Par défaut, les paramètres obligatoires pour l'outil sélectionné sont définis par des relations que vous pouvez modifier dans la boîte de dialogue Relations (Relations).
pour modifier les paramètres propres à la séquence d'usinage de contre-dépouille. Par défaut, les paramètres obligatoires pour l'outil sélectionné sont définis par des relations que vous pouvez modifier dans la boîte de dialogue Relations (Relations).
pour copier les paramètres d'une étape antérieure, ou cliquer sur pour modifier les paramètres propres à la séquence d'usinage de contre-dépouille. Par défaut, les paramètres obligatoires pour l'outil sélectionné sont définis par des relations que vous pouvez modifier dans la boîte de dialogue Relations (Relations).Vous pouvez également cliquer avec le bouton droit dans la fenêtre graphique et sélectionner Paramètres (Parameters) dans le menu de raccourcis.
Pour plus d'informations sur les paramètres spécifiques à la séquence d'usinage de contre-dépouille, consultez la rubrique Paramètres de la séquence d'usinage de contre-dépouille.
Onglet Jeu (Clearance)
Définissez au besoin le retrait et les points de départ et d'extrémité de la trajectoire d'outil.
• Retrait (Retract) : spécifiez ce qui suit :
◦ Type (Type) (le type par défaut est Plan (Plane))
◦ Référence (Reference)
◦ Valeur (Value)
• Points de départ et d'extrémité (Start and End Points) : spécifiez le Point de départ (Start point) et le Point d'extrémité (End point) de la trajectoire d'outil.
Vous pouvez également cliquer avec le bouton droit de la souris dans la fenêtre graphique et sélectionner Point de départ (Start Point) et Point de fin (End Point) dans le menu de raccourcis pour sélectionner les points de départ et d'extrémité de la trajectoire d'outil.
Onglet Contre-dépouille (Undercut)
Définissez les options suivantes :
• Usiner les contre-dépouilles uniquement (Machine only undercuts) : cochez cette case pour usiner uniquement les zones de contre-dépouille. Cette case à cocher est sélectionnée par défaut.
Si vous la décochez, toutes les surfaces visibles et non visibles de la pièce de référence seront usinées.
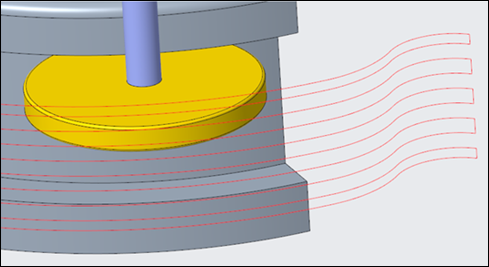
• Connecter la trajectoire d'outil segmentée (Connect segmented toolpath) : cochez cette case pour lier tous les mouvements de trajectoire d'outil segmentés.
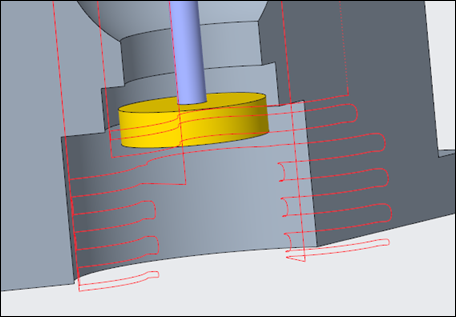
Par exemple, lorsque la case Connecter la trajectoire d'outil segmentée (Connect segmented toolpath) est décochée :
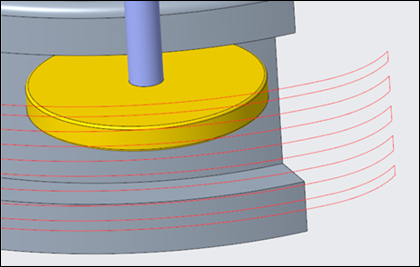
Par exemple, lorsque la case Connecter la trajectoire d'outil segmentée (Connect segmented toolpath) est cochée :
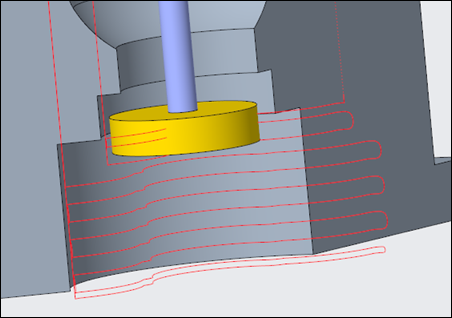
La désactivation de la case Connecter la trajectoire d'outil segmentée (Connect segmented toolpath) empêche les coupes à vide pendant l'usinage de contre-dépouille. |
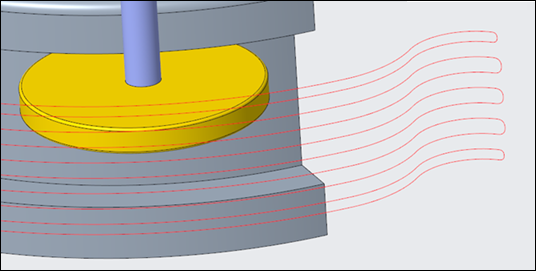
• Dégagement radial de contre-dépouille (Undercut radial clearance) : entrez le dégagement radial nécessaire pour l'approche et le retrait en toute sécurité de l'outil lors de l'usinage des zones de contre-dépouille.
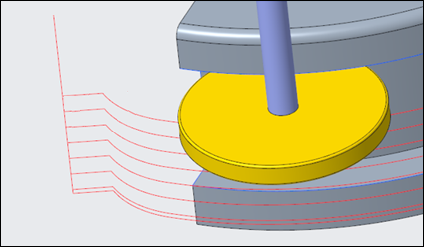
Par exemple, lorsque la valeur du Dégagement radial de contre-dépouille (Undercut radial clearance) est définie sur 0 :
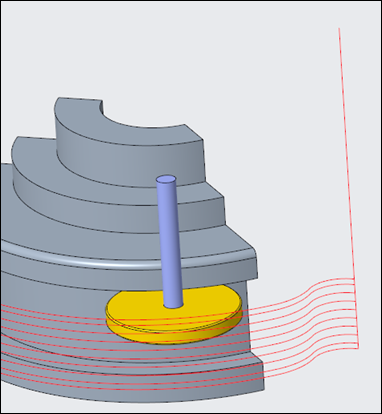
Par exemple, lorsque la valeur du Dégagement radial de contre-dépouille (Undercut radial clearance) est supérieure à 0 :
• Profondeur de passe adaptative (Adaptive step depth) : cochez cette case pour créer des tranches de profondeur de passe adaptative lors de l'usinage de contre-dépouille. Les tranches de trajectoire d'outil supplémentaires sont générées dans les zones de faible pente. Une fois que vous avez coché cette case, les paramètres suivants deviennent disponibles :
◦ Profondeur de passe minimum (Minimum step depth) : détermine la distance minimale entre deux passes adjacentes dans la direction d'usinage spécifiée.
◦ Décalage de passes maximum (Maximum step over) : définit la distance maximale entre les deux découpes voisines mesurées dans le plan XY.
Des tranches adaptatives sont ajoutées lorsque la distance entre les deux tranches consécutives de profondeur de passe constante dans le plan XY est supérieure à la valeur Décalage de passes maximum (Maximum step over). Les tranches sont ajoutées jusqu'à ce que la tranche de décalage de passes maximum devienne similaire ou égale à la tranche conjugative suivante.
Les tranches adaptatives ne sont pas générées lorsque :
◦ La valeur Profondeur de passe minimum (Minimum step depth) est supérieure à la moitié de la valeur de profondeur de passe constante. Par exemple, si la valeur Profondeur de passe minimum (Minimum step depth) est de 2.0 MM et que la valeur de STEP_DEPTH est de 1.0 MM, les tranches adaptatives ne sont pas générées.
◦ La valeur Décalage de passes maximum (Maximum step over) est supérieure à la distance entre les deux tranches consécutives de profondeur constante mesurée dans le plan XY.
L'illustration suivante montre comment les tranches adaptatives sont ajoutées dans les zones de faible pente :
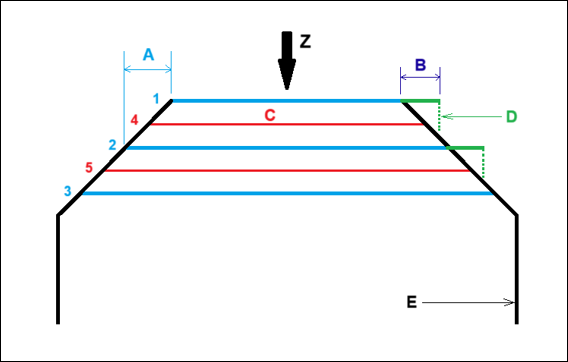
1. Tranches de profondeur de passe constante
2. Tranches de profondeur de passe constante
3. Tranches de profondeur de passe constante
4. Tranches de profondeur de passe adaptative
5. Tranches de profondeur de passe adaptative
A : Distance entre deux tranches consécutives de profondeur de passe constante dans le plan XY
B : Décalage de passe maximum dans le plan XY
C : Tranches de profondeur de passe adaptative
D : Projection de la tranche de décalage de passes maximum dans la direction Z
E : Superficie de la contre-dépouille
Cas 1 : lorsque la valeur Décalage de passes maximum (Maximum step over) dans le plan XY (B) est inférieure à la distance entre les deux tranches consécutives de profondeur de passe constante (A), les tranches de profondeur adaptative sont ajoutées au milieu des deux tranches consécutives de profondeur de passe constante.
Cas 2 : lorsque la valeur Décalage de passes maximum (Maximum step over) dans le plan XY (B) est supérieure à la distance entre les deux tranches consécutives de profondeur de passe constante (A), les tranches de profondeur adaptative ne sont pas générées.
Cas 3 : lorsque la valeur Décalage de passes maximum (Maximum step over) dans le plan XY (B) est égale à la distance entre les deux tranches consécutives de profondeur de passe constante (A), les tranches de profondeur adaptative ne sont pas générées.
Cas 4 : lorsque la valeur Décalage de passes maximum (Maximum step over) dans le plan XY (B) est inférieure à la distance entre les deux tranches consécutives de profondeur de passe constante (A) et que la valeur Profondeur de passe minimum (Minimum step depth) est supérieure à la moitié de la valeur de STEP_DEPTH, les tranches de profondeur adaptative ne sont pas générées.
Si vous cochez la case Profondeur de passe adaptative (Adaptive step depth), les surfaces planes dans les zones de contre-dépouille ne seront pas complètement usinées. Pour usiner les surfaces de contre-dépouille planes, utilisez l'une des méthodes suivantes : • Définissez une valeur de tolérance plus fine. • Décochez la case Profondeur de passe adaptative (Adaptive step depth). • Spécifiez une grande profondeur de passe si vous souhaitez usiner uniquement les surfaces planes de contre-dépouille. |
Onglet Liens (Links)
Définissez les types d'entrées/sorties et de liens.
• Entrée/Sortie (Lead) : spécifiez les options suivantes :
◦ Entrée et sortie tangentielle (Lead-in and Lead-out) : permet de sélectionner les mouvements d'entrée et de sortie vers et depuis les surfaces d'usinage.
▪ Aucun (None) : l'outil entre ou sort sans mouvement d'entrée ou de sortie tangentielle.
▪ Arc tangentiel (Tangential arc) (par défaut) : l'outil utilise un arc horizontal pour les zones de forte pente et un arc vertical pour les zones de faible pente lors de l'entrée et la sortie tangentielles.

▪ Arc tangentiel horizontal (Horizontal tangential arc) : l'outil utilise un arc horizontal pour toutes les zones lors de l'entrée et la sortie tangentielles.
◦ Rayon tangentiel (Lead radius) : entrez le rayon de l'arc pour l'entrée et la sortie de la trajectoire d'outil sous la forme d'un pourcentage du diamètre d'outil (par défaut) ou d'une valeur absolue. La valeur par défaut est 25 %.
• Liens (Links) : définissez les types de liaisons entre les tranches adjacentes avec les options suivantes :
◦ Petits liens (Small links) : sélectionnez l'une des options suivantes :
▪ Direct (Direct) : crée la liaison la plus courte en ligne droite entre les tranches, sans aucun mouvement de retrait.
▪ Suivre la surface (Follow Surface) : crée une liaison qui suit la géométrie existante entre les tranches sans mouvement de retrait.
▪ Spline de lissage (Blend Spline) (par défaut) : crée une liaison sous forme d'arcs tangentiels entre les tranches.
▪ Retrait à distance de sécurité (Retract to Clear Distance) : crée une liaison en ligne droite entre les tranches. L'outil se retire jusqu'à la distance de sécurité spécifiée.
▪ Retrait jusqu'au plan de retrait (Retract to Retract Plane) : crée une liaison en ligne droite entre les tranches. L'outil se retire jusqu'au plan de retrait lorsqu'il relie les tranches.
Si le type de lien sélectionné ne satisfait pas aux conditions de sécurité, le type de lien sécurisé suivant est utilisé. |
◦ Seuil des petits liens (Small link threshold) : entrez une valeur de seuil pour le paramètre SMALL_LINK sous la forme d'un pourcentage de la profondeur de passe (par défaut) ou d'une valeur absolue. Les liens inférieurs à la valeur de seuil sont considérés comme de petits liens. La valeur de seuil par défaut est de 110 %.
Onglet Options (Options)
Ouvrez une pièce ou un assemblage à utiliser comme adaptateur de l'outil de coupe. Une autre possibilité consiste à cliquer sur  pour copier l'adaptateur de l'outil de coupe à partir d'une autre étape.
pour copier l'adaptateur de l'outil de coupe à partir d'une autre étape.
pour copier l'adaptateur de l'outil de coupe à partir d'une autre étape.Onglet Mouvements d'outil (Tool Motions)
Pour créer un mouvement d'outil de type Goto point, sélectionnez Goto point (Goto Point). Pour plus d'informations, consultez la rubrique Pour créer un mouvement d'outil de type Goto point.
Pour insérer une commande CL le long de la trajectoire d'outil, sélectionnez Commande CL (CL Command). Pour plus d'informations, consultez la rubrique Pour insérer une commande CL pour les mouvements d'outil.
L'onglet Mouvements d'outil (Tool Motions) est visible uniquement lorsque vous définissez des références d'usinage. |
Onglet Processus (Process)
Utilisez l'une des options suivantes pour l'étape d'usinage :
• Temps calculé (Calculated Time) : cliquez sur  pour calculer automatiquement le temps d'usinage pour cette étape. La zone Temps calculé (Calculated Time) affiche le temps.
pour calculer automatiquement le temps d'usinage pour cette étape. La zone Temps calculé (Calculated Time) affiche le temps.
pour calculer automatiquement le temps d'usinage pour cette étape. La zone Temps calculé (Calculated Time) affiche le temps.• Temps réel (Actual Time) : indiquez le temps d'usinage.
Onglet Propriétés (Properties)
Spécifiez un nom ou des commentaires pour l'étape.
• Nom (Name) : affiche le nom de l'étape. Vous pouvez saisir un autre nom.
• Commentaires (Comments) : saisissez les commentaires associés à l'étape dans la zone de texte ou utilisez les options suivantes :
◦  : lit un fichier texte existant contenant des commentaires sur l'étape et remplace tous les commentaires courants.
: lit un fichier texte existant contenant des commentaires sur l'étape et remplace tous les commentaires courants.
: lit un fichier texte existant contenant des commentaires sur l'étape et remplace tous les commentaires courants.◦  : insère le contenu d'un fichier texte existant contenant des commentaires sur l'étape à l'emplacement du curseur. Préserve tous les commentaires courants sur l'étape.
: insère le contenu d'un fichier texte existant contenant des commentaires sur l'étape à l'emplacement du curseur. Préserve tous les commentaires courants sur l'étape.
: insère le contenu d'un fichier texte existant contenant des commentaires sur l'étape à l'emplacement du curseur. Préserve tous les commentaires courants sur l'étape.◦  : enregistre les commentaires courants sur l'étape dans un fichier texte.
: enregistre les commentaires courants sur l'étape dans un fichier texte.
: enregistre les commentaires courants sur l'étape dans un fichier texte.◦  : accepte les commentaires courants sur l'étape.
: accepte les commentaires courants sur l'étape.
: accepte les commentaires courants sur l'étape.