Utilizzo dei parametri di finitura e di finitura delle aree residue
Guardate il
video che mostra come utilizzare i parametri Finitura (Finish) e Finitura aree residue (Rest Finish). Questa esercitazione è una guida dettagliata su come creare sequenze di finitura HSM e finitura aree residue.
Utilizzo delle opzioni di finitura
1. Aprite l'assieme MFG0001.ASM.
2. Nell'albero modello fate clic su
Mill window 1, quindi su

per modificare la definizione. Viene visualizzata la scheda
Finestra fresatura (Mill Window).
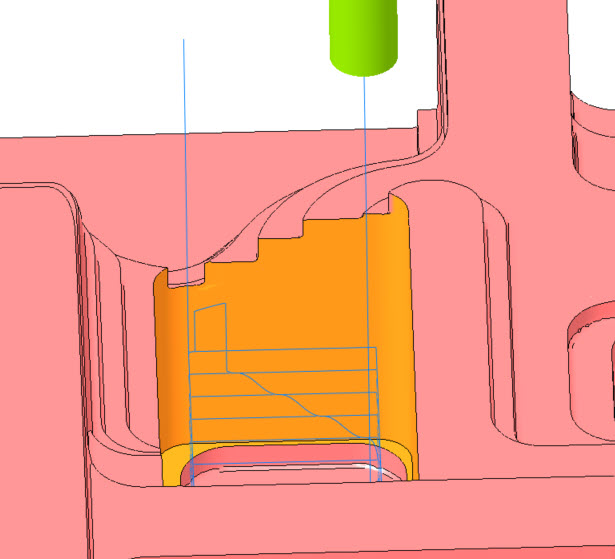
3. Nella scheda Opzioni (Options) selezionate Sul limite della finestra (On window contour), quindi fate clic su OK.
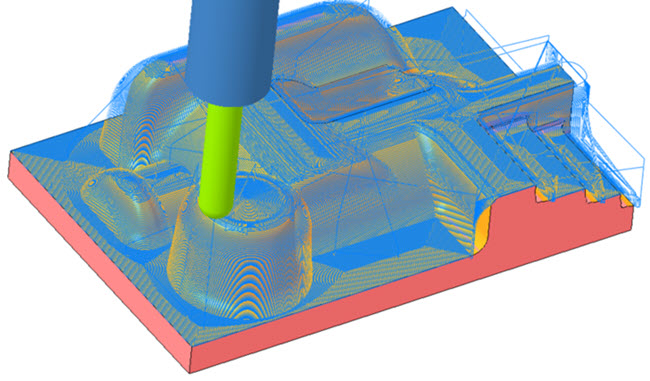
4. Nell'albero modello fate clic sulla sequenza
FINISH_SMART_CUTS, quindi su
per modificare la definizione. Viene visualizzata la scheda
Finitura HSM (HSM Finish).
5. Fate clic su

e selezionate l'utensile
KF20_ISO50 con diametro fresa pari a 20 mm.
6. Nella scheda Riferimenti (References) fate clic sul raccoglitore Finestra fresatura (Mill window) e nell'albero modello selezionate Mill Window 1.
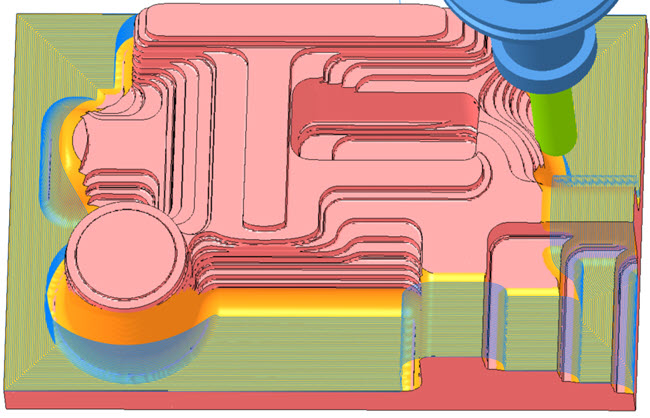
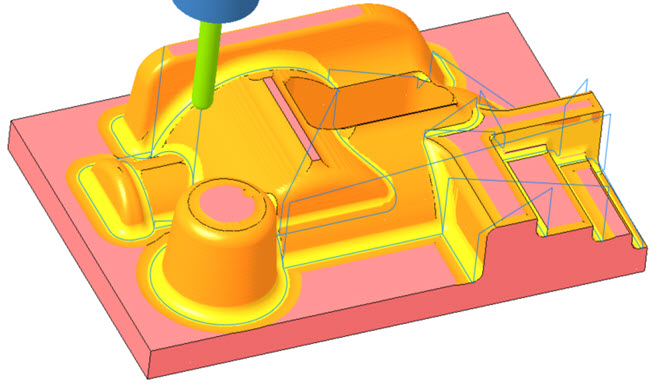
7. Nella scheda Parametri (Parameters) i parametri vengono inseriti automaticamente in base al diametro dell'utensile. Per ottimizzare il percorso utensile, impostate i valori come mostrato per i parametri elencati di seguito.
◦ STEP_OVER = 0.5
◦ FINISH_OPTION = SMART_CUTS
◦ CUT_TYPE = CLIMB
8. Fate clic sulla freccia accanto a

, quindi su

. Viene visualizzata la scheda
Asportazione materiale (Material Removal).
9. Nella scheda Asportazione materiale (Material Removal), fate clic su Grezzo (Stock Model) > Apri grezzo in lavorazione (Open In-Process Stock). Viene visualizzata la finestra di dialogo Carica grezzo (Load stock).
10. Selezionate rest_rough.bin e fate clic su Apri (Open).
11. Fate clic su
per aprire la finestra di dialogo
Esegui simulazione (Play Simulation).
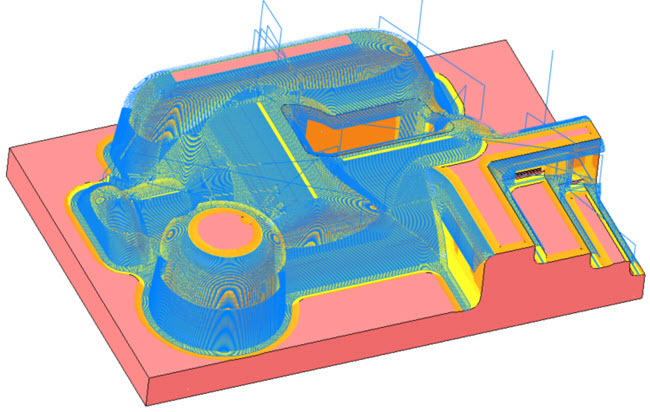
12. Per eseguire la simulazione, fate clic su

.
13. Nella scheda
Asportazione materiale (Material Removal) fate clic su

.
14. Nella scheda Parametri (Parameters) impostate i valori come mostrato per i parametri riportati di seguito, quindi ripetete i passi 8-13.
◦ STEP_OVER = 1
◦ SLOPE_ANGLE_START = 0
◦ SLOPE_ANGLE_END = 40
|  L'angolo di pendenza che inizia da 0 indica che vengono lavorate solo le aree poco profonde. |
15. Nella scheda Parametri (Parameters) impostate i valori come mostrato per i parametri riportati di seguito, quindi ripetete i passi 8-13.
◦ STEP_OVER = 1
◦ SLOPE_ANGLE_START = 38
◦ SLOPE_ANGLE_END = 90
| L'angolo di pendenza che termina a 90 indica che vengono lavorate solo le aree profonde. |
16. Fate clic su OK nella scheda Finitura HSM (HSM Finish) per completare la sequenza.
17. Nell'albero modello fate clic sulla sequenza
FINISH_CONSTANT_Z, quindi su
per modificare la definizione. Viene visualizzata la scheda
Finitura HSM (HSM Finish).
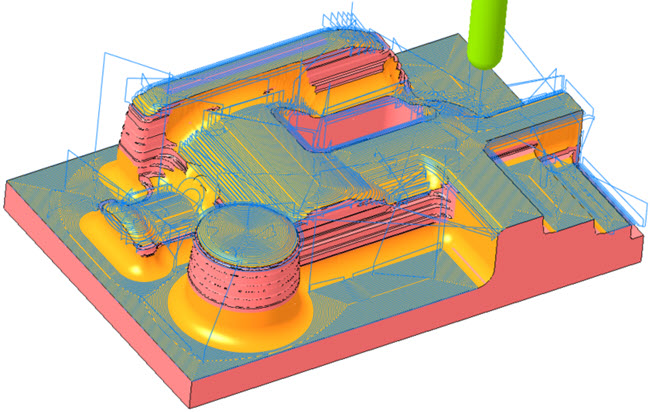
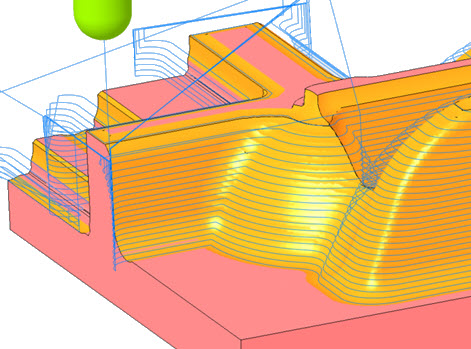
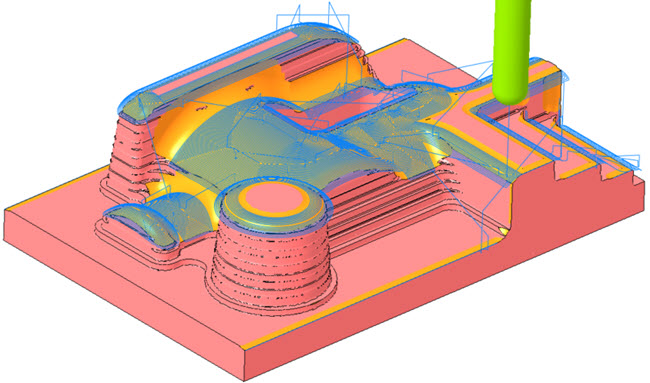
18. Nella scheda Parametri (Parameters) impostate i valori come mostrato per i parametri riportati di seguito, quindi ripetete i passi 8-13.
◦ STEP_OVER = 5
◦ FINISH_OPTION = CONSTANT_Z
◦ CUT_TYPE = CLIMB
◦ LEAD_RADIUS = 15
◦ CUT_ENTRY_EXIT_EXT = HORIZONTAL_TANG_ARC
19. Nella scheda Parametri (Parameters) impostate i valori come mostrato per i parametri riportati di seguito, quindi ripetete i passi 8-13.
◦ STEEP_STEP_OVER = 2
| Quando impostate i parametro STEEP_STEP_OVER, il valore STEP_OVER viene ignorato per le aree profonde. |
20. Fate clic su OK nella scheda Finitura HSM (HSM Finish) per completare la sequenza.
21. Nell'albero modello fate clic sulla sequenza
FINISH_PARALLEL_CUT, quindi su
per modificare la definizione. Viene visualizzata la scheda
Finitura HSM (HSM Finish).
22. Nella scheda Parametri (Parameters) impostate i valori come mostrato per i parametri riportati di seguito, quindi ripetete i passi 8-13.
◦ STEP_OVER = 5
◦ FINISH_OPTION = PARALLEL_CUT
◦ CUT_TYPE = CLIMB
◦ CUT_ANGLE = 45
◦ LEAD_RADIUS = 15
◦ CUT_ENTRY_EXIT_EXT = VERTICAL_TANG_ARC
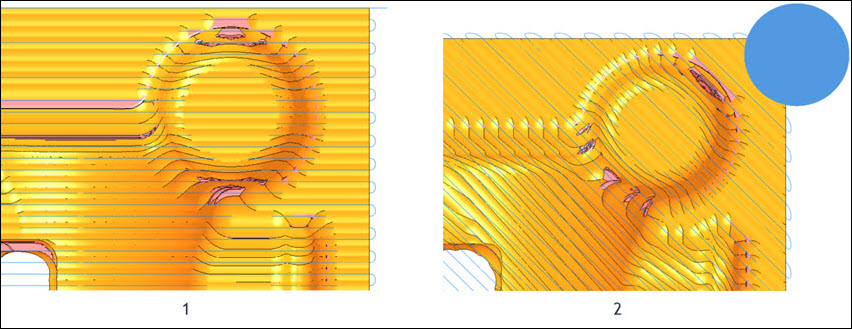
23. Nella scheda Parametri (Parameters) impostate i valori come mostrato per i parametri riportati di seguito, quindi ripetete i passi 8-13.
◦ CUT_TYPE = ZIG-ZAG
◦ OPTIMAL_ANGLE = YES
a. OPTIMAL_ANGLE viene impostato su YES.
b. OPTIMAL_ANGLE viene impostato su NO.
24. Fate clic su OK nella scheda Finitura HSM (HSM Finish) per completare la sequenza.
25. Nell'albero modello fate clic sulla sequenza
FINISH_CONSTANT_CUSP, quindi su
per modificare la definizione. Viene visualizzata la scheda
Finitura HSM (HSM Finish).
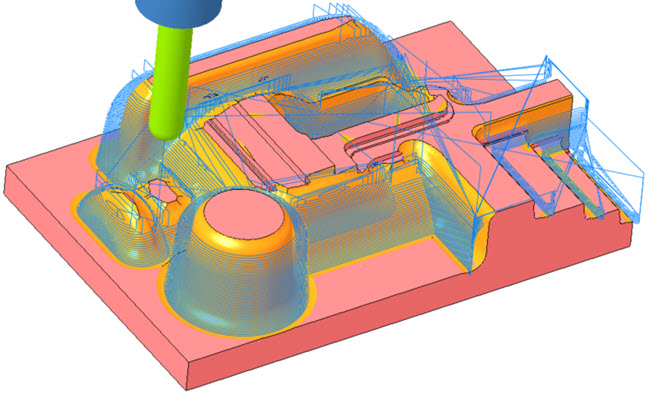
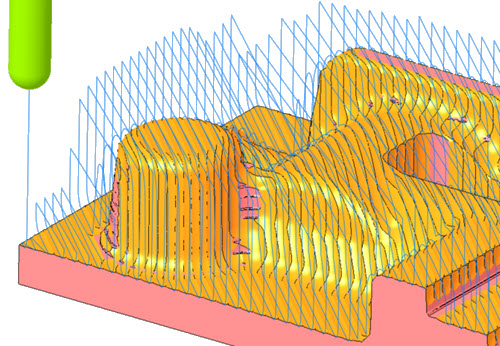
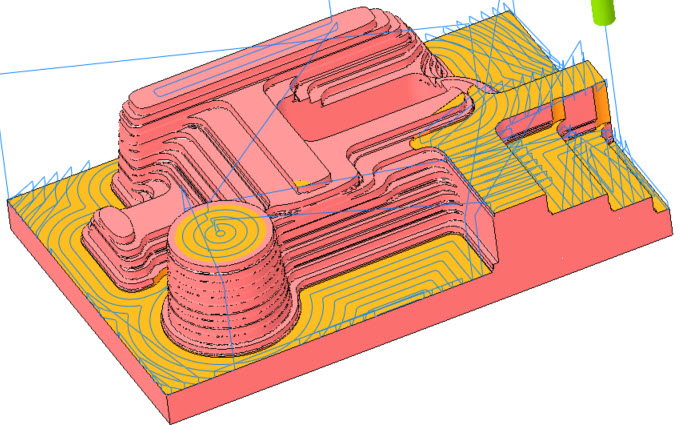
26. Nella scheda Parametri (Parameters) impostate i valori come mostrato per i parametri riportati di seguito, quindi ripetete i passi 8-13.
◦ STEP_OVER = 5
◦ CUT_TYPE = CLIMB
◦ FINISH_OPTION = CONSTANT_CUSP
◦ SPIRAL_SCAN_DIRECTION = INSIDE_OUT
27. Nella scheda Parametri (Parameters) impostate i valori come mostrato per i parametri riportati di seguito, quindi ripetete i passi 8-13.
◦ SPIRAL_SCAN_DIRECTION = OUTSIDE_IN
◦ SCALLOP_HGT = 0.01
| Un valore più basso del parametro SCALLOP_HGT determina una finitura più uniforme. |
28. Nella scheda Parametri (Parameters) impostate i valori come mostrato per i parametri riportati di seguito, quindi ripetete i passi 8-13.
◦ SLOPE_ANGLE_START = 0.1
◦ SLOPE_ANGLE_END = 45
| Un angolo di pendenza maggiore di 0 indica che le superfici piane sono escluse dal calcolo del percorso. |
29. Fate clic su OK nella scheda Finitura HSM (HSM Finish) per completare la sequenza.
30. Nell'albero modello fate clic sulla sequenza
FINISH_FLAT_LANDS, quindi su
per modificare la definizione. Viene visualizzata la scheda
Finitura HSM (HSM Finish).
31. Fate clic su
e selezionate l'utensile
HOLDER_END_MILL con diametro fresa pari a 20 mm.
32. Nella scheda Parametri (Parameters) impostate i valori come mostrato per i parametri riportati di seguito, quindi ripetete i passi 8-13.
◦ STEP_OVER = 6
◦ FINISH_OPTION = FLAT_LANDS
◦ SCALLOP_HGT = 0.01
Utilizzo delle opzioni di taglio di finitura
1. Nell'albero modello fate clic sulla sequenza
FINISH_CUT_TYPE, quindi su
per modificare la definizione. Viene visualizzata la scheda
Finitura HSM (HSM Finish).
2. Fate clic su
e selezionate l'utensile
HOLDER_END_MILL con diametro della fresa pari a 12 mm.
3. Nella scheda Riferimenti (References) fate clic sul raccoglitore Finestra fresatura (Mill window) e nell'albero modello selezionate Mill Window 2.
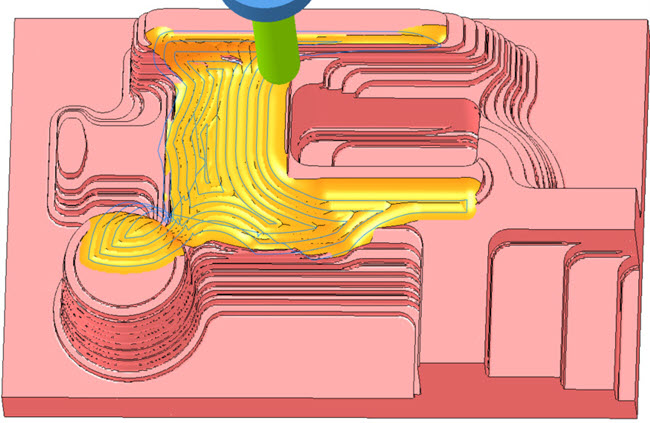
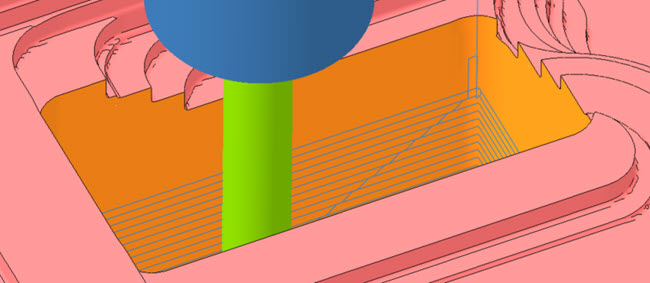
4. Nella scheda Parametri (Parameters) i parametri vengono inseriti automaticamente in base al diametro dell'utensile. Per ottimizzare il percorso utensile, impostate i valori come mostrato per i parametri elencati di seguito.
◦ STEP_OVER = 5
◦ FINISH_OPTION = CONSTANT_Z
◦ CUT_TYPE = CLIMB
◦ START_HEIGHT = 40
◦ END_HEIGHT = 10
5. Fate clic sulla freccia accanto a
, quindi su
. Viene visualizzata la scheda
Asportazione materiale (Material Removal).
6. Nella scheda Asportazione materiale (Material Removal), fate clic su Grezzo (Stock Model) > Apri grezzo in lavorazione (Open In-Process Stock). Viene visualizzata la finestra di dialogo Carica grezzo (Load stock).
7. Selezionate rest_rough.bin e fate clic su Apri (Open).
8. Fate clic su
per aprire la finestra di dialogo
Esegui simulazione (Play Simulation).
9. Per eseguire la simulazione, fate clic su
.
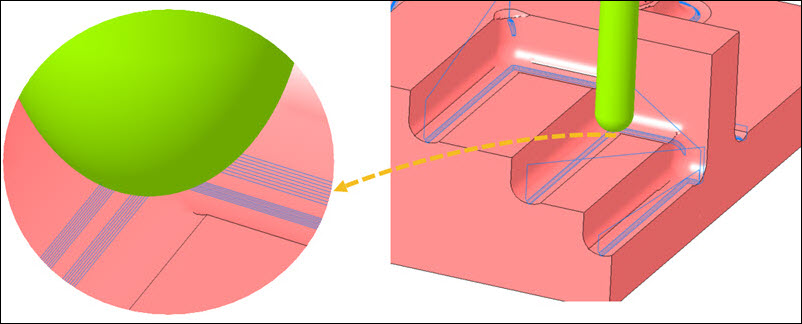
| Si osserva una connessione di tipo S quando CUT_TYPE è impostato su CLIMB. |
10. Fate clic su Chiudi (Close) nella scheda Asportazione materiale (Material Removal).
11. Nella scheda Parametri (Parameters) impostate i valori come mostrato per i parametri riportati di seguito, quindi ripetete i passi 5-10.
◦ STEEP_STEP_OVER = -
◦ CUT_TYPE = SPIRAL
12. Nella scheda Parametri (Parameters) impostate i valori come mostrato per i parametri riportati di seguito, quindi ripetete i passi 5-10.
◦ CUT_TYPE = UPCUT
| Si osserva una connessione di tipo S quando CUT_TYPE è impostato su UPCUT. |
Utilizzo delle opzioni di finitura delle aree residue
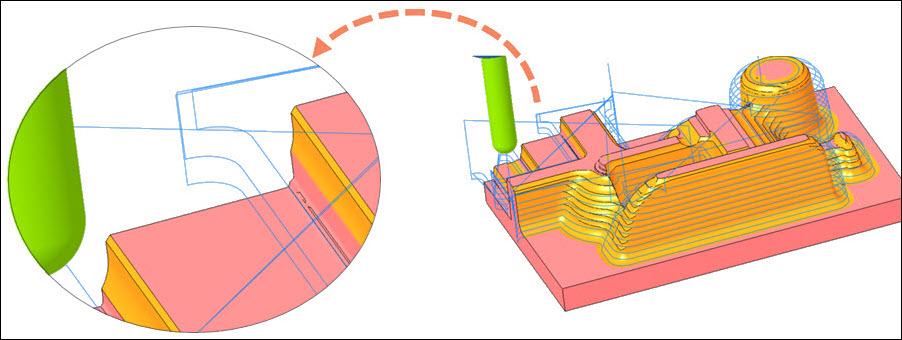
1. Nell'albero modello fate clic sulla sequenza
REST_FINISH_PENCIL, quindi su
per modificare la definizione. Viene visualizzata la scheda
Finitura aree residue HSM (HSM Rest Finish).
2. Fate clic su
e selezionate l'utensile
KF12_ISO50 con diametro fresa pari a 12 mm.
3. Nella scheda Riferimenti (References) fate clic sul raccoglitore Finestra fresatura (Mill window) e nell'albero modello selezionate Mill Window 1.
4. Nella scheda Parametri (Parameters) i parametri vengono inseriti automaticamente in base al diametro dell'utensile. Per ottimizzare il percorso utensile, impostate i valori come mostrato per i parametri elencati di seguito.
◦ STEP_OVER = 1
◦ FINISH_OPTION = PENCIL_CUT
5. Fate clic su OK per completare la sequenza REST_FINISH_PENCIL.
6. Premete CTRL e selezionate le sequenze FINISH_SMART_CUTS e REST_FINISH_PENCIL.
7. Fate clic su
per aprire la scheda
Asportazione materiale (Material Removal).
8. Nella scheda Asportazione materiale (Material Removal), fate clic su Grezzo (Stock Model) > Apri grezzo in lavorazione (Open In-Process Stock). Viene visualizzata la finestra di dialogo Carica grezzo (Load stock).
9. Selezionate rest_rough.bin e fate clic su Apri (Open).
10. Fate clic su
per aprire la finestra di dialogo
Esegui simulazione (Play Simulation).
11. Per eseguire la simulazione, fate clic su
.
12. Fate clic su Chiudi (Close) nella scheda Asportazione materiale (Material Removal).
13. Nell'albero modello fate clic sulla sequenza
REST_FINISH_PENCIL, quindi su
per modificare la definizione. Viene visualizzata la scheda
Finitura aree residue HSM (HSM Rest Finish).
14. Nella scheda Parametri (Parameters) impostate i valori come mostrato per i parametri riportati di seguito.
◦ STEP_OVER = 0.1
◦ MULTI_PENCIL_PASSES = 10
15. Fate clic su OK per completare la sequenza REST_FINISH_PENCIL e ripetete i passi 6–12.
16. Nell'albero modello fate clic sulla sequenza
REST_FINISH_CONSTANT_CUSP, quindi su
per modificare la definizione. Viene visualizzata la scheda
Finitura aree residue HSM (HSM Rest Finish).
17. Fate clic su
e selezionate l'utensile
KF12_ISO50 con diametro fresa pari a 12 mm.
18. Nella scheda Riferimenti (References) fate clic sul raccoglitore Utensile per taglio di riferimento (Reference Cutting Tool) e selezionate l'utensile KF20_ISO50 .
19. Nella scheda Riferimenti (References) fate clic sul raccoglitore Finestra fresatura (Mill window) e nell'albero modello selezionate Mill Window 1.
20. Nella scheda Parametri (Parameters) i parametri vengono inseriti automaticamente in base al diametro dell'utensile. Per ottimizzare il percorso utensile, impostate i valori come mostrato per i parametri elencati di seguito.
◦ STEP_OVER = 0.5
◦ CUT_TYPE = CLIMB
◦ FINISH_OPTION = CONSTANT_CUSP
21. Fate clic su OK per completare la sequenza REST_FINISH_CONSTANT_CUSP.
22. Premete CTRL e selezionate le sequenze FINISH_SMART_CUTS e REST_FINISH_CONSTANT_CUSP.
23. Fate clic su
per aprire la scheda
Asportazione materiale (Material Removal).
24. Nella scheda Asportazione materiale (Material Removal), fate clic su Grezzo (Stock Model) > Apri grezzo in lavorazione (Open In-Process Stock). Viene visualizzata la finestra di dialogo Carica grezzo (Load stock).
25. Selezionate rest_rough.bin e fate clic su Apri (Open).
26. Fate clic su
per aprire la finestra di dialogo
Esegui simulazione (Play Simulation).
27. Per eseguire la simulazione, fate clic su
.
28. Fate clic su Chiudi (Close) nella scheda Asportazione materiale (Material Removal).
29. Nell'albero modello fate clic sulla sequenza
REST_FINISH_CONSTANT_CUSP, quindi su
per modificare la definizione. Viene visualizzata la scheda
Finitura aree residue HSM (HSM Rest Finish).
30. Nella scheda Parametri (Parameters) impostate i valori come mostrato per il parametro riportato di seguito.
◦ REST_AREA_OFFSET = 5
31. Fate clic su OK per completare la sequenza REST_FINISH_CONSTANT_CUSP e ripetete i passi 21–28.