Parameter für Schnellfräsen
Allgemeine Parameter für HGZ-Schruppen-, HGZ-Rest-Schruppen-, HGZ-Schlichten- und HGZ-Rest-Schlichten-Folgen
• Z_ACHSEN_VERSCHIEBUNG (AXIS_SHIFT) – Geben Sie die Achsenverschiebung des Werkzeugs entlang des Werkstücks an. Damit können Sie die CLDATA-Koordinaten in Werkzeugachsenrichtung verschieben. Bei Eingabe eines positiven Werts werden alle CL-Daten entlang der Werkzeugachse nach unten verschoben; bei einem negativen Wert werden die CL-Daten nach oben verschoben.
Voreinstellung: 0
• BODEN_AUFMASS (BOTTOM_STOCK_ALLOW) – Geben Sie das Aufmaß an, das nach einer Folge auf planaren Flächen parallel zur Rückzugsebene übrig bleiben soll.
Voreinstellung: -
• SICHERHEITSABSTAND (CLEAR_DIST) – Geben Sie den Sicherheitsabstand oberhalb der zu fräsenden Fläche an, bei dem die Eilgangbewegung endet und der entsprechende Vorschub beginnt.
Voreinstellung: Basiert auf interner Beziehung nach Definition des Werkzeugs.
• SCHNITT_WINKEL (CUT_ANGLE) – Geben Sie den Winkel zwischen der Schnittrichtung und der X-Achse des Koordinatensystems der NC-Folge an.
Voreinstellung: 0
Nur der Wert TYP_1 (TYPE_1) ist für den Parameter VERFAHRWEG_TYP (SCAN_TYPE) in HGZ-Schruppen- und HGZ-Rest-Schruppen-Folgen anwendbar. Entsprechend ist der Wert PARALLELE_SCHNITTE (PARALLEL_CUTS) für HGZ-Schlichten- und HGZ-Rest-Schlichten-Folgen anwendbar.
• SCHNITTTYP (CUT_TYPE) – Geben Sie den Schnitttyp an. In Kombination mit SPINDEL_DREHRICHTUNG (SPINDLE_SENSE) steuert dieser Parameter, wo sich das Material relativ zum Werkzeug befindet, wenn das Werkzeug Material entfernt.
Voreinstellung: Gleichlauf (Climb)
Die folgenden Optionen stehen zur Auswahl:
◦ Gegenlauf (Upcut)
◦ Zickzack (ZigZag)
◦ Spirale (Spiral) – Verfügbar in HGZ-Schlichten- und HGZ-Rest-Schlichten-Folgen. Wird für die Optionen PARALLELE_SCHNITTE (PARALLEL_CUTS) und FLACHE_BEREICHE (FLAT_LANDS) nicht unterstützt.
• END_HÖHE (END_HEIGHT) – Geben Sie die Endhöhe für Schichten an.
Voreinstellung: -
• HALTER_ABSTAND (HOLDER_CLEARANCE) – Geben Sie den zulässigen Mindestabstand zwischen dem Werkzeughalter und der bearbeiteten Fläche an. Der Parameter kann in Kombination mit jedem definierten Rohlingsabstand verwendet werden.
Voreinstellung: 0.2
• RÜCKZUGS_ABSTAND (PULLOUT_DIST) – Geben Sie die Höhe über dem Schnittniveau (z.B. der soeben gefrästen Schicht) an, bis zu der sich die Spitze des Werkzeugs bei SCHNITT_VORSCHUB (CUT_FEED) zurückzieht und dann in die Geschwindigkeit SCHNELL_VORSCHUB (FREE_FEED) wechselt. Wenn SCHNELL_VORSCHUB (FREE_FEED) nicht definiert ist, zieht sich das Werkzeug im Eilgang zurück.
Voreinstellung: -
• RAUTIEFE (SCALLOP_HGT) – Geben Sie die maximal zulässige Rautiefe an, um die Schritttiefe/Schrittweite des Werkzeugs zu steuern.
Voreinstellung: -
• SCHICHT_WEG_SCAN (SLICE_PATH_SCAN) – Geben Sie die Bearbeitungsreihenfolge bei mehreren Bahnen innerhalb mehrerer Schritttiefen oder Schichten an.
Voreinstellung: BAHNWEISE (PASS_BY_PASS)
Die folgenden Optionen stehen zur Auswahl:
◦ BAHNWEISE (PASS_BY_PASS) – Aktiviert die bereichsweise Bearbeitung. Das Werkzeug schließt alle Schichten in einem Bereich ab und bewegt die Maschine dann zum nächsten Bereich.
◦ SCHICHT_FUER_SCHICHT (SLICE_BY_SLICE) – Aktiviert die schichtweise Bearbeitung. Alle ersten Schichten der Bereiche werden nacheinander bearbeitet, dann folgen die zweiten Schichten.
• STARTHÖHE (START_HEIGHT) – Geben Sie die Starthöhe für Schichten an.
Voreinstellung: -
• SCHRITTWEITE (STEP_OVER) – Geben Sie den Parameter an, um die seitliche Schnitttiefe zu steuern.
Voreinstellung: Basiert auf der internen Beziehung nach Definition des Werkzeugs.
SCHRITTWEITE muss einen positiven Wert kleiner oder gleich dem Werkzeugdurchmesser aufweisen.
• TOLERANZ (TOLERANCE) – Werkzeugmaschinen bewegen sich in kleinen geraden Linieninkrementen, um sich einer gekrümmten Geometrie anzunähern. Geben Sie den maximalen Abstand an, in dem der geradlinige Pfad von der gekrümmten Geometrie abweicht.
Voreinstellung: 0.06 mm beim HGZ-Schruppen und HGZ-Rest-Schruppen.
Voreinstellung: 0.025 mm beim HGZ-Schlichten und HGZ-Rest-Schlichten.
• TRIMM_WKZGWEG_AUF_HALTER (TRIM_TOOLPATH_ON_HOLDER) – Unterteilen Sie den Werkzeugweg in kollidierende und nicht kollidierende Zonen, vorausgesetzt, die Parameter HALTER_DURCHM (HOLDER_DIAMETER) und HALTER_LÄNGE (HOLDER_LENGTH) wurden festgelegt. In der kollidierenden Zone kollidiert der Werkzeughalter mit dem Referenzteil, und der Werkzeugweg wird getrimmt, während in der nicht kollidierenden Zone keine Kollision auftritt. Der daraus resultierende Werkzeugweg ist die Kombination aller nicht kollidierenden Zonen.
Voreinstellung: Ja (Yes)
In HGZ-Schruppen- und HGZ-Rest-Schruppen-Folgen wird dieser Parameter nicht unterstützt, wenn VERFAHRWEG_TYP (SCAN_TYPE) auf TYP_1 (TYPE_1) und SCHRUPP_OPTION (ROUGH_OPTION) auf NUR_SCHRUPPEN (ROUGH_ONLY) festgelegt ist.
Parameter für HGZ-Schruppen und HGZ-Rest-Schruppen für Schnittbewegungen
• VERFAHRWEG_TYP (SCAN_TYPE) – Gibt an, wie ein Fräswerkzeug den horizontalen Querschnitt eines Fräsvolumens abtastet und Inselgeometrie umfährt.
Voreinstellung: KONSTANTE_LAST (CONSTANT_LOAD)
Die folgenden Optionen stehen zur Auswahl:
◦ TYP_1 (TYPE_1) – Erstellt parallele Materialschnitte in mehreren Tiefen.
◦ TYP_SPIRALFÖRMIG (TYPE_SPIRAL) – Generiert einen spiralförmigen Werkzeugweg.
◦ KONSTANTE_LAST (CONSTANT_LOAD) – Stellt sicher, dass die Schnittbedingungen nahezu konstant bleiben. Dies bietet Verbesserungen gegenüber herkömmlichen Schruppstrategien mit konstantem Versatz. Die Strategie vermeidet Materialschnitte voller Breite, indem das Kontaktvolumen des Werkzeugs mit Material konstant gemessen und nach und nach Material vom verbleibenden Material entfernt wird. Die konstante Belastung des Werkzeugs ermöglicht eine höhere Materialentfernungsrate mit höheren Vorschubgeschwindigkeiten und verringert die Gesamtbearbeitungszeit.
• SCHRUPP_OPTION (ROUGH_OPTION) – Geben Sie an, ob beim Schruppen oder Restschruppen ein Profillauf stattfinden muss.
Voreinstellung: NUR_SCHRUPPEN (ROUGH_ONLY)
◦ NUR_SCHRUPPEN (ROUGH_ONLY) – Erzeugen Sie eine NC-Folge ohne Profilfräsen.
◦ SCHRUPPEN_&_PROFIL (ROUGH_&_PROF) – Erzeugen Sie eine NC-Folge, die einen Schruppschnitt und eine Profilierung für den Rohling im Fräsfenster durchführt. Gilt für den Verfahrwegtyp TYP_1 (TYPE_1).
Voreinstellung: WÄHREND (DURING)
◦ WÄHREND (DURING) – Erzeugen Sie Zwischenschichten während der Fräsbahnen.
◦ NACHHER (AFTER) – Erzeugen Sie Zwischenschichten, nachdem die letzte Schicht bearbeitet wurde.
Parameter für HGZ-Schruppen und HGZ-Rest-Schruppen für Schnitttiefe und Aufmaße
• SCHRUPP_AUFMASS (ROUGH_STOCK_ALLOW) – Definieren Sie das Aufmaß, das nach dem Schruppschnitt in radialer Richtung übrig bleiben soll.
Voreinstellung: 0
• MAX_SCHRITTTIEFE (MAX_STEP_DEPTH) – Geben Sie die maximal zulässige Schritttiefe an. Nachdem die Positionen der höchsten und niedrigsten Schicht ermittelt wurden, wird die tatsächliche Schritttiefe berechnet, die kleiner oder gleich der angegebenen MAX_SCHRITTTIEFE (MAX_STEP_DEPTH) ist.
Voreinstellung: Basiert auf interner Beziehung nach Definition des Werkzeugs.
Sie können die Beziehung im Dialogfenster Beziehungen (Relations) ändern oder den Wert angeben.
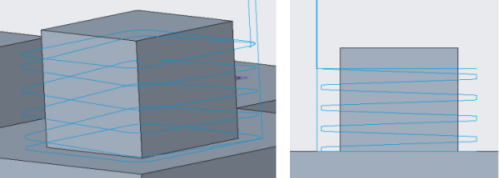
• MASCHINEN_FLACHE_BEREICHE (MACHINE_FLATLANDS) – Wählen Sie diesen Parameter aus, um echte flache Flächen der Spritzgussteile zu bearbeiten. Diese Option hilft Ihnen bei der Bearbeitung flacher Flächen auf der Z-Achse, z.B. Trennflächen.
Voreinstellung: JA (YES)
Bei Einstellung auf "NEIN" (NO), werden konstante Z-Schichten erzeugt, ohne die Schritttiefe anzupassen. In einem derartigen Fall kann ein Aufmaß auf den flachen Flächen verbleiben, das größer oder kleiner als das definierte zulässige Aufmaß an der Unterseite sein kann.
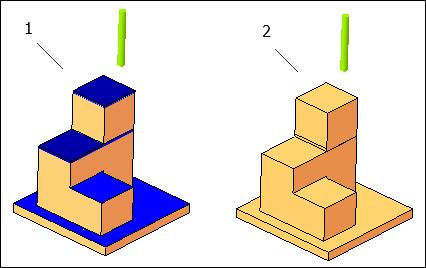
1. Option = NEIN (NO). Die blauen Flächen im Bild geben das verbleibende Material nach der Bearbeitung an.
2. Option = JA (YES). Alle flachen Flächen werden bearbeitet, ohne dass Material übrig bleibt.
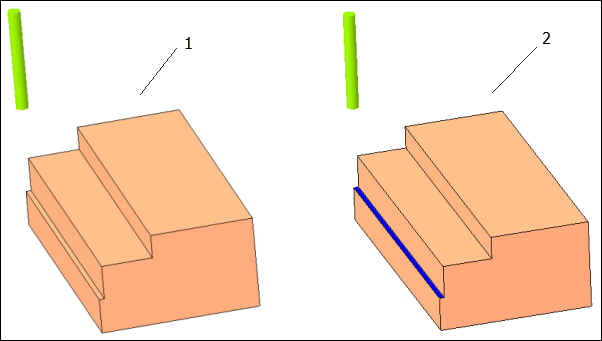
• MINDEST_BREITE (MINIMUM_WIDTH) – Geben Sie die Mindestbreite an. Bereiche, deren Breite kleiner als die angegebene Breite ist, werden nicht bearbeitet. Anwendbar, wenn MASCHINEN_FLACHE_BEREICHE (MACHINE_FLATLANDS) aktiviert ist.
Voreinstellung: 1
1. Mindestbreite = 0. Alle flachen Flächen werden bearbeitet, ohne dass Material übrig bleibt.
2. Flache Bereiche, deren Breite kleiner als die angegebene Breite ist, werden nicht bearbeitet. Die Breite der blauen Fläche ist kleiner als die angegebene Breite.
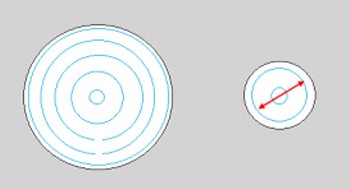
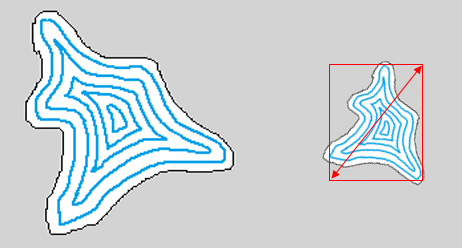
• FILTER_TYP (FILTER_TYPE) – Wählen Sie den Bereichstyp aus, der bei der Bearbeitung gefiltert werden soll. Er wird in Bezug auf den Schwellenwertprozentsatz des Werkzeugdurchmessers angegeben. Er wird verwendet, um das Bearbeiten unnötiger Bereiche zu vermeiden.
Voreinstellung: INKREIS (INSCRIBED_CIRCLE)
Die folgenden Optionen stehen zur Auswahl:
◦ INKREIS (INSCRIBED_CIRCLE) – Gibt an, dass die maximale gefilterte Bereichsbreite ein Kreisdurchmesser ist, der in den Werkzeugweg innerhalb eines solchen Bereichs eingeschrieben wird.
◦ DIAGONALE_LÄNGE (DIAGONAL_LENGTH) – Gibt an, dass die maximale Bereichsbreite eine Diagonale eines an einer Achse ausgerichteten Berandungsquaders ist, der um den Werkzeugweg innerhalb dieses Bereichs erzeugt wurde.
• SCHWELLEN_WERT_PROZENT (THRESHOLD_VALUE_PERCENT) – Geben Sie den Schwellenwert als Prozentsatz des Werkzeugdurchmessers an. Dieser Wert bestimmt die Breite eines Bereichs, der bei der Bearbeitung ausgefiltert werden soll.
Voreinstellung: 0 Prozent
Dieser Parameter funktioniert in Kombination mit dem Parameter FILTER_TYP (FILTER_TYPE).
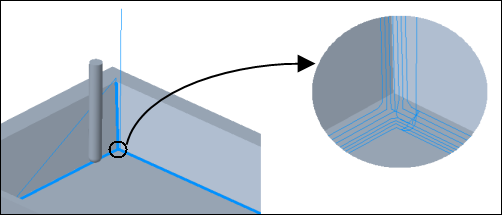
• ECK_STIFTE_ENTFERNEN (REMOVE_CORNER_PEGS) – Wählen Sie diese Option aus, um einen zusätzlichen Werkzeugweg um die Ecken hinzuzufügen, der kleine Materialstifte in den Ecken entfernt.
Standard: NO
Gilt für den Verfahrwegtyp TYP_SPIRALFÖRMIG (TYPE_SPIRAL).
1. Zusätzlicher Werkzeugweg, der Eckmaterialstifte entfernt
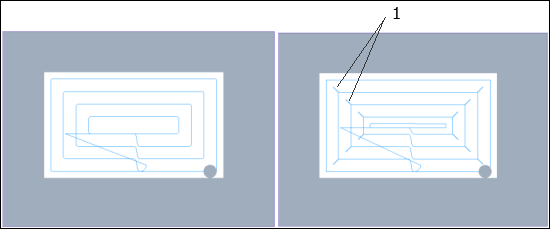
• ANZAHL_ZWISCHEN_SCHICHTEN (NUMBER_INTERMEDIATE_SLICES) – Geben Sie die Anzahl der zu erzeugenden Schichten an. Die Zwischenschicht ist eine Profilschicht zwischen den Schruppschichten. Der Parameter ZWISCHEN_SCHICHT_ANPASSEN (INTERMEDIATE_SLICE_ADJUST) schreibt vor, wann die Schichten erzeugt werden.
Voreinstellung: 0
Er gilt nicht für vertikale Geometrie.
1. Der Parameterwert 2 resultiert in der Erzeugung von zwei Zwischenschichten.
2. Hauptschruppschnitt
• DICKER_ALS_ERKENNEN (DETECT_THICKER_THAN) – Geben Sie die Dicke an. Der Parameter ermöglicht es, das Bearbeiten der Bereiche zu vermeiden, in denen die Menge des Rohlingsmaterials kleiner als der angegebene Dickenschwellenwert ist.
Gilt nur für Rest-Schruppen-Folgen.
Voreinstellung: 0.1
• VORHERIGES_AUFMASS_FÜR_SCHRUPPLAUF (PREVIOUS_ROUGH_STOCK_ALLOW) – Geben Sie das Aufmaß an, das vom vorherigen Schruppteil des Werkzeugwegs übrig gelassen wurde.
Gilt nur für Rest-Schruppen-Folgen und wenn Referenzschnittwerkzeug (Reference Cutting Tool) als Referenz auf der Registerkarte Referenzen (References) ausgewählt ist.
Voreinstellung: 0
• VORHERIGES_AUFMASS_UNTEN (PREVIOUS_BOTTOM_STOCK_ALLOW) – Geben Sie die Aufmaßmenge an, die vom vorherigen Schruppteil des Werkzeugwegs auf der Fläche übrig gelassen wurde, die parallel zur Rückzugsebene verläuft.
Gilt nur für Rest-Schruppen-Folgen und wenn Referenzschnittwerkzeug (Reference Cutting Tool) als Referenz auf der Registerkarte Referenzen (References) ausgewählt ist.
Voreinstellung: 0
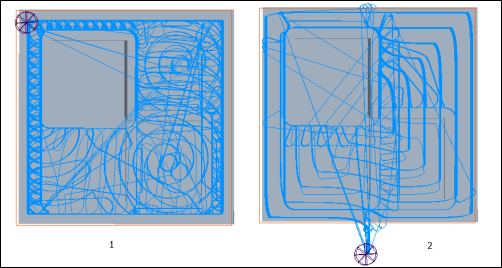
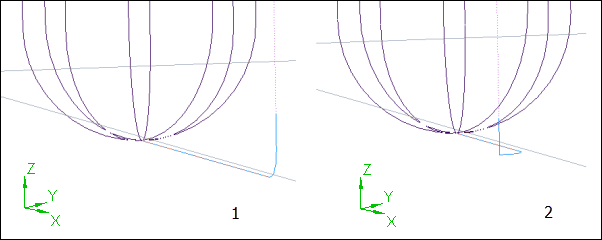
• ANFAHRT_AUSSERHALB_ZULASSEN (ALLOW_ENTRY_OUTSIDE) – Wählen Sie "JA" (YES) aus, um eine Anfahrt des Werkzeugs von außerhalb des Aufmaßes oder Fräsfensters zuzulassen.
Voreinstellung: JA (YES)
Bei Festlegung auf NEIN (NO) fährt das Werkzeug nicht von außerhalb des Rohlings oder Fräsfensters an, selbst wenn dies möglich ist.
1. Wenn die Option auf NEIN (NO) festgelegt ist, wird das Werkzeug in das Material eingespannt.
2. Wenn die Option auf JA (YES) festgelegt ist, fährt das Werkzeug von außen an.
Parameter für HGZ-Schruppen und HGZ-Rest-Schruppen für Anfahr-/Wegfahrbewegungen
• GESCHL_BER_ANFAHRT (CLOSED_AREA_ENTRY) – Geben Sie die Anfahrmethode für geschlossene Bereiche an.
Voreinstellung: Automatisch (Automatic)
Die folgenden Optionen stehen zur Auswahl:
◦ Automatisch (Automatic) – Das Werkzeug verwendet die für geschlossene Bereiche am besten geeignete Anfahrt.
◦ Spiralförmig (Helical) – Das Werkzeug fährt einen geschlossenen Bereich an, indem es einer spiralförmigen Leitkurve folgt. Der Durchmesser der Spirale wird durch den Parameter SPIRALFÖRMIGER_DURCHMESSER_PROZENT (HELICAL_DIAMETER_PERC) angegeben.
◦ Radial (Radial) – Das Werkzeug wird radial in den Rohling in einem geschlossenen Bereich eingespannt. Diese Option funktioniert nicht mit KONSTANTE_LAST (CONSTANT_LOAD).
|  Wenn alle Anfahrttypen für geschlossene Bereiche fehlschlagen, wird automatisch die Zickzack-Rampenbahn verwendet. |
• RAMPEN_WINKEL (RAMP_ANGLE) – Geben Sie den Winkel an, mit dem das Werkzeug die nächste Schicht oder Bahn anfährt.
Voreinstellung: 5
• SPIRALFÖRMIGER_DURCHMESSER_PROZENT (HELICAL_DIAMETER_PERC) – Geben Sie den maximal zulässigen Spiralendurchmesser als Prozentsatz des Werkzeugdurchmessers an. Dieser gilt für eine spiralförmige Anfahrt des Werkzeugs.
Voreinstellung: 80 Prozent
Parameter für HGZ-Schlichten und HGZ-Rest-Schlichten für Anfahr-/Wegfahrbewegungen
• AN-/WEGFAHR_RADIUS (LEAD_RADIUS) – Geben Sie den Radius der tangentialen kreisförmigen Bewegung des Werkzeugs beim An- oder Wegfahren an.
Voreinstellung: 0
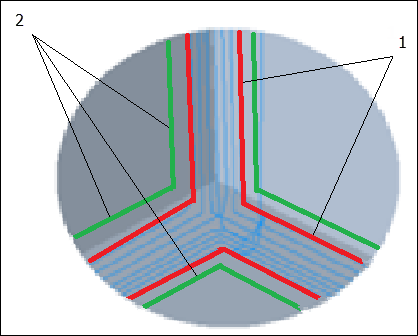
• SCHNITT_ANFAHRT_WEGFAHRT_ERWEITERUNG (CUT_ENTRY_EXIT_EXT) – Wählen Sie die Anfahrtrichtung des Werkzeugs aus.
Voreinstellung: TANGENTIALER_BOGEN (TANGENTIAL_ARC)
Die folgenden Optionen stehen zur Auswahl:
◦ KEINE (NONE) – Das Werkzeug fährt ohne An- oder Wegfahrbewegung an oder weg.
◦ TANGENTIALER_BOGEN (TANGENTIAL_ARC) – Das Werkzeug vollführt bei der An- und Wegfahrt einen horizontalen Bogen für steile Bereiche und einen vertikalen Bogen für sanfte Bereiche.
◦ VERTIKALER_TANG_BOGEN (VERTICAL_TANG_ARC) – Das Werkzeug vollführt bei der An- und Wegfahrt einen vertikalen Bogen für alle Bereiche.
◦ HORIZONTALER_TANG_BOGEN (HORIZONTAL_TANG_ARC) – Das Werkzeug vollführt bei der An- und Wegfahrt einen horizontalen Bogen für alle Bereiche.
1. VERTIKALER_TANG_BOGEN (VERTICAL_TANG_ARC)
2. HORIZONTALER_TANG_BOGEN (HORIZONTAL_TANG_ARC)
Parameter für HGZ-Schlichten und HGZ-Rest-Schlichten für Schnittbewegungen
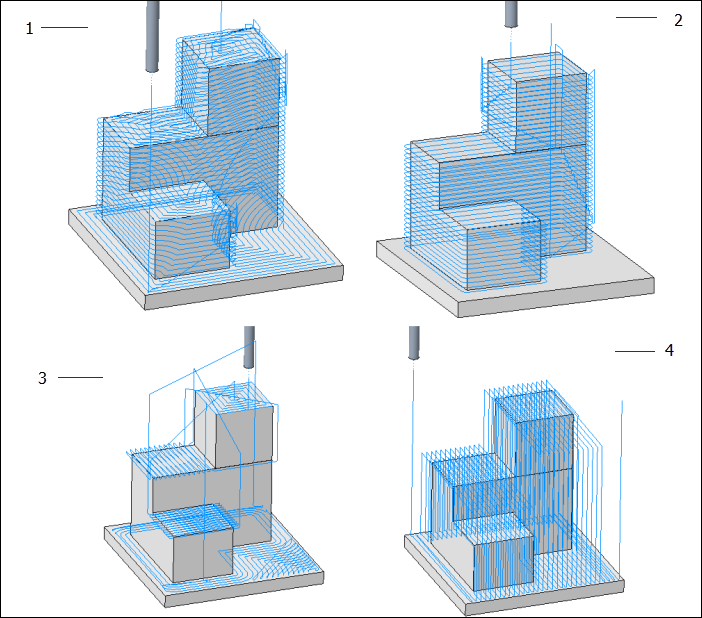
• SCHLICHT_OPTION (FINISH_OPTION) – Geben Sie die Bearbeitungsmethode zum Erzeugen eines optimierten Werkzeugwegs an.
Voreinstellung: SMART_SCHNITTE (SMART_CUTS)
Die folgenden Optionen stehen zur Auswahl:
◦ Z_KONSTANTE (CONSTANT_Z) – Schlichtet vertikale Flächen oder steile Bereiche.
◦ KONSTANTE_SPITZE (CONSTANT_CUSP) – Erzeugt Spitzen mit gleichen Abständen in steilen und sanften Bereichen. Das Ziel besteht darin, einen konstanten Abstand zwischen den einzelnen Konturen zu erzielen, sodass die Spitzen mit gleicher Höhe erzeugt werden.
◦ SMART_SCHNITTE (SMART_CUTS) – Erzeugt einen kombinierten Werkzeugweg, der aus Schichten vom Typ Z_KONSTANTE (CONSTANT_Z) für steile Bereiche und Schnitten vom Typ KONSTANTE_SPITZE (CONSTANT_CUSP) für sanfte Bereiche eines Teils besteht.
◦ PARALLELE_SCHNITTE (PARALLEL_CUTS) – Erzeugt parallele Materialschnitte auf der XY-Ebene. Verwenden Sie diese Einstellung für sanfte Bereiche.
◦ FLACHE_BEREICHE (FLAT_LANDS) – Erzeugt den Werkzeugweg zum Bearbeiten echter flacher Bereiche des Rohlings. Gilt nur für Schlichten-Folgen.
◦ PENCILSCHNITT (PENCIL_CUT) – Erzeugt einen einzelnen Werkzeugweg für die innenliegenden Kanten. Gilt nur für Rest-Schlichten-Folgen.
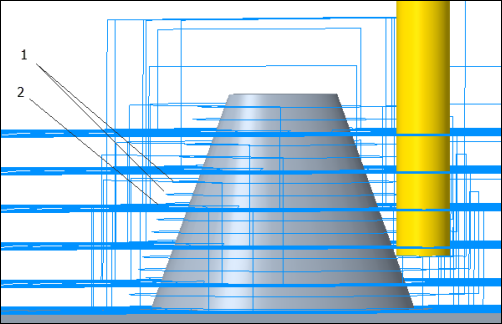
1. KONSTANTE_SPITZE (CONSTANT_CUSP)
2. Z_KONSTANTE (CONSTANT_Z)
3. FLACHE_BEREICHE (FLAT_LANDS)
4. PARALLELE_SCHNITTE (PARALLEL_CUTS)
• SPIRAL_VERFAHRWEGTYP_RICHTUNG (SPIRAL_SCAN_DIRECTION) – Geben Sie die Richtung des Werkzeugwegs für den Spiralverfahrweg an.
Voreinstellung: AUSSEN_NACH_IN (OUTSIDE_IN)
Die folgenden Optionen stehen zur Auswahl:
◦ AUSSEN_NACH_IN (OUTSIDE_IN) – Vom Rand zur Mitte
◦ INNEN_NACH_AUSS (INSIDE_OUT) – Von der Mitte zum Rand
Parameter für HGZ-Schlichten und HGZ-Rest-Schlichten für Schnitttiefe und Aufmaße
• STEIL_SCHRITTWEITE (STEEP_STEP_OVER) – Geben Sie den Wert der Schrittweite bei der Bearbeitung eines steilen Bereichs an. Wenn für STEIL_SCHRITTWEITE (STEEP_STEP_OVER) kein Wert angegeben wurde, wird der Wert für SCHRITTWEITE (STEP_OVER) für STEIL_SCHRITTWEITE (STEEP_STEP_OVER) verwendet.
Voreinstellung: -
• SCHLICHT_AUFMASS (FINISH_STOCK_ALLOW) – Geben Sie das Aufmaß an, das nach der Bearbeitung übrig bleiben soll.
Voreinstellung: -
• RESTBEREICH_VERSATZ (REST_AREA_OFFSET) – Geben Sie den Versatzwert an, der auf den berechneten Restmaterialbereich angewendet werden soll. Der Restmaterialbereich wird basierend auf dem vorherigen verwendeten Werkzeug berechnet.
Gilt nur für Rest-Schlichten-Folgen.
Voreinstellung: 0
1. Der tatsächliche Bearbeitungsbereich berechnet auf Grundlage des vorherigen Werkzeugs.
2. Möglicher bearbeitbarer Bereich nach Festlegen des Restmaterialbereichs-Versatzes.
• STEIGUNGS_WINKEL_START (SLOPE_ANGLE_START) – Geben Sie den Startwinkel an. Die Parameter STEIGUNGS_WINKEL_START (SLOPE_ANGLE_START) und STEIGUNGS_WINKEL_ENDE (SLOPE_ANGLE_END) bilden ein Intervall. Sie können Flächen bearbeiten, die innerhalb oder außerhalb dieses Intervalls liegen. Die steilen und sanften Bereiche werden automatisch erkannt. Die Ansichtsrichtung und die Winkel, die das Intervall bilden, definieren diese Bereiche.
Voreinstellung: -
◦ Der Startwinkel muss kleiner als der Endwinkel kleiner sein.
◦ Wenn der Schrittweitenwert größer als der Bereich ist, den Sie durch den Start- und Endwinkel definiert haben, wird der Werkzeugweg nicht generiert.
• STEIGUNGS_WINKEL_ENDE (SLOPE_ANGLE_END) – Siehe die Beschreibung zu STEIGUNGS_WINKEL_START (SLOPE_ANGLE_START) weiter oben.
Voreinstellung: -
• OPTIMALER_WINKEL (OPTIMAL_ANGLE) – Wählen Sie JA (YES) aus, um die Richtung, in der die Anzahl von Materialschnitten minimal ist, automatisch zu bestimmen.
Standard: NO
Dieser Parameter gilt nur für den Parameter PARALLELE_SCHNITTE (PARALLEL_CUTS) in Schlichten- und Rest-Schlichten-Folgen.
• MEHRERE_PENCIL_BAHNEN (MULTI_PENCIL_PASSES) – Geben Sie die Anzahl der Bahnen auf jeder Seite der Pencil-Materialschnitte an.
Gilt nur für Rest-Schlichten-Folgen.
Voreinstellung: 0
• DICKER_ALS_ERKENNEN (DETECT_THICKER_THAN) – Geben Sie die Dicke an. Der Parameter ermöglicht es, das Bearbeiten der Bereiche zu vermeiden, in denen die Menge des Rohlingsmaterials kleiner als der angegebene Dickenschwellenwert ist.
Voreinstellung: 0.1