Utilisation des paramètres de finition et de reprise de finition
Visionnez la
vidéo qui vous explique comment utiliser les paramètres de finition et de reprise de finition. Ce didacticiel vous guide pas à pas tout au long de la procédure de création de séquences de finition et de reprise de finition UGV.
Utilisation des options de finition
1. Ouvrez l'assemblage MFG0001.ASM.
2. Dans l'arbre du modèle, cliquez sur
Mill window 1, puis sur

pour modifier la définition. L'onglet
Fenêtre de fraisage (Mill Window) s'affiche.
3. Dans l'onglet Options (Options), sélectionnez Contour sur fenêtre (On window contour), puis cliquez sur OK (OK).
4. Dans l'arbre du modèle, cliquez sur la séquence
FINISH_SMART_CUTS, puis cliquez sur
pour modifier la définition. L'onglet
Finition UGV (HSM Finish) s'affiche.
5. Cliquez sur

, puis sélectionnez l'outil
KF20_ISO50 avec un diamètre d'outil de 20 mm.
6. Dans l'onglet Références (References), cliquez sur le collecteur Fenêtre de fraisage (Mill window), puis dans l'arbre du modèle, sélectionnez Mill Window 1.
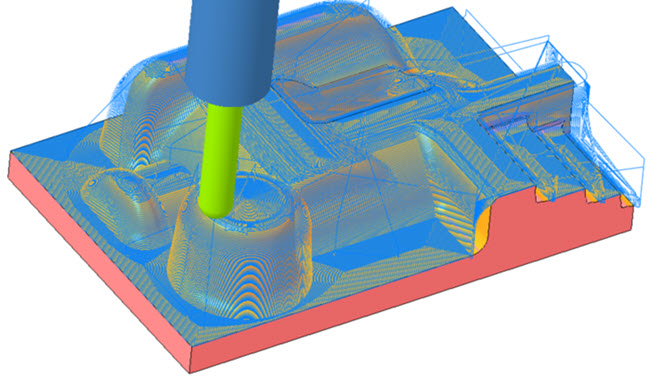
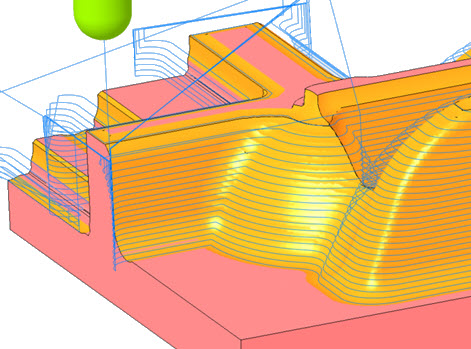
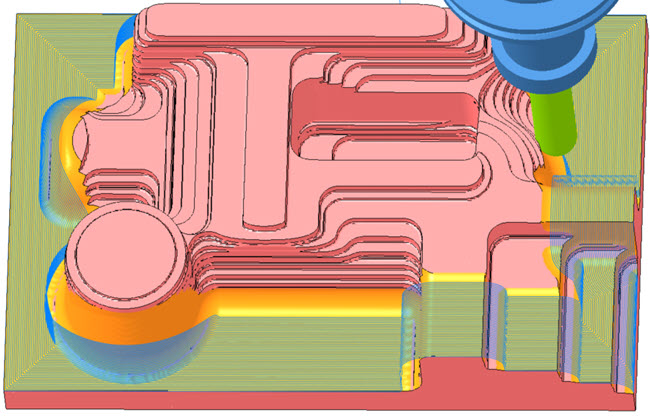
7. Dans l'onglet Paramètres (Parameters), les paramètres sont automatiquement renseignés en fonction du diamètre de l'outil. Pour optimiser la trajectoire d'outil, définissez les valeurs indiquées pour les paramètres suivants :
◦ DECALAGE_PASSES (STEP_OVER) = 0.5
◦ OPTION_FINITION (FINISH_OPTION) = COUPES_INTELLIGENTES (SMART_CUTS)
◦ TYPE_DE_COUPE (CUT_TYPE) = EN_AVALANT (CLIMB)
8. Cliquez sur la flèche en regard de

, puis cliquez sur

. L'onglet
Enlèvement de matière (Material Removal) s'ouvre.
9. Dans l'onglet Enlèvement de matière (Material Removal), cliquez sur Pièce usinée (Stock Model) > Ouvrir la représentation géométrique du brut après usinage (Open In-Process Stock). La boîte de dialogue Charger le brut (Load stock) s'affiche.
10. Sélectionnez rest_rough.bin et cliquez sur Ouvrir (Open).
11. Cliquez sur
pour ouvrir la boîte de dialogue
Lire la simulation (Play Simulation).
12. Cliquez sur

pour lire la simulation.
13. Dans l'onglet
Enlèvement de matière (Material Removal), cliquez sur

.
14. Dans l'onglet Paramètres (Parameters), définissez les valeurs indiquées pour les paramètres ci-après, puis répétez les étapes 8 à 13 :
◦ DECALAGE_PASSES (STEP_OVER) = 1
◦ ANGLE_PENTE_DEPART (SLOPE_ANGLE_START) = 0
◦ ANGLE_PENTE_FIN (SLOPE_ANGLE_END) = 40
|  L'angle de la pente qui commence à 0 indique que seules les zones de faible pente sont usinées. |
15. Dans l'onglet Paramètres (Parameters), définissez les valeurs indiquées pour les paramètres ci-après, puis répétez les étapes 8 à 13 :
◦ DECALAGE_PASSES (STEP_OVER) = 1
◦ ANGLE_PENTE_DEPART (SLOPE_ANGLE_START) = 38
◦ ANGLE_PENTE_FIN (SLOPE_ANGLE_END) = 90
| L'angle de la pente qui se termine à 90 indique que seules les zones de forte pente sont usinées. |
16. Cliquez sur OK (OK) dans l'onglet Finition UGV (HSM Finish) pour terminer la séquence.
17. Dans l'arbre du modèle, cliquez sur la séquence
FINISH_CONSTANT_Z, puis cliquez sur
pour modifier la définition. L'onglet
Finition UGV (HSM Finish) s'affiche.
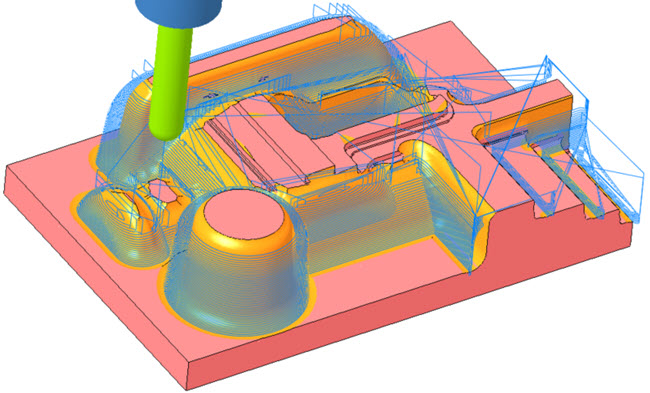
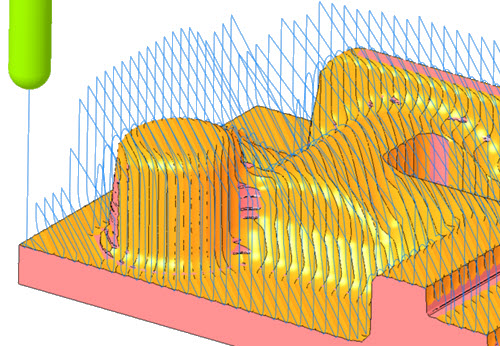
18. Dans l'onglet Paramètres (Parameters), définissez les valeurs indiquées pour les paramètres ci-après, puis répétez les étapes 8 à 13 :
◦ DECALAGE_PASSES (STEP_OVER) = 5
◦ OPTION_FINITION (FINISH_OPTION) = Z_CONSTANT (CONSTANT_Z)
◦ TYPE_DE_COUPE (CUT_TYPE) = EN_AVALANT (CLIMB)
◦ RAYON_TANGENTIEL (LEAD_RADIUS) = 15
◦ EXT_ENTREE_SORTIE_COUPE (CUT_ENTRY_EXIT_EXT) = ARC_TANG_HORIZONTAL (HORIZONTAL_TANG_ARC)
19. Dans l'onglet Paramètres (Parameters), définissez les valeurs indiquées pour le paramètre ci-après, puis répétez les étapes 8 à 13 :
◦ STEEP_STEP_OVER = 2
| Lorsque vous définissez le paramètre STEEP_STEP_OVER, la valeur STEP_OVER est ignorée pour les zones de forte pente. |
20. Cliquez sur OK (OK) dans l'onglet Finition UGV (HSM Finish) pour terminer la séquence.
21. Dans l'arbre du modèle, cliquez sur la séquence
FINISH_PARALLEL_CUT, puis cliquez sur
pour modifier la définition. L'onglet
Finition UGV (HSM Finish) s'affiche.
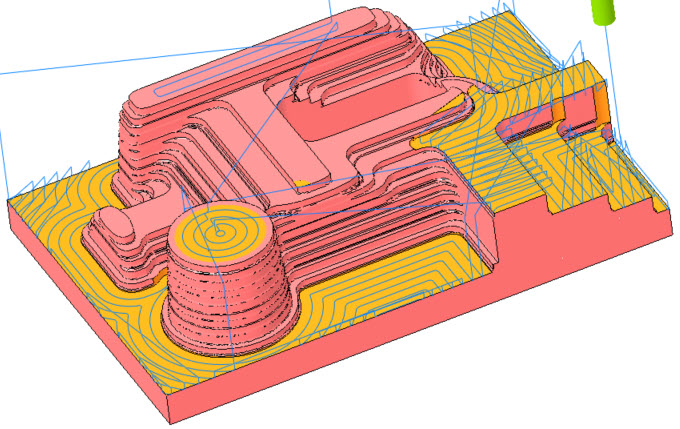
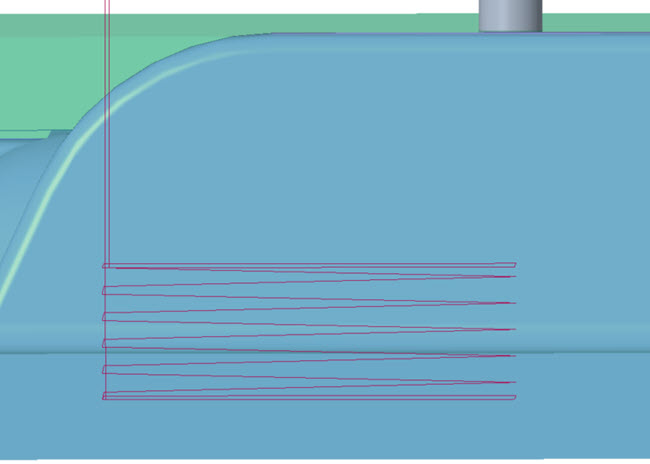
22. Dans l'onglet Paramètres (Parameters), définissez les valeurs indiquées pour les paramètres ci-après, puis répétez les étapes 8 à 13 :
◦ DECALAGE_PASSES (STEP_OVER) = 5
◦ OPTION_FINITION (FINISH_OPTION) = COUPES_PARALLELES (PARALLEL_CUTS)
◦ TYPE_DE_COUPE (CUT_TYPE) = EN_AVALANT (CLIMB)
◦ ANGLE_BALAYAGE (CUT_ANGLE) = 45
◦ RAYON_TANGENTIEL (LEAD_RADIUS) = 15
◦ EXT_ENTREE_SORTIE_COUPE (CUT_ENTRY_EXIT_EXT) = ARC_TANG_VERTICAL (VERTICAL_TANG_ARC)
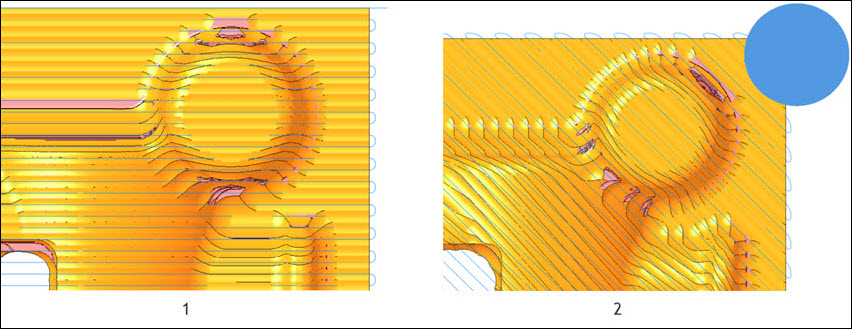
23. Dans l'onglet Paramètres (Parameters), définissez les valeurs indiquées pour les paramètres ci-après, puis répétez les étapes 8 à 13 :
◦ TYPE_DE_COUPE (CUT_TYPE) = ZIG_ZAG (ZIG_ZAG)
◦ ANGLE_OPTIMAL (OPTIMAL_ANGLE) = O (YES)
a. ANGLE_OPTIMAL (OPTIMAL_ANGLE) est défini sur O (YES).
b. ANGLE_OPTIMAL (OPTIMAL_ANGLE) est défini sur N (NO).
24. Cliquez sur OK (OK) dans l'onglet Finition UGV (HSM Finish) pour terminer la séquence.
25. Dans l'arbre du modèle, cliquez sur la séquence
FINISH_CONSTANT_CUSP, puis cliquez sur
pour modifier la définition. L'onglet
Finition UGV (HSM Finish) s'affiche.
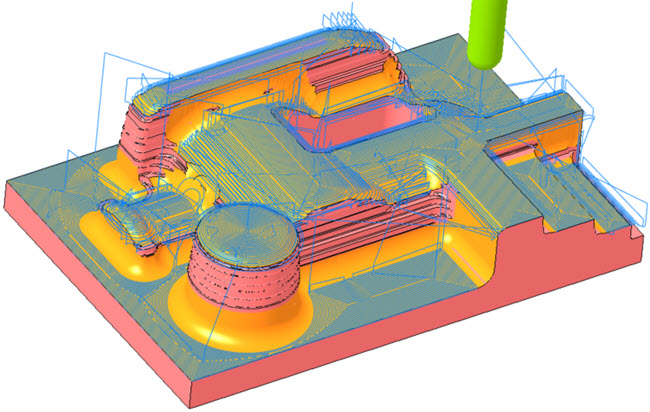
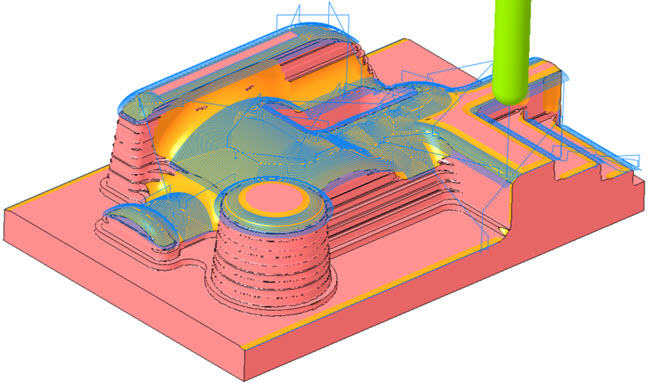
26. Dans l'onglet Paramètres (Parameters), définissez les valeurs indiquées pour les paramètres ci-après, puis répétez les étapes 8 à 13 :
◦ DECALAGE_PASSES (STEP_OVER) = 5
◦ TYPE_DE_COUPE (CUT_TYPE) = EN_AVALANT (CLIMB)
◦ OPTION_FINITION (FINISH_OPTION) = CRETE_CONSTANTE (CONSTANT_CUSP)
◦ DIRECTION_BALAYAGE_SPIRALE (SPIRAL_SCAN_DIRECTION) = VERS_EXTERIEUR (INSIDE_OUT)
27. Dans l'onglet Paramètres (Parameters), définissez les valeurs indiquées pour les paramètres ci-après, puis répétez les étapes 8 à 13 :
◦ DIRECTION_BALAYAGE_SPIRALE (SPIRAL_SCAN_DIRECTION) = VERS_INTERIEUR (OUTSIDE_IN)
◦ HAUTEUR_CRETE (SCALLOP_HGT) = 0.01
| La valeur la plus faible du paramètre HAUTEUR_CRETE (SCALLOP_HGT) produit une finition plus harmonieuse. |
28. Dans l'onglet Paramètres (Parameters), définissez les valeurs indiquées pour les paramètres ci-après, puis répétez les étapes 8 à 13 :
◦ ANGLE_PENTE_DEPART (SLOPE_ANGLE_START) = 0.1
◦ ANGLE_PENTE_FIN (SLOPE_ANGLE_END) = 45
| L'angle de pente supérieur à 0 indique que les surfaces planes sont exclues du calcul de la trajectoire. |
29. Cliquez sur OK (OK) dans l'onglet Finition UGV (HSM Finish) pour terminer la séquence.
30. Dans l'arbre du modèle, cliquez sur la séquence
FINISH_FLAT_LANDS, puis cliquez sur
pour modifier la définition. L'onglet
Finition UGV (HSM Finish) s'affiche.
31. Cliquez sur
, puis sélectionnez l'outil
HOLDER_END_MILL avec un diamètre d'outil de 20 mm.
32. Dans l'onglet Paramètres (Parameters), définissez les valeurs indiquées pour les paramètres ci-après, puis répétez les étapes 8 à 13 :
◦ DECALAGE_PASSES (STEP_OVER) = 6
◦ OPTION_FINITION (FINISH_OPTION) = SURF_PLANES (FLAT_LANDS)
◦ HAUTEUR_CRETE (SCALLOP_HGT) = 0.01
Utilisation des options de type de coupe de finition
1. Dans l'arbre du modèle, cliquez sur la séquence
FINISH_CUT_TYPE, puis cliquez sur
pour modifier la définition. L'onglet
Finition UGV (HSM Finish) s'affiche.
2. Cliquez sur
, puis sélectionnez l'outil
HOLDER_END_MILL avec un diamètre d'outil de 12 mm.
3. Dans l'onglet Références (References), cliquez sur le collecteur Fenêtre de fraisage (Mill window), puis dans l'arbre du modèle, sélectionnez Mill Window 2.
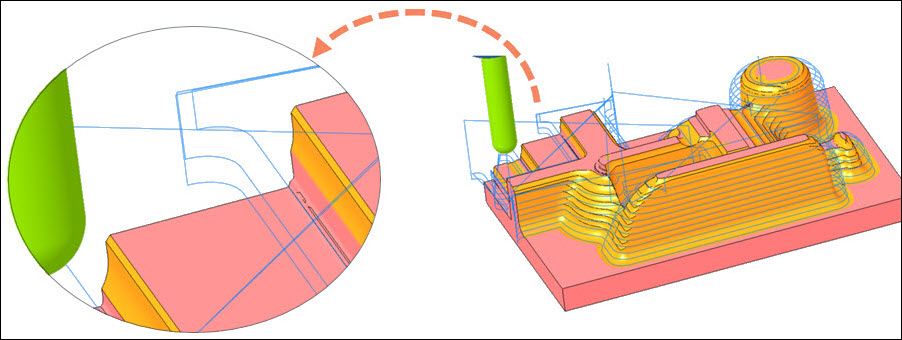
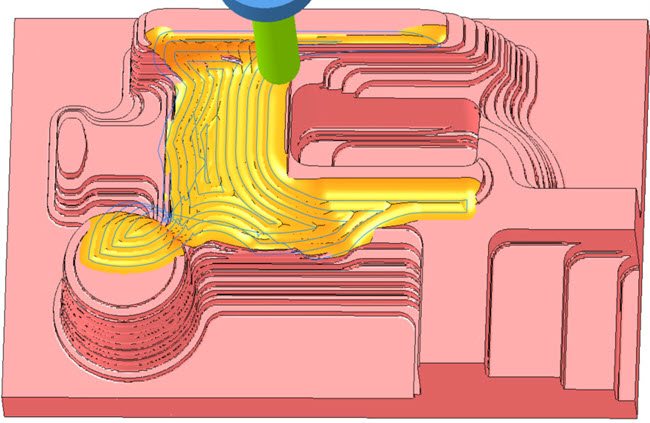
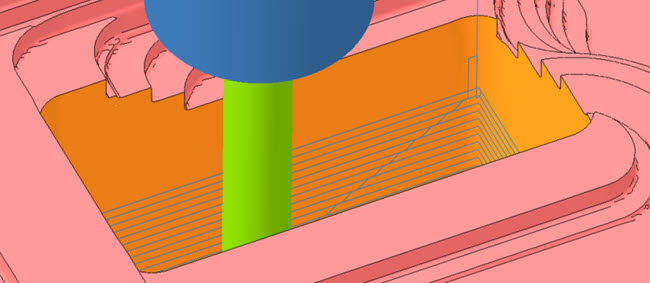
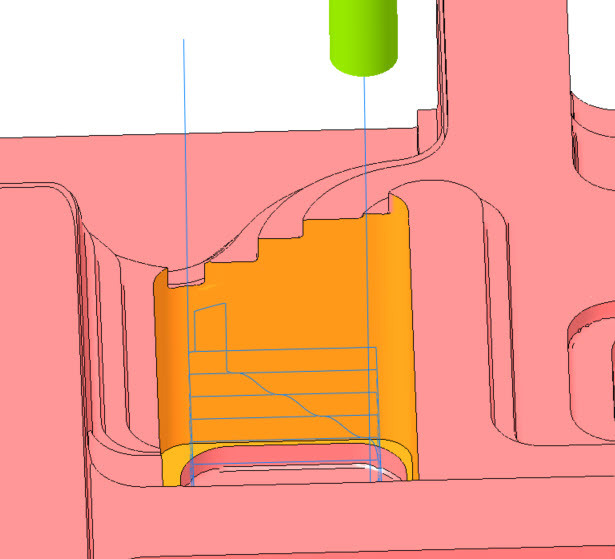
4. Dans l'onglet Paramètres (Parameters), les paramètres sont automatiquement renseignés en fonction du diamètre de l'outil. Pour optimiser la trajectoire d'outil, définissez les valeurs indiquées pour les paramètres suivants :
◦ DECALAGE_PASSES (STEP_OVER) = 5
◦ OPTION_FINITION (FINISH_OPTION) = Z_CONSTANT (CONSTANT_Z)
◦ TYPE_DE_COUPE (CUT_TYPE) = EN_AVALANT (CLIMB)
◦ HAUTEUR DE DEPART (START_HEIGHT) = 40
◦ HAUTEUR_FIN (END_HEIGHT) = 10
5. Cliquez sur la flèche en regard de
, puis cliquez sur
. L'onglet
Enlèvement de matière (Material Removal) s'ouvre.
6. Dans l'onglet Enlèvement de matière (Material Removal), cliquez sur Pièce usinée (Stock Model) > Ouvrir la représentation géométrique du brut après usinage (Open In-Process Stock). La boîte de dialogue Charger le brut (Load stock) s'affiche.
7. Sélectionnez rest_rough.bin et cliquez sur Ouvrir (Open).
8. Cliquez sur
pour ouvrir la boîte de dialogue
Lire la simulation (Play Simulation).
9. Cliquez sur
pour lire la simulation.
| La liaison de type S est observée lorsque TYPE_DE_COUPE (CUT_TYPE) est défini sur EN_AVALANT (CLIMB). |
10. Dans l'onglet Enlèvement de matière (Material Removal), cliquez sur Fermer (Close).
11. Dans l'onglet Paramètres (Parameters), définissez les valeurs indiquées pour les paramètres ci-après, puis répétez les étapes 5 à 10 :
◦ DECALAGE_PASSE_FORTE_PENTE (STEEP_STEP_OVER) = -
◦ TYPE_DE_COUPE (CUT_TYPE) = SPIRALE (SPIRAL)
12. Dans l'onglet Paramètres (Parameters), définissez les valeurs indiquées pour le paramètre ci-après, puis répétez les étapes 5 à 10 :
◦ TYPE_DE_COUPE (CUT_TYPE) = EN_OPPOSITION (UPCUT)
| La liaison de type S est observée lorsque TYPE_DE_COUPE (CUT_TYPE) est défini sur EN_OPPOSITION (UPCUT). |
Utilisation des options de reprise de finition
1. Dans l'arbre du modèle, cliquez sur la séquence
REST_FINISH_PENCIL, puis cliquez sur
pour modifier la définition. L'onglet
Reprise de finition UGV (HSM Rest Finish) s'affiche.
2. Cliquez sur
, puis sélectionnez l'outil
KF12_ISO50 avec un diamètre d'outil de 12 mm.
3. Dans l'onglet Références (References), cliquez sur le collecteur Fenêtre de fraisage (Mill window), puis dans l'arbre du modèle, sélectionnez Mill Window 1.
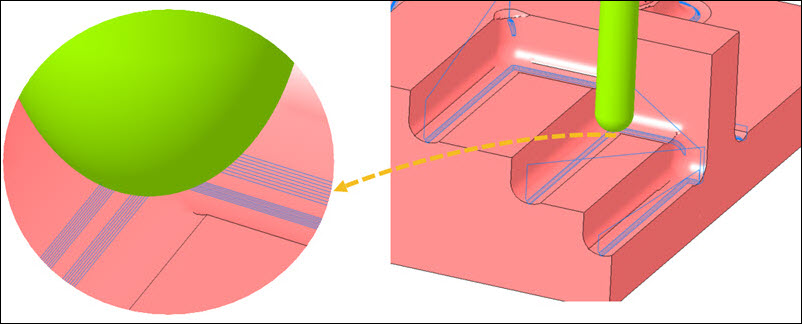
4. Dans l'onglet Paramètres (Parameters), les paramètres sont automatiquement renseignés en fonction du diamètre de l'outil. Pour optimiser la trajectoire d'outil, définissez les valeurs indiquées pour les paramètres suivants :
◦ DECALAGE_PASSES (STEP_OVER) = 1
◦ OPTION_FINITION (FINISH_OPTION) = COUPE_RAYON (PENCIL_CUT)
5. Cliquez sur OK (OK) pour terminer la séquence REST_FINISH_PENCIL.
6. Appuyez sur la touche CTRL, puis cliquez sur les séquences FINISH_SMART_CUTS et REST_FINISH_PENCIL.
7. Cliquez sur
pour ouvrir l'onglet
Enlèvement de matière (Material Removal).
8. Dans l'onglet Enlèvement de matière (Material Removal), cliquez sur Pièce usinée (Stock Model) > Ouvrir la représentation géométrique du brut après usinage (Open In-Process Stock). La boîte de dialogue Charger le brut (Load stock) s'affiche.
9. Sélectionnez rest_rough.bin et cliquez sur Ouvrir (Open).
10. Cliquez sur
pour ouvrir la boîte de dialogue
Lire la simulation (Play Simulation).
11. Cliquez sur
pour lire la simulation.
12. Dans l'onglet Enlèvement de matière (Material Removal), cliquez sur Fermer (Close).
13. Dans l'arbre du modèle, cliquez sur la séquence
REST_FINISH_PENCIL, puis cliquez sur
pour modifier la définition. L'onglet
Reprise de finition UGV (HSM Rest Finish) s'affiche.
14. Dans l'onglet Paramètres (Parameters), définissez les valeurs indiquées pour les paramètres suivants :
◦ DECALAGE_PASSES (STEP_OVER) = 0.1
◦ REPRISE_MULTI_PASSE (MULTI_PENCIL_PASSES) = 10
15. Cliquez sur OK (OK) pour terminer la séquence REST_FINISH_PENCIL, puis répétez les étapes 6 à 12.
16. Dans l'arbre du modèle, cliquez sur la séquence
REST_FINISH_CONSTANT_CUSP, puis cliquez sur
pour modifier la définition. L'onglet
Reprise de finition UGV (HSM Rest Finish) s'affiche.
17. Cliquez sur
, puis sélectionnez l'outil
KF12_ISO50 avec un diamètre d'outil de 12 mm.
18. Dans l'onglet Références (References), cliquez sur le collecteur Outil de coupe de référence (Reference Cutting Tool), puis sélectionnez l'outil KF20_ISO50.
19. Dans l'onglet Références (References), cliquez sur le collecteur Fenêtre de fraisage (Mill window), puis dans l'arbre du modèle, sélectionnez Mill Window 1.
20. Dans l'onglet Paramètres (Parameters), les paramètres sont automatiquement renseignés en fonction du diamètre de l'outil. Pour optimiser la trajectoire d'outil, définissez les valeurs indiquées pour les paramètres suivants :
◦ DECALAGE_PASSES (STEP_OVER) = 0.5
◦ TYPE_DE_COUPE (CUT_TYPE) = EN_AVALANT (CLIMB)
◦ OPTION_FINITION (FINISH_OPTION) = CRETE_CONSTANTE (CONSTANT_CUSP)
21. Cliquez sur OK (OK) pour terminer la séquence REST_FINISH_CONSTANT_CUSP.
22. Appuyez sur la touche CTRL, puis cliquez sur les séquences FINISH_SMART_CUTS et REST_FINISH_CONSTANT_CUSP.
23. Cliquez sur
pour ouvrir l'onglet
Enlèvement de matière (Material Removal).
24. Dans l'onglet Enlèvement de matière (Material Removal), cliquez sur Pièce usinée (Stock Model) > Ouvrir la représentation géométrique du brut après usinage (Open In-Process Stock). La boîte de dialogue Charger le brut (Load stock) s'affiche.
25. Sélectionnez rest_rough.bin et cliquez sur Ouvrir (Open).
26. Cliquez sur
pour ouvrir la boîte de dialogue
Lire la simulation (Play Simulation).
27. Cliquez sur
pour lire la simulation.
28. Dans l'onglet Enlèvement de matière (Material Removal), cliquez sur Fermer (Close).
29. Dans l'arbre du modèle, cliquez sur la séquence
REST_FINISH_CONSTANT_CUSP, puis cliquez sur
pour modifier la définition. L'onglet
Reprise de finition UGV (HSM Rest Finish) s'affiche.
30. Dans l'onglet Paramètres (Parameters), définissez les valeurs indiquées pour le paramètre suivant :
◦ DECALAGE_ZONE_RESTE (REST_AREA_OFFSET) = 5
31. Cliquez sur OK (OK) pour terminer la séquence REST_FINISH_CONSTANT_CUSP, puis répétez les étapes 21 à 28.