ローカル残り代
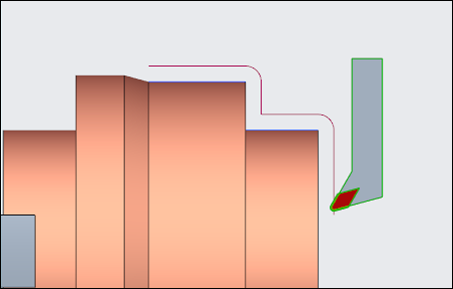
通常、荒削りカットまたは半仕上げ NC シーケンスの後に残るとり代は、製造パラメータ ROUGH_STOCK_ALLOW (荒削りとり代)、PROF_STOCK_ALLOW (プロファイルとり代)、Z_STOCK_ALLOW (Z方向とり代) によって制御されます。これらのパラメータは、NC シーケンスで加工したすべてのサーフェスの残り代を指定します。ただし、特定のサーフェスにとり代の異なる値を指定する必要がある場合もあります。たとえば、継続する研磨オペレーションのために余分な素材を残したり、熱処理の前に残り代を調整する場合です。
この機能は、領域、4 軸領域、グルーブ、プロファイルの各ターニングで使用可能です。
ターニングシーケンスを作成する際、「パラメータを編集」(Edit Parameters) ダイアログボックスで関連するパラメータを選択することで、これらのパラメータの値を指定できます。このダイアログボックスは、シーケンスの「パラメータ」(Parameters) を定義するときに開きます。クラシックシーケンスを操作する場合、ターンプロファイルに一連のセグメントを選択し、このチェーンにのみ適用する値を入力して、ローカル残り代を指定できます。
プロファイルターニングシーケンスの場合、ツールモーションレベルの「プロファイルターニングカット」(Profile Turning Cut) ダイアログボックスで「全エンティティ」(All Entities) の「残り代」(Stock Allowance) に設定されている値が、選択したターンプロファイルのすべてのエンティティに適用されます。選択したターンプロファイルの特定のエンティティに対してローカル残り代を指定するには、「全エンティティ」(All Entities) チェックボックスをオフにし、エンティティを選択して、各エンティティのオフセット値を指定します。
プロファイルターニングシーケンスで「残り代」(STOCK_ALLOW) と「Z 残り代」(Z_STOCK_ALLOW) の値を、以下のように指定した状況を考えてみます。
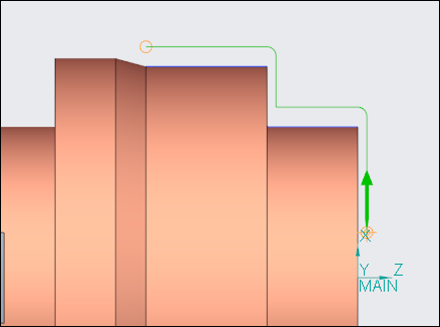
• シーケンスレベルで、「残り代」(STOCK_ALLOW) に指定した値が 10、「Z 残り代」(Z_STOCK_ALLOW) に指定した値が - (ダッシュ) であるとします。
「Z 残り代」(Z_STOCK_ALLOW) パラメータ値は - (ダッシュ) であるため、「残り代」(STOCK_ALLOW) パラメータ値が X 軸方向および Z 軸方向に適用されます。
「Z 残り代」(Z_STOCK_ALLOW) パラメータ値が 0 以上の場合、「残り代」(STOCK_ALLOW) パラメータ値は X 軸方向にのみ適用されます。
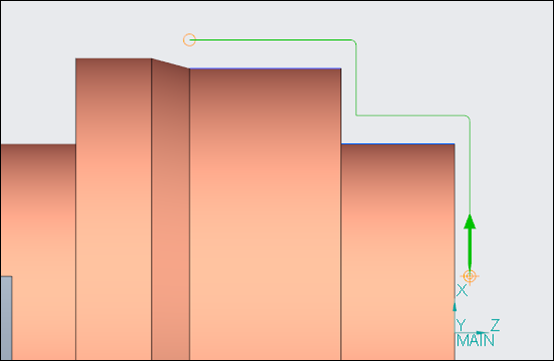
• シーケンスレベルで、「残り代」(STOCK_ALLOW) に指定した値が 10、「Z 残り代」(Z_STOCK_ALLOW) に指定した値が 3 であるとします。
「残り代」(STOCK_ALLOW) パラメータ値 10 が X 軸方向に適用され、「Z 残り代」(Z_STOCK_ALLOW) パラメータ値 3 が Z 軸方向に適用されます。
• シーケンスレベルで、「残り代」(STOCK_ALLOW) に指定した値が 10、「Z 残り代」(Z_STOCK_ALLOW) に指定した値が 3 であるとします。さらに、ツールモーションレベルの「プロファイルターニングカット」(Profile Turning Cut) ダイアログボックスで、「全エンティティ」(All Entities) の「残り代」(Stock Allowance) の値を 2 に指定しているとします。
「残り代」(STOCK_ALLOW) パラメータ値と「残り代」(Stock Allowance) の値の合計値 12 が、X 軸方向に適用されます。「Z 残り代」(Z_STOCK_ALLOW) パラメータ値と「残り代」(Stock Allowance) の値の合計値 5 が、Z 軸方向に適用されます。
領域ターニングシーケンスおよび溝切り旋盤シーケンスでも、エンティティに対して「Z 残り代」(Z_STOCK_ALLOW) とローカル残り代に加えて、「荒削り残り代」(ROUGH_STOCK_ALLOW) または「プロファイル残り代」(PROF_STOCK_ALLOW) を定義すると、ツールパスの動作は同様になります。