Opzioni di configurazione per Creo NC
add_multax_on_before_defsub
no*, yes
yes - Aggiunge MULTAX/ON in DEFSUB per la sottoroutine NC.
allow_mfg_in_assem_mode
yes, no*
Consente di aprire un modello di fabbricazione in modalità assieme.
yes - Aggiunge l'opzione Apri in modalità assieme (Open in Assembly mode) all'elenco della finestra di dialogo Apri file (File Open) quando fate clic sulla freccia accanto a Apri (Open).
allow_safety_rad_over_prt_accu
no*, yes
yes - Considera il raggio di sicurezza durante la generazione del percorso utensile nelle sequenze NC di fresatura, anche se il raggio è inferiore alla precisione della parte.
allow_workpiece_silhouette
no*, yes, auto
Questa opzione consente di specificare il modello utilizzato per la creazione di una finestra di fresatura di siluetta.
• no - Per creare la finestra, viene utilizzata la siluetta della parte di riferimento. Se l'assieme di fabbricazione contiene più di una parte di riferimento, è necessario selezionare la parte che si desidera utilizzare per la creazione della siluetta. Non è possibile selezionare un pezzo in lavorazione.
• yes - Per creare la finestra di fresatura di siluetta, è possibile utilizzare sia le parti di riferimento che i pezzi in lavorazione. È necessario selezionare la parte che si desidera utilizzare.
• auto - Se l'assieme di fabbricazione contiene un solo pezzo in lavorazione, quest'ultimo viene automaticamente utilizzato per creare la siluetta. Se sono presenti più pezzi in lavorazione, è necessario selezionare il pezzo che si desidera utilizzare. Le parti di riferimento possono essere selezionate solo se nell'assieme di fabbricazione non sono disponibili pezzi in lavorazione.
assy_mfg_open_mode
mfg, process, feature, any_mode*
Consente di specificare la modalità di apertura per i modelli di fabbricazione:
• mfg - Consente di aprire i modelli tramite l'applicazione Creo NC di assieme.
• process - Consente di aprire i modelli tramite l'applicazione Manufacturing Process Planning for Manufacturing.
• feature - Consente di aprire i modelli tramite l'applicazione Expert Machinist.
• any_mode - Consente di aprire i modelli tramite la licenza disponibile. Potete ad esempio aprire il modello nell'applicazione di assieme Creo NC nel caso disponiate della licenza per tale applicazione.
Una volta aperto il modello, potete commutare tra applicazioni utilizzando l'opzione Applicazioni (Applications) nella barra dei menu superiore.
autodrill_udf_dir
<directory name>
La directory di default in cui memorizzare le strategie di foratura utilizzate nell'autoforatura. Per evitare eventuali problemi, utilizzate il percorso completo.
autodrilling_config_filename
<file name>
Recupera e carica automaticamente il file di configurazione con la tabella per la foratura automatica.
autodrilling_holestyle_param
<user defined parameter name>
Il nome di parametro incluso nelle feature di foro di un modello di riferimento di fabbricazione. Il valore del parametro identifica la FDUM per la foratura, applicata automaticamente in Creo NC per la perforazione.
back_drill_spndl_colnt_mtn
no*, yes
yes - Mantiene le istruzioni del mandrino e del refrigerante in ordine sistematico rispetto all'orientamento del mandrino nei dati CL, nella sequenza NC di foratura posteriore.
campost_dir
<directory name>
Se l'opzione di configurazione ncpost_type è impostata su ncpost, l'opzione di configurazione campost_dir specifica la directory del punto di caricamento CAM-Post per permettervi di impostare direttamente i postprocessori e di generare file MCD. Per evitare eventuali problemi, utilizzate il percorso completo.
chk_part_surfs_profpock
no*, yes
Questa opzione viene utilizzata per il controllo di tallonamento nella fresatura. Impostate questa opzione su yes se desiderate includere automaticamente tutte le superfici della parte di riferimento come superfici di controllo per le sequenze NC di profilatura e fresatura a sacche.
cl_arrow_scale
<positive number>
Questa opzione consente di stabilire le dimensioni della freccia del percorso utensile quando viene visualizzato per operazioni e sequenze NC. Il valore di default è 1. Se è impostato su 0, la freccia non viene visualizzata. Se specificate qualsiasi altro numero positivo, la freccia viene adattata di conseguenza.
cl_rotate_sign_convention
table*, tool
Definisce la convenzione per la direzione del segno di rotazione rispetto alla tabella o all'utensile di rotazione.
curve_traj_offset_opt_default
Attiva lo stato di default dell'opzione Offset taglio (Offset Cut) per la sequenza della traiettoria.
on - L'opzione Offset taglio (Offset Cut) è selezionata.
off - L'opzione Offset taglio (Offset Cut) non è selezionata.
auto* - Lo stato dell'opzione dipende dal riferimento di catena selezionato.
disable_custom_tool_prm_warning
no*, yes
Il file dei parametri personalizzati contiene le definizioni dei parametri utilizzati di frequente. Utilizzate l'opzione di configurazione mfg_custom_tool_param_file o mfg_custom_sequence_param_file per specificare il file XML nella directory locale.
Se il file dei parametri personalizzati è mancante o viene modificato, viene visualizzato un messaggio di errore con un'opzione che consente di mantenere le definizioni dei parametri definiti dall'utente. Per default, vengono visualizzati messaggi di errore ogni volta che si verificano discrepanze rispetto al file dei parametri personalizzati.
• no - Continua ad avviare la finestra di dialogo di interazione con l'utente quando è presente un errore o una modifica nel file contenente parametri utensile definiti dall'utente.
• yes - Disattiva l'avvio della finestra di dialogo di interazione con l'utente quando è presente un errore o una modifica nel file contenente parametri utensile definiti dall'utente.
disable_toollen_in_travel_envlp
no*, yes
yes - Regola l'adattatore e la lunghezza dell'utensile rispetto alla corsa dell'utensile.
display_mfg_icon_for_mfg_assy
no*, yes
Consente di visualizzare, nelle finestre di dialogo Apri file (File Open) e Salva (Save), le icone di fabbricazione relative ai file di assieme di fabbricazione:
• no - Visualizza le icone di assieme per i file di assieme di fabbricazione.
• yes - Visualizza le icone di fabbricazione per i file di assieme di fabbricazione.
dm_nc_process
yes, no*
Genera automaticamente un file .xml con le informazioni sul processo quando salvate un modello di fabbricazione in Creo Parametric. Il file .xml viene automaticamente attaccato al documento CAD dell'assieme NC come contenuto secondario delle informazioni di processo MPMLink di categoria. Durante il caricamento in Windchill del documento CAD dell'assieme NC con il file .xml aggiunto come contenuto secondario, MPMLink utilizza le informazioni sul processo nel file .xml per definire ulteriormente i processi di produzione. MPMLink utilizza le informazioni sul processo per creare passi specifici in un piano di produzione o per creare le risorse da utilizzare nei piani di produzione.
• yes - Genera il documento ogni volta che il documento CAD viene salvato.
• no - Non genera il documento.
enable_2x_traj_multi_loops
yes, no*
• yes - Consente la selezione di più loop sulle superfici selezionate nella fresatura di traiettorie a 2 assi.
• no - Non consente la selezione di più loop sulle superfici.
enable_bld_oper_goto_pnt_fix
yes*, no
• yes - Attiva la corsa dell'utensile in base al movimento specificato nel punto GoTo per un assieme di fabbricazione contenente un'operazione di definizione.
• no - Attiva soltanto il movimento dell'utensile Simultaneamente (Simultaneous), indipendentemente dalle impostazioni di offset nel punto GoTo per un assieme di fabbricazione contenente un'operazione di definizione.
enable_classic_strghtcut_srfml
yes, no*
yes - Attiva l'opzione Taglio diritto (Straight Cut) nella sequenza NC di fresatura di superfici classica.
enable_clearance_plunge_fix
yes, no*
• yes - Evita i movimenti di entrata in Z automatica di lunghezza zero e corregge i movimenti di connessione.
enable_cmm_refcsys_pprint_fix
yes*, no
Per default, i dati CL non contengono il testo PPRINT/DMIS per l'impostazione del sistema di coordinate di riferimento come primo passo di un'operazione. Impostatelo su yes per generare il testo PPRINT/DMIS nei dati CL.
I dati CL avranno le seguenti linee per l'impostazione del sistema di coordinate di riferimento.
• Nome della sequenza
• Commenti della sequenza
• Tipo di sequenza
• ID della sequenza applicabile per il sistema di coordinate di riferimento
enable_cutcom_apprexit_fix
yes*, no
• yes* - Rimuove i comandi GOTO nei dati CL tra le catene di attacco o di uscita e le catene di taglio mentre viene specificata la compensazione dell'utensile.
• no - Mantiene tutti i comandi GOTO nei dati CL.
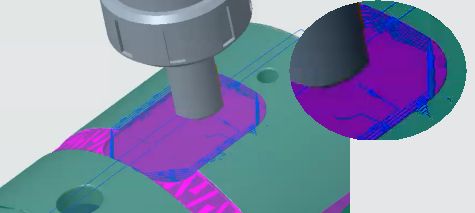
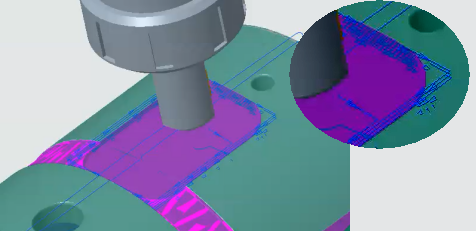
enable_cutcom_helix_corner
yes*, no
• yes* - Il punto d'angolo delle catene elicoidali lineari viene utilizzato nell'output CUTCOM.
 |
 |
|
L'opzione enable_cutcom_helix_corner è impostata su no.
|
L'opzione enable_cutcom_helix_corner è impostata su yes.
|
enable_cutcom_plnr_apprexit_fix
yes*, no
• yes* - Rimuove i comandi GOTO nei dati CL tra le catene di attacco o di uscita e le catene di taglio mentre viene specificata la compensazione dell'utensile per i loop aperti piani.
• no - Mantiene tutti i comandi GOTO nei dati CL.
enable_cutcom_rm_tiny_ents
yes*, no
• yes* - Rimuove i comandi GOTO regolando le entità cerchio e linea a condizione che il punto o la porzione regolata dell'entità si trovi all'interno della regione del sovrametallo mentre la compensazione dell'utensile è attivata.
• no - Mantiene tutti i comandi GOTO nei dati CL.
enable_feed_rate_for_helix
yes*, no
• yes* - Restituisce il valore della velocità di avanzamento per le modifiche della catena elicoidale quando il parametro ARC_FEED_CONTROL è impostato su TOOL_PERIMETER.
enable_finishing_circ_record
yes - Genera dei cerchi per la finitura delle rifilature angolari della sequenza quando il parametro della sequenza circ_interpolation è impostato su arc_only.
no* - Non genera cerchi.
enable_mfg_drill_tpath_fix
yes*, no
yes - Consente una combinazione migliorata di regole nelle sequenze NC di foratura.
enable_mfg_leadtilt_ang_fix
yes, no*
yes - Crea un percorso utensile con l'angolo di inclinazione dell'utensile preciso in corrispondenza delle giunzioni dei segmenti di percorso utensile non tangenti.
no - Non apporta alcuna modifica all'angolo di inclinazione di default dell'utensile.
enable_mfg_reorder_regen_fix
yes, no*
yes - Riduce il tempo di rigenerazione durante il riordino delle feature di fabbricazione se le relazioni utensile vengono utilizzate per guidare i parametri della sequenza NC.
enable_new_mfg_pat_inst_naming
yes, no*
yes - Genera la variante della serie di nomi nel file NCL e nell'albero del modello nel formato <nome variante passo-nome operazione>.
enable_offcrv_with_split_fix
yes*, no
yes - Migliora l'output CUTCOM per i passi con riferimenti di curva aperti.
enable_param_n_tool_upd_dialog
yes, no*
• yes - Apre una finestra di dialogo per la modifica degli utensili e dei parametri di fabbricazione durante un'operazione Incolla speciale (Paste Special) e durante le procedure di posizionamento della FDU.
• no - Non apre alcuna finestra di dialogo per la modifica degli utensili e dei parametri di fabbricazione durante un'operazione Incolla speciale (Paste Special) e durante le procedure di posizionamento della FDU.
enable_pprint_seq_comment_end
yes, no*
yes - Se specificate commenti per OPERATION_COMMENTS e NC_SEQUENCE_COMMENTS, al file NCL viene aggiunto COMMENTS END per indicare la fine di una sequenza NC e di un commento su un'operazione.
enable_traj_2cntr_toolaxis_fix
yes*, no
• yes - Evita di invertire la direzione dell'asse dell'utensile in una sequenza di traiettoria a due contorni.
enable_traj_crvs_no_alt_refs
yes*, no
• yes - Non sostituisce i riferimenti di taglio delle curve mancanti con riferimenti alternativi in una sequenza di fresatura di traiettorie.
• no - Sostituisce i riferimenti di taglio delle curve mancanti con riferimenti alternativi se disponibili, in una sequenza di fresatura di traiettorie. Se necessario, potete selezionare manualmente i riferimenti delle curve mancanti.
enable_traj_fix_nrmsrf_axisdfs
yes*, no
yes - Applica le definizioni di asse specificate dai riferimenti di superficie normali in un passo della traiettoria.
gpostpp_dir
<directory name>
Se l'opzione di configurazione ncpost_type è impostata su gpost, l'opzione di configurazione gpostpp_dir specifica la directory in cui sono contenuti i file del postprocessore utilizzati da GPOST. Per evitare eventuali problemi, utilizzate il percorso completo.
grv_turn_bothdir_cutcom_output
yes, no*
• yes - Nelle sequenze di tornitura di scanalature, quando il parametro ALTERNATE_SIDE_OUTPUT è impostato su yes, l'istruzione CUTCOM OFF viene generata prima della retrazione dell'utensile da ciascun lato. I comandi o i punti GOTO vengono generati durante tutti i movimenti di entrata e di uscita.
• no - Non genera l'istruzione CUTCOM OFF prima della retrazione dell'utensile da ciascun lato.
include_all_tools_in_list
yes, no*
Specifica se gli utensili per il passo corrente e la testa attiva sulla macchina utensile sono inclusi nella lista utensili.
• yes - Include tutti gli utensili disponibili nella lista.
• - no - Include gli utensili validi per il passo corrente per default.
mfg_scan_tool_cutting_data
no*, yes
yes - Scansiona e rimuove i parametri indesiderati dei dati di taglio dell'utensile referenziato nelle relazioni, se tali parametri esistono in un assieme di fabbricazione.
mfg_solid_tool_display
yes, no*
yes - Visualizza l'utensile solido corrispondente utilizzato per la visualizzazione del percorso quando si utilizza il visualizzatore CL.
mfg_udf_info_setup_file
<file name>
Consente di specificare il percorso del file di mappatura dei criteri di fabbricazione FDU. La funzionalità inerente ai criteri di fabbricazione nella tabella del processo è disponibile solo se specificate l'opzione di configurazione mfg_udf_info_setup.
mfg_assign_param_formula
Specifica se impostare i valori di default dei parametri di fabbricazione mediante formule basate su XML.
yes - Applica i valori di default dei parametri di fabbricazione mediante formule basate su XML.
no - Ignora i valori di default dei parametri di fabbricazione mediante formule basate su XML.
mfg_auto_ref_mfg_template
yes, no*
Specifica se Creo NC deve assegnare automaticamente o meno i riferimenti per i passi creati a partire da una maschera. Ad esempio, se la maschera contiene un sistema di coordinate di riferimento con un nome definito dall'utente MYCSYS e anche il modello di fabbricazione contiene un sistema di coordinate con un nome definito dall'utente MYCSYS, Creo NC assegna automaticamente il riferimento.
• yes - Creo NC assegna automaticamente uno o più riferimenti elencati di seguito ricavati dalla maschera:
◦ Sistema di coordinate
◦ Superficie di retrazione
◦ Finestra fresatura (Mill window)
◦ Curva della fresatura di traiettorie (2 assi)
◦ Superficie di fresatura (Mill surface)
◦ Volume di lavorazione per la fresatura profilo
◦ Gruppo di fori da praticare
Creo NC assegna il riferimento in base al nome e al tipo.
• no - È necessario assegnare i riferimenti geometrici per tutti i passi creati da una maschera. Questa opzione rappresenta l'impostazione di default.
mfg_auto_ref_prt_as_chk_srf
yes*, no
Questa opzione viene utilizzata per il controllo di tallonamento nella fresatura. Il sistema include automaticamente tutte le superfici solide delle parti di riferimento come superfici di controllo per le fresature di superfici e le fresature di traiettorie a 5 assi. Per disattivare questa funzione e selezionare manualmente le superfici di controllo, impostate questa opzione su no.
mfg_auto_retract_clear_dist
1.0, 0.005
1.0 se l'unità di lunghezza della maschera di fabbricazione è espressa in mm.
0.005 se l'unità di lunghezza della maschera di fabbricazione è espressa in pollici.
Distanza tra il piano di sicurezza creato automaticamente e il sistema di coordinate del passo.
Se un passo estratto nella tabella del processo non può utilizzare il piano di sicurezza dell'operazione, per creare un piano di sicurezza per il passo Creo NC applica il valore specificato per l'opzione di configurazione mfg_auto_retract_clear_dist.
mfg_circ_interpolate_gouge_fix
yes, no*
yes - Evita i tallonamenti quando il parametro CIRC_INTERPOLATE è impostato su ARC_ONLY o su ARC_AND_POINTS quando l'arco è elicoidale.
mfg_clfile_excl_seq_warn
yes, no*
yes - Pubblica un'avvertenza durante la generazione dell'output dell'operazione se sono presenti passi incompleti. I passi vengono esclusi dall'output CL. Nell'output di dati CL viene generata l'opzione per l'interruzione.
no - L'avvertenza relativa ai passi incompleti non viene pubblicata e i passi non vengono generati nell'output di dati CL.
mfg_comp_auto_upd_chk_off
yes, no*
yes - Deseleziona l'opzione di intersezione Aggiornamento autom (Automatic Update) durante l'inserimento di una FDU in un assieme NC.
mfg_custom_sequence_param_file
<file name>
Consente di specificare la posizione e il nome del file di definizione dei parametri utensile. Utilizzate il percorso e il nome completi della directory.
mfg_custom_tool_param_file
<file name>
Consente di specificare la posizione e il nome del file di definizione dei parametri utensile. Utilizzate il percorso e il nome completi della directory.
mfg_customize_dialog
yes*, no
yes - Utilizza la finestra di dialogo Personalizza (Customize) per personalizzare le sequenze NC.
no - Utilizza i precedenti menu a discesa.
mfg_cutlin_helix_norm_gouge_fix
yes*, no
yes - Evita i tallonamenti nelle sequenze di fresatura della linea di taglio con linee di taglio chiuse quando SCAN_TYPE è impostato su TYPE_HELICAL. Il percorso utensile viene creato in relazione alle normali alla superficie quando viene utilizzato il parametro USE_SURF_NORMS.
mfg_cutline_save_mesh
yes*, no
Specifica se Creo NC memorizza o meno la mesh generata da Creo Simulate assieme al percorso utensile. Creo NC utilizza la mesh per calcolare il percorso utensile per la fresatura di superfici con linee di taglio.
• yes - Creo NC verifica se una mesh è stata memorizzata con la sequenza NC. Se la mesh è valida, ovvero la geometria non è stata più modificata dopo l'ultimo calcolo, Creo NC la utilizza per calcolare il percorso utensile. Se la mesh non è valida o non è stata memorizzata, una nuova mesh viene generata e memorizzata con la sequenza NC. Questa opzione rappresenta l'impostazione di default.
• no - Per calcolare il percorso utensile viene sempre generata una nuova mesh. Creo NC ignora ed elimina le mesh memorizzate.
mfg_cycl_inherit_frm_site_tbl
yes, no*
yes - Eredita i parametri di sequenza dalla tabella del sito durante il cambio del ciclo nella sequenza NC di foratura.
mfg_deepgrv_turn_typ1_conn_fix
yes, no*
yes - Genera un percorso utensile di tornitura di scanalature preciso evitando la connessione attraverso materiale residuo quando il parametro SCAN_TYPE è impostato su TYPE_1_CONNECT.
mfg_disbl_clcmd_on_noncut_pass
yes,no*
yes - Attiva i comandi CL per le passate senza taglio.
mfg_display_rework_corner
yes, no*
yes - Visualizza l'area restante durante l'elaborazione del percorso utensile per la finitura angoli, consentendo quindi di controllare il valore scelto per l'angolo di soglia. Le aree profonde e quelle poco profonde appaiono evidenziate con colori diversi.
no - Non visualizza l'area restante.
mfg_drill_axis_arrow_color
yes, no*
yes - Controlla il colore della freccia dell'asse utilizzando il colore di sistema. Dopo aver impostato questa opzione su yes, è possibile modificare il colore della freccia modificando il colore della categoria selezionata.
mfg_drill_cln_undesired_wp_dep
yes, no*
yes - Durante il recupero dell'assieme di fabbricazione, le dipendenze della sequenza di foratura sui rispettivi pezzi in lavorazione che non sono necessarie vengono rimosse mantenendo intatte le dipendenze necessarie.
no - Tutte le dipendenze della sequenza di foratura sui pezzi in lavorazione vengono mantenute intatte durante il recupero dell'assieme di fabbricazione.
mfg_drill_orient_along_ref_hole
yes, no*
yes - Modifica la direzione dell'utensile di foratura per correggere l'orientamento dei fori concentrici.
mfg_drl_cln_miss_axis_ref
yes, no*
yes - Vengono rimossi tutti i riferimenti dell'asse di foratura mancanti.
mfg_engrav_avoid_clines_tpath
yes*, no
yes - Il percorso utensile di incisione ignora gli assi di mezzeria della geometria.
no - Il percorso utensile di incisione calcola gli assi di mezzeria della geometria.
mfg_finish_round_corner_fix
yes, no*
yes - Genera percorsi utensili uniformi in corrispondenza degli angoli arrotondati nella sequenza di finitura.
mfg_groove_merge_colinear_pnts
yes, no*
yes - Genera il primo e l'ultimo punto GOTO collineare dello stesso feed per una sequenza di tornitura di scanalature nel file NCL.
mfg_grvturn_same_toolwidth_Fix
yes, no*
yes - Se una scanalatura ha la stessa larghezza dell'utensile (considerando i sovrametalli), questa opzione consente di generare un percorso utensile di tornitura di scanalature preciso nella parte inferiore della scanalatura.
mfg_grvturn_sideturn_gouge_fix
yes, no*
yes - Quando il parametro SCAN_TYPE è impostato su SIDE_TURN, questa opzione evita il tallonamento nella tornitura di scanalature riducendo al minimo l'entrata della tornitura laterale.
mfg_grvturn_typ1_full_tpathfix
yes, no*
yes - Crea un percorso utensile preciso in una sequenza di tornitura di scanalature quando il parametro SCAN_TYPE è impostato su TYPE_1 e le pareti della scanalatura sono inclinate.
mfg_grvturn_wall_colision_fix
yes, no*
yes - Evita di penetrare nel materiale residuo nelle sequenze di tornitura di scanalature quando il parametro SCAN_TYPE è impostato su TYPE_ONE_WALL.
mfg_ijk_num_digits
<integer number>
Imposta il numero di cifre per le coordinate di utensile i, j, k in un file di dati CL. Il valore di default è 10.
mfg_info_location
top_left*, bottom_right
Posizione di default della finestra di dialogo Info fabbricazione (Manufacturing Info).
mfg_mill_window_depth_fix
yes, no*
yes - Assicura che il percorso utensile venga accuratamente generato quando si utilizza una finestra di fresatura. La profondità di una finestra di fresatura viene valutata correttamente in base alla direzione della normale di riferimento.
mfg_millvol_outside_wp_fulltrim
yes*, no
yes - Nelle sequenze di fresatura di volume, quando il parametro TRIM_TO_WORKPIECE è impostato su FULL_TRIM, questa opzione garantisce la generazione del percorso utensile solo se il volume di fresatura interseca il pezzo in lavorazione.
no - Il percorso utensile può essere generato anche quando il volume di fresatura non interseca il pezzo in lavorazione.
mfg_modal_command_file
<file name>
Consente di rendere modali alcune delle voci di indice APTn; cioè potete ottenere ripetutamente un elenco di parole chiave che corrispondono alla voce selezionata non appena completate la linea di comando.
mfg_ncseq_edit_performance_fix
yes, no*
yes - Ottimizza il tempo necessario per la modifica delle sequenze NC. Questa opzione ottimizza inoltre il tempo necessario per la modifica delle corse utensile esistenti e la creazione di nuove corse utensile.
mfg_optimized_drill_toolpath
yes, no*
yes - Calcola il percorso utensile di foratura ottimale se il parametro SCAN_TYPE è impostato su SHORTEST.
mfg_param_auto_copy_from_tool
No*, All, Misc, Cutting
Consente di specificare i parametri utensile che verranno copiati dalla definizione utensile alla sequenza NC:
No - Nessun parametro utensile viene copiato automaticamente.
All - Copia tutti i parametri utensile dalla definizione utensile alla sequenza NC.
Misc - Copia solo i parametri (personalizzati, direzione del mandrino, pressione del refrigerante, tipo e parametri definiti dall'utente) specifici per la sequenza NC.
Cutting - Copia tutte le condizioni di taglio, ovvero Avanzamento (Feed), Velocità (Speed) e Profondità (Depth). Creo NC utilizza le condizioni di sgrossatura per la SGROSSATURA (ROUGHING), NUOVA SGROSSATURA (RE-ROUGHING), FRESATURA VOLUME (VOLUME MILLING) e FRESATURA LOCALE (LOCAL MILLING) e le condizioni di finitura per tutti gli altri percorsi utensile.
Creo NC copia i parametri in base all'opzione di configurazione impostata solo quando create una sequenza NC. Se modificate la sequenza NC esistente, dovete copiare manualmente le parti modificate affinché siano presenti nella sequenza NC.
mfg_pattern_performance_fix
yes, no*
yes - Consente di migliorare le prestazioni della serie NC nell'output CL.
mfg_process_table_setup_dir
<directory name>
Nella finestra di dialogo Gestione processi (Process Manager), specifica la directory in cui vengono memorizzate le impostazioni della tabella del processo. Per evitare eventuali problemi, utilizzate il percorso completo. Ad esempio, /home/users/process_mgr/table_settings.
mfg_process_template_dir
<directory name>
In Gestione processi (Process Manager), questa opzione di configurazione consente di impostare la directory di default per la memorizzazione di tutti i file maschera di fabbricazione creati dalla tabella del processo. Per default, l'accesso alla directory specificata viene eseguito nei seguenti casi:
• Creazione di maschere dalla tabella processo.
• Creazione di passi e celle di lavoro nella tabella processo mediante l'utilizzo di  .
.
.• Posizionamento e sostituzione delle maschere, rispettivamente, durante la creazione e la modifica delle feature annotazione.
• Sostituzione delle maschere nel modello di progetto mediante il comando Aggiorna EA fabbricazione (Update Mfg AEs).
• Sostituzione delle maschere nel modello di fabbricazione durante l'estrazione.
• Quando specificate i valori per questa opzione di configurazione, utilizzate il percorso completo. Ad esempio, /home/users/process_mgr/templates • Se non definite alcun valore per l'opzione di configurazione, il valore viene impostato sulla directory di lavoro corrente. |
mfg_prof_rapid_feed_prev_slice
yes*, no
yes - Per default, i movimenti di connessione tra le fette sono impostati su FREE_FEED o RAPID. Se impostate il valore su no, la velocità dell'utensile tra la fine di una fetta precedente e l'inizio di una fetta successiva è impostata su CUT_FEED. Questa opzione si applica alle sequenze di fresatura di profili.
mfg_reaming_retract_feed_fix
yes*, no
yes - Attiva l'aggiunta di ZFEED per l'avanzamento di retrazione alla sequenza NC di alesatura.
mfg_recompute_stk_model_warning
yes*, no, auto_compute
yes - Chiede conferma prima di procedere a ricalcolare il grezzo.
no - Annulla il ricalcolo del grezzo senza chiedere conferma.
auto_compute - Ricalcola automaticamente il grezzo senza chiedere conferma.
mfg_session_setup_dir
<directory name>
Specifica la directory in cui sono archiviati i file di configurazione relativi alla fabbricazione per la sessione corrente. Il file tool_dialog_setup_file.xml contiene le informazioni di impostazione relative ai parametri di utensile.
Se specificate l'opzione di configurazione mfg_tool_dialog_setup_file, Creo NC ignora l'opzione di configurazione mfg_session_setup_dir. |
mfg_setup_file
<file name>
Indica il percorso assoluto del file in cui sono memorizzate le informazioni per l'impostazione delle colonne relative ai seguenti elementi:
• tabella del processo in Gestione processi (Process Mgr)
• finestra di dialogo Impostazione utensili (Tools Setup)
• tabella dei parametri della finestra di dialogo Modifica parametri (Edit Parameters)
Questa opzione di configurazione esclude l'opzione di configurazione mfg_session_setup_dir.
mfg_single_grv_toolwidth_fix
yes*, no
yes* - Quando il diametro dell'utensile e la larghezza della scanalatura coincidono, genera un percorso utensile di tornitura di scanalature in cui i sovrametalli per la sgrossatura sono riflessi nel percorso utensile come previsto.
no - I sovrametalli per la sgrossatura possono non essere riflessi nel percorso utensile come previsto quando il diametro dell'utensile e la larghezza della scanalatura coincidono.
mfg_skip_synch_head_both
yes, no*
yes - Le istruzioni HEAD/BOTH e HEAD/OFF vengono ignorate nell'output di dati CL per i passi sincronizzati.
no - Genera le istruzioni HEAD/BOTH e HEAD/OFF nell'output di dati CL per i passi sincronizzati.
mfg_skew_circ_goto_convert_fix
yes, no*, principal_axis
yes - Converte e genera i record del cerchio come punti GOTO se la normale al piano del cerchio non è allineata all'asse utensile.
no - Genera i record del cerchio nel file NCL senza convertirli in punti GOTO, anche se la normale al piano del cerchio è inclinata rispetto all'asse utensile.
principal_axis - Converte e genera i record del cerchio come punti GOTO tranne quando la normale al piano del cerchio è parallela o perpendicolare all'asse utensile.
mfg_output_same_feed_rate_hsm
yes, no*
yes - Genera l'istruzione di velocità di avanzamento nel file NCL, anche se la prima velocità di avanzamento della sequenza HSM corrente è identica all'ultima velocità di avanzamento della sequenza HSM precedente.
mfg_solid_tool_display
yes, no*
yes - Visualizza l'utensile solido corrispondente utilizzato per la visualizzazione del percorso quando si utilizza il visualizzatore CL.
mfg_start_model_dir
<directory name>
Specifica la directory contenente le maschere del modello di fabbricazione. Tutti i modelli di fabbricazione contenuti in questa directory possono essere selezionati come maschere del modello di fabbricazione. Per evitare eventuali problemi, utilizzate il percorso completo. Ad esempio, /home/users/nc/start_models.
Se questa opzione non è impostata, è possibile utilizzare le maschere di fabbricazione fornite dal sistema.
mfg_stock_model_stk_file_dir
Specifica la directory di default per la memorizzazione delle informazioni sul grezzo nel formato di file STK. Per evitare eventuali problemi, utilizzate il percorso completo. Se la directory di default non è impostata, le informazioni sul grezzo vengono salvate nella directory di lavoro.
Come best practice, utilizzate una directory nell'unità locale come directory di default. Evitate di utilizzare una directory su un computer remoto come directory di default. Non è supportato il percorso a una directory di Windchill. |
mfg_synch_master_slave_output
yes, no*
yes - Le parole chiave MASTER/SLAVE vengono generate insieme all'istruzione HEAD# nell'output di dati CL per i passi sincronizzati.
no - Le parole chiave MASTER/SLAVE non vengono generate insieme all'istruzione HEAD# nell'output di dati CL per i passi sincronizzati.
mfg_tap_mat_rem_coef
1*, un valore compreso tra 0 e 1
Indica il coefficiente utilizzato da Creo NC per moltiplicare il materiale asportato stimato e calcolare il materiale asportato effettivo. Questo parametro è opzionale e si applica unicamente ai passi della tabella del processo che utilizzano l'utensile per maschiature.
Se specificate o modificate il parametro di configurazione mfg_tap_mat_rem_coef per un passo della tabella processo che utilizza l'utensile per maschiare, Creo NC non calcola nuovamente il valore stimato del materiale asportato relativo al passo. Per ricalcolare il valore stimato del materiale asportato relativo al passo dovete rimuovere e aggiungere la feature di asportazione materiale dal passo. |
mfg_thrd_turn_output_minstp
no*, yes
Yes - Genera MINSTP nei dati CL. Si tratta di un output di 6 cifre che elimina gli errori di postelaborazione.
No - Genera MINSTEP nei dati CL.
mfg_tool_dependency_enbld
yes*, no
Questa opzione di configurazione consente di interrompere la dipendenza dell'utensile solido dall'assieme di fabbricazione.
yes - Il modello dell'utensile solido viene salvato al salvataggio dell'assieme di fabbricazione.
no - Il modello dell'utensile solido non viene salvato al salvataggio dell'assieme di fabbricazione.
Durante il recupero dell'assieme salvato, l'utensile solido viene recuperato con l'assieme.
mfg_tool_dialog_setup_file
<file name>
Percorso assoluto del file contenente le informazioni di impostazione delle colonne dei parametri utensile per la finestra di dialogo Impostazione utensili (Tools Setup). Questa opzione di configurazione esclude l'opzione di configurazione mfg_session_setup_dir.
mfg_tool_preview_by_pick
No*, Yes
Consente di specificare la posizione dell'utensile per taglio dopo l'anteprima. Potete visualizzare l'anteprima dell'utensile per il taglio nell'area grafica.
Yes - Consente di selezionare una posizione dell'utensile sul percorso utensile oppure su una superficie, uno spigolo, una curva o una faccia. Può essere anche un vertice, un punto di Riferimento o un sistema di coordinate.
No - Consente di spostare l'utensile trascinandolo nell'area grafica.
mfg_traj_apprfeed_arcdash_fix
yes, no*
yes - In una sequenza NC di traiettoria viene considerato l'avanzamento di attacco al posto di CUT_FEED se ARC_FEED è impostato su un trattino (-).
mfg_traj_end_height_enable
no*, yes
yes - Consente all'utente di selezionare una superficie per definire l'altezza finale nella finestra di dialogo Taglio curva (Curve Cut) nelle sequenze di fresatura delle traiettorie a 4 e 5 assi.
mfg_trn_byarea_avoid_duplicate
no, yes *
yes - Evita una doppia passata del percorso utensile nella tornitura di area quando le opzioni di configurazione STEP_DEPTH_COMPUTATION e SCAN_TYPE sono impostate rispettivamente su BY_AREA e TYPE_1_CONNECT.
mfg_turn_byarea_last_slice
yes*, no
Crea l'ultima fetta nell'ultima zona nelle sequenze di tornitura quando il parametro STEP_DEPTH_COMPUTATION è impostato su BY_AREA.
mfg_turn_profile_trim_shape
yes*, no
yes - Mantiene la coerenza tra l'anteprima del profilo di tornitura e il profilo di tornitura effettivo quando vengono utilizzate le opzioni di rifilo, ad esempio Connessione linea (Line Connect), Rifila in X (Trim in X), Rifila in Z (Trim in Z) o Rifila all'angolo (Trim to Corner).
mfg_turn_rgh_prof_overtravel
yes, no*
yes - Attiva l'extra corsa sulla passata di profilo quando il parametro ROUGH_OPTION è impostato su ROUGH_AND_PROF nella tornitura di area.
mfg_turn_stock_gouge_fix
yes, no*
Quando il parametro TRIM_TO_WORKPIECE è impostato su YES e quando il limite di materiale è inferiore al profilo di tornitura, questa opzione evita il tallonamento nella tornitura.
mfg_turn_overtravel_conn_fix
yes*, no
Nelle sequenze di tornitura area, il parametro END_OVERTRAVEL determina le passate di connessione.
mfg_volmil_clear_dist_fix
No*, Yes
Questa opzione di configurazione è applicabile a una sequenza di fresatura di volume basata su quadro comandi.
Yes - Calcola la distanza di sicurezza utilizzando il profilo del pezzo in lavorazione, il volume ola finestra di fresatura, il piano di sicurezza e l'altezza specificata dall'utente.
No - Calcola la distanza di sicurezza utilizzando il profilo del pezzo in lavorazione.
Il movimento rapido terminae PLUNGE_FEED inizia alla distanza di sicurezza sopra la superficie da fresare.
mfg_volmill_const_pitch_helix
No*, Yes
Yes - Genera un percorso utensile elicoidale con passo costante nella fresatura di volume.
mfg_vol_helicalentry_gougefix
No*, Yes
Yes - Evita il tallonamento durante il movimento di entrata elicoidale nelle sequenze di fresatura di volume.
No - Non controlla la presenza di tallonamenti durante il movimento di entrata elicoidale nelle sequenze di fresatura di volume.
mfg_vol_mill_correct_entry_exit
yes, no*
yes - Modifica i movimenti di entrata e uscita per una singola fetta e li rende omogenei con o senza le pareti di attacco in una sequenza di fresatura del volume.
mfg_vol_roughprof_entryexit_fix
No*, Yes
Yes - Consente di utilizzare la combinazione di parametri di sgrossatura e di profilatura per i movimenti di entrata e di uscita.
Per le passate di sgrossatura e profilatura combinate, quali ROUGH_AND_PROF e POCKETING, è necessario selezionare l'opzione LEAD_IN, NORMAL o LINE_TANGENT per i parametri CUT_ENTRY_EXT e CUT_EXIT_EXT. Queste opzioni guidano le passate di profilatura.
I movimenti di entrata e di uscita per la passate di sgrossatura sono guidati dai valori dei parametri RAMP_ANGLE e HELICAL_DIAMETER, indipendenti dai valori di CUT_ENTRY_EXT e CUT_EXIT_EXT.
Per le passate ROUGH_ONLY o PROF_ONLY è necessario selezionare i valori di CUT_ENTRY_EXT e CUT_EXIT_EXT appropriati, ad esempio RAMP o HELIX per le passate ROUGH_ONLY.
mfg_warn_del_ft_act_in_sync
yes, no*
yes - Visualizza un'avvertenza quando una feature utilizzata nella sincronizzazione viene eliminata o soppressa.
Inoltre, visualizza un'avvertenza al riavvio della sincronizzazione se tale feature è stata eliminata o soppressa.
mfg_workpiece_transparency
<decimal number>
Controlla la trasparenza del pezzo in lavorazione nella visualizzazione ombreggiata del modello. Potete modificare il valore impostando un valore compreso nell'intervallo tra 0,1 e 1. Più alto è il valore e maggiore sarà la trasparenza del pezzo in lavorazione. Il valore di default è 0.5.
Se modificate il valore mfg_workpiece_transparency, la modifica incide solo sui pezzi in lavorazione appena assemblati o creati. Quando recuperate un modello di fabbricazione, il relativo pezzo in lavorazione esistente non viene influenzato dal valore corrente dell'opzione mfg_workpiece_transparency. Per ulteriori informazioni, vedere Visualizzazione del pezzo in lavorazione. |
mfg_xyz_num_digits
<integer number>
Imposta il numero di cifre per le coordinate di utensile x, y, z in un file di dati CL. Il valore di default è 10.
nc_autodoc_param_dir
<directory name with full path>
Definisce la posizione del file di configurazione. Nel file sono specificati i parametri di processo da includere nella tabella parametri.
nc_autodoc_report_dir
<directory name with full path>
Definisce la posizione in cui memorizzare il report e le immagini creati quando generate un report di officina.
nc_autodoc_setup_dir
<directory name with full path>
Definisce la posizione dei file di configurazione della documentazione. Nei file sono specificati i parametri di processo da includere nella tabella parametri.
nc_autodoc_template_dir
<directory name with full path>
Definisce la posizione del foglio di stile e le immagini di default da utilizzare nel report di officina. Se non impostate questa opzione di configurazione, Creo Parametric utilizza il modello di report e le immagini di default memorizzati nella directory di installazione di Creo Parametric.
nc_jobman_visible
no*, yes
yes - Consente di utilizzare la funzionalità Gestione operazioni (Job Manager), che consente di calcolare il percorso utensile per una sequenza NC non in processo, sia in remoto che sullo stesso computer, mentre si continua a lavorare su altre sequenze NC o su altri modelli Creo.
nccheck_type
ModuleWorks*, nccheck, external
Controlla quale modulo di simulazione NC Check utilizzare:
• ModuleWorks - Viene utilizzato un ambiente di simulazione integrato nella scheda Asportazione materiale (Material Removal).
• nccheck - Viene utilizzato NC-CHECK.
• external - Viene utilizzato uno strumento esterno.
ncl_file_extension
<file extension>
Imposta l'estensione file di default per dati CL. Se questa opzione non viene impostata, l'estensione di default del file CL è .ncl.
• La lunghezza dell'estensione file è limitata a 3 caratteri. Se specificate un'estensione file più lunga, questa verrà troncata e verrà visualizzato un messaggio di avvertenza. • Se state utilizzando un postprocessore di default, un postprocessore dedicato o uno creato con NCPOST, non modificate l'estensione dei file CL. |
ncpost_type
gpost*, ncpost
Ogni modulo di Creo NC include un insieme standard di postprocessori NC che possono essere eseguiti direttamente o modificati utilizzando un modulo opzionale. Questa opzione di configurazione controlla quale modulo di postelaborazione utilizzare:
• gpost - Vengono utilizzati i postprocessori G-Post™ di Intercim Corporation.
• ncpost - Consente di utilizzare i postprocessori NCPOST.
output_start_goto_pnt_of_seq
yes, no*
yes - Genera un punto GOTO duplicato all'inizio della feature NC, se la feature NC precedente termina in corrispondenza dello stesso punto GOTO.
pro_mf_cl_dir
<directory name>
Imposta la directory di default per i file di parametri di fabbricazione. Per evitare eventuali problemi, utilizzate il percorso completo. Ad esempio,
/home/users/library/mfg_cl.
pro_mf_param_dir
<directory name>
Imposta la directory di default per i file di parametri di fabbricazione. Per evitare eventuali problemi, utilizzate il percorso completo. Ad esempio, /home/users/library/mfg_params.
pro_mf_tprm_dir
<directory name>
Imposta la directory di default per i file di utensile di fabbricazione. Per evitare eventuali problemi, utilizzate il percorso completo. Ad esempio,
/home/users/library/toolcrib.
pro_mf_workcell_dir
<directory name>
Imposta la directory di default per i file di cella di lavoro di fabbricazione. Per evitare eventuali problemi, utilizzate il percorso completo. Ad esempio, /home/users/library/workcells.
pro_mfg_cmdsyn_dir
<directory name>
Imposta la directory di default per i file di menu di sintassi in Creo NC. Per evitare eventuali problemi, utilizzate il percorso completo. Ad esempio, /home/users/library/mach_cmdsym.
profile_output_utils
yes, no*
Questa opzione determina l'output dei dati CL per le sequenze di fresatura del profilo:
• yes - Il parametro della sequenza NC OUTPUT_POINT è disponibile con le seguenti opzioni:
◦ TIP - Il percorso utensile viene generato rispetto al centro dell'utensile.
◦ ON_PROFILE - Il percorso utensile viene generato rispetto al profilo dell'utensile.
• no - Il parametro della sequenza NC OUTPUT_POINT non è disponibile
proncpost_dbf
<file name>
Consente di specificare la posizione e il nome del file del database NCPOST. Utilizzate il percorso e il nome completi della directory.
prorembatch_queue_manager
<nome_proc>:<host>:0:<num_proc>:1
Abilita il calcolo del percorso utensile su un host separato.
Gli elementi sono i seguenti:
• <nome_proc> - Nome del processore (può essere un qualsiasi nome descrittivo).
• <host> - Nome host del computer remoto.
• 0 - Tipo di trasporto, impostato sempre su 0.
• <num_proc> - Numero RPC del processore. Deve corrispondere alla variabile di ambiente PRORB_RPCNUM sul computer remoto; se specificate il valore 0, il sistema utilizzerà il numero RPC di default.
• 1 - Versione del gestore delle code, attualmente 1.
remove_mfgpat_inst_frm_table
yes, no*
yes - Rimuove il nome della variante della serie NC dal file Pro/TABLE del disegno.
reverse_spiral_finish_type
0, 1, 2
Questa opzione di configurazione è applicabile alla procedura di finitura quando il parametro FINISH_OPTION è impostato su SHALLOW_CUTS o su COMBINED_CUTS e il parametro SHALLOW_AREA_SCAN è impostato su SPIRAL_SCAN.
L'opzione di configurazione accetta tre valori: 1, 2 e il valore di default 0. Qualsiasi altro valore viene gestito come valore di default.
Per il valore di default 0, viene considerata una delle opzioni descritte di seguito impostata per il parametro SPIRAL_SCAN_DIRECTION.
• INSIDE_OUT - Il percorso utensile inizia dall'interno e segue il limite esterno.
• OUTSIDE_IN - Il percorso utensile inizia dall'esterno e segue il limite esterno.
Per il valore 1, indipendentemente dall'opzione impostata per il parametro SPIRAL_SCAN_DIRECTION, il percorso utensile inizia dall'interno e segue il limite esterno.
Per il valore 2, indipendentemente dall'opzione impostata per il parametro SPIRAL_SCAN_DIRECTION, il percorso utensile inizia dall'interno e segue la strategia di carico costante.
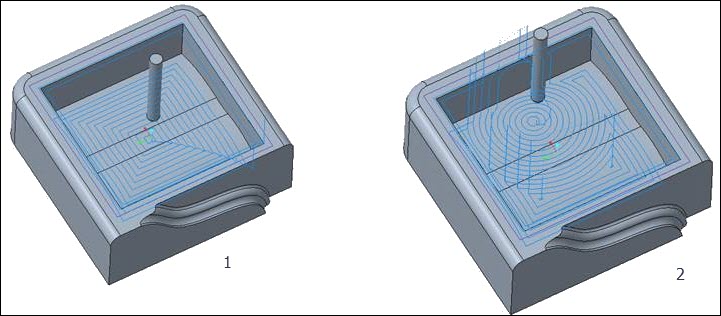
1. Percorso utensile per il valore 1
2. Percorso utensile per il valore 2
shade_mfg_ref_models
yes*, no
yes - Le parti di riferimento vengono ombreggiate.
no - Non elabora le parti di riferimento durante la generazione dell'immagine ombreggiata. L'utilizzo di questi postprocessori consente di risparmiare tempo.
skip_relation_mfg_process_xml
yes*, no
yes - Omette le stringhe di relazione nel documento CAD dell'assieme NC.
L'opzione di configurazione dm_nc_process genera le informazioni di processo NC come parte del documento CAD dell'assieme NC in formato XML ogni volta che il documento CADviene salvato. Se disponete di molte sequenze con numerosi parametri e impostate l'opzione di configurazione dm_nc_process su yes, il salvataggio del documento richiede più tempo.
Impostate l'opzione di configurazione skip_relation_mfg_process_xml su yes per eliminare le stringhe di relazione e salvare più rapidamente il documento CAD.
smmp_add_rapid_for_punch
yes, no*
yes - Aggiunge il comando RAPID al file di output CL quando si evita una graffa in PUNZONE.
solid_tool_offset_num_validate
yes, no*
yes - Viene convalidato un numero di offset di utensile multifilettatore solido che è possibile immettere.
store_tool_path_file
yes*, no
Specifica le informazioni sul percorso utensile di fabbricazione:
• yes - Le informazioni del percorso utensile vengono memorizzate nel file denominato filename.tph, dove nomefile è il nome del modello di fabbricazione.
• no - Il percorso utensile viene ricalcolato ogni volta che recuperate il modello di fabbricazione o modificate i parametri di fabbricazione.
suppress_hsm_progress_dialog
yes, no*
yes - Sopprime la finestra Avanzamento calcolo percorso utensile (Toolpath calculation progress) per le sequenze HSM.
tapping_use_brkout_dist_enbld
yes, no*
yes - Viene selezionata l'opzione Usa distanza di separazione (Use breakout distance) e il valore del parametro BREAKOUT_DISTANCE viene utilizzato per calcolare la profondità nella sequenza NC di maschiatura.
template_mfgcmm
<assembly name>
Consente di specificare il modello utilizzato come modello iniziale di default in CMM. Utilizzate il percorso e il nome completi della directory.
template_mfgemo
<assembly name>
Consente di specificare il modello utilizzato come modello iniziale di default in Expert Machinist. Utilizzate il percorso e il nome completi della directory.
template_mfgnc
<assembly name>
Consente di specificare il modello utilizzato come modello iniziale di default in Creo NC.
Utilizzate il percorso e il nome completi della directory.
tool_motion_list_length
<integer number>
Controlla il numero di righe visibili nell'elenco delle corse utensile senza scorrere. Questo valore è applicabile a tutti i passi NC basati sul quadro dei comandi.
tool_path_preview_default
on, off, auto*
Controlla se l'anteprima del percorso utensile è visualizzata per default quando create un nuovo passo o modificate uno esistente.
• on - Visualizza in anteprima il percorso utensile.
• off - Non visualizza in anteprima il percorso utensile.
• auto - Visualizza in anteprima il percorso utensile per alcuni percorsi utensile.
travel_bounds_display
No*, Yes
Specifica se i limiti di lavorazione di una cella di lavoro sono visibili.
Yes - Visualizza i limiti di lavorazione di una cella di lavoro.
travel_bounds_tranparency
<decimal number>
Controlla la trasparenza dei limiti di lavorazione evidenziati. Potete modificare il valore impostando un valore compreso nell'intervallo tra 0,1 e 1. Più alto è il valore e maggiore sarà la trasparenza del limite di lavorazione evidenziato. Il valore di default è 0.8.
turn_output_cutcom_tm_apprexit
yes, no*
Quando impostate manualmente i movimenti di attacco e di uscita e impostate il parametro CUTCOM su ON, i dati CL restituiscono un'istruzione CUTCOM precisa e conforme alla direzione di taglio.
yes - I dati CL mostrano una compensazione utensile precisa per le corse utensile di attacco e uscita nelle sequenze di tornitura.
use_mmks_units_for_ejpin
yes, no*
yes - Utilizza il sistema di unità MMKS durante la creazione di spine di estrazione.
use_stdtip_osetno_for_flashtip
yes, no*
yes - Se la punta con orientamento inverso non ha un numero di offset, utilizza il numero di offset della punta corrispondente con orientamento standard e lo genera nel file NCL.
wcell_fixt_info_setup_file
<file name>
Consente di specificare il percorso al file di configurazione delle informazioni su staffaggi e celle di lavoro. Si tratta di un file .xml che contiene le informazioni relative alle celle di lavoro e agli staffaggi compatibili per ciascuna cella. La funzionalità inerente alla compatibilità degli staffaggi per le celle di lavoro nella tabella processo è disponibile solo se specificate l'opzione di configurazione wcell_fixt_info_setup_file.
workpiece_instances
none, operations, steps, operations_and_steps
Specifica il modo in cui Creo Parametric genera rappresentazioni geometriche del pezzo in lavorazione durante il processo di produzione.
• none - Le rappresentazioni geometriche non vengono generate.
• operations - Per ogni operazione vengono generate le rappresentazioni geometriche, alle quali viene assegnato il nome <workpiece-name>_<operation-name>.
• steps - Per ogni passo vengono generate le rappresentazioni geometriche, alle quali viene assegnato il nome <workpiece-name>_<step-name>.
• operations_and_steps - Le rappresentazioni geometriche vengono create sia per i passi che per le operazioni.