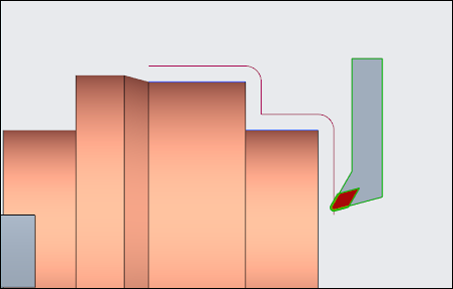
Lokale Materialzugaben
Im Allgemeinen wird die Menge des nach einer Schrupp- oder Halbschlicht-NC-Folge stehen bleibenden Materials durch die folgenden Fertigungsparameter gesteuert: SCHRUPP_AUFMASS (ROUGH_STOCK_ALLOW), PROFIL_AUFMASS (PROF_STOCK_ALLOW) und Z_AUFMASS (Z_STOCK_ALLOW). Diese geben das Aufmaß für alle in dieser NC-Folge bearbeiteten Flächen an. In manchen Fällen müssen Sie jedoch für bestimmte Flächen einen anderen Wert für das Aufmaß angeben; z.B. um Material für nachfolgende Schleifbearbeitung übrig zu lassen oder um das Aufmaß vor einer Wärmebehandlung anzupassen.
Diese Möglichkeit steht für Bereichs-, 4-Achsenbereichs-, Einstech- und Profildrehen zur Verfügung.
Wenn Sie eine Drehfolge erzeugen, können Sie Werte für diese Parameter angeben, indem Sie die relevanten Parameter im Dialogfenster Parameter editieren (Edit Parameters) auswählen. Dieses Dialogfenster wird geöffnet, wenn Sie Parameter (Parameters) für die Folge definieren. Bei der Arbeit mit klassischen Folgen können Sie lokale Aufmaße angeben, indem Sie auf einem Drehprofil eine Kette von Segmenten auswählen und einen Wert eingeben, der nur für diese Kette verwendet werden soll.
Für eine Profildrehen-Sequenz gilt der Wert von Aufmaß (Stock Allowance) für Alle Elemente (All Entities) im Dialogfenster Profildrehen-Schnitt (Profile Turning Cut) auf der Werkzeugbewegungsebene für alle Elemente des ausgewählten Drehprofils. Deaktivieren Sie das Kontrollkästchen Alle Elemente (All Entities), wählen Sie die Elemente aus, und geben Sie dann einen Versatzwert für jedes Element an, um das lokale Aufmaß für festgelegte Elemente des ausgewählten Drehprofils anzugeben.
Berücksichtigen Sie die folgenden Szenarien für die angegebenen Werte von AUFMASS und Z_AUFMASS in einer Profildrehen-Folge:
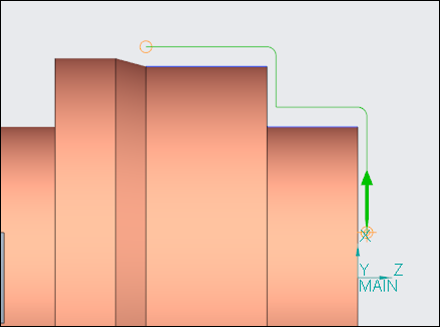
• Auf Folgenebene ist der angegebene Wert von AUFMASS 10 und der angegebene Wert von Z_AUFMASS – (Bindestrich).
Da der Parameterwert von Z_AUFMASS – (Bindestrich) ist, wird der Parameterwert von AUFMASS entlang der X-Achse und der Z-Achse angewendet.
Wenn der Parameterwert von Z_AUFMASS 0 oder größer als 0 ist, wird der Parameterwert von AUFMASS nur entlang der X-Achse angewendet.
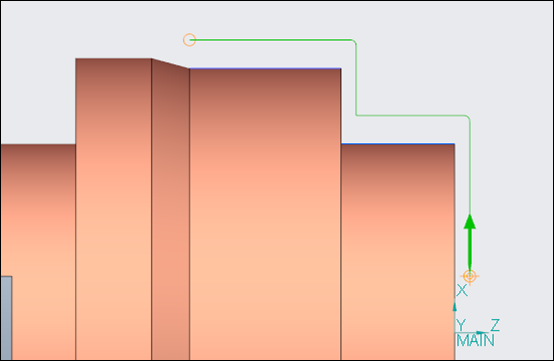
• Auf Folgenebene ist der angegebene Wert von AUFMASS 10 und von Z_AUFMASS 3.
Der Parameterwert 10 von AUFMASS wird entlang der X-Achse und der Parameterwert 3 von Z_AUFMASS wird entlang der Z-Achse angewendet.
• Auf Folgenebene ist der angegebene Wert von AUFMASS 10 und der angegebene Wert von Z_AUFMASS 3. Zusätzlich ist der angegebene Wert von Aufmaß (Stock Allowance) für Alle Elemente (All Entities) im Dialogfenster Profildrehen-Schnitt (Profile Turning Cut) auf der Werkzeugbewegungsebene 2.
Die Summe des AUFMASS-Parameterwerts und des Werts von Aufmaß (Stock Allowance) gleich 12 wird entlang der X-Achse angewendet. Die Summe des Z_AUFMASS-Parameterwerts und des Werts von Aufmaß (Stock Allowance) gleich 5 wird entlang der Z-Achse angewendet.
Ein ähnliches Werkzeugwegverhalten tritt bei Folgen von Bereichsdrehen und Einstechdrehen auf, wenn SCHRUPP_AUFMASS oder PROFIL_AUFMASS zusammen mit Z_AUFMASS und dem lokalen Aufmaß für Elemente definiert ist.