熔體前沿時間結果
您應專注於熔體前沿時間結果的顏色梯度。區域中的顏色如果發生巨大變化,則表示流速低於其他區域。最佳化的「熔體前沿時間」結果顯示每個澆口的平衡流動貢獻度。所有流動路徑都會同時到達模穴。透過「熔體前沿時間」結果,您可識別出下列問題:
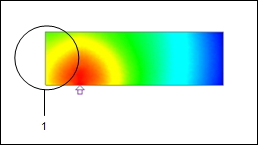
• 遲滯 - 區域中顏色的巨大變化表示模穴中的流速較低,進而導致流動遲滯。在極端情況下,遲滯可能會導致零件表面出現遲滯標記,甚至發生短射。
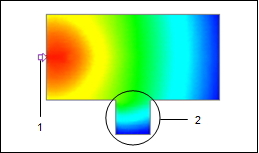
1. 閘
2. 遲滯的區域
• 焊接線 - 焊接線是在填充過程中,兩個不同的溶化前端以銳角連接時所形成。焊接線會降低最終產品的強度並產生曲面瑕疵。
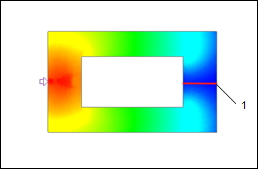
1. 焊接線
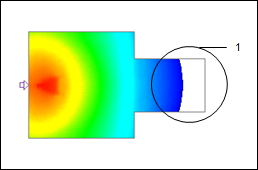
• 包封 - 包封是因為收斂堵塞小氣泡的溶化前端所形成。它可能會在模穴內的多個位置發生。
1. 包封
• 短射 - 模型在填充結束時若未完整填充,就會導致發生短射。
1. 短射
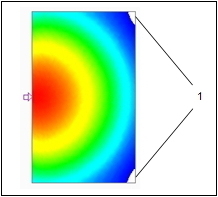
• 過度保壓 - 某些流動路徑在其他流動路徑之前完整填充。這些已填充的流動路徑會繼續填充額外的熔膠,直到填充完整個模穴為止。過度填充流動路徑的情況稱為過度保壓。
1. 過度保壓的區域
• 跑道效應 - 熔膠會在每個流動路徑中以不同的速度行進。壁較厚的區域流動阻力比壁較薄的區域小,因此熔膠在壁較厚的區域中流動得更快。如果流動路徑較長,可能會發生回填到較薄區域的情況。回填可能會導致產生包封與焊接線。下圖顯示跑道效應。主視圖顯示溶化前端的速度差異。側視圖顯示模型的厚度分佈。
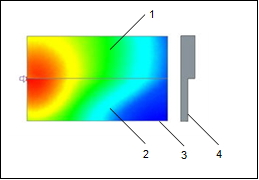
1. 低流動阻力區域
2. 高流動阻力區域
3. 主視圖
4. 側視圖