Flow Behavior
Cavity filling is an important step during the injection molding process. In the filling process, the melt front moves in a three-dimensional and a transient phenomenon. The non-Newtonian fluid flow and the coupled heat transfer can cause issues in the filling process. During the filling process, a product defect can occur due to the following reasons:
• Design flaw
• Improper process
• Improper material
The plastic melt tends to flow towards the direction of minimum resistance in the cavity. The following figure shows the flow behavior during the filling process. The arrows show the direction of the flow. The plastic melt advances faster, indicating a lower resistive force against the flow.
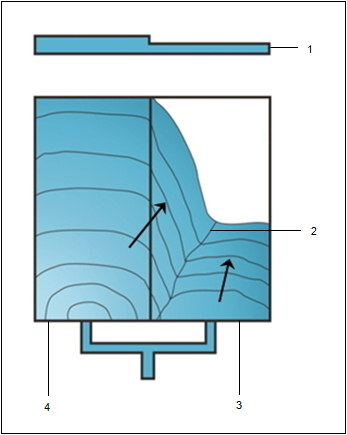
1. Thickness distribution
2. Weld line
3. Region of high flow resistance
4. Region of low flow resistance
The viscosity of a plastic melt is a measure of the flow resistance. A high viscosity increases the flow resistance. Therefore, you should carefully analyze the factors that affect the viscosity of the plastic melt. The factors affecting viscosity include the local temperature, heat transfer rate, shear rate, and the part thickness. These factors contribute to the optimization of the filling process.
The part thickness is the most crucial factor. The thicker portion of the plastic part leads to lower flow resistance, which results in easier flow of the plastic melt. In addition, since the thermal conductivity of the thermoplastics is poor, it is difficult for the thicker portion to conduct heat. Consequently, the thicker portion has higher temperature. Likewise, the thinner portion of the plastic part has lower temperature and more flow resistance.
You should look for the following during the filling process:
• Occurrence of short shot due to incomplete filling
• Presence of hesitation
• Occurrence and location of the weld line and air traps
• Unbalanced flow behavior caused by multiple gating
• Temperature distribution and variation during the filling process
• Magnitude of sprue pressure and clamping force
You should check for the following problems that are caused due to the melt front advancement:
• Examine the filling pattern for mobility.
• Check for incomplete filling of the cavity or short shot.
• Check for unbalanced flow.
• Identify weld line and air trap locations.
• Check the flow contribution of each gate.
• Check if the gate location is correct to balance the flow and eliminate weld line.