Опции конфигурации ЧПУ Creo
allow_mfg_in_assem_mode
yes, no*
Позволяет открыть производственную модель в режиме сборки.
yes - добавляет опцию Открыть в режиме сборки (Open in Assembly mode) в список диалогового окна Открыть файл (File Open), после того как вы щелкнули стрелку рядом с пунктом Открыть (Open).
allow_workpiece_silhouette
no*, yes, auto
Указывает модель, используемую для создания окна фрезерования по силуэту:
• no — система создает окно, используя силуэт исходной детали. Если обрабатываемая сборка содержит более одной исходной детали, необходимо выбрать деталь для создания контура. Заготовку выбрать нельзя.
• yes — для создания контура окна фрезерования можно использовать как исходную деталь, так и заготовку. Необходимо выбрать одну из моделей.
• auto — если производственная сборка содержит только одну заготовку, она автоматически будет использоваться для создания силуэта. При наличии нескольких заготовок необходимо выбрать одну из них. Нельзя выбрать исходную деталь при отсутствии заготовок, представленных в производственной сборке.
assy_mfg_open_mode
mfg, process, feature, any_mode*
Определяет способ открытия производственных моделей.
• mfg: открытие с помощью приложения Creo NC для сборки.
• process: открытие с помощью приложения планирования производственных процессов для производства.
• feature — открытие с помощью приложения Expert Machinist.
• any_mode: открытие с помощью доступной лицензии. Например, откройте модель в приложении Creo NC для сборки, если у вас имеется лицензия на это приложение.
Чтобы переключаться между приложениями, когда модель открыта, используйте опцию Приложения (Applications) на верхней панели меню.
autodrill_udf_dir
<directory name>
Папка по умолчанию для хранения стратегий создания отверстий, применяемых при автоматическом сверлении. Используйте полное имя пути во избежание проблем.
autodrilling_config_filename
<file name>
Автоматически восстанавливает и загружает файл конфигурации для таблицы автоматического сверления.
autodrilling_holestyle_param
<user defined parameter name>
Имя параметра, включаемого в констр. элемент отверстия производственной ссылочной модели. Значение параметра идентифицирует MUDF для сверления, который автоматически применяется в Creo NC при сверлении этих отверстий.
campost_dir
<directory name>
Если опции конфигурации ncpost_type задано значение ncpost, опция конфигурации campost_dir указывает каталог загрузки CAM-Post для непосредственной установки пост-процессоров и создания файлов управляющей программы. Используйте полное имя пути во избежание проблем.
chk_part_surfs_profpock
no*, yes
Эта опция относится к проверке на зарезы при фрезеровании. Чтобы система автоматически включила все поверхности исходной детали как контрольные поверхности для профилирования и ЧПУ-переходов фрезерования глубоких выемок или карманов, задайте для опции значение yes.
cl_arrow_scale
<positive number>
Опция позволяет регулировать размер стрелки направления движения инструмента при отображении траектории движения инструмента для операций и ЧПУ-переходов. По умолчанию значение равно 1. Если задать значение 0, стрелка отображаться не будет. Стрелка будет масштабирована при задании другого положительного числа.
cl_rotate_sign_convention
table*, tool
Определяет направление вращения относительно стола или режущего инструмента.
curve_traj_offset_opt_default
Включает состояние по умолчанию опции "Смещение реза" (Offset Cut) для последовательности траекторий.
on - опция "Смещение реза" (Offset Cut) выбрана.
off - опция "Смещение реза" (Offset Cut) не выбрана.
auto* - состояние опции зависит от выбранной привязки цепочки.
disable_custom_tool_prm_warning
no*, yes
Файл пользовательских параметров содержит определения часто используемых параметров. Используйте опцию конфигурации mfg_custom_tool_param_file, чтобы указать XML-файл в локальной папке.
Если файл пользовательских параметров отсутствует или изменен, отображается сообщение об ошибке с опцией, позволяющей сохранить определения пользовательских параметров. По умолчанию сообщения об ошибках отображаются при наличии расхождений, связанных с файлом пользовательских параметров.
• no - продолжить запуск диалогового окна взаимодействия с пользователем при возникновении ошибки или изменении файла с параметрами инструмента, определенными пользователем.
• yes - отключить запуск диалогового окна взаимодействия с пользователем при возникновении ошибки или изменении файла с параметрами инструмента, определенными пользователем.
display_mfg_icon_for_mfg_assy
no*, yes
Отображает производственные значки для файлов производственной сборки в диалоговых окнах Открыть файл (File Open) и Сохранить (Save).
• no — отображение значков сборки для файлов производственной сборки.
• yes — отображает производственные значки для файлов производственной сборки.
dm_nc_process
yes, no*
Автоматически создает XML-файл с информацией о процессе при сохранении производственной модели в Creo Parametric. Затем XML-файл автоматически присоединяется к CAD-документу ЧПУ-сборки как дополнительное содержимое категории информации о процессе в MPMLink. После выгрузки в Windchill CAD-документа ЧПУ-сборки с присоединенным в качестве дополнительного содержимого XML-файлом MPMLink использует информацию о процессе в XML-файле для дальнейшего определения производственных процессов. MPMLink использует информацию о процессе для создания определенных шагов в технологическом процессе или для создания ресурсов, применяемых в технологических процессах:
• yes - создает документ всякий раз, когда сохранен CAD-документ;
• no - не создает документ.
enable_2x_traj_multi_loops
yes, no*
• yes - позволяет выбрать несколько контуров на выбранных поверхностях при 2-осевом фрезеровании по траектории.
• no - не позволяет выбрать на поверхностях несколько контуров.
enable_clearance_plunge_fix
yes, no*
• yes - предотвращает движение автоматического врезания нулевой длины и корректирует движения соединения.
enable_cmm_refcsys_pprint_fix
yes*, no
По умолчанию в данных CL отсутствует текст PPRINT/DMIS для настройки опорной системы координат (СК) в качестве первого шага операции. Задайте значение yes, если требуется выводить текст PPRINT/DMIS в данных CL.
Данные CL будут содержать следующие строки для настройки опорной СК:
• Наименование последовательности
• Комментарии к последовательности
• тип ЧПУ-последовательности;
• ИД последовательности, применимый для опорной СК
enable_cutcom_apprexit_fix
yes*, no
• yes* - удаляет команды GOTO в данных CL между цепочками подхода и отхода и цепочками резания при задании коррекции резания.
• no - сохраняет все команды GOTO в данных CL.
enable_cutcom_helix_corner
yes*, no
• yes* - угловая точка линейных винтовых цепочек используется в выводе cutcom.
 |
 |
|
Для опции enable_cutcom_helix_corner задается no.
|
Для опции enable_cutcom_helix_corner задается yes.
|
enable_cutcom_apprexit_fix
yes*, no
• yes* - удаляет команды GOTO в данных CL между цепочками подвода и отвода и цепочками резания при указании коррекции инструмента для плоских открытых контуров.
• no - сохраняет все команды GOTO в данных CL.
enable_cutcom_rm_tiny_ents
yes*, no
• yes* - удаляет команды GOTO путем корректировки объектов окружности и строки, до тех пор пока скорректированная точка или часть объекта находится в области чистового припуска при включенной коррекции резания.
• no - сохраняет все команды GOTO в данных CL.
enable_feed_rate_for_helix
yes*, no
• yes* - вывод значения скорости подачи для изменений в цепочке спирали, если для параметра ARC_FEED_CONTROL задано значение TOOL_PERIMETER.
enable_finishing_circ_record
yes - генерировать записи CIRCLE для профилированного резания в последовательности чистового фрезерования, если для параметра последовательности circ_interpolation задано значение arc_only.
no* - не генерировать записи CIRCLE.
enable_mfg_leadtilt_ang_fix
yes, no *
yes - создает траектории инструмента с точным углом наклона инструмента в точках пересечения некасательных сегментов траектории инструмента.
no - не вносит изменения в угол наклона инструмента по умолчанию.
enable_mfg_reorder_regen_fix
yes, no *
yes - уменьшает время регенерации при переупорядочении производственных констр. элементов, если для управления параметрами ЧПУ-переходов используются уравнения инструмента.
enable_offcrv_with_split_fix
yes*, no
yes - улучшает выходные результаты CUTCOM для шагов с привязками к открытым кривым.
enable_param_n_tool_upd_dialog
yes, no*
• yes - открывает диалоговое окно для изменения производственных параметров и инструментов в ходе выполнения операции специальной вставки и процедур размещения ЭлП.
• no - не открывает диалоговых окон для изменения инструментов и производственных параметров в ходе выполнения операции специальной вставки и процедур размещения ЭлП.
enable_pprint_seq_comment_end
yes, no*
yes - если указаны комментарии для OPERATION_COMMENTS и NC_SEQUENCE_COMMENTS, в файл NCL добавляется COMMENTS END (конец комментария) для обозначения конца последовательности ЧПУ и комментариев операции.
enable_traj_2cntr_toolaxis_fix
yes*, no
yes - позволяет избежать разворота направления оси инструмента в последовательности траекторий с двумя контурами.
enable_traj_crvs_no_alt_refs
yes*, no
• yes- не заменять отсутствующие привязки кривой реза альтернативными привязками в последовательности фрезерования по траектории.
• no - заменять отсутствующие привязки реза кривой альтернативными привязками, если они доступны, в последовательности фрезерования по траектории. При необходимости отсутствующие привязки кривой можно выбрать вручную.
enable_traj_fix_nrmsrf_axisdfs
yes*, no
yes - применять определения осей, задаваемые привязками нормальной поверхности на шаге траектории.
gpostpp_dir
<directory name>
Если для опции конфигурации ncpost_type установлено значение gpost, то опции конфигурации gpostpp_dir определяет путь к папке, содержащей файлы постпроцессора, используемые GPOST. Используйте полное имя пути во избежание проблем.
grv_turn_bothdir_cutcom_output
yes, no*
• yes - если в последовательностях токарной гравировки параметр ALTERNATE_SIDE_OUTPUT имеет значение "Да", перед отводом инструмента с каждой стороны выводится инструкция OFF CUTCOM. Команды GOTO или их точки выводятся во время всех движений вреза и отвода.
• no - перед отводом инструмента с каждой стороны не выводится инструкция OFF CUTCOM.
include_all_tools_in_list
yes, no*
Определяет, включены ли в список инструментов инструменты для текущего шага и активный суппорт инструмента станка.
• yes - включает в список все доступные инструменты.
• no - включает в список инструменты, по умолчанию допустимые для текущего шага.
mfg_udf_info_setup_file
<file name>
Позволяет указать путь к файлу сопоставления критериев производства и имени ЭлП. Функциональность критериев производства в таблице техпроцесса доступна только при заданной опции конфигурации mfg_udf_info_setup.
mfg_assign_param_formula
Указывает, нужно ли задавать значения по умолчанию для производственных параметров с помощью формул на основе XML.
yes - применить значения по умолчанию для производственных параметров с использованием формул на основе XML.
no - игнорировать значения по умолчанию производственных параметров с помощью формул на основе XML.
mfg_auto_ref_mfg_template
yes, no*
Указывает, должен ли модуль Creo NC автоматически присваивать ссылки для шагов, созданных на основе шаблона. Например, если шаблон содержит систему координат привязки с именем MYCSYS, определенным пользователем, а производственная модель также содержит систему координат, имя которой определяется пользователем как MYCSYS, то Creo NC автоматически назначает привязку.
• yes - Creo NC автоматически присваивает одну или несколько следующих ссылок из шаблона, если они применимы.
◦ Система координат
◦ Поверхность отвода
◦ Окно фрезерования
◦ Кривая для фрезерования по траектории (2-осное)
◦ Поверхность фрезерования
◦ Объем фрезерования для фрезерования профиля
◦ Группа сверления для сверления
Creo NC присваивает ссылки, основываясь на имени и типе.
• no - пользователь должен назначить геометрические привязки для всех шагов, созданных на основе шаблона. Это настройка по умолчанию.
mfg_auto_ref_prt_as_chk_srf
yes*, no
Эта опция относится к проверке на зарезы при фрезеровании. Система автоматически включает все поверхности твердого тела всех исходных деталей, как контроль поверхностей для 5-координатной фрезерной обработки поверхностей и обработки по траектории. Для отключения этой функции и выбора проверки поверхностей вручную установите для опции значение no.
mfg_auto_retract_clear_dist
1.0, 0.005
1.0, если единица измерения длины производственного шаблона — миллиметр.
0.005, если единица измерения длины производственного шаблона — дюйм.
Расстояние между автоматически созданной поверхностью отвода и системой координат шага.
Если извлеченный в таблицу техпроцесса шаг не может использовать плоскость отвода операции, Creo NC применяет значение, указанное в опции конфигурации mfg_auto_retract_clear_dist, к шагу для создания плоскости отвода шага.
mfg_circ_interpolate_gouge_fix
yes, no*
yes - позволяет избежать зарезов, если для опции CIRC_INTERPOLATE задано значение ARC_ONLY или ARC_AND_POINTS, если дуга является спиральной.
mfg_clfile_excl_seq_warn
yes, no*
yes - отправляет предупреждение при выводе операции, если какие-либо шаги не завершены. Эти шаги исключаются из вывода CL. В выводе данных CL генерируется опция прерывания.
no - предупреждение о незавершенных шагах не отправляется, и эти шаги не генерируются в выводе данных CL.
mfg_custom_tool_param_file
<file name>
Указывает расположение и имя файла определения параметров инструмента. Необходимо использовать полный путь к каталогу и его наименование.
mfg_customize_dialog
yes*, no
yes — для настройки ЧПУ-перехода используется диалоговое окно пользовательской настройки.
no — используется старое многоуровневое меню.
mfg_cutlin_helix_norm_gouge_fix
yes*, no
yes - позволяет избежать зарезов в последовательностях фрезерования по линии реза с замкнутыми линиями реза, если для SCAN_TYPE задано значение TYPE_HELICAL. Траектория инструмента создается относительно нормалей к поверхности, если используется параметр USE_SURF_NORMS.
mfg_cutline_save_mesh
yes*, no
Указывает, следует ли Creo NC хранить сетку, созданную Creo Simulate, вместе с траекторией инструмента. Creo NC использует сетку для вычисления траектории инструмента при фрезеровании поверхности линии реза.
• yes — Creo NC проверяет, сохранена ли сетка вместе с ЧПУ-переходом. Если сетка допустима, т. е. геометрия не была изменена со времени предыдущего вычисления, Creo NC использует ее для расчета траектории инструмента. Если сетка не сохранена или недопустима, создается новая сетка, которая сохраняется вместе с ЧПУ-переходом. Это настройка по умолчанию.
• no — для вычисления траектории движения инструмента всегда создается новая сетка. Creo NC игнорирует и удаляет любую сохраненную сетку.
mfg_deepgrv_turn_typ1_conn_fix
yes, no*
yes- генерирует точную траекторию токарной гравировки канавки, избегая соединения через оставшийся материал, если опция SCAN_TYPE имеет значение TYPE_1_CONNECT.
mfg_disbl_clcmd_on_noncut_pass
yes, no*
yes - включает команды положения резца (CL) для проходов без резания.
mfg_display_rework_corner
yes, no*
yes — отображает оставшуюся область при вычислении траектории движения инструмента для чистового фрезерования углов, позволяя проверить выбор порогового угла. Наклонные и пологие области выделяются цветом.
no — оставшаяся область не отображается.
mfg_drill_axis_arrow_color
yes, no*
yes - управляет цветом стрелки оси с использованием системного цвета. Если для этой опции задано yes, можно изменить цвет стрелки, изменив цвет выбранной категории.
mfg_drill_cln_undesired_wp_dep
yes, no*
yes - в процессе загрузки технологической сборки удаляются ненужные зависимости от соответствующих заготовок в последовательности сверления и сохраняются без изменений необходимые зависимости.
no - в процессе загрузки технологической сборки все зависимости от заготовок в последовательности сверления сохраняются без изменений.
mfg_drill_orient_along_ref_hole
yes, no*
yes - изменяет направления инструмента сверления, чтобы корректировать ориентацию для концентрических отверстий.
mfg_engrav_avoid_clines_tpath
yes*, no
yes - траектория инструмента гравировки пропускает осевые линии геометрии.
no - траектория инструмента гравировки рассчитывает осевые линии геометрии.
mfg_finish_round_corner_fix
yes, no*
yes - создает точные и гладкие траектории инструмента на скругленных углах в последовательностях чистового фрезерования.
mfg_groove_merge_colinear_pnts
yes, no*
yes - выводит первую и последнюю коллинеарные точки GOTO для одного подвода и в последовательности точения канавки в файле NCL.
mfg_grvturn_same_toolwidth_Fix
yes, no*
yes - если ширина канавки совпадает с шириной инструмента (с учетом припусков заготовки), эта опция помогает генерировать точную траекторию токарной обработки канавки в нижней части канавки.
mfg_grvturn_sideturn_gouge_fix
yes, no*
yes - если для опции SCAN_TYPE задано значение SIDE_TURN, эта опция позволяет избежать зарезов при токарной обработке канавки путем минимизации бокового вреза точения.
mfg_grvturn_typ1_full_tpathfix
yes, no*
yes - создает точную траекторию инструмента в последовательности токарной гравировки, если для параметра SCAN_TYPE задано значение TYPE_1 и стенки канавки находятся под углом.
mfg_grvturn_wall_colision_fix
yes, no*
yes - позволяет избегать врезания в оставшийся материал в последовательности токарной обработки канавки, если для опции SCAN_TYPE задано значение TYPE_ONE_WALL.
mfg_ijk_num_digits
<integer number>
Устанавливает количество цифр для координат i, j, k инструмента в файле данных положения резца. Значение по умолчанию — 10.
mfg_info_location
top_left*, bottom_right
Расположение окна Производственная информация (Manufacturing Info) по умолчанию.
mfg_mill_window_depth_fix
yes, no*
yes - обеспечивает точность создания траектории инструмента при использовании окна фрезерования. Глубина окна фрезерования правильно оценивается на основе направления нормали привязки.
mfg_millvol_outside_wp_fulltrim
yes*, no
yes - если для параметра TRIM_TO_WORKPIECE задано значение FULL_TRIM, эта опция определяет, что в последовательностях фрезерования объема траектория инструмента будет генерироваться только в том случае, если объем фрезерования пересекает заготовку.
no - траектории инструмента может генерироваться, даже если объем фрезерования не пересекает заготовку.
mfg_modal_command_file
<file name>
Позволяет создавать некоторые темы из модальных индексов APTn, что означает, что после завершения выполнения командной строки формируется список основных ключевых слов, соответствующих этой теме.
mfg_ncseq_edit_performance_fix
yes, no*
yes - оптимизирует время, необходимое для правки ЧПУ-переходов. Эта опция также оптимизирует время, необходимое для правки существующих движений инструмента и создания новых движений инструмента.
mfg_optimized_drill_toolpath
yes, no*
yes - рассчитывает оптимальную траекторию инструмента сверления, если для SCAN_TYPE задано значение SHORTEST.
mfg_param_auto_copy_from_tool
No*, All, Misc, Cutting
Указывает, какие параметры инструмента следует копировать из определения инструмента в ЧПУ-переход:
No — ни один из параметров инструмента не копируется автоматически.
All — из определения инструмента в ЧПУ-переход копируются все параметры инструмента.
Misc — копируются только дополнительные параметры, такие как пользовательские параметры, направление вращения шпинделя, давление охлаждающей жидкости и определенные пользователем параметры, присущие данному ЧПУ-переходу.
Cutting — копируются все условия резания — подача, скорость и глубина: Creo NC использует условия черновой обработки для циклов "ЧЕРНОВАЯ ОБРАБОТКА" (ROUGHING), "ПОЛУЧИСТОВОЕ ФРЕЗЕРОВАНИЕ" (RE-ROUGHING), "ФРЕЗЕРОВАНИЕ ОБЪЕМА" (VOLUME MILLING) и "ЛОКАЛЬНОЕ ФРЕЗЕРОВАНИЕ" (LOCAL MILLING), а условия чистовой обработки — для всех остальных траекторий инструмента.
Creo NC копирует эти параметры, основываясь на заданной опции конфигурации, только при создании ЧПУ-перехода. При внесении изменений в существующий ЧПУ-переход необходимо скопировать изменения вручную, чтобы они были отражены в ЧПУ-переходе.
mfg_process_table_setup_dir
<directory name>
В диспетчере процессов указывает папку, в которой сохраняются параметры таблицы техпроцесса. Используйте полное имя пути во избежание проблем. Например: /home/users/process_mgr/table_settings.
mfg_process_template_dir
<directory name>
В менеджере процессов эта опция конфигурации задает папку по умолчанию для хранения всех файлов производственных шаблонов, созданных на основе таблицы техпроцесса, включая шаблоны процессов и шаблоны замены. Доступ к этой папке осуществляется по умолчанию в следующих случаях.
• При создании шаблонов из таблицы техпроцесса.
• При создании шагов и станков в таблице техпроцесса с использованием  .
.
.• При размещении и замене шаблонов в процессе создания и изменения констр. элементов аннотаций, соответственно.
• При замене шаблонов в конструкторской модели с помощью команды Обновить производственные элементы аннотации (Update Mfg AEs).
• При замене шаблонов в производственной модели в ходе извлечения.
• При указании значения этой опции конфигурации следует указывать имя и полный путь к файлу. Например, /home/users/process_mgr/templates. • Если для этой опции конфигурации значение не задано, назначается текущая рабочая папка. |
mfg_prof_rapid_feed_prev_slice
yes*, no
yes - по умолчанию для соединительных перемещений между слоями задается FREE_FEED или RAPID. Если задано значение no, для скорости инструмента между концом предыдущего слоя и началом следующего слоя задается значение CUT_FEED. Эта опция применима для последовательностей фрезерования по профилю.
mfg_reaming_retract_feed_fix
yes*, no
yes - включает добавление ZFEED для подачи при отводе для развертывания ЧПУ-перехода.
mfg_scan_tool_cutting_data
no*, yes
yes - сканирует и удаляет нежелательные параметры данных резания инструмента, на которые ссылается уравнение, если такие параметры существуют в производственной сборке.
mfg_session_setup_dir
<directory name>
Указывает папку хранения связанных с производством файлов для текущей сессии. Файл tool_dialog_setup_file.xml — это один из таких файлов, в котором хранятся сведения о параметрах инструмента.
Creo NC игнорирует опцию конфигурации mfg_session_setup_dir, если задана опция конфигурации mfg_tool_dialog_setup_file. |
mfg_setup_file
<file name>
Абсолютный путь к файлу, в котором хранятся сведения о настройке столбцов для следующих объектов.
• Таблица техпроцесса в Диспетчер процессов (Process Manager)
• Диалоговое окно Настройка инструментов (Tools Setup)
• Таблица параметров в диалоговом окне Править параметры (Edit Parameters)
Эта опция конфигурации переопределяет параметр mfg_session_setup_dir.
mfg_single_grv_toolwidth_fix
yes*, no
yes* - если диаметр инструмента и ширина канавки совпадают, генерируется траектория инструмента для токарной гравировки, в которой припуски на черновую обработку отражаются в траектории инструмента ожидаемым образом.
no - припуски на черновую обработку могут не отражаться в траектории инструмента ожидаемым образом при совпадении диаметра инструмента и ширины канавки.
mfg_skip_synch_head_both
yes, no*
yes - инструкции HEAD/BOTH и HEAD/OFF пропускаются в выводе данных CL для синхронизированных шагов.
no - обе инструкции HEAD/BOTH и HEAD/OFF генерируются в выводе данных CL для синхронизированных шагов.
mfg_skew_circ_goto_convert_fix
yes, no*, principal_axis
yes - преобразует и выводит записи окружности как точки перехода, если нормаль к плоскости окружности не выровнена с осью инструмента.
no - выводит записи окружностей в файл NCL без преобразования записей окружностей в точки перехода, даже если нормаль к плоскости окружности отклоняется от оси инструмента.
principal_axis - преобразует и выводит записи окружностей как точки перехода, кроме случаев, когда нормаль к плоскости окружности параллельна или перпендикулярна оси инструмента.
mfg_start_model_dir
<directory name>
Указывает папку, содержащую шаблоны производственных моделей. Все производственные модели в этой папке доступны для выбора в качестве шаблонов. Используйте полное имя пути во избежание проблем. Например, /home/users/nc/start_models.
Если эта опция не задана, можно воспользоваться поставляемыми системными производственными шаблонами.
mfg_synch_master_slave_output
yes, no*
yes - ключевые слова MASTER/SLAVE генерируются вместе с инструкцией HEAD# в выводе данных CL для синхронизированных шагов.
no - ключевые слова MASTER/SLAVE не генерируются вместе с инструкцией HEAD# в выводе данных CL для синхронизированных шагов.
mfg_tap_mat_rem_coef
1*, значение в диапазоне от 0 до 1
Коэффициент, применяемый Creo NC к объему удаляемого материала для оценки фактического объема удаляемого материала. Этот параметр является необязательным. Этот параметр применяется только в шагах таблицы техпроцесса, использующих метчик.
При задании значения или изменении параметра mfg_tap_mat_rem_coef для шага таблицы техпроцесса, использующего метчик, Creo NC не выполняет перерасчет удаляемого материала для шага. Для перерасчета удаляемого количества материала для данного шага необходимо удалить констр. элемент удаления материала из шага и вновь добавить его. |
mfg_thrd_turn_output_minstp
no*, yes
Yes - вывод MINSTP в данных CL. Это 6-значные выходные данные, исключающие ошибку постобработки.
No - вывод MINSTEP в данных CL.
mfg_tool_dependency_enbld
yes*, no
Эта опция конфигурации позволяет разрывать зависимость между твердотельным инструментом и производственной сборкой.
yes - модель твердотельного инструмента сохраняется при сохранении производственной сборки.
no - модель твердотельного инструмента не сохраняется при сохранении производственной сборки.
При загрузке сохраненной сборки твердотельный инструмент загружается вместе со сборкой.
mfg_tool_dialog_setup_file
<file name>
Абсолютный путь к файлу, в котором хранится информация о настройке столбца параметров инструмента для диалогового окна Настройка инструментов (Tools Setup). Эта опция конфигурации переопределяет параметр mfg_session_setup_dir.
mfg_tool_preview_by_pick
No*, Yes
Позволяет указать позицию режущего инструмента после предварительного просмотра. Можно выполнить предварительный просмотр режущего инструмента в графическом окне.
Yes — позволяет выбрать расположение инструмента на траектории инструмента, поверхности, кромке, кривой или грани. Также может использоваться вершина, опорная точка или система координат.
No — позволяет переместить инструмент, перетаскивая его в графическом окне.
mfg_traj_apprfeed_arcdash_fix
yes, no*
yes - в ЧПУ-переходе траектории учитывается подача подвода вместо CUT_FEED, если для ARC_FEED задано значение прочерк (-).
mfg_traj_end_height_enable
no*, yes
yes - позволяет пользователю выбрать поверхность для определения конечной высоты в диалоговом окне "Кривая реза" в последовательности фрезерования по 4-осевой и 5-осевой траектории.
mfg_trn_byarea_avoid_duplicate
no, yes *
yes - исключает дублирующийся проход траектории инструмента в последовательностях точения области, если для опций конфигурации STEP_DEPTH_COMPUTATION и SCAN_TYPE заданы значения BY_AREA и TYPE_1_CONNECT, соответственно.
mfg_turn_byarea_last_slice
yes*, no
Создает последний слой в последней зоне в последовательностях токарной обработки, если для опции STEP_DEPTH_COMPUTATION задано значение BY_AREA.
mfg_turn_profile_trim_shape
yes*, no
yes - сохраняет согласованность между предварительным просмотром профиля точения и фактическим профилем точения при использовании таких опций отсечения, как Соединить линией (Line Connect), Отсечь по X (Trim in X), Отсечь по Z (Trim in Z) или Отсечь в углу (Trim to Corner).
mfg_turn_rgh_prof_overtravel
yes, no*
yes - включает перебег в проходе по профилю, если в токарной обработке области для параметра ROUGH_OPTION задано значение ROUGH_AND_PROF.
mfg_turn_stock_gouge_fix
yes, no*
Если для опции TRIM_TO_WORKPIECE задано yes и граница заготовки меньше, чем профиль точения, эта опция позволяет избежать зарезов при токарной обработке.
mfg_turn_overtravel_conn_fix
yes *, no
В последовательностях токарной обработки области параметр END_OVERTRAVEL определяет соединительные проходы.
mfg_volmil_clear_dist_fix
No*, Yes
Эта опция конфигурации применима к основанной на инструментальной панели последовательности фрезерования объема.
Yes - рассчитывает расстояние зазора с помощью контура заготовки, объема фрезерования или окна фрезерования, плоскости отвода и указанной пользователем высоты.
No - рассчитывает расстояние зазора с помощью контура заготовки.
Быстрое движение останавливается, и PLUNGE_FEED начинается с расстояния зазора выше поверхности фрезерования.
mfg_volmill_const_pitch_helix
No*, Yes
Yes - генерирует траекторию инструмента по спирали с постоянным шагом при фрезеровании объема.
mfg_vol_helicalentry_gougefix
No*, Yes
Yes - избегать создания зарезов в движении вреза по спирали в последовательностях фрезерования объема.
No - не проверять на наличие зарезов в движении вреза по спирали в последовательностях фрезерования объема.
mfg_vol_roughprof_entryexit_fix
No*, Yes
Yes - позволяет использовать комбинацию черновой обработки и параметров профилирования для движений входа и выхода.
Для комбинирования черновой обработки и проходов профилирования, таких как ROUGH & PROF, POCKETING, необходимо выбрать опцию LEAD_IN, NORMAL или LINE_TANGENT для параметров CUT_ENTRY_EXT и CUT_EXIT_EXT. Эти опции управляют проходами профилирования.
Движения входа и выхода для черновых проходов управляются значениями параметров RAMP_ANGLE и HELICAL_DIAMETER, которые не зависят от значений CUT_ENTRY_EXT и CUT_EXIT_EXT.
Для проходов ROUGH_ONLY или PROF_ONLY необходимо выбрать подходящие значения CUT_ENTRY_EXT и CUT_EXIT_EXT. Например, RAMP или HELIX для проходов ROUGH_ONLY.
mfg_warn_del_ft_act_in_sync
yes, no*
yes - выдается предупреждение, если констр. элемент, используемый в синхронизации, удаляется или подавляется.
Кроме того, выдается предупреждение при повторном запуске синхронизации, если такой конструкторский элемент был удален или подавлен.
mfg_workpiece_transparency
<decimal number>
Управляет прозрачностью заготовки в режиме отображения закрашенной модели. Значение можно изменять в диапазоне от 0,1 до 1. Чем больше значение, тем более прозрачна заготовка. Значение по умолчанию — 0,5.
Изменение значения mfg_workpiece_transparency влияет только на вновь собранные или созданные заготовки. При извлечении производственной модели существующая в ней заготовка не подвержена влиянию текущего значения опции mfg_workpiece_transparency. Дополнительные сведения см. в разделе Отображение заготовки. |
mfg_xyz_num_digits
<integer number>
Устанавливает количество цифр для координат x, y, z инструмента в файле данных положения резца. Значение по умолчанию — 10.
nc_autodoc_param_dir
<directory name with full path>
Определяет расположение файла настроек. В этом файле описаны параметры процесса, которые требуется включить в таблицу параметров.
nc_autodoc_report_dir
<directory name with full path>
Определяет расположение для хранения отчета и изображений, созданных при создании отчета о цехе.
nc_autodoc_setup_dir
<directory name with full path>
Определяет расположение файлов настройки документации. В этих файлах описаны параметры процесса, которые требуется включить в таблицу параметров.
nc_autodoc_template_dir
<directory name with full path>
Определяет расположение таблицы стилей и изображений по умолчанию, используемых в отчете о цехе. Если не настроить эту опцию конфигурации, Creo Parametric в точке загрузки будет использовать шаблон отчета и изображения по умолчанию Creo Parametric.
nc_jobman_visible
no*, yes
yes - задействует функциональность диспетчера заданий, которая позволяет производить вычисление траектории движения инструмента ЧПУ-перехода вне процесса на удаленном компьютере или на том же компьютере, что дает возможность перейти к работе с другим ЧПУ-переходом или другой моделью Creo.
nccheck_type
ModuleWorks*, nccheck, external
Управляет выбором модуля моделирования, который будет применен при проверке ЧПУ
• ModuleWorks - использовать интегрированную среду моделирования на вкладке Удаление материала (Material Removal).
• nccheck - использовать NC-CHECK.
• external - использовать внешнее средство.
ncl_file_extension
<file extension>
Устанавливает расширение для файла данных положения резца. Если эта опция не задана, расширение по умолчанию — .ncl.
• Длина расширения ограничена 3 символами. При введении более длинного расширения файла оно будет обрезано и будет выдано предупреждение. • Не изменяйте расширение файла CL, если используется постпроцессор по умолчанию, специализированный постпроцессор или постпроцессор, созданный в Pro/NCPOST. |
ncpost_type
gpost*, ncpost
Каждый модуль Creo NC включает стандартный набор постпроцессоров ЧПУ, которые можно выполнить непосредственно или изменить с помощью дополнительного модуля. Эта опция конфигурации определяет, какой модуль постобработки будет применяться:
• gpost - использовать постпроцессоры G-Post™, разработанные компанией Intercim Corporation.
• ncpost - использовать постпроцессоры NCPOST.
output_start_goto_pnt_of_seq
yes, no*
yes - выводит дублирующую точку перехода в начале констр. элемента ЧПУ, если предыдущий констр. элемент ЧПУ завершается в той же точке перехода.
pro_mf_cl_dir
<directory name>
Устанавливает путь к директории для файлов данных положения резца. Используйте полное имя пути во избежание проблем. Например,
/home/users/library/mfg_cl.
pro_mf_param_dir
<directory name>
Устанавливает путь к директории для файлов параметров механообработки. Используйте полное имя пути во избежание проблем. Например: /home/users/library/mfg_params.
pro_mf_tprm_dir
<directory name>
Устанавливает путь к директории файлов инструмента механообработки. Используйте полное имя пути во избежание проблем. Например,
/home/users/library/toolcrib.
pro_mf_workcell_dir
<directory name>
Устанавливает путь к директории файлов механообрабатывающих станков. Используйте полное имя пути во избежание проблем. Например: /home/users/library/workcells.
pro_mfg_cmdsyn_dir
<directory name>
Установка пути к папке по умолчанию для файлов синтаксического меню в Creo NC. Используйте полное имя пути во избежание проблем. Например: /home/users/library/mach_cmdsym.
profile_output_utils
yes, no*
Эта опция влияет на вывод данных положения резца для последовательностей фрезерования профиля:
• yes - параметр ЧПУ-перехода OUTPUT_POINT доступен со следующими опциями:
◦ TIP — траектория инструмента выводится относительно его центра
◦ ON_PROFILE — траектория инструмента выводится относительно его профиля.
• no - параметр ЧПУ-перехода OUTPUT_POINT недоступен.
proncpost_dbf
<file name>
Определяет расположение и имя файла базы данных NCPOST. Необходимо использовать полный путь к каталогу и его наименование.
prorembatch_queue_manager
<имя_процессора>:<компьютер>:0:<номер_процессора>:1
Позволяет выполнять расчет траектории инструмента на отдельном компьютере.
Элементы:
• <имя_процессора> — имя используемого процессора (может быть описательным).
• <компьютер> — имя удаленного компьютера.
• 0 — тип транспортного протокола; всегда 0.
• <номер_процессора> — номер RPC процессора. Должен соответствовать переменной среды окружения PRORB_RPCNUM удаленного компьютера; если задано значение 0, система будет использовать номер RPC по умолчанию.
• 1 — версия диспетчера очереди; сейчас — 1.
reverse_spiral_finish_type
0, 1, 2
Эта опция конфигурации применима к шагам чистового фрезерования, если для параметра FINISH_OPTION установлено значение SHALLOW_CUTS или COMBINED_CUTS, а для параметра SHALLOW_AREA_SCAN установлено значение SPIRAL_SCAN.
Опция конфигурации принимает три значения: 1, 2 и 0 (значение по умолчанию). Любое другое значение обрабатывается как значение по умолчанию.
Для значения по умолчанию 0 учитывается одна из следующих опций, заданных для параметра SPIRAL_SCAN_DIRECTION.
• INSIDE_OUT - траектория инструмента начинается изнутри и следует внешней границе.
• OUTSIDE_IN - траектория инструмента начинается снаружи и следует внешней границе.
Для значения 1: независимо от опции, заданной для параметра SPIRAL_SCAN_DIRECTION, траектория инструмента начинается изнутри и следует внешней границе.
Для значения 2: независимо от опции, заданной для параметра SPIRAL_SCAN_DIRECTION, траектория инструмента начинается изнутри и следует стратегии постоянной нагрузки.
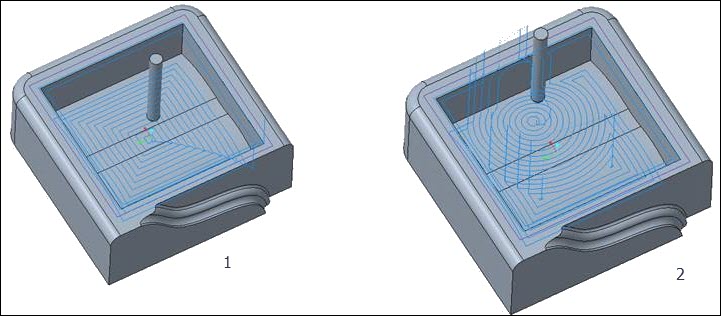
1. Траектория инструмента для значения 1
2. Траектория инструмента для значения 2
shade_mfg_ref_models
yes*, no
yes — закрашивает исходные детали при создании закрашенного изображения.
no - не обрабатывает исходные детали при создании закрашенного изображения. Это экономит время.
skip_relation_mfg_process_xml
yes*, no
yes - опускает строки связи в CAD-документе сборки ЧПУ.
Опция конфигурации dm_nc_process создает информацию процесса ЧПУ как часть CAD-документа сборки ЧПУ в формате XML при каждом сохранении CAD-документа. Если имеется много последовательностей с многочисленными параметрами и если вы задаете для опции конфигурации dm_nc_process значение yes, требуется больше времени для сохранения документа.
Задавайте для опции конфигурации skip_relation_mfg_process_xml значение yes, чтобы удалять строки связи из выходных данных и быстрее сохранять CAD-документ.
solid_tool_offset_num_validate
yes, no*
yes - проверяется введенный номер смещения твердотельного многошпиндельного инструмента.
store_tool_path_file
yes*, no
Определяет, как вычисляются данные о траектории движения инструмента:
• yes — сведения о траектории движения инструмента хранятся в файле с именем filename.tph, где имя файла соответствует имени производственной модели.
• no — траектория движения инструмента вычисляется заново при каждом извлечении производственной модели или изменении производственных параметров.
template_mfgcmm
<assembly name>
Позволяет указывать модель, используемую в качестве начальной модели по умолчанию для CMM. Необходимо использовать полный путь к каталогу и его наименование.
template_mfgemo
<assembly name>
Позволяет указывать модель, используемую в качестве начальной модели по умолчанию для эксперта обработки. Необходимо использовать полный путь к каталогу и его наименование.
template_mfgnc
<assembly name>
Позволяет указывать модель, используемую в качестве начальной модели по умолчанию в Creo NC.
Необходимо использовать полный путь к каталогу и его наименование.
tool_motion_list_length
<integer number>
Управляет числом строк, видимым в списке движений инструмента без прокрутки. Это значение применимо для всех шагов ЧПУ на базе инструментальной панели.
tool_path_preview_default
on, off, auto*
Управляет тем, отображается ли предварительный просмотр траектории инструмента по умолчанию при создании нового или изменении существующего шага.
• on — предварительный просмотр траектории инструмента отображается.
• off — предварительный просмотр траектории инструмента не отображается.
• auto — предварительный просмотр траектории инструмента отображается для определенных траекторий инструмента.
Отображение_пределов_рабочего хода
No*, Yes
Указывает, отображаются пределы обработки станка или нет.
Yes - отображает пределы обработки производственного модуля.
Прозрачность_пределов_рабочего хода
<decimal number>
Контролирует прозрачность выделенных пределов обработки. Значение может изменяться в диапазоне от 0,1 до 1. Чем больше значение, тем выше прозрачность выделенных пределов обработки. 0,8 это значение по умолчанию.
turn_output_cutcom_tm_apprexit
yes, no*
Если вручную задать движения подвода и отвода и установить для параметра CUTCOM значение ON, в данных CL выводится точная инструкция CUTCOM в соответствии с направлением реза.
yes - в данных CL отображается точная коррекция инструмента для движений подвода и отвода инструмента в последовательностях точения.
use_stdtip_osetno_for_flashtip
yes, no*
yes - если у вершины с ориентацией с облоем нет номера смещения, вершина использует номер смещения соответствующей вершины со стандартной ориентацией выводит его в файл NCL.
wcell_fixt_info_setup_file
<file name>
Позволяет задать путь, чтобы указать информационный файл настроек для приспособлений производственного модуля. Такой .xml файл хранит информацию о станке и совместимых приспособлениях для каждого станка. Функция совместимости приспособлений производственного модуля будет доступна в таблице обработки только при задании опции конфигурации wcell_fixt_info_setup_file.
workpiece_instances
none, operations, steps, operations_and_steps
Указывает способ, посредством которого Creo Parametric генерирует геометрические представления заготовки в производственном процессе.
• none — геометрические представления не созданы.
• operations — геометрические представления создаются для каждой операции и называются <workpiece-name>_<operation-name>.
• steps — геометрические представления создаются для каждой операции и называются <workpiece-name>_<step-name>.
• operations_and_steps — геометрические представления создаются как для шагов, так и для операций.