Creo NC のコンフィギュレーションオプション
allow_mfg_in_assem_mode
yes、no*
アセンブリモードで製造モデルを開くことができます。
yes - 「開く」(Open) の横にある矢印をクリックしたときに、「ファイルを開く」(File Open) ダイアログボックスのリストに「アセンブリモードで開く」(Open in Assembly mode) オプションを追加します。
allow_workpiece_silhouette
no*、yes、auto
「シルエットミル」(Silhouette Mill) ウィンドウの作成に使用するモデルを次のように指定します。
• no - 参照部品のシルエットを使用してウィンドウが作成されます。製造アセンブリに複数の参照部品が含まれる場合、シルエットの作成に使用する部品を選択する必要があります。ワークピースは選択できません。
• yes - 参照部品とワークピースの両方を使用して、「シルエットミル」(Silhouette Mill) ウィンドウを作成できます。どの部品を使用するかを選択する必要があります。
• auto - 製造アセンブリにワークピースが 1 個だけ含まれる場合、このワークピースを使用して自動的にシルエットが作成されます。複数のワークピースがある場合、どのワークピースを使用するかを選択する必要があります。参照部品は選択できません。ただし、製造アセンブリにワークピースがない場合は選択できます。
assy_mfg_open_mode
mfg、process、feature、any_mode*
製造モデルを開くアプリケーションを次のように指定します。
• mfg - Assembly Creo NC アプリケーションを使用して開きます。
• process - Manufacturing の製造プロセスプランニングアプリケーションを使用して開きます。
• feature - Expert Machinist アプリケーションを使用して開きます。
• any_mode - 使用可能なライセンスを使用して開きます。たとえば、Assembly Creo NC アプリケーションのライセンスがある場合には、このアプリケーションでモデルを開きます。
モデルを開いた後は、トップメニューバーの「アプリケーション」(Applications) オプションを使用してアプリケーション間で切り替えることができます。
autodrill_udf_dir
<directory name>
自動ドリリングで使用する「穴ストラテジー」(Hole Strategies) を保存するデフォルトディレクトリ問題を避けるため、フルパス名を使用します。
autodrilling_config_filename
<file name>
自動ドリリングテーブルのコンフィギュレーションファイルを自動的に検索およびロードします。
autodrilling_holestyle_param
<user defined parameter name>
製造参照モデルの穴フィーチャーに含まれるパラメータ名です。パラメータ値により、穴のドリル用に Creo NC に自動適用される穴あけ加工 MUDF が識別されます。
campost_dir
<directory name>
コンフィギュレーションオプション ncpost_type が ncpost に設定されている場合、コンフィギュレーションオプション campost_dir は CAM-Post ロードポイントディレクトリを指定して、直接ポストプロセッサをセットアップして MCD ファイルを生成できます。問題を避けるため、フルパス名を使用します。
chk_part_surfs_profpock
no*、yes
このオプションは、ミリングでのガウジチェックに適用されます。プロファイルおよびポケット NC シーケンスのチェックサーフェスとして、すべての参照部品サーフェスを自動的に含めるには、このオプションを yes に設定します。
cl_arrow_scale
<positive number>
このオプションでは、オペレーションと NC シーケンスのツールパスの表示時に、ツールパス矢印の大きさを制御できます。デフォルトは 1 です。0 に設定すると矢印は表示されません。その他の正の数字を指定すると、その値に応じて矢印の大きさが変わります。
cl_rotate_sign_convention
table*、tool
回転テーブルまたは切削工具のいずれかを基準にして ROTATE サイン方向規則を定義します。
curve_traj_offset_opt_default
軌道シーケンスの「オフセットカット」(Offset Cut) オプションのデフォルトの状態を有効にします。
on - 「オフセットカット」(Offset Cut) オプションが選択されます。
off - 「オフセットカット」(Offset Cut) オプションが選択されません。
auto* - オプションの状態は選択したチェーン参照によって決まります。
disable_custom_tool_prm_warning
no*、yes
カスタムパラメータファイルには、頻繁に使用するパラメータの定義が含まれています。ローカルディレクトリ内の XML ファイルを指定するには、コンフィギュレーションオプション mfg_custom_tool_param_file を使用します。
カスタムパラメータファイルがない場合、または修正されている場合、ユーザー定義のパラメータの定義を維持するオプションとともにエラーメッセージが表示されます。デフォルトでは、カスタムパラメータファイルに関して矛盾がある場合は常にエラーメッセージが表示されます。
• no - ユーザー定義の工具パラメータが含まれているファイルにエラーまたは変更がある場合、ユーザー操作ダイアログの起動を続行します。
• yes - ユーザー定義の工具パラメータが含まれているファイルにエラーまたは変更がある場合、ユーザー操作ダイアログの起動を無効にします。
display_mfg_icon_for_mfg_assy
no*、yes
製造アセンブリファイルの次の製造アイコンが「ファイルを開く」(File Open) および「保存」(Save) ダイアログボックスに表示されます。
• no - 製造アセンブリファイルのアセンブリアイコンを表示します。
• yes - 製造アセンブリファイルの製造アイコンを表示します。
dm_nc_process
yes、no*
Creo Parametric で製造モデルを保存すると、プロセス情報を含む .xml ファイルが自動的に生成されます。この .xml ファイルは、MPMLink プロセス情報カテゴリのセカンダリコンテンツとして、NC アセンブリ CAD ドキュメントに自動的に添付されます。セカンダリコンテンツとして .xml ファイルが添付された NC アセンブリ CAD ドキュメントを Windchill にアップロードすると、MPMLink によって .xml ファイル内のプロセス情報を使用して製造プロセスがさらに定義されます。このプロセス情報を使用して、プロセスプラン内の特定のステップや、プロセスプランで使用するリソースが作成されます。
• yes - CAD ドキュメントが保存されるたびにドキュメントを生成します。
• no - ドキュメントを生成しません。
enable_2x_traj_multi_loops
yes、no*
• yes - 2 軸軌道ミリングで、選択したサーフェスでの複数ループ選択が許可されます。
• no - サーフェスでの複数ループ選択は許可されません。
enable_clearance_plunge_fix
yes、no*
• yes - 長さがゼロの自動プランジモーションを回避し、接続モーションを修正します。
enable_cmm_refcsys_pprint_fix
yes*、no
デフォルトでは、CL データには、オペレーションの最初のステップとして参照座標系を設定するための PPRINT/DMIS テキストはありません。CL データに PPRINT/DMIS テキストを出力する場合、yes に設定します。
CL データに、参照座標系を設定する次の行が出力されます。
• シーケンス名
• シーケンスコメント
• シーケンスタイプ
• 参照座標系に適用可能なシーケンス ID
enable_cutcom_apprexit_fix
yes*、no
• yes* - カッター補正が指定されていても、CL データ内のアプローチチェーンまたは終了チェーンとカッティングチェーンの間の GOTO コマンドを除去します。
• no - CL データ内のすべての GOTO コマンドを維持します。
enable_cutcom_helix_corner
yes*、no
• yes* - 線形ヘリカルチェーンのコーナー点がカッター補正出力で使用されます。
 |
 |
|
enable_cutcom_helix_corner は no に設定されています。
|
enable_cutcom_helix_corner は yes に設定されています。
|
enable_cutcom_plnr_apprexit_fix
yes*、no
• yes* - 開いた平面ループにカッター補正が指定されていても、CL データ内のアプローチチェーンまたは終了チェーンとカッティングチェーンの間の GOTO コマンドを除去します。
• no - CL データ内のすべての GOTO コマンドを維持します。
enable_cutcom_rm_tiny_ents
yes*、no
• yes* - カッター補正がオンになっていても、調整後の点またはエンティティの一部が残り代領域内にあるかぎり、円および直線エンティティを調整することによって GOTO を除去します。
• no: CL データ内のすべての GOTO コマンドを維持します。
enable_feed_rate_for_helix
yes*、no
• yes* - 「円弧送り速度制御」(ARC_FEED_CONTROL) パラメータが「工具周長」(TOOL_PERIMETER) に設定されている場合に、ヘリカルチェーン変更の送り速度の値を出力します。
enable_finishing_circ_record
yes - シーケンスパラメータ circ_interpolation が arc_only に設定されている場合、仕上げシーケンスプロファイルカットの円記録を生成します。
no* - 円記録を生成しません。
enable_mfg_leadtilt_ang_fix
yes、no *
yes - 非正接ツールパスセグメントの結合部に正確な工具チルト角度でツールパスを作成します。
no - デフォルトの工具チルト角度に変更を加えません。
enable_mfg_reorder_regen_fix
yes、no *
yes-工具リレーションを使用して NC シーケンスパラメータを駆動する場合、製造フィーチャーの順序変更時に再生時間を短縮します。
enable_offcrv_with_split_fix
yes*、no
yes - 開いたカーブ参照を持つステップのカッター補正出力を改善します。
enable_param_n_tool_upd_dialog
yes、no*
• yes - 特殊貼り付け操作および UDF 配置の実行中に、製造パラメータおよびツールを修正するためのダイアログボックスが開きます。
• no - 特殊貼り付け操作および UDF 配置の実行中に、製造パラメータおよびツールを修正するためのダイアログボックスは開きません。
enable_pprint_seq_comment_end
yes、no*
yes-OPERATION_COMMENTS と NC_SEQUENCE_COMMENTS のコメントを指定した場合、NC シーケンスとオペレーションのコメントの終了点を示すために、NCL ファイルに COMMENTS END が追加されます。
enable_traj_2cntr_toolaxis_fix
yes*、no
yes - 2 コンター軌道シーケンスにおける工具軸方向の反転を回避します。
enable_traj_crvs_no_alt_refs
yes*、no
• yes - 軌道ミリングシーケンスで欠落しているカーブカット参照を代替参照に置き換えません。
• no - 軌道ミリングシーケンスで欠落しているカーブカット参照を代替参照に置き換えます (使用可能な場合)。必要に応じて、欠落しているカーブ参照を手動で選択できます。
enable_traj_fix_nrmsrf_axisdfs
yes*、no
yes - 軌道ステップの垂直サーフェス参照によって指定される軸定義を適用します。
gpostpp_dir
<directory name>
コンフィギュレーションオプション ncpost_type が gpost に設定されている場合、コンフィギュレーションオプション gpostpp_dir で、GPOST で使用するポストプロセッサファイルがあるディレクトリを指定します。問題を避けるため、フルパス名を使用します。
grv_turn_bothdir_cutcom_output
yes、no*
• yes - 溝切り旋盤シーケンスで、「代替側出力」(ALTERNATE_SIDE_OUTPUT) パラメータが「はい」(yes) に設定されている場合、工具が各側からリトラクトする前に CUTCOM OFF 文が出力されます。すべての開始モーションと終了モーションの間、GOTO コマンドまたは GOTO 点が出力されます。
• no - 工具が各側からリトラクトする前に CUTCOM OFF 文を出力しません。
include_all_tools_in_list
yes、no*
カレントステップの工具と加工機でアクティブなヘッドの工具を工具リストに含めるかどうかを指定します。
• yes - 使用可能なすべての工具をリストに含めます。
• no - デフォルトでカレントステップに有効な工具を含めます。
mfg_udf_info_setup_file
<file name>
加工部位 UDF 名マッピングファイルのパスを指定できます。コンフィギュレーションオプション mfg_udf_info_setup を指定した場合にのみ、プロセステーブルの加工部位機能を使用できます。
mfg_assign_param_formula
XML ベースの式を使用して製造パラメータのデフォルト値を設定するかどうかを指定します。
yes - XML ベースの式を使用して製造パラメータのデフォルト値を適用します。
no - XML ベースの式を使用した製造パラメータのデフォルト値を無視します。
mfg_auto_ref_mfg_template
yes、no*
Creo NC が必ず参照を自動的にステップに割り当ててテンプレートを作成するかどうかを指定します。たとえば、テンプレートに MYCSYS というユーザー定義名を持つ参照座標系が含まれている場合、製造モデルにも MYCSYS というユーザー定義名を持つ座標系が含まれていれば、Creo NC によって自動的に参照が割り当てられます。
• yes - Creo NC は、自動的に 1 つまたは複数の参照をテンプレートから次のような規定に則って割り当てます。
◦ 座標系
◦ リトラクトサーフェス
◦ ミルウィンドウ
◦ 軌道ミリングのカーブ (2 軸)
◦ ミルサーフェス
◦ プロファイルミリングのミルボリューム
◦ 穴あけ加工用ドリルグループ
Creo NC によって参照が名前とタイプに基づいて割り当てられます。
• no - テンプレートから作成されたステップすべてにジオメトリ参照を割り当てる必要があります。これがデフォルトです。
mfg_auto_ref_prt_as_chk_srf
yes*、no
このオプションは、ミリングでのガウジチェックに適用されます。サーフェスおよび 5 軸軌道ミリングについて、すべての参照部品のすべてのソリッドサーフェスがチェックサーフェスとして自動的に取り込まれます。この機能を無効にするには、手動でチェックサーフェスを選択し、このオプションを no に設定します。
mfg_auto_retract_clear_dist
1.0、0.005
製造テンプレートの長さの単位が mm の場合は 1.0 です。
製造テンプレートの長さの単位がインチの場合は 0.005 です。
自動的に作成されたリトラクト面とステップの座標系との間の距離です。
プロセステーブルに抽出したステップでオペレーションのリトラクト面を使用できない場合、コンフィギュレーションオプション mfg_auto_retract_clear_dist によって指定した値が Creo NC によってステップに適用されて、ステップのリトラクト面が作成されます。
mfg_circ_interpolate_gouge_fix
yes、no*
yes -円弧がヘリカルであるときに、CIRC_INTERPOLATE パラメータが ARC_ONLY または ARC_AND_POINTS に設定されている場合、ガウジを回避します。
mfg_clfile_excl_seq_warn
yes、no*
yes - 操作出力の生成中に、不完全なステップがあれば警告を表示します。ステップは CL 出力から除外されます。中止オプションは、CL データ出力で生成されます。
no - 不完全なステップに関する警告は表示されず、ステップは CL データ出力で生成されません。
mfg_custom_tool_param_file
<file name>
工具パラメータ定義ファイルの位置と名前を指定します。完全なディレクトリパスと名前を使用します。
mfg_customize_dialog
yes*、no
yes - NC シーケンスのカスタマイズに「カスタマイズ」(Customize) ダイアログボックスを使用します。
no - 従来のカスケードメニューを使用します。
mfg_cutlin_helix_norm_gouge_fix
yes*、no
yes - 「スキャンタイプ」(SCAN_TYPE) が「ヘリカルタイプ」(TYPE_HELICAL) に設定されている場合、閉じたカットラインによってカットラインミリングシーケンスでのガウジを回避します。「サーフェス法線使用」(USE_SURF_NORMS) パラメータが使用されている場合、サーフェス法線を基準にしてツールパスが作成されます。
mfg_cutline_save_mesh
yes*、no
Creo Simulate でツールパスに沿って生成されたメッシュを、Creo NC で保存するかどうかを指定します。Creo NC では、カットラインサーフェスミリングのツールパスの計算に中間メッシュが使用されます。
• yes - Creo NC で、メッシュが NC シーケンスとともに保存されているかどうかをチェックします。メッシュが有効な場合、それ以前の計算で Creo NC がそのメッシュを使用してツールパスを計算しているため、ジオメトリは変更されません。メッシュが保存されていない、または無効な場合、新しいメッシュが生成され、NC シーケンスとともに保存されます。これがデフォルトです。
• no - 常に新しいメッシュが生成され、ツールパスが計算されます。保存されたメッシュは Creo NC によっていずれも無視され、削除されます。
mfg_deepgrv_turn_typ1_conn_fix
yes、no*
yes - 「スキャンタイプ」が「タイプ1接続」に設定されている場合、残存材料の接続を回避することで正確な溝切り旋盤ツールパスを生成します。
mfg_disbl_clcmd_on_noncut_pass
yes、no*
yes - 非カットパスの CL コマンドを有効にします。
mfg_display_rework_corner
yes、no*
yes - コーナー仕上げのツールパスの計算中に残存領域を表示して、選択する角度のしきい値を確認できるようにします。急勾配の領域となだらかな領域が、別々の色でハイライトされます。
no - 残存領域を表示しません。
mfg_drill_axis_arrow_color
yes、no*
yes - システムカラーを使用して軸矢印の色を制御します。このオプションを yes に設定すると、選択したカテゴリの色を変更することで、矢印の色を変更できます。
mfg_drill_cln_undesired_wp_dep
yes、no*
yes - 製造アセンブリを読み込む際に、各ワークピースへの不要なドリルシーケンス依存は除去され、必要な依存はそのまま残ります。
no - 製造アセンブリを読み込む際に、ワークピースへのすべてのドリルシーケンス依存がそのまま残ります。
mfg_drill_orient_along_ref_hole
yes、no*
yes - ドリル工具の方向を変更して同心円穴の方向を修正します。
mfg_engrav_avoid_clines_tpath
yes*、no
yes - 彫刻ツールパスはジオメトリの中心線をスキップします。
no - 彫刻ツールパスはジオメトリの中心線を計算します。
mfg_finish_round_corner_fix
yes、no*
yes - 仕上げシーケンスでラウンドコーナーに正確でなめらかなツールパスを生成します。
mfg_groove_merge_colinear_pnts
yes、no*
yes - NCL ファイル内の溝切り旋盤シーケンスに対し、同じ送りの最初と最後の同一直線上の GOTO 点を出力します。
mfg_grvturn_same_toolwidth_Fix
yes、no*
yes - 溝の幅が工具幅と同じである (残り代を考慮) 場合、このオプションによって、溝の底面に正確な溝切り旋盤ツールパスが生成されます。
mfg_grvturn_sideturn_gouge_fix
yes、no*
yes - 「スキャンタイプ」が「サイドターン」に設定されている場合、このオプションは側面旋盤のプランジを最小にして溝切り旋盤のガウジを回避します。
mfg_grvturn_typ1_full_tpathfix
yes、no*
yes - 「スキャンタイプ」(SCAN_TYPE) パラメータが「タイプ 1」(TYPE_1) に設定されていて、溝のウォールが斜めになっている場合、溝切り旋盤シーケンスで正確なツールパスを作成します。
mfg_grvturn_wall_colision_fix
yes、no*
yes - 「スキャンタイプ」が「タイプ1ウォール」に設定されている場合、溝切り旋盤シーケンスの残存材料がプランジされるのを回避します。
mfg_ijk_num_digits
<integer number>
CL データファイルでの i、j、k のツール座標の桁数を設定します。デフォルトは 10 です。
mfg_info_location
top_left*、bottom_right
「製造情報」(Manufacturing Info) ダイアログボックスのデフォルト位置です。
mfg_mill_window_depth_fix
yes、no*
yes - ミルウィンドウを使用するときにツールパスが正確に生成されます。ミルウィンドウの深さは、参照の法線方向に基づいて正しく評価されます。
mfg_millvol_outside_wp_fulltrim
yes*、no
yes - ボリュームミリングシーケンスで、「ワークピース基準トリム」(TRIM_TO_WORKPIECE) パラメータが「フルトリム」(FULL_TRIM) に設定されている場合、このオプションではミルボリュームがワークピースと交差している場合にのみツールパスが生成されます。
no - ミルボリュームがワークピースと交差していない場合でも、ツールパスが生成されることがあります。
mfg_modal_command_file
<file name>
一部の APTn インデックスのトピックモーダルを作成できます。つまり、コマンド行の完了時に、このトピックに対応する主要キーワードのリストが繰り返し表示されます。
mfg_ncseq_edit_performance_fix
yes、no*
yes - NC シーケンスの編集に必要な時間を最適化します。このオプションでは、既存のツールモーションの編集や新しいツールモーションの作成に必要な時間も最適化されます。
mfg_optimized_drill_toolpath
yes、no*
yes - 「スキャンタイプ」(SCAN_TYPE) が「最短」(SHORTEST) に設定されている場合に最適なドリルツールパスを計算します。
mfg_param_auto_copy_from_tool
No*、All、Misc、Cutting
工具定義から NC シーケンスにコピーする工具パラメータを指定します。
No - 工具パラメータを自動的にコピーしません。
All - すべての工具パラメータを工具定義から NC シーケンスにコピーします。
Misc - カスタムパラメータ、スピンドル方向、クーラントの圧力、タイプ、および NC シーケンス専用のユーザー定義パラメータなど、その他のパラメータのみをコピーします。
Cutting - すべての切削条件 (送り、速度、深さ) をコピーします。Creo NC で荒削り、中荒削り、ボリュームミリング、ローカルミリングには荒削りの条件が使用され、その他すべてのツールパスに仕上げの条件が使用されます。
NC シーケンスを作成する場合にのみ、Creo NC でこれらのパラメータは設定されているコンフィギュレーションオプションに基づいてコピーされます。既存の NC シーケンスに対して変更を行う場合、NC シーケンスに変更を反映するには変更を手動でコピーする必要があります。
mfg_process_table_setup_dir
<directory name>
プロセスマネージャで、プロセステーブルの設定を保存するディレクトリを指定します。問題を避けるため、フルパス名を使用します。例: /home/users/process_mgr/table_settings
mfg_process_template_dir
<directory name>
プロセスマネージャでは、このコンフィギュレーションオプションはプロセステーブル (プロセステンプレートと置換テンプレートを含む) から作成されたすべての製造テンプレートファイルを保存するデフォルトディレクトリを設定します。指定されているディレクトリにはデフォルトで次の場合にアクセスされます。
• プロセステーブルからテンプレートを作成する。
•  を使用してプロセステーブルにステップとワークセルを作成する。
を使用してプロセステーブルにステップとワークセルを作成する。
を使用してプロセステーブルにステップとワークセルを作成する。• アノテーションフィーチャーの作成中にテンプレートを配置し、アノテーションフィーチャーの編集中にテンプレートを置き換える。
• 「製造 AE を更新」(Update Mfg AEs) コマンドを使用して、設計モデル内のテンプレートを置き換える。
• 抽出中に製造モデル内のテンプレートを置き換える。
• このコンフィギュレーションオプションの値を指定する場合、フルパス名を使用します。例: /home/users/process_mgr/templates • このコンフィギュレーションオプションの値を定義しない場合、値はカレントワーキングディレクトリに設定されます。 |
mfg_prof_rapid_feed_prev_slice
yes*、no
yes - デフォルトでは、スライス間の接続移動は自由送りまたは早送りに設定されます。これを no に設定した場合、前のスライスの終点から次のスライスの始点までの工具速度が「カット送り速度」(CUT_FEED) に設定されます。このオプションは、プロファイルミリングシーケンスに適用されます。
mfg_reaming_retract_feed_fix
yes*、no
yes - リーマ NC シーケンスへのリトラクト送り速度の ZFEED の追加を有効にします。
mfg_scan_tool_cutting_data
no*、yes
yes - リレーションで参照されている工具の不要なカッティングデータパラメータをスキャンして除去します (そのようなパラメータが製造アセンブリに存在する場合)。
mfg_session_setup_dir
<directory name>
カレントセッションの製造関連設定ファイルを保存するディレクトリを指定します。ファイル tool_dialog_setup_file.xml には、工具パラメータについての設定情報が保存されます。
コンフィギュレーションオプション mfg_tool_dialog_setup_file を指定した場合、Creo NC によってコンフィギュレーションオプション mfg_session_setup_dir は無視されます。 |
mfg_setup_file
<file name>
次の列設定情報が保存されるファイルへの絶対パスを指定します。
• プロセスマネージャにあるプロセステーブル
• 「工具設定」(Tools Setup) ダイアログボックス
• 「パラメータを編集」(Edit Parameters) ダイアログボックス
このコンフィギュレーションオプションは、コンフィギュレーションオプション mfg_session_setup_dir をオーバーライドします。
mfg_single_grv_toolwidth_fix
yes*、no
yes* - 工具直径と溝幅が同じである場合に、予想される荒削り残り代が反映された溝切り旋盤ツールパスが生成されます。
no - 工具直径と溝幅が同じである場合に、予想される荒削り残り代がツールパスに反映されないことがあります。
mfg_skip_synch_head_both
yes、no*
yes - 同期化されたステップの CL データ出力で HEAD/BOTH 文と HEAD/OFF 文がスキップされます。
no - 同期化されたステップの CL データ出力で HEAD/BOTH 文と HEAD/OFF 文の両方を生成します。
mfg_skew_circ_goto_convert_fix
yes、no*、principal_axis
yes - 円平面の法線が工具軸と整列していない場合、円の記録を GOTO 点に変換して出力します。
no - 円平面の法線が工具軸に対して斜めになっている場合でも、円の記録を GOTO 点に変換せずに NCL ファイルに出力します。
principal_axis - 円平面の法線が工具軸に対して並行または直角になっている場合を除き、円の記録を GOTO 点に変換して出力します。
mfg_start_model_dir
<directory name>
製造モデルテンプレートが保存されているディレクトリを指定します。このディレクトリにあるどの製造モデルでも製造モデルテンプレートとして選択できます。問題を避けるため、フルパス名を使用します。例: /home/users/nc/start_models
このオプションが設定されていない場合、システム付属の製造テンプレートを使用できます。
mfg_synch_master_slave_output
yes、no*
yes - 同期化されたステップの CL データ出力でマスター/スレーブキーワードが HEAD# 文とともに生成されます。
no - 同期化されたステップの CL データ出力でマスター/スレーブキーワードが HEAD# 文とともに生成されません。
mfg_tap_mat_rem_coef
1*、0 から 1 の値
Creo NC で実際に除去される材料を概算するときに推定材料除去量と掛け合わせる係数。このパラメータはオプションです。このパラメータは、タップ工具を使用するプロセステーブルのステップにのみ適用されます。
タップ工具を使用するプロセステーブルのステップにコンフィギュレーションパラメータ mfg_tap_mat_rem_coef を指定するか修正した場合、Creo NC でそのステップでの推定材料除去量は再計算されません。ステップの推定材料除去量を再計算するには、ステップから材料除去フィーチャーを除去してから追加する必要があります。 |
mfg_thrd_turn_output_minstp
no*、yes
Yes - CL データ内の MINSTP を出力します。これは、ポストプロセスのエラーをなくす 6 桁の出力です。
No - CL データ内の MINSTEP を出力します。
mfg_tool_dependency_enbld
yes*、no
このコンフィギュレーションオプションを使用して、ソリッド工具と製造アセンブリの依存を解除できます。
yes - 製造アセンブリを保存するときに、ソリッド工具モデルが保存されます。
no - 製造アセンブリを保存するときに、ソリッド工具モデルが保存されません。
保存されたアセンブリを読み込む際に、ソリッド工具がアセンブリとともに読み込まれます。
mfg_tool_dialog_setup_file
<file name>
「工具設定」(Tools Setup) ダイアログボックスの工具パラメータの列設定情報が保存されるファイルへの絶対パスを指定します。このコンフィギュレーションオプションは、コンフィギュレーションオプション mfg_session_setup_dir をオーバーライドします。
mfg_tool_preview_by_pick
No*、Yes
プレビュー後の切削工具の位置を取得できます。切削工具はグラフィックウィンドウでプレビューできます。
Yes - ツールパス上、サーフェス上、エッジ上、カーブ上、または面上で工具位置を選択できます。位置として頂点、データム点、または座標系を選択することもできます。
No - グラフィックウィンドウで工具をドラッグすることによって移動できます。
mfg_traj_apprfeed_arcdash_fix
yes、no*
yes - 軌道 NC シーケンスで、「円弧送り速度」(ARC_FEED) の値がダッシュ (-) に設定されている場合、「カット送り速度」(CUT_FEED) の代わりにアプローチ送りが考慮されます。
mfg_traj_end_height_enable
no*、yes
yes - 4 軸および 5 軸軌道ミリングシーケンスのカーブカットダイアログボックスで、終了高さを定義するサーフェスを選択できるようにします。
mfg_trn_byarea_avoid_duplicate
no、yes *
yes - STEP_DEPTH_COMPUTATION と SCAN_TYPE コンフィギュレーションオプションがそれぞれ BY_AREA および TYPE_1_CONNECT に設定されている場合、領域ターニングのシーケンスでツールパスの重複したパスを避けます。
mfg_turn_byarea_last_slice
yes*、no
「ステップ深さ計算」が「ターニング領域全体」に設定されている場合、ターニングシーケンスの最終ゾーンに最後のスライスを作成します。
mfg_turn_profile_trim_shape
yes*、no
yes - 「ライン接続」(Line Connect)、「X 方向にトリム」(Trim in X)、「Z 方向にトリム」(Trim in Z)、「コーナーにトリム」(Trim to Corner) オプションなどのトリムオプションが使用された場合に、ターンプロファイルのプレビューと実際のターンプロファイルの間の一貫性を維持します。
mfg_turn_rgh_prof_overtravel
yes、no*
yes - 領域ターニングで「荒削りオプション」(ROUGH_OPTION) パラメータが「荒削り & プロファイル」(ROUGH_AND_PROF) に設定されている場合、プロファイルパスでオーバートラベルを有効にします。
mfg_turn_stock_gouge_fix
yes、no*
「ワークピース基準トリム」が YES に設定されており、素材境界がターンプロファイルよりも小さい場合、このオプションはターニングでのガウジを回避します。
mfg_turn_overtravel_conn_fix
yes *、no
領域ターニングシーケンスでは、「オーバートラベル終了」(END_OVERTRAVEL) パラメータによって接続パスが指定されます。
mfg_volmil_clear_dist_fix
No*、Yes
このコンフィギュレーションオプションは、ダッシュボードベースのボリュームミリングシーケンスに適用されます。
Yes - ワークピースの外形、ミルボリューム/ミルウィンドウ、リトラクト面、ユーザー指定の高さを使用してクリアランス距離を計算します。
No - ワークピースの外形を使用してクリアランス距離を計算します。
ミリングされるサーフェス上のクリアランス距離で、早送り動作が終了して PLUNGE_FEED が開始します。
mfg_volmill_const_pitch_helix
No*、Yes
Yes-ボリュームミリングで一定ピッチのヘリカルツールパスを生成します。
mfg_vol_helicalentry_gougefix
No*、Yes
Yes - ボリュームミリングシーケンスでのヘリカル開始モーション中にガウジを回避します。
No - ボリュームミリングシーケンスでのヘリカル開始モーション中にガウジの有無をチェックしません。
mfg_vol_roughprof_entryexit_fix
No*、Yes
Yes - 開始および終了動作に対して、荒削りおよびプロファイルパラメータの組み合わせを使用できます。
荒削りおよびプロファイルパスの組み合わせ (「荒削りプロファイル」(ROUGH & PROF) や「ポケット加工」(POCKETING) など) では、「カット開始範囲」(CUT_ENTRY_EXT) および「カット終了範囲」(CUT_EXIT_EXT) パラメータに対して「リードイン」(LEAD_IN)、「垂直」(NORMAL)、または「接線」(LINE_TANGENT) オプションを選択する必要があります。これらのオプションはプロファイルパスを駆動します。
荒削りパスの開始および終了動作は、「カット開始範囲」(CUT_ENTRY_EXT) および「カット終了範囲」(CUT_EXIT_EXT) の値とは無関係に、「傾斜角度」(RAMP_ANGLE) および「ヘリカル直径」(HELICAL_DIAMETER) パラメータの値によって駆動されます。
「荒削りのみ」(ROUGH_ONLY) または「プロファイルのみ」(PROF_ONLY) パスには、適切な「カット開始範囲」(CUT_ENTRY_EXT) および「カット終了範囲」(CUT_EXIT_EXT) の値を選択する必要があります。たとえば、「荒削りのみ」(ROUGH_ONLY) パスには「ランプ」(RAMP) または「ヘリカル」(HELIX) を選択します。
mfg_warn_del_ft_act_in_sync
yes、no*
yes - 同期化で使用されているフィーチャーが削除または抑制されるときに警告を表示します。
また、そのようなフィーチャーが削除または抑制されている場合、同期化を再び開始したときに警告を表示します。
mfg_workpiece_transparency
<decimal number>
シェードモード表示でのワークピースの透明度を制御します。この値を 0.1 から 1 の範囲で変更できます。値が大きくなるにしたがって、ワークピースは透明になります。デフォルトの値は 0.5 です。
mfg_workpiece_transparency の値を変更すると、新しく組み付けるか作成したワークピースのみに影響があります。製造モデルを読み込む場合、その既存のワークピースは mfg_workpiece_transparency オプションのカレント値の影響を受けません。詳細については、「ワークピースの表示」のトピックを参照してください。 |
mfg_xyz_num_digits
<integer number>
CL データファイルの x、y、z のツール座標の桁数を設定します。デフォルトは 10 です。
nc_autodoc_param_dir
<directory name with full path>
設定ファイルの場所を定義します。このファイルには、パラメータテーブルに追加するプロセスパラメータが記述されています。
nc_autodoc_report_dir
<directory name with full path>
作業現場レポートの生成時に作成されるレポートとイメージの保存場所を定義します。
nc_autodoc_setup_dir
<directory name with full path>
ドキュメンテーション設定ファイルの場所を定義します。これらのファイルには、パラメータテーブルに追加するプロセスパラメータが記述されています。
nc_autodoc_template_dir
<directory name with full path>
作業現場レポートに使用するスタイルシートとデフォルトイメージの場所を定義します。このコンフィギュレーションオプションを設定しない場合、Creo Parametric のロードポイントに保存されているレポートテンプレートとデフォルトイメージが Creo Parametric によって使用されます。
nc_jobman_visible
no*、yes
yes - ジョブマネージャ機能を使用して、別の NC シーケンスまたは別の Creo モデルでの作業中に、処理外で NC シーケンスのツールパスをリモートまたは同一マシンで計算できます。
nccheck_type
ModuleWorks*、nccheck、external
次のどの NC チェックシミュレーションモジュールを使用するかを制御します。
• ModuleWorks - 「材料除去」(Material Removal) タブの統合シミュレーション環境を使用します。
• nccheck - NC-CHECK を使用します。
• external - 外部ツールを使用します。
ncl_file_extension
<file extension>
CL データファイルのデフォルトのファイル拡張子を設定します。このオプションを設定しない場合、デフォルトの CL ファイル拡張子は .ncl になります。
• ファイル拡張子は 3 文字までです。それより長いファイル拡張子を指定すると、4 文字以降が切り捨てられ、警告が表示されます。 • デフォルトポストプロセッサ、専用ポストプロセッサ、または NCPOST で作成したポストプロセッサを使用している場合は、CL ファイル拡張子を変更しないでください。 |
ncpost_type
gpost*、ncpost
各 Creo NC モジュールには、オプションモジュールを使用して直接実行、または修正できる NC ポストプロセッサの標準セットが含まれています。このコンフィギュレーションオプションで、どのポストプロセスモジュールを使用するかを制御します。
• gpost - Intercim Corporation の G-Post™ ポストプロセッサを使用します。
• ncpost - NCPOST ポストプロセッサを使用します。
output_start_goto_pnt_of_seq
yes、no*
yes - 前の NC フィーチャーが同じ GOTO 点で終了している場合、NC フィーチャーの始点に複製 GOTO 点が出力されます。
pro_mf_cl_dir
<directory name>
製造 CL データファイルのデフォルトディレクトリを設定します。問題を避けるため、フルパス名を使用します。以下に例を示します。
/home/users/library/mfg_cl.
pro_mf_param_dir
<directory name>
製造パラメータファイルのデフォルトディレクトリを設定します。問題を避けるため、フルパス名を使用します。例: /home/users/library/mfg_params
pro_mf_tprm_dir
<directory name>
製造ツールファイルのデフォルトディレクトリを設定します。問題を避けるため、フルパス名を使用します。以下に例を示します。
/home/users/library/toolcrib.
pro_mf_workcell_dir
<directory name>
製造ワークセルファイルのデフォルトディレクトリを設定します。問題を避けるため、フルパス名を使用します。例: /home/users/library/workcells
pro_mfg_cmdsyn_dir
<directory name>
Creo NC の構文メニューファイルのデフォルトディレクトリを設定します。問題を避けるため、フルパス名を使用します。例: /home/users/library/mach_cmdsym
profile_output_utils
yes、no*
このオプションは、プロファイルミリングシーケンスの CL データ出力に影響します。
• yes - NC シーケンスパラメータ OUTPUT_POINT を以下のオプションとともに使用できます。
◦ TIP - 工具中心を基準にツールパスを出力します。
◦ ON_PROFILE - ツールのプロファイルを基準にツールパスを出力します。
• no - NC シーケンスパラメータ OUTPUT_POINT は使用できません。
proncpost_dbf
<file name>
NCPOST データベースファイルの位置と名前を指定します。完全なディレクトリパスと名前を使用します。
prorembatch_queue_manager
<プロセッサ名>:<ホスト>:0:<プロセッサ番号>:1
別のホストマシン上でツールパスを計算できます。
次の要素を指定します。
• <プロセッサ名> - プロセッサ名 (任意の名前)。
• <ホスト> - リモートマシンのホスト名。
• 0 - トランスポートのタイプ。常に 0 に設定します。
• <プロセッサ番号> - プロセッサの RPC 番号。リモートマシンの PRORB_RPCNUM 環境変数と一致する必要があります。0 を指定すると、デフォルトの RPC 番号が使用されます。
• 1 - キューマネージャのバージョン。現在は 1 に設定されています。
reverse_spiral_finish_type
0、1、2
このコンフィギュレーションオプションは、「仕上げオプション」(FINISH_OPTION) パラメータが 「なだらかなカット」(SHALLOW_CUTS) または「組み合わせカット」(COMBINED_CUTS) に設定されており、「なだらかな領域スキャン」(SHALLOW_AREA_SCAN) パラメータが「らせんスキャン」(SPIRAL_SCAN) に設定されている場合に、仕上げステップに適用できます。
このコンフィギュレーションオプションに指定できる値は、1、2、およびデフォルト値 0 の 3 つです。それ以外の値が指定されると、デフォルト値が使用されます。
デフォルト値 0 が指定された場合、「らせんスキャンの方向」(SPIRAL_SCAN_DIRECTION) パラメータに設定された、次のいずれかのオプションが考慮されます。
• 「内部アウト」(INSIDE_OUT) - ツールパスは内側から開始し、外側の境界に従います。
• 「外側イン」(OUTSIDE_IN) - ツールパスは外側から開始し、外側の境界に従います。
値が 1 の場合、「らせんスキャンの方向」(SPIRAL_SCAN_DIRECTION) に設定されたオプションに関係なく、ツールパスは内側から開始し、外側の境界に従います。
値が 2 の場合、「らせんスキャンの方向」(SPIRAL_SCAN_DIRECTION) に設定されたオプションに関係なく、ツールパスは内側から開始し、一定荷重ストラテジーに従います。
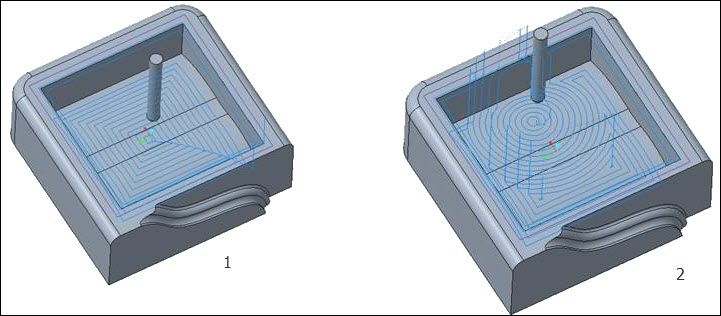
1. 値が 1 の場合のツールパス
2. 値が 2 の場合のツールパス
shade_mfg_ref_models
yes*、no
yes - シェードイメージの生成中に参照部品をシェード化します。
no - シェードイメージの生成中には参照部品を処理しません。これによって時間が節約されます。
skip_relation_mfg_process_xml
yes*、no
yes - NC アセンブリの CAD ドキュメント内にあるリレーション文字列を除外します。
コンフィギュレーションオプション dm_nc_process は、CAD ドキュメントが保存されるたびに、NC プロセス情報を NC アセンブリの CAD ドキュメントの一部として XML フォーマットで生成します。膨大なパラメータを含む多数のシーケンスがある場合に、dm_nc_process コンフィギュレーションオプションを yes に設定すると、ドキュメントの保存に時間がかかります。
skip_relation_mfg_process_xml コンフィギュレーションオプションを yes に設定して、出力からリレーション文字列を削除し、CAD ドキュメントの保存速度を上げてください。
solid_tool_offset_num_validate
yes、no*
yes - 入力したソリッドマルチタップツールのオフセット番号が検証されます。
store_tool_path_file
yes*、no
製造ツールパス情報の計算方法を指定します。
• yes - ツールパス情報を filename.tph という名前のファイルに保存します。filename は製造モデルの名前です。
• no - 製造モデルを読み込んだり製造パラメータを変更したりするたびに、ツールパスを再計算します。
template_mfgcmm
<assembly name>
CMM でデフォルトの開始モデルとして使用されるモデルを指定できます。完全なディレクトリパスと名前を使用します。
template_mfgemo
<assembly name>
Expert Machinist でデフォルトの開始モデルとして使用されるモデルを指定できます。完全なディレクトリパスと名前を使用します。
template_mfgnc
<assembly name>
Creo NC でデフォルトの開始モデルとして使用されるモデルを指定できます。
完全なディレクトリパスと名前を使用します。
tool_motion_list_length
<integer number>
ツールモーションリストに、スクロールを使用せずに表示される行数を制御します。この値は、すべてのダッシュボードベースの NC ステップに適用されます。
tool_path_preview_default
on、off、auto*
新規ステップの作成時または既存ステップの編集時に、ツールパスプレビューをデフォルトで表示するかどうかを制御します。
• on - ツールパスプレビューを表示します。
• off - ツールパスプレビューを表示しません。
• auto - 特定のツールパスでツールパスプレビューを表示します。
travel_bounds_display
No*、Yes
ワークセルの加工範囲を表示するかどうかを指定します。
Yes - ワークセルの加工範囲を表示します。
travel_bounds_tranparency
<decimal number>
ハイライトされた加工範囲の透明度を制御します。この値を 0.1 から 1 の範囲で変更できます。値が大きくなるにしたがって、ハイライトされた加工範囲は透明になります。デフォルト値は 0.8 です。
turn_output_cutcom_tm_apprexit
yes、no*
アプローチモーションと終了モーションを手動で設定し、「カッター補正」(CUTCOM) パラメータを「オン」(ON) に設定した場合、CL データはカット方向に従って正確なカッター補正文を出力します。
yes - CL データは、ターニングシーケンスのアプローチおよび終了ツールモーションでの正確なカッター補正を示します。
use_stdtip_osetno_for_flashtip
yes、no*
yes - フラッシュした回転方向の先端にオフセット番号がない場合、その先端は標準方向の対応する先端のオフセット番号を使用し、これを NCL ファイルに出力します。
wcell_fixt_info_setup_file
<file name>
ワークセル取付具情報設定ファイルへのパスを指定できます。取付具情報設定ファイルは、ワークセルおよび各ワークセルの互換取付具についての情報が保存される .xml ファイルです。コンフィギュレーションオプション wcell_fixt_info_setup_file を指定した場合にのみ、プロセステーブルのワークセル取付具互換機能を使用できます。
workpiece_instances
none、operations、steps、operations_and_steps
製造プロセス中のワークピースのジオメトリ表示を Creo Parametric で生成する方法を指定します。
• none - ジオメトリ表示を生成しません。
• operations - オペレーションごとにジオメトリ表示が作成され、<workpiece-name>_<operation-name> という名前が付きます。
• steps - ステップごとにジオメトリ表示が作成され、<workpiece-name>_<step-name> という名前が付きます。
• operations_and_steps - ステップとオペレーションの両方でジオメトリ表示が作成されます。