Temperaturergebnisse
Temperaturergebnis
Das Temperaturergebnis zeigt die Temperaturverteilung des Kunststoffs am Ende des Füllvorgangs. Sie können die folgenden Probleme im Temperaturergebnis identifizieren:
• Bereich mit hoher Reibungswärme bestimmen – Der Fließwiderstand ist in der Nähe der Angüsse und im Bereich mit geringer Dicke sehr hoch. Der hohe Fließwiderstand führt zu Reibungswärme der Kunststoffschmelze. Sie sollten im Temperaturergebnis prüfen, ob ein Temperaturanstieg in der Nähe des Angusses und des Bereichs mit geringer Dicke erfolgt.
• Prüfen, ob die Temperaturschwankung der Änderung in den Verarbeitungsbedingungen und in der Konstruktion entspricht – Sie können die Produktkonstruktion oder Verarbeitungsbedingungen ändern, um optimierte Ergebnisse zu erhalten. Wenn Sie daher die Wanddicke ändern, ändert sich die Temperaturverteilung, da es schwierig für eine dickere Kavität ist, Wärme an das Spritzgussteil abzugeben.
Sie können die Konstruktions- oder Analyseeinstellungen ändern, um die Spritzgießprobleme zu beheben.
Kerntemperaturergebnis
Das Kerntemperaturergebnis zeigt die Schmelztemperatur der mittleren Schicht in Dickenrichtung am Ende des Füllvorgangs. Die Kerntemperatur ist ein Indikator der thermischen Energie für die neue heiße Schmelze. Wenn die Kerntemperatur zu gering ist, tritt eine Flussverzögerung auf, die zu einer Teilfüllung führen kann.
Umgebungstemperatur-Ergebnis
Die Umgebungstemperatur ist die von der Geschwindigkeit beeinflusste durchschnittliche Schmelztemperatur in Dickenrichtung am Ende des Füllvorgangs. Die Gleichung für die Berechnung der Umgebungstemperatur (TBulk) ist wie folgt:
Es wird davon ausgegangen, dass die Richtung der Modelldicke  ist.
ist.
ist.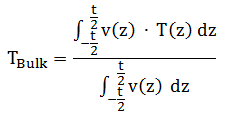
t steht für die Dicke des Modells, v für die Geschwindigkeit der Schmelze und T für die Temperatur der Schmelze.
Das Ergebnis ignoriert den Temperaturanteil der erstarrten Randschicht. Sie können in diesem Ergebnis die Auswirkung von Wärmekonvektion und viskoser Erwärmung beobachten. Die Umgebungstemperatur zeigt die Auswirkung der Wärmekonvektion auf die Temperaturverteilung der Schmelzeverzögerung und des viskosen Wärmebereichs.
Die Umgebungstemperaturverteilung spiegelt den Trend des Verlaufs und daher den tatsächlichen Verlauf der Druckübertragung wider.