Options de configurations de PTC Creo NC
allow_mfg_in_assem_mode
yes, no*
Vous permet d'ouvrir un modèle de fabrication en mode Assemblage (Assembly) :
yes : ajoute l'option Ouvrir en mode Assemblage (Open in Assembly mode) à la liste de la boîte de dialogue Ouvrir (File Open) lorsque vous cliquez sur la flèche située en regard de Ouvrir (Open).
allow_workpiece_silhouette
no*, yes, auto
Spécifie le modèle utilisé pour la création d'une fenêtre de fraisage de silhouette.
• no : le système crée la fenêtre en utilisant la silhouette de la pièce de référence. Si l'assemblage de fabrication contient plusieurs pièces de référence, vous devez sélectionner la pièce à utiliser pour créer la silhouette. Vous ne pouvez pas sélectionner un brut.
• yes : le système vous permet d'utiliser les pièces de référence et les bruts pour créer une fenêtre de fraisage de silhouette. Vous devez choisir la pièce à utiliser.
• auto : si l'assemblage de fabrication ne contient qu'un seul brut, le système l'utilise automatiquement pour créer la silhouette. Si plusieurs bruts existent, vous devez sélectionner celui à utiliser. Vous ne pouvez pas sélectionner une pièce de référence, à moins qu'aucun brut n'existe dans l'assemblage de fabrication.
assy_mfg_open_mode
mfg, process, feature, any_mode*
Spécifie le mode d'ouverture des modèles de fabrication :
• mfg : s'ouvre à l'aide de l'application Assembly Creo NC.
• process : s'ouvre à l'aide du module Planification du processus de fabrication (Manufacturing Process Planning) dans Manufacturing.
• feature : ouverture à l'aide de l'application Expert Machinist.
• any_mode : ouverture à l'aide de la licence disponible. Par exemple, ouvrez le modèle dans l'application Assembly Creo NC si vous détenez la licence correspondante.
Lorsque le modèle est ouvert, vous pouvez passer d'une application à l'autre à l'aide de l'option Applications (Applications) de la barre de menus supérieure.
autodrill_udf_dir
<directory name>
Le répertoire par défaut de stockage des stratégies de cycle fixe qui sont utilisées en perçage automatique. Utilisez le chemin complet pour éviter toute confusion.
autodrilling_config_filename
<file name>
Récupère automatiquement et charge le fichier de configuration de la table de perçage auto.
autodrilling_holestyle_param
<user defined parameter name>
Nom de paramètre inclus dans les fonctions trou du modèle de référence de fabrication. La valeur du paramètre identifie la fonction de fabrication utilisateur de perçage automatiquement appliquée dans Creo NC pour percer ces trous.
campost_dir
<directory name>
Si l'option de configuration ncpost_type est réglée sur ncpost, l'option de configuration campost_dir indique le répertoire du point de chargement CAM-Post vous permettant de définir directement les postprocesseurs et de générer les fichiers MCD. Utilisez le chemin complet pour éviter toute confusion.
chk_part_surfs_profpock
no*, yes
Cette option contrôle les collisions pendant le fraisage. Définissez cette option sur yes si vous voulez que le système inclue automatiquement toutes les surfaces de la pièce de référence comme surfaces de vérification pour les séquences CN de contournage et d'usinage de poche.
cl_arrow_scale
<positive number>
Cette option vous permet de contrôler la taille de la flèche de la trajectoire d'outil lorsque vous l'affichez pour les opérations et les séquences CN. La valeur par défaut est 1. Si vous la définissez sur 0, la flèche n'est pas affichée. Si vous spécifiez une autre valeur positive, la flèche est mise à l'échelle en conséquence.
cl_rotate_sign_convention
table*, tool
définit la direction du signe ROTATE par rapport à la table de rotation ou à l'outil de coupe.
curve_traj_offset_opt_default
Active l'état par défaut de l'option de décalage de coupe pour la séquence de trajectoire.
on : l'option de décalage de coupe est sélectionnée.
off : l'option de décalage de coupe n'est pas sélectionnée.
auto* : l'état de l'option dépend de la référence de chaîne sélectionnée.
disable_custom_tool_prm_warning
no*, yes
Le fichier de paramètres personnalisé contient les définitions des paramètres que vous utilisez fréquemment. Utilisez l'option de configuration mfg_custom_tool_param_file pour spécifier le fichier XML dans le répertoire local.
Si le fichier de paramètres personnalisé est manquant ou modifié, un message d'erreur s'affiche avec une option permettant de conserver les définitions de paramètres définies par l'utilisateur. Des messages d'erreur s'affichent par défaut lorsqu'il existe des divergences concernant le fichier de paramètres personnalisé.
• no : poursuit le lancement de la boîte de dialogue d'interaction utilisateur en cas d'erreur ou de modification du fichier qui contient les paramètres d'outil définis par l'utilisateur.
• yes : désactive le lancement de la boîte de dialogue d'interaction utilisateur en cas d'erreur ou de modification du fichier qui contient les paramètres d'outil définis par l'utilisateur.
display_mfg_icon_for_mfg_assy
no*, yes
Affiche des icônes de fabrication pour les fichiers d'assemblage de fabrication dans les boîtes de dialogue Ouvrir (File Open) et Enregistrer (Save) :
• no : affiche des icônes d'assemblage pour les fichiers d'assemblage de fabrication.
• yes : affiche des icônes de fabrication pour les fichiers d'assemblage de fabrication.
dm_nc_process
yes, no*
Génère automatiquement un fichier .xml avec les informations sur le processus lorsque vous enregistrez un modèle de fabrication dans Creo Parametric. Le fichier .xml est alors automatiquement associé au document CAO de l'assemblage CN comme son contenu secondaire de la catégorie Info Processus MPMLink. Lorsque vous effectuez un chargement dans Windchill, le document CAO de l'assemblage CN avec le fichier .xml attaché en tant que contenu secondaire, MPMLink utilise les informations de processus dans le fichier .xml pour mieux définir les processus de fabrication. MPMLink utilise le processus d'information pour créer les étapes spécifiques dans un plan de processus ou créer des ressources pour les utiliser dans les plans de processus.
• yes : génère le document chaque fois que le document CAO est enregistré.
• no : ne génère pas le document.
enable_2x_traj_multi_loops
yes, no*
• yes : permet de sélectionner plusieurs boucles sur les surfaces sélectionnées pour le fraisage de trajectoire 2 axes.
• no : ne permet pas de sélectionner plusieurs boucles sur les surfaces.
enable_2x_traj_multi_loops
yes, no*
• yes : permet de sélectionner plusieurs boucles sur les surfaces sélectionnées pour le fraisage de trajectoire 2 axes.
• no : ne permet pas de sélectionner plusieurs boucles sur les surfaces.
enable_cmm_refcsys_pprint_fix
yes*, no
Par défaut, les données CL n'ont pas de texte PPRINT/DMIS pour la configuration du repère de référence en tant que première étape d'une opération. Définissez cette option sur yes si vous souhaitez sortir le texte PPRINT/DMIS dans les données CL.
Les données CL comporteront les lignes suivantes pour la configuration du repère de référence :
• le nom de la séquence ;
• les commentaires de la séquence ;
• le type de séquence ;
• l'ID de séquence applicable au repère de référence.
enable_cutcom_helix_corner
yes*, no
• yes* : le point d'angle des chaînes hélicoïdales linéaires est utilisé dans la sortie personnalisée.
 |
 |
|
L'option enable_cutcom_helix_corner est définie sur no.
|
L'option enable_cutcom_helix_corner est définie sur yes.
|
enable_cutcom_plnr_apprexit_fix
yes*, no
• yes* : enlève les commandes GOTO des données CL entre les chaînes d'approche ou de sortie et les chaînes d'usinage lorsque la correction d'outil a été spécifiée pour les boucles planes ouvertes.
• no : conserve toutes les commandes GOTO dans les données CL.
enable_cutcom_rm_tiny_ents
yes*, no
• yes* : enlève les commandes GOTO en ajustant les entités de ligne et de cercle dans les limites de la surépaisseur d'usinage lorsque la correction d'outil est active.
• no : conserve toutes les commandes GOTO dans les données CL.
enable_feed_rate_for_helix
yes*, no
• yes* : génère une valeur de vitesse d'avance pour les modifications de chaîne hélicoïdales lorsque le paramètre CONTROL_AVANCE_CIRCULAIRE est défini sur PERIMETRE_OUTIL.
enable_finishing_circ_record
yes : génère des enregistrements de cercle pour les découpes du profilé de séquence de finition lorsque le paramètre de séquence INTERPOLATION_CIRC (CIRC_INTERPOLATION) est défini sur ARC_SEUL (ARC_ONLY).
no* : ne génère pas d'enregistrements de cercle.
enable_mfg_leadtilt_ang_fix
yes, no *
yes : crée une trajectoire d'outil avec un dépinçage latéral de l'outil précis aux jonctions des segments de la trajectoire d'outil non tangents.
no : ne modifie pas le dépinçage latéral de l'outil par défaut.
enable_mfg_reorder_regen_fix
yes, no *
yes : réduit le temps de régénération lors de la réorganisation des fonctions de fabrication si des relations d'outils sont utilisées pour piloter les paramètres de la séquence CN.
enable_param_n_tool_upd_dialog
yes, no*
• yes : ouvre une boîte de dialogue pour la modification des paramètres et des outils de fabrication au cours d'une opération de collage spécial et durant les procédures de placement de FDU.
• no : n'ouvre pas de boîte de dialogue pour la modification des outils et des paramètres de fabrication au cours d'une opération de collage spécial, ni durant les procédures de placement de FDU.
enable_pprint_seq_comment_end
yes, no*
yes : si vous spécifiez des commentaires pour OPERATION_COMMENTS et NC_SEQUENCE_COMMENTS, COMMENTS END est ajouté dans le fichier NCL pour indiquer la fin d'un commentaire d'une séquence CN et d'une opération.
enable_traj_2cntr_toolaxis_fix
yes*, no
• yes : maintient l'axe de l'outil pour pointer vers la courbe pivot lorsque vous utilisez l'option de contrôle d'axe Pivoter autour d'une courbe (Pivot about a Curve), pour les étapes de trajectoire 4 et 5 axes. Dans les cas où la direction ne peut pas être conservée, un message s'affiche dans la zone de message. Vous pouvez modifier les courbes pivot et de trajectoire pour contrôler la direction de l'axe de l'outil.
• no : ne maintient pas l'axe de l'outil dans une direction spécifique.
gpostpp_dir
<directory name>
Si l'option de configuration ncpost_type est définie sur gpost, l'option de configuration gpostpp_dir spécifie le répertoire contenant les fichiers du post-processeur qui seront utilisés par GPOST. Utilisez le chemin complet pour éviter toute confusion.
grv_turn_bothdir_cutcom_output
yes, no*
• yes : dans les séquences d'usinage de gorge, lorsque le paramètre ALTERNER_COTE_SORTIE est réglé sur Yes, l'instruction CUTCOM OFF est sortie avant que l'outil ne se rétracte de chaque côté. Les commandes et points GOTO sont générés pendant tous les mouvements d'entrée et de sortie.
• no : ne génère pas l'instruction CUTCOM OFF avant le retrait de l'outil de chaque côté.
include_all_tools_in_list
yes, no*
Indique si les outils de l'étape courante et la tête active sur la machine-outil sont inclus dans la liste des outils.
• yes : inclut tous les outils disponibles dans la liste.
• no : inclut des outils valides pour la séquence courante par défaut.
mfg_udf_info_setup_file
<file name>
Permet de spécifier le chemin du fichier de mappage de noms FDU de critères de fabrication. La fonction de critères de fabrication dans la table de processus est uniquement disponible si vous spécifiez l'option de configuration mfg_udf_info_setup.
mfg_assign_param_formula
Spécifie s'il convient de définir les valeurs par défaut des paramètres de fabrication à partir des formules basées sur XML.
yes : applique les valeurs par défaut des paramètres de fabrication définies à partir des formules basées sur XML.
no : ignore les valeurs par défaut des paramètres de fabrication définies à partir des formules basées sur XML.
mfg_auto_ref_mfg_template
yes, no*
Indique si Creo NC doit attribuer automatiquement des références aux séquences créées à partir d'un gabarit. Par exemple, si le gabarit contient un repère de référence dénommé MYCSYS et si le modèle de fabrication inclut également un repère dénommé MYCSYS, Creo NC attribue automatiquement la référence.
• yes : Creo NC attribue automatiquement une ou plusieurs des références suivantes à partir du gabarit, selon le cas :
◦ Repère
◦ Surface de retrait
◦ Fenêtre de fraisage
◦ Courbe de suivi de trajectoire (2 axes)
◦ Surface de fraisage
◦ Volume de fraisage pour contournage
◦ Groupe de perçage pour cycles fixes
Creo NC attribue la référence en fonction du nom et du type.
• no : vous devez attribuer les références géométriques de toutes les étapes créées à partir d'un gabarit. Il s'agit de la valeur par défaut.
mfg_auto_ref_prt_as_chk_srf
yes*, no
Cette option contrôle les collisions pendant le fraisage. Le système inclut automatiquement toutes les surfaces solides de toutes les pièces de référence comme surfaces de vérification pour le fraisage de surface et le fraisage par trajectoire 5 axes. Pour désactiver cette fonctionnalité et sélectionner manuellement les surfaces de vérification, définissez cette option sur no.
mfg_auto_retract_clear_dist
1.0, 0.005
1.0 si l'unité de longueur du gabarit de fabrication est mm.
0.005 si l'unité de longueur du gabarit de fabrication est le pouce.
La distance entre le plan de retrait créé et le repère de la séquence.
Si une séquence extraite dans la table de processus ne peut pas utiliser le plan de retrait de l'opération, Creo NC applique la valeur spécifiée dans l'option de configuration mfg_auto_retract_clear_dist afin de créer un plan de retrait pour cette séquence.
mfg_circ_interpolate_gouge_fix
yes, no*
yes : évite les collisions lorsque le paramètre INTERPOLATION_CIRC est défini sur ARC_SEUL ou POINTS_ET_ARC lorsque l'arc est hélicoïdal.
mfg_clfile_excl_seq_warn
yes, no*
yes : publie un avertissement concernant l'existence d'étapes incomplètes lors de la génération de la sortie de l'opération. Les étapes sont exclues de la sortie CL. L'option Abandonner (Abort) est générée dans la sortie de données CL.
no : l'avertissement concernant les étapes incomplètes n'est pas publié, et les étapes ne sont pas générées dans la sortie de données CL.
mfg_custom_tool_param_file
<file name>
Spécifie l'emplacement et le nom du fichier de définitions de paramètre d'outil. Utilisez le chemin d'accès et le nom complets.
mfg_customize_dialog
yes*, no
yes : utilise la boîte de dialogue Personnaliser (Customize) pour personnaliser les séquences CN.
no : utilise les anciens menus en cascade.
mfg_cutlin_helix_norm_gouge_fix
yes*, no
yes : évite les interférences dans les séquences de fraisage de ligne de coupe avec lignes fermé lorsque TYPE_BALAYAGE est défini sur TYPE_HELICOIDAL. La trajectoire d'outil est créée par rapport à la normale à la surface lorsque le paramètre UTIL_NORMS_SURF est utilisé.
mfg_cutline_save_mesh
yes*, no
Indique si Creo NC enregistre le maillage généré par Creo Simulate, avec ou sans la trajectoire d'outil. Creo NC utilise le maillage pour calculer la trajectoire d'outil dans le cadre du fraisage de surface de ligne de coupe.
• yes : Creo NC vérifie si un maillage a été enregistré avec la séquence CN. Si le maillage est valide, c'est-à-dire si la géométrie n'a pas été modifiée depuis le calcul précédent, Creo NC l'utilise pour calculer la trajectoire d'outil. Si aucun maillage n'a été enregistré ou s'il n'est pas valide, un nouveau maillage est alors généré et enregistré avec la séquence CN. Il s'agit de la valeur par défaut.
• no : un nouveau maillage est toujours généré pour calculer la trajectoire d'outil. Creo NC ignore et supprime tous les maillages stockés.
mfg_deepgrv_turn_typ1_conn_fix
yes, no*
yes : génère une trajectoire précise d'usinage de gorge en évitant toute connexion avec la matière restante lorsque le paramètre TYPE_BALAYAGE est défini sur CONNEX_TYPE_1.
mfg_disbl_clcmd_on_noncut_pass
yes, no*
yes : active les commandes CL pour les passes autres que celles des coupes.
mfg_display_rework_corner
yes, no*
yes : affiche la zone restante lors du calcul de la trajectoire d'outil dans le cadre de la finition de coin. Vous pouvez ainsi vérifier votre choix concernant l'angle de seuil. Les zones à forte et à faible pente sont mises en exergue à l'aide de couleurs distinctes.
no : la zone restante ne s'affiche pas.
mfg_drill_axis_arrow_color
yes, no*
yes : contrôle la couleur de la flèche de l'axe à l'aide de la couleur système. Une fois que vous avez défini cette option sur Oui, vous pouvez modifier la couleur de la flèche en modifiant la couleur de la catégorie sélectionnée.
mfg_drill_cln_undesired_wp_dep
yes, no*
yes : lors de la récupération de l'assemblage de fabrication, les dépendances de séquence de perçage sur les bruts respectifs qui sont superflues sont enlevées et celles qui sont nécessaires sont conservées intactes.
no : toutes les dépendances de séquence de perçage sur les bruts sont conservées pendant la récupération de l'assemblage de fabrication.
mfg_engrav_avoid_clines_tpath
yes*, no
yes : la trajectoire d'outil de gravure ignore les traits de l'axe de géométrie.
no : la trajectoire d'outil de gravure calcule les traits de l'axe de géométrie.
mfg_finish_round_corner_fix
yes, no*
yes : génère des trajectoires d'outil précises et lisses au niveau des coins arrondis dans les séquences de finition.
mfg_groove_merge_colinear_pnts
yes, no*
yes : sort les premier et dernier points GOTO colinéaires de la même avance pour une séquence d'usinage de gorge dans le fichier NCL.
mfg_grvturn_same_toolwidth_Fix
yes, no*
yes : si une gorge présente la même largeur que celle de l'outil (en tenant compte des surépaisseurs d'usinage), cette option permet de générer une trajectoire d'usinage de gorge précise au bas de la gorge.
mfg_grvturn_sideturn_gouge_fix
yes, no*
yes : lorsque le paramètre TYPE_BALAYAGE est défini sur TOURNAGE_LATERAL, cette option évite les interférences lors d'un usinage de gorge en minimisant la plongée du tournage latéral.
mfg_grvturn_typ1_full_tpathfix
yes, no*
yes : crée une trajectoire d'outil précise dans une séquence d'usinage de gorge lorsque le paramètre TYPE_BALAYAGE est défini sur TYPE_1 et que les parois de gorge sont inclinées.
mfg_grvturn_wall_colision_fix
yes, no*
yes : évite de plonger dans la matière restante lors des séquences d'usinage de gorge lorsque le paramètre TYPE_BALAYAGE est défini sur PAROI_TYPE_UN.
mfg_ijk_num_digits
<integer number>
Définit le nombre de décimales des coordonnées de l'outil i, j, k dans un fichier de données CL. La valeur par défaut est 10.
mfg_info_location
top_left*, bottom_right
Position par défaut de la boîte de dialogue Informations de fabrication (Manufacturing Info).
mfg_mill_window_depth_fix
yes, no*
yes : garantit que la trajectoire d'outil est générée avec précision lorsque vous utilisez une fenêtre de fraisage. La profondeur d'une fenêtre de fraisage est correctement évaluée en fonction de la direction normale de la référence.
mfg_millvol_outside_wp_fulltrim
yes*, no
yes : dans les séquences de fraisage de volume, lorsque le paramètre LIMITE_BRUT est défini sur AJUST_COMPLET, cette option garantit que la trajectoire d'outil ne sera générée que si le volume de fraisage intersecte le brut.
no : la trajectoire d'outil peut être générée même si le volume de fraisage n'intersecte pas le brut.
mfg_modal_command_file
<file name>
Vous permet de rendre certains sujets de l'index APT modaux, ce qui signifie que vous aurez de façon répétée une liste de mots clés sur ce sujet lorsque vous complétez une ligne de commande.
mfg_ncseq_edit_performance_fix
yes, no*
yes : optimise le temps nécessaire à la modification des séquences CN. Cette option optimise également le temps nécessaire à la modification des mouvements d'outil existants et à la création de nouveaux mouvements d'outil.
mfg_optimized_drill_toolpath
yes, no*
yes : calcule la trajectoire d'outil de perçage optimale lorsque TYPE_BALAYAGE est défini sur LE_PLUS_COURT.
mfg_param_auto_copy_from_tool
No*, All, Misc, Cutting
Spécifie les paramètres d'outil à copier vers la séquence CN à partir de la définition d'outil :
No : aucun des paramètres d'outil n'est copié automatiquement.
All : copie tous les paramètres d'outil vers la séquence CN à partir de la définition d'outil.
Misc : copie uniquement les paramètres divers (paramètres personnalisés, direction de la broche, pression d'arrosage, type) et les paramètres définis par l'utilisateur spécifiques à la séquence CN.
Cutting : copie tous les paramètres de coupe (avance, vitesse et profondeur). Creo NC utilise la condition d'ébauche pour les paramètres EBAUCHE (ROUGHING), RE-EBAUCHE (RE-ROUGHING), FRAISAGE DE VOLUME (VOLUME MILLING) et FRAISAGE LOCAL (LOCAL MILLING) et les conditions de finition pour toutes les autres trajectoires d'outil.
Creo NC copie ces paramètres sur la base de l'option de configuration définie uniquement lorsque vous créez une séquence CN. Si vous apportez des modifications à une séquence CN existante, vous devez les copier manuellement pour qu'elles soient reflétées dans la séquence CN.
mfg_process_table_setup_dir
<directory name>
Dans le gestionnaire de processus, cette commande indique le répertoire dans lequel sont stockés les paramètres de la table de processus. Utilisez le chemin complet pour éviter toute confusion. Exemple : /home/users/process_mgr/table_settings.
mfg_process_template_dir
<directory name>
Dans le gestionnaire de processus, cette option de configuration définit le répertoire utilisé par défaut pour le stockage de tous les fichiers de méthode d'usinage créés à partir de la table de processus, y compris les modèles de processus et ceux de remplacement. Le répertoire indiqué est utilisé par défaut pour les opérations suivantes :
• Création de méthodes d'usinage à partir de la table de processus.
• Création de séquences et de machines dans la table de processus à l'aide de  .
.
.• Placement et remplacement de modèles lors de la création et de l'édition de fonctions d'annotation, respectivement.
• Remplacement de modèles dans le modèle de conception à l'aide de la commande Mettre à jour les EA de fabrication (Update Mfg AEs).
• Remplacement de modèles dans le modèle de fabrication durant l'extraction.
• Utilisez le nom complet du chemin lorsque vous spécifiez une valeur pour cette option de configuration. Par exemple : /home/users/process_mgr/templates. • Si vous ne définissez pas de valeur pour cette option de configuration, la valeur est le répertoire de travail courant. |
mfg_prof_rapid_feed_prev_slice
yes*, no
yes : par défaut, les mouvements de connexion entre les tranches sont définis sur une avance libre ou rapide. Si vous définissez cette option sur no, la vitesse de l'outil entre l'extrémité d'une tranche précédente et le début de la tranche suivante est définie sur AVANCE_COUPE. Cette option s'applique aux séquences de contournage en fraisage.
mfg_ramp_circ_cross_gouge_fix
yes*, no
yes : évite les interférences dans un mouvement de rampe et corrige la direction de la rampe lorsque la trajectoire d'outil est circulaire.
mfg_reaming_retract_feed_fix
yes*, no
yes : active l'ajout de ZFEED pour la vitesse de retrait dans une séquence CN d'alésage conique.
mfg_session_setup_dir
<directory name>
Spécifie le répertoire dans lequel sont stockés les fichiers de configuration liés à la fabrication pour la session courante. Le fichier tool_dialog_setup_file.xml contient des informations de configuration relatives aux paramètres d'outil.
Si vous spécifiez l'option de configuration mfg_tool_dialog_setup_file, Creo NC ignore l'option de configuration mfg_session_setup_dir. |
mfg_setup_file
<file name>
Chemin absolu du fichier qui contient les informations de configuration des colonnes suivantes :
• Table de processus dans le Gestionnaire de processus (Process Manager)
• Boîte de dialogue Configuration d'outil (Tools Setup)
• Table des paramètres dans la boîte de dialogue Modifier les paramètres (Edit Parameters)
Cette option de configuration remplace l'option mfg_session_setup_dir.
mfg_single_grv_toolwidth_fix
yes*, no
yes* : lorsque le diamètre de l'outil et la largeur de la gorge sont identiques, une trajectoire d'usinage de gorge est générée à l'endroit où les surépaisseurs de brut sont reflétées dans la trajectoire d'outil.
no : les surépaisseurs de brut peuvent ne pas se refléter dans la trajectoire d'outil lorsque le diamètre de l'outil est identique à la largeur de la gorge.
mfg_skip_synch_head_both
yes, no*
yes : les instructions HEAD/BOTH et HEAD/OFF sont ignorées dans la sortie de données CL pour les étapes synchronisées.
no : génère les deux instructions HEAD/BOTH et HEAD/OFF dans la sortie de données CL pour les étapes synchronisées.
mfg_skew_circ_goto_convert_fix
yes, no*, principal_axis
yes : convertit et sort les enregistrements de cercle en tant que points GOTO si la normale au plan de cercle n'est pas alignée sur l'axe de l'outil.
no : sort les enregistrements de cercle dans le fichier NCL sans convertir les enregistrements de cercle en points GOTO, même si la normale au plan de cercle est inclinée par rapport à l'axe de l'outil.
principal_axis : convertit et sort les enregistrements de cercle en tant que points GOTO, sauf lorsque la normale au plan de cercle est parallèle ou perpendiculaire à l'axe de l'outil.
mfg_start_model_dir
<directory name>
Indique le répertoire contenant les gabarits du modèle de fabrication. Tous les modèles de fabrication de ce répertoire sont disponibles à la sélection comme gabarits de modèle de fabrication. Utilisez le chemin complet pour éviter toute confusion. Exemple : /home/users/nc/start_models.
Si cette option n'est pas définie, utilisez les gabarits de fabrication fournis avec le système.
mfg_synch_master_slave_output
yes, no*
yes : les mots-clés MASTER/SLAVE sont générés avec l'instruction HEAD# dans la sortie de données CL pour les étapes synchronisées.
no : les mots-clés MASTER/SLAVE ne sont pas générés avec l'instruction HEAD# dans la sortie de données CL pour les étapes synchronisées.
mfg_tap_mat_rem_coef
1*, une valeur entre 0 et 1.
Coefficient que Creo NC utilise pour multiplier la quantité estimée de matière enlevée afin de calculer la quantité estimée de matière enlevée réelle. Il s'agit d'un paramètre facultatif. Il s'applique uniquement aux étapes de la table de processus qui font appel au taraud.
Si vous spécifiez ou modifiez le paramètre de configuration mfg_tap_mat_rem_coef d'une étape de la table de processus qui fait appel à l'outil de taraudage, Creo NC ne recalcule pas la valeur estimée de la matière enlevée pour cette étape. Pour recalculer la valeur estimée de matière enlevée, vous devez supprimer et ajouter la fonction d'enlèvement de matière dans l'étape. |
mfg_thrd_turn_output_minstp
no*, yes
Yes : génère MINSTP dans les données CL. Il s'agit d'un résultat à 6 chiffres qui élimine les erreurs de post-traitement.
No : génère MINSTEP dans les données CL.
mfg_tool_dependency_enbld
yes*, no
Cette option de configuration vous permet de rompre la dépendance de l'outil Solide (Solid) avec l'assemblage de fabrication :
yes : le modèle d'outil solide est enregistré lorsque vous enregistrez l'assemblage de fabrication.
no : le modèle d'outil solide n'est pas enregistré lorsque vous enregistrez l'assemblage de fabrication.
Lors de la récupération de l'assemblage enregistré, l'outil solide est récupéré avec l'assemblage.
mfg_tool_dialog_setup_file
<file name>
Chemin absolu du fichier qui contient les informations de configuration des colonnes de paramètres d'outil pour la boîte de dialogue Configuration d'outil (Tools Setup). Cette option de configuration remplace l'option mfg_session_setup_dir.
mfg_tool_preview_by_pick
No*, Yes
Vous permet de sélectionner la position de l'outil de coupe après visualisation. Vous pouvez visualiser l'outil de coupe dans la fenêtre graphique.
Yes : permet de sélectionner une position d'outil sur la trajectoire d'outil, une surface, une arête, une courbe ou une face. Il peut également s'agir d'un sommet, d'un point de référence ou d'un repère.
No : permet de déplacer l'outil en le faisant glisser dans la fenêtre graphique.
mfg_traj_apprfeed_arcdash_fix
yes, no*
yes : dans une séquence CN de trajectoire, l'avance d'approche est considérée à la place d'AVANCE_COUPE si la valeur d'AVANCE_CIRCULAIRE est définie sur "-".
mfg_traj_end_height_enable
no*, yes
yes : permet à l'utilisateur de sélectionner une surface pour définir la hauteur d'extrémité dans la boîte de dialogue Coupe de courbe dans les séquences de suivi de trajectoire 4 et 5 axes.
mfg_trn_byarea_avoid_duplicate
no, yes *
yes : évite les doublons de passes de trajectoire d'outil dans les séquences de tournage d'ébauche lorsque les options de configuration CALCUL_PROF_PASSE et TYPE_BALAYAGE sont respectivement définies sur PAR_ZONE et CONNEX_TYPE_1.
mfg_turn_byarea_last_slice
yes*, no
Crée la dernière tranche de la dernière zone des séquences de tournage lorsque CALCUL_PROF_PASSE est défini sur PAR_ZONE.
mfg_turn_profile_trim_shape
yes*, no
yes : maintient la cohérence entre l'aperçu du contour de tournage et le contour de tournage réel lorsque les options d'ajustement telles que Relier d'une ligne (Line Connect), Ajuster en X (Trim in X), Ajuster en Z (Trim in Z) ou Ajuster au coin (Trim to Corner) sont utilisées.
mfg_turn_rgh_prof_overtravel
yes, no*
yes : active le dépassement sur la passe de contournage lorsque le paramètre OPTION_EBAUCHE est défini sur EBAUCHE_ET_CONTOUR en tournage d'ébauche.
mfg_turn_stock_gouge_fix
yes, no*
Lorsque LIMITE_BRUT est défini sur OUI et que le contour du brut est inférieur au contour de tournage, cette option évite les collisions en tournage.
mfg_turn_overtravel_conn_fix
yes *, no
Dans les séquences de tournage d'ébauche, le paramètre FIN_DEPASSEMENT définit les passes de connexion.
mfg_volmil_clear_dist_fix
No*, Yes
Cette option de configuration est applicable à une séquence de fraisage de volume basée sur le panneau de commandes.
Yes : calcule la distance de sécurité à l'aide du contour du brut, du volume de fraisage ou de la fenêtre de fraisage, du plan de retrait et de la hauteur spécifiée par l'utilisateur.
No : calcule la distance de sécurité à l'aide du contour du brut.
Le mouvement rapide se termine et VITESSE_DE_PLONGEE (PLUNGE_FEED) commence à la distance de sécurité au-dessus de la surface à fraiser.
mfg_volmill_const_pitch_helix
yes *, no
Yes : génère une trajectoire d'outil hélicoïdale à pas constant en fraisage de volume.
mfg_vol_helicalentry_gougefix
No*, Yes
Yes : évite les interférences pendant le mouvement d'entrée hélicoïdal dans les séquences de fraisage de volume.
No : ne vérifie pas les interférences pendant le mouvement d'entrée hélicoïdal dans les séquences de fraisage de volume.
mfg_vol_roughprof_entryexit_fix
No*, Yes
Yes : vous permet d'utiliser la combinaison de paramètres d'ébauche et de contournage pour les mouvements d'entrée et de sortie.
Pour les passes d'ébauche et de contournage combinés, telles qu'EBAUCHE__CONTOUR (ROUGH_PROF), CREATION_POCHE (POCKETING), vous devez sélectionner l'option ENTREE_TANGENTIELLE (LEAD_IN), NORMAL (NORMAL) ou TANGENT_LIGNE (LINE_TANGENT) pour les paramètres EXT_ENTREE_COUPE (CUT_ENTRY_EXT) et EXT_SORTIE_COUPE (CUT_EXIT_EXT). Ces options pilotent les passes de contournage.
Les mouvements d'entrée et de sortie des passes d'ébauche sont pilotés par les valeurs des paramètres ANGLE_RAMPE (RAMP_ANGLE) et DIAMETRE_HELICOIDAL (HELICAL_DIAMETER) qui sont indépendantes des valeurs des paramètres EXT_ENTREE_COUPE (CUT_ENTRY_EXT) et EXT_SORTIE_COUPE (CUT_EXIT_EXT).
Pour les passes EBAUCHE_SEULE (ROUGH_ONLY) ou CONTOUR_SEUL (PROF_ONLY), vous devez sélectionner les valeurs EXT_ENTREE_COUPE (CUT_ENTRY_EXT) et EXT_SORTIE_COUPE (CUT_EXIT_EXT) appropriées. Par exemple, RAMPE (RAMP) ou HELICE (HELIX) dans le cas des passes EBAUCHE_SEULE (ROUGH_ONLY).
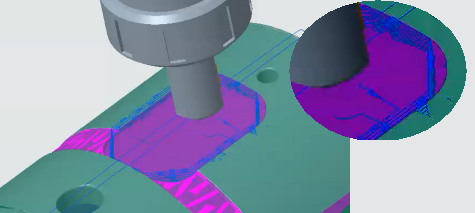
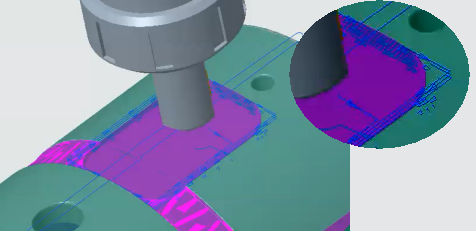
mfg_workpiece_transparency
<decimal number>
Contrôle la transparence du brut dans l'affichage du modèle ombré. Vous pouvez modifier la valeur dans la plage comprise entre 0.1 et 1. La transparence du brut est proportionnelle à cette valeur. La valeur par défaut est 0.5.
En modifiant la valeur de l'option mfg_workpiece_transparency, vous affectez uniquement les bruts nouvellement assemblés ou créés. Lorsque vous récupérez un modèle de fabrication, son brut existant n'est pas affecté par la valeur courante de l'option mfg_workpiece_transparency. Pour plus d'informations, consultez la rubrique Affichage du brut. |
mfg_xyz_num_digits
<integer number>
Définit le nombre de décimales des coordonnées de l'outil x, y, z dans un fichier de données CL. La valeur par défaut est 10.
nc_autodoc_param_dir
<directory name with full path>
Définit l'emplacement du fichier de configuration. Ce fichier décrit les paramètres de processus à inclure dans la table de paramètres.
nc_autodoc_report_dir
<directory name with full path>
Définit l'emplacement où stocker le rapport et les images créés lors de la génération du rapport d'atelier.
nc_autodoc_setup_dir
<directory name with full path>
Définit l'emplacement des fichiers de configuration de la documentation. Ces fichiers décrivent les paramètres de processus à inclure dans la table de paramètres.
nc_autodoc_template_dir
<directory name with full path>
Définit l'emplacement de la feuille de style et des images par défaut à utiliser dans le rapport d'atelier. Si vous ne définissez pas cette option de configuration, Creo Parametric utilise le modèle de rapport et les images par défaut stockées dans le point de chargement de Creo Parametric.
nc_jobman_visible
no*, yes
yes : active la fonctionnalité de Gestionnaire de tâches, qui vous permet de calculer la trajectoire d'outil pour une séquence CN hors traitement, que vous travailliez sur une machine éloignée ou sur la même machine. Pendant ce temps, vous pouvez continuer à manipuler d'autres séquences CN ou d'autres modèles Creo.
nccheck_type
ModuleWorks*, nccheck, external
Contrôle le module de simulation de vérification CN à utiliser :
• ModuleWorks : utilise un environnement de simulation intégré sur l'onglet Enlèvement de matière (Material Removal).
• nccheck : utilise NC-CHECK.
• external : utilise un outil externe.
ncl_file_extension
<file extension>
Définit l'extension du fichier par défaut des fichiers de données CL. Si vous ne définissez pas cette option, l'extension du fichier CL par défaut est .ncl.
• La longueur de l'extension de fichier est limitée à 3 caractères. Si vous spécifiez une extension plus longue, elle sera tronquée et le système affichera un message d'avertissement. • Ne modifiez pas l'extension du fichier CL si vous utilisez un post-processeur par défaut, dédié ou créé avec NCPOST. |
ncpost_type
gpost*, ncpost
Chaque module Creo NC comporte un ensemble standard de post-processeurs CN pouvant être exécutés directement ou modifiés à l'aide d'un module facultatif. Cette option de configuration contrôle le module de post-traitement à utiliser :
• gpost : utilise les post-processeurs G-Post™ fournis par Intercim Corporation.
• ncpost : utilise les post-processeurs NCPOST.
output_start_goto_pnt_of_seq
yes, no*
yes : génère un double du point GOTO au début de la fonction CN, si la fonction CN précédente se termine au même point GOTO.
pro_mf_cl_dir
<directory name>
Définit le répertoire par défaut de vos fichiers de données CL de fabrication. Utilisez le chemin complet pour éviter toute confusion. Exemple :
/home/users/library/mfg_cl.
pro_mf_param_dir
<directory name>
Définit le répertoire par défaut de vos fichiers de paramètres de fabrication. Utilisez le chemin complet pour éviter toute confusion. Exemple : /home/users/library/mfg_params.
pro_mf_tprm_dir
<directory name>
Définit le répertoire par défaut de vos fichiers d'outils de fabrication. Utilisez le chemin complet pour éviter toute confusion. Exemple :
/home/users/library/toolcrib.
pro_mf_workcell_dir
<directory name>
Définit la position par défaut ces fichiers de machines de fabrication. Utilisez le chemin complet pour éviter toute confusion. Exemple : /home/users/library/workcells.
pro_mfg_cmdsyn_dir
<directory name>
Définit le répertoire par défaut des fichiers de syntaxe dans Creo NC. Utilisez le chemin complet pour éviter toute confusion. Exemple : /home/users/library/mach_cmdsym.
profile_output_utils
yes, no*
Cette option affecte la sortie des données CL dans les séquences de fraisage par contournage.
• yes : le paramètre de séquence CN POINT_SORTIE est disponible avec les options suivantes :
◦ POINTE (TIP) : La trajectoire de l'outil est sortie par rapport au centre de l'outil ;
◦ SUR_CONTOUR (ON_PROFILE) : La trajectoire de l'outil est sortie par rapport au profil de l'outil.
• no : le paramètre de séquence CN POINT_SORTIE n'est pas disponible.
proncpost_dbf
<file name>
Indique l'emplacement et le nom du fichier de base de données NCPOST. Utilisez le chemin d'accès et le nom complets.
prorembatch_queue_manager
<proc_name>:<host>:0:<proc_num>:1
Active le calcul de la trajectoire d'outil sur une machine hôte distincte.
Les éléments sont les suivants :
• <proc_name> : Nom du processeur (tout nom descriptif est possible).
• <host> : Nom d'hôte de la machine éloignée.
• 0 : Type de transport, toujours défini à 0.
• <proc_num> : Numéro RPC du processeur. Il doit correspondre à la variable d'environnement PRORB_RPCNUM de la machine distante ; si vous spécifiez 0, le système utilisera le numéro RPC par défaut.
• 1 : Version du gestionnaire de file d'attente, actuellement 1.
reverse_spiral_finish_type
0, 1, 2
Cette option de configuration s'applique aux étapes de finition lorsque le paramètre OPTION_FINITION (FINISH_OPTION) est défini sur COUPES_FAIBLE_PENTE (SHALLOW_CUTS) ou COUPES_COMBINEES (COMBINED_CUTS) et que le paramètre BAL_ZONE_FAIBLE_PENTE (SHALLOW_AREA_SCAN) est défini sur BALAYAGE_SPIRALE (SPIRAL_SCAN).
L'option de configuration accepte trois valeurs : 1, 2 et la valeur par défaut 0. Toute autre valeur est interprétée comme la valeur par défaut.
Pour la valeur par défaut 0, l'une des options suivantes définies pour le paramètre DIRECTION_BALAYAGE_SPIRALE (SPIRAL_SCAN_DIRECTION) est prise en compte.
• VERS_EXTERIEUR (INSIDE_OUT) : la trajectoire d'outil part de l'intérieur et suit la frontière extérieure.
• VERS_INTERIEUR (OUTSIDE_IN) : la trajectoire d'outil part de l'extérieur et suit la frontière extérieure.
Pour la valeur 1, quelle que soit l'option définie pour DIRECTION_BALAYAGE_SPIRALE (SPIRAL_SCAN_DIRECTION), la trajectoire d'outil part de l'intérieur et suit la frontière extérieure.
Pour la valeur 2, quelle que soit l'option définie pour DIRECTION_BALAYAGE_SPIRALE (SPIRAL_SCAN_DIRECTION), la trajectoire d'outil part de l'intérieur et suit la stratégie de charge constante.
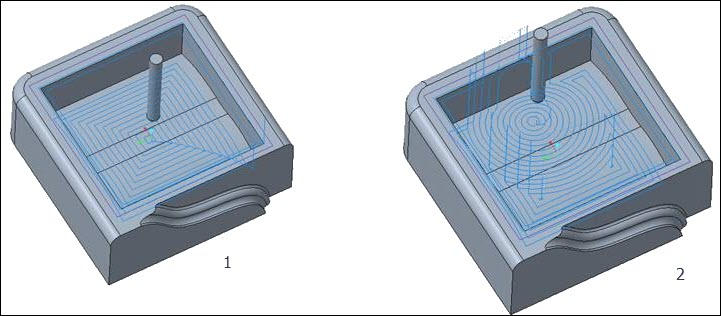
1. Trajectoire d'outil pour la valeur 1
2. Trajectoire d'outil pour la valeur 2
shade_mfg_ref_models
yes*, no
yes : les pièces de référence sont ombrées lors de la génération d'images ombrées.
no : les pièces de référence ne sont pas ombrées lors de la génération de l'image ombrée. Cela permet de gagner du temps.
skip_relation_mfg_process_xml
yes*, no
yes : omet les chaînes de relation dans le document CAO de l'assemblage CN.
L'option de configuration dm_nc_process génère les informations du processus CN au sein du document CAO de l'assemblage CN au format XML chaque fois que le document CAO est enregistré. Si vous utilisez un grand nombre de séquences avec de multiples paramètres et que vous définissez l'option de configuration dm_nc_process sur yes, l'enregistrement du document nécessite davantage de temps.
Définissez l'option de configuration skip_relation_mfg_process_xml sur yes si vous souhaitez supprimer les chaînes de relation de la sortie et accélérer l'enregistrement du document CAO.
solid_tool_offset_num_validate
yes, no*
yes : un correcteur de longueur que vous spécifiez pour l'outil à bouts multiples est validé.
store_tool_path_file
yes*, no
Spécifie la façon dont la trajectoire des outils est calculée :
• yes : les informations de trajectoire d'outil sont enregistrées dans le fichier filename.tph, où nom_fichier est le nom du modèle de fabrication.
• no : la trajectoire d'outil est recalculée chaque fois que vous récupérez le modèle de fabrication ou modifiez des paramètres de fabrication.
template_mfgcmm
<assembly name>
Permet de spécifier le modèle utilisé comme modèle de départ par défaut pour CMM. Utilisez le chemin d'accès et le nom complets.
template_mfgemo
<assembly name>
Permet de spécifier le modèle utilisé comme modèle de départ par défaut pour Expert Machinist. Utilisez le chemin d'accès et le nom complets.
template_mfgnc
<assembly name>
Permet de spécifier le modèle utilisé comme modèle de départ par défaut dans Creo NC.
Utilisez le chemin d'accès et le nom complets.
tool_motion_list_length
<integer number>
Contrôle le nombre de lignes visibles dans la liste des mouvements d'outil sans défilement. Cette valeur s'applique à toutes les étapes CN basées sur le panneau de commandes.
tool_path_preview_default
on, off, auto*
Contrôle si l'aperçu de la trajectoire d'outil s'affiche par défaut lorsque vous créez une étape ou que vous modifiez une étape existante.
• on : affiche l'aperçu de la trajectoire d'outil.
• off : n'affiche pas l'aperçu de la trajectoire d'outil.
• auto : affiche l'aperçu de la trajectoire d'outil pour certaines trajectoires d'outil.
travel_bounds_display
No*, Yes
Définit si les limites d'usinage de la machine sont visibles ou non.
Yes : affiche les limites d'usinage d'une machine.
travel_bounds_tranparency
<decimal number>
Contrôle la transparence des limites de la machine mises en surbrillance. Vous pouvez modifier la valeur dans la plage comprise entre 0.1 et 1. Plus la valeur est élevée, plus la limite d'usinage en surbrillance est transparente. La valeur par défaut est 0.8.
turn_output_cutcom_tm_apprexit
yes, no*
Lorsque vous définissez manuellement les mouvements d'approche et de sortie et que vous définissez le paramètre d'outil de correction (CUTCOM) sur ON, les données CL génèrent une instruction CUTCOM précise conformément à la direction de coupe.
yes : les données CL indiquent une correction d'outil précise pour les mouvements d'outil d'approche et de sortie dans les séquences de tournage.
wcell_fixt_info_setup_file
<file name>
Permet de spécifier le chemin d'accès au fichier de configuration des informations sur les brides de machine. Il s'agit d'un fichier .xml qui contient les informations relatives aux machines et aux brides compatibles avec chacune d'elles. La fonctionnalité de gestion de la compatibilité des brides de machine dans la table de processus n'est disponible que si vous définissez l'option de configuration wcell_fixt_info_setup_file.
workpiece_instances
none, operations, steps, operations_and_steps
Spécifie la manière dont Creo Parametric génère des représentations géométriques du brut durant le processus de fabrication.
• none : les représentations géométriques ne sont pas générées.
• operations : les représentations géométriques sont créées pour chaque opération et nommées sous la forme <workpiece-name>_<operation-name>.
• steps : les représentations géométriques sont créées pour chaque étape et nommées sous la forme <workpiece-name>_<_step-name>.
• operations_and_steps : les représentations géométriques sont créées pour les étapes ainsi que pour les opérations.