Creo NC 的配置选项
allow_mfg_in_assem_mode
yes, no*
可让您在装配模式下打开制造模型。
yes - 单击“打开”(Open) 旁边的箭头后,在“文件打开”(File Open) 对话框的列表中添加“在装配模式中打开”(Open in Assembly mode) 选项。
allow_workpiece_silhouette
no*, yes, auto
指定在创建“轮廓铣削”(Silhouette Mill) 窗口时所用的模型:
• no - 系统使用参考零件的轮廓创建该窗口。如果制造装配中有多个参考零件,则必须选择要用于创建轮廓窗口的零件。不能选择工件。
• yes - 系统允许使用参考零件和工件创建“轮廓铣削”(Silhouette Mill) 窗口。必须选择要使用的零件。
• auto - 如果制造装配中只有一个工件,系统自动使用它创建轮廓窗口。如果有多个工件,则必须选择要使用的工件。不能选择参考零件,除非制造装配中没有工件。
assy_mfg_open_mode
mfg, process, feature, any_mode*
指定打开制造模型的方式:
• mfg - 使用“装配”Creo NC 应用程序打开。
• process - 使用制造中的制造工艺计划打开。
• feature - 使用 Expert Machinist 应用程序打开。
• any_mode - 使用可用许可证打开。例如,如果您有“装配 Creo NC”应用程序的许可证,即可在此应用程序中打开模型。
打开模型后,即可使用顶部菜单条中的“应用程序”(Applications) 选项在应用程序之间切换。
autodrill_udf_dir
<directory name>
用于存储“自动钻孔”中使用的“孔加工方法”的默认目录。使用完整路径名,以避免出现问题。
autodrilling_config_filename
<file name>
自动检索并载入自动钻孔表的配置文件。
autodrilling_holestyle_param
<user defined parameter name>
包含在制造参考模型的孔特征中的参数名。该参数值标识用于孔加工的 MUDF,MUDF 自动应用于 Creo NC 中钻出这些孔。
campost_dir
<directory name>
如果将配置选项 ncpost_type 设置为 ncpost,campost_dir 配置选项会指定 CAM-Post 加载点目录,以便可直接设置后处理器并生成 MCD 文件。使用完整路径名,以避免出现问题。
chk_part_surfs_profpock
no*, yes
此选项适用于“铣削”中的过切检测。如果希望系统自动包括所有参考零件曲面,作为“轮廓加工”和“腔槽加工”NC 序列的“检查曲面”,则将此选项设置为 yes。
cl_arrow_scale
<positive number>
显示操作和 NC 序列的刀具路径时,利用此选项可控制刀具路径箭头的大小。默认值为 1。如果将其设置为 0,将不显示箭头。如果指定其它任何正数,则箭头大小会相应缩放。
cl_rotate_sign_convention
table*, tool
相对于旋转工作台或切削刀具定义“旋转”符号的方向约定。
curve_traj_offset_opt_default
启用轨迹序列“偏移切削”选项的默认状态。
on - 选中“偏移切削”选项。
off - 不选中“偏移切削”选项。
auto* - 选项状态取决于所选链参考。
disable_custom_tool_prm_warning
no*, yes
自定义参数文件包含您经常使用的参数的定义。使用配置选项 mfg_custom_tool_param_file 指定本地目录中的 XML 文件。
如果自定义参数文件缺失或已被修改,则会显示错误消息,其中包含一个用于保留用户定义参数定义的选项。默认情况下,只要自定义参数文件存在差异,就会显示错误消息。
• no - 在具有用户定义的刀具参数的文件中发生错误或更改时,继续启动用户交互对话框。
• yes - 在具有用户定义的刀具参数的文件中发生错误或更改时,禁止启动用户交互对话框。
display_mfg_icon_for_mfg_assy
no*, yes
在“文件打开”(File Open) 和“保存”(Save) 对话框中显示制造装配文件的制造图标:
• no – 显示制造装配文件的装配图标。
• yes – 显示制造装配文件的制造图标。
dm_nc_process
yes, no*
在 Creo Parametric 中保存制造模型时,将自动生成包含工艺信息的 .xml 文件。该 .xml 文件随后将作为其 MPMLink 类别工艺信息的附属内容,自动附加到 NC 装配·CAD 文档。将附有.xml 文件作为其附属内容的 NC 装配 CAD 文档上载到 Windchill 时,MPMLink 将使用 .xml 文件中的工艺信息进一步定义制造工艺。MPMLink 将使用工艺信息创建工艺计划中指定的步骤,或创建工艺计划中使用的资源
• yes - 每当保存 CAD 文档时都会生成文档。
• no - 不生成文档。
enable_2x_traj_multi_loops
yes, no*
• yes - 允许在 2 轴轨迹铣削中选定的曲面上选择多个环。
• no - 不允许在曲面上选择多个环。
enable_2x_traj_multi_loops
yes, no*
• yes - 允许在 2 轴轨迹铣削中选定的曲面上选择多个环。
• no - 不允许在曲面上选择多个环。
enable_cmm_refcsys_pprint_fix
yes*, no
默认情况下,CL 数据不具备将参考坐标系设置为操作中第一步的 PPRINT/DMIS 文本。如果要输出 CL 数据中的 PPRINT/DMIS 文本,请将其设置为 yes。
CL 数据包含以下用于设置参考坐标系的行:
• 序列名称
• 序列备注
• 序列类型
• 适用于参考坐标系的序列 ID
enable_cutcom_helix_corner
yes*, no
• yes* - 用于刀补输出的线性螺旋链拐角点。
 |
 |
|
enable_cutcom_helix_corner 设置为 no。
|
enable_cutcom_helix_corner 设置为 yes。
|
enable_cutcom_plnr_apprexit_fix
yes*, no
• yes* - 在指定平面开放环刀补的同时,移除进刀或退刀链与切割链间 CL 数据中的 GOTO 命令。
• no - 将所有 GOTO 命令保留在 CL 数据中。
enable_cutcom_rm_tiny_ents
yes*, no
• yes* - 通过调整圆和线图元来移除 GOTO,前提是在刀补打开时,图元的调整点或部分位于允许余量范围内。
• no:将所有 GOTO 命令保留在 CL 数据中。
enable_feed_rate_for_helix
yes*, no
• yes* - 当 ARC_FEED_CONTROL 参数设置为 TOOL_PERIMETER 时,将输出螺旋链更改的进给率值。
enable_finishing_circ_record
yes - 当序列参数“圆弧插补”设为“仅限于弧”时,生成用于完成序列轮廓切削的圆弧记录。
no* - 不生成圆弧记录。
enable_mfg_leadtilt_ang_fix
yes, no *
yes - 在非相切刀具路径段的连接处创建具有精确刀具倾斜角的刀具路径。
no - 不会对默认刀具倾斜角进行任何更改。
enable_mfg_reorder_regen_fix
yes, no *
yes - 如果将刀具关系用于驱动 NC 序列参数,则在重新排序制造特征时缩短重新生成时间。
enable_param_n_tool_upd_dialog
yes, no*
• yes - 会打开一个对话框,以便在选择性粘贴操作过程中以及 UDF 放置步骤中修改制造参数和刀具。
• no - 不会在选择性粘贴操作过程中以及 UDF 放置步骤中打开任何对话框来修改制造参数和刀具。
enable_pprint_seq_comment_end
yes, no*
yes - 如果为“操作备注”和“NC 序列备注”指定了备注,则会在 NCL 文件中添加“备注结尾”以指示 NC 序列和操作备注的结尾。
enable_traj_2cntr_toolaxis_fix
yes*, no
• yes - 当对 4 轴和 5 轴轨迹步骤使用轴控制选项“绕曲线转动”(Pivot about a Curve) 时,保持刀具轴指向轴心曲线。如果无法保持方向,则消息区中会出现一条消息。可修改枢轴和轨迹曲线以控制刀具轴方向。
• no - 不在任何特定方向上限制刀具轴。
gpostpp_dir
<directory name>
如果将配置选项 ncpost_type 设置为 gpost,则 gpostpp_dir 配置选项指定包含由 GPOST 使用的后处理器文件的目录。使用完整路径名,以避免出现问题。
grv_turn_bothdir_cutcom_output
yes, no*
• yes - 在槽车削序列中,当“另一侧输出”参数设置为 yes 时,将在刀具从每一侧退刀之前输出 CUTCOM OFF 语句。在所有进刀和退刀运动期间输出 GOTO 命令或点。
• no - 在刀具从每一侧退刀之前,不输出 CUTCOM OFF 语句。
include_all_tools_in_list
yes, no*
指定刀具列表中是否包含用于当前步骤的刀具和机床上的活动刀头。
• yes - 包括列表中所有可用刀具。
• no - 包括默认情况下对当前步骤有效的刀具。
mfg_udf_info_setup_file
<file name>
允许您指定 Mfg 标准 - UDF 名称映射文件的路径。仅当指定了 mfg_udf_info_setup 配置选项时,工艺表中的该制造标准功能才可用。
mfg_assign_param_formula
指定是否使用基于 XML 的公式设置制造参数的默认值。
yes - 应用通过基于 XML 的公式获得的制造参数默认值。
no - 忽略通过基于 XML 的公式获得的制造参数默认值。
mfg_auto_ref_mfg_template
yes, no*
指定 Creo NC 是否必须从模板中自动为所创建的步骤分配参考。例如,如果模板包含名为 MYCSYS 的参考坐标系并且制造模型也包含名为 MYCSYS 的坐标系,则 Creo NC 自动分配参考。
• yes - 如果适用,Creo NC 自动从模板中分配以下一个或多个参考:
◦ 坐标系
◦ 退刀曲面
◦ 铣削窗口
◦ 轨迹铣削的曲线 (2 轴)
◦ 铣削曲面
◦ 轮廓铣削的铣削体积块
◦ 孔加工的钻孔组
Creo NC 基于名称和类型分配参考。
• no - 必须从模板中为已创建的所有步骤分配几何参考。此为默认设置。
mfg_auto_ref_prt_as_chk_srf
yes*, no
此选项适用于“铣削”中的过切检测。系统自动包括所有参考零件的所有实体曲面,作为“曲面”和“5 轴轨迹”铣削的“检测曲面”。要禁用此功能并手工选择“检查曲面”,请将此选项设置为 no。
mfg_auto_retract_clear_dist
1.0, 0.005
如果制造模板的长度单位为 mm,则为 1.0。
如果制造模板的长度单位为英寸,则为 0.005。
自动创建的退刀平面与步长坐标系之间的距离。
如果提取到工艺表的步长无法使用操作的退刀平面,则 Creo NC 将为 mfg_auto_retract_clear_dist 配置选项指定的值应用到该步长,以创建该步长退刀平面。
mfg_circ_interpolate_gouge_fix
yes, no*
yes - 当弧为螺旋形时,将 CIRC_INTERPOLATE 参数设置为 ARC_ONLY 或 ARC_AND_POINTS 可避免过切。
mfg_clfile_excl_seq_warn
yes, no*
yes - 在生成“操作”输出时,如有任何工步未完成,即会发出警告。从 CL 输出中排除这些工步。在 CL 数据输出中生成“中止”选项。
no - 不会发出工步未完成的警告,也不会在 CL 数据输出中生成这些工步。
mfg_custom_tool_param_file
<file name>
指定刀具参数定义文件的位置和名称。使用完整的目录路径和名称。
mfg_customize_dialog
yes*, no
yes - 自定义“NC 序列”时,使用“自定义”(Customize) 对话框。
no - 使用原来的层叠菜单。
mfg_cutlin_helix_norm_gouge_fix
yes*, no
yes - 当“切割线铣削”(SCAN_TYPE) 设置为“螺旋类型”(TYPE_HELICAL) 时,可在封闭切割线的切割线铣削序列中避免过切。使用 USE_SURF_NORMS 参数时,将相对于曲面法线创建刀具路径。
mfg_cutline_save_mesh
yes*, no
指定 Creo NC 是否存储刀具路径和由 Creo Simulate 生成的网格。Creo NC 使用网格计算“切割线曲面铣削”的刀具路径。
• yes - Creo NC 检查网格是否已经以 NC 序列进行存储。如果网格有效,即自更早的计算之后几何尚未更改,则 Creo NC 使用此网格计算刀具路径。如果没有存储网格或网格无效,则新的网格生成并随 NC 序列存储。此为默认设置。
• no - 始终生成新的网格以计算刀具路径。忽视 Creo NC 并删除任意存储的网格。
mfg_deepgrv_turn_typ1_conn_fix
yes, no*
yes - 当“扫描类型”(SCAN_TYPE) 设置为“类型1连接”(TYPE_1_CONNECT) 时,可通过避免借助剩余材料形成连接来生成精确的槽车削刀具路径。
mfg_disbl_clcmd_on_noncut_pass
yes, no*
yes - 为非切削走刀启用 CL 命令。
mfg_display_rework_corner
yes, no*
yes - 计算拐角精加工的刀具路径时显示其剩余区域,这样您就可以检查阈值角度的选择是否正确。使用不同的颜色突出显示显示陡区和浅区。
no - 不显示剩余区域。
mfg_drill_axis_arrow_color
yes, no*
yes - 使用系统颜色控制轴箭头的颜色。将此选项设置为“是”后,可通过更改选定类别的颜色来更改箭头的颜色。
mfg_drill_cln_undesired_wp_dep
yes, no*
yes - 在检索制造装配时,将移除相应工件上不再需要的钻孔序列相关性,而需要的相关性将保持不变。
no - 在检索制造装配时,工件上的所有钻孔序列相关性都保持不变。
mfg_engrav_avoid_clines_tpath
yes*, no
yes - 雕刻刀具路径跳过几何中心线。
no - 雕刻刀具路径跳过几何中心线。
mfg_finish_round_corner_fix
yes, no*
yes - 在精加工序列的倒圆角处生成精确和平滑的刀具路径。
mfg_groove_merge_colinear_pnts
yes, no*
yes - 针对 NCL 文件中的槽车削序列,输出具有相同进给的第一个和最后一个共线“转至点”。
mfg_grvturn_same_toolwidth_Fix
yes, no*
yes - 如果槽的宽度与刀具宽度相同 (考虑到坯件余量),则此选项有助于将精确的槽车削刀具路径生成至槽底。
mfg_grvturn_sideturn_gouge_fix
yes, no*
yes - 当“扫描类型”(SCAN_TYPE) 设置为“侧面车削”(SIDE_TURN) 时,此选项可通过最小化侧面车削切入来避免槽车削时的过切。
mfg_grvturn_typ1_full_tpathfix
yes, no*
yes - 当“扫描类型”(SCAN_TYPE) 参数设置为“类型 1”(TYPE_1) 且槽壁形成夹角时,在槽车削序列中创建精确的刀具路径。
mfg_grvturn_wall_colision_fix
yes, no*
yes - 当“扫描类型”(SCAN_TYPE) 设置为“单壁类型”(TYPE_ONE_WALL) 时,可避免在槽车削序列中切入剩余材料。
mfg_ijk_num_digits
<integer number>
在 CL 数据文件中,为 i、j、k 刀具坐标设置数字位数。默认值为 10。
mfg_info_location
top_left*, bottom_right
“制造信息”(Manufacturing Info) 对话框的默认位置。
mfg_mill_window_depth_fix
yes, no*
yes - 此选项可确保在使用铣削窗口时准确生成刀具路径。根据参考法向,正确评估铣削窗口的深度。
mfg_millvol_outside_wp_fulltrim
yes*, no
yes - 在体积块铣削序列中,当“工件修剪”参数设置为“完全修剪”时,此选项可确保仅在铣削体积与工件相交的情况下生成刀具路径。
no - 即使铣削体积块与工件不相交的情况下,也可以生成刀具路径。
mfg_modal_command_file
<file name>
可以生成一些 APTn 索引主题模式,这意味着在完成某个命令行时,相应于这个主题,可重复得到一系列主要的关键字。
mfg_ncseq_edit_performance_fix
yes, no*
yes - 优化编辑 NC 序列所需的时间。此选项还可优化编辑现有刀具运动和创建新刀具运动所需的时间。
mfg_optimized_drill_toolpath
yes, no*
yes - 计算将“扫描类型”设置为“最短”时的最优钻孔刀具路径。
mfg_param_auto_copy_from_tool
No*, All, Misc, Cutting
指定要从刀具定义复制到 NC 序列的刀具参数:
No - 不自动复制任何刀具参数。
All - 将所有刀具参数从刀具定义复制到 NC 序列。
Misc - 仅复制杂项参数 - 自定义参数、主轴方向、冷却液压力、类型和特定于 NC 序列的用户定义的参数。
Cutting - 复制所有切割条件:进给量、速度及深度。Creo NC 对“粗加工”(ROUGHING)、“重新粗加工”(RE-ROUGHING)、“体积块铣削”(VOLUME MILLING) 和“局部铣削”(LOCAL MILLING) 使用粗加工条件,对所有其它刀具路径使用精加工条件。
但是,仅当您创建 NC 序列时,Creo NC 才基于已设置的配置选项复制这些参数。如果修改了现有 NC 序列,则必须手动复制所作得到更改以使其反映在 NC 序列中。
mfg_process_table_setup_dir
<directory name>
在“工艺管理器”中指定存储“工艺表”设置的目录。使用完整路径名,以避免出现问题。例如,/home/users/process_mgr/table_settings
mfg_process_template_dir
<directory name>
在“工艺管理器”中,此配置选项可设置默认目录,用于存储通过“工艺表”创建的所有制造模板文件,包括工艺模板和替换模板。默认将在下列情况下访问该指定目录:
• 通过“工艺表”创建模板。
• 使用  在“工艺表”中创建步骤和机床。
在“工艺表”中创建步骤和机床。
在“工艺表”中创建步骤和机床。• 在创建和编辑注释特征时分别放置和替换模板。
• 使用“更新 Mfg 注释元素”(Update Mfg AEs) 命令替换设计模型中的模板。
• 在提取期间替换制造模型中的模板。
• 为此配置选项指定值时请使用完整路径名。例如,/home/users/process_mgr/templates • 如果您没有为此配置选项定义值,则会将该值设定为当前工作目录。 |
mfg_prof_rapid_feed_prev_slice
yes*, no
yes - 默认情况下,层切面间的连接移动将设置为自由进给或快速。如果将其设置为 no,则上一层切面端点与下一层切面起点之间的刀具速度将设置为“切削进给”。此选项适用于轮廓铣削序列。
mfg_ramp_circ_cross_gouge_fix
yes*, no
yes - 在刀具路径为圆形时,避免斜线运动中的过切,并校正斜线方向。
mfg_reaming_retract_feed_fix
yes*, no
yes - 支持为铰孔 NC 序列的退刀进给添加 Z 进给量。
mfg_session_setup_dir
<directory name>
指定当前会话的制造相关设置文件的存储目录。tool_dialog_setup_file.xml 文件是一个存储刀具参数的设置信息的文件。
如果指定了 mfg_tool_dialog_setup_file 配置选项,则 Creo NC 会忽略 mfg_session_setup_dir 配置选项。 |
mfg_setup_file
<file name>
存储以下内容的列设置信息的文件的绝对路径:
• “工艺管理器”(Process Manager) 中的工艺表
• “刀具设定”(Tools Setup) 对话框
• “编辑参数”(Edit Parameters) 对话框中的参数表
该配置选项将覆盖 mfg_session_setup_dir 配置选项。
mfg_single_grv_toolwidth_fix
yes*, no
yes* - 当刀具直径和槽宽度相同时,它将生成一个槽车削刀具路径,其中粗加工允许余量将以预期方式反映在刀具路径上。
no - 当刀具直径和槽宽度相同时,粗加工允许余量可能不会像预期那样反映在刀具路径中。
mfg_skip_synch_head_both
yes, no*
yes - 跳过已同步工步 CL 数据输出中的 HEAD/BOTH 和 HEAD/OFF 语句。
no - 在已同步工步的 CL 数据输出中生成 HEAD/BOTH 和 HEAD/OFF 语句。
mfg_skew_circ_goto_convert_fix
yes, no*, principal_axis
yes - 如果圆平面法向与刀具轴不对齐,则将圆记录转换并输出为转至点。
no - 输出 NCL 文件中的圆记录,而不将圆记录转换为转至点,即使圆平面法向倾斜于刀具轴亦如此。
principal_axis - 将圆记录转换并输出为转至点,但圆平面法向平行或垂直于刀具轴的情况除外。
mfg_start_model_dir
<directory name>
指定包含制造模型模板的目录。此目录中的所有制造模型均可供选择以作为制造模型模板。使用完整路径名,以避免出现问题。例如,/home/users/nc/start_models
如果未设置此选项,可使用系统提供的制造模板。
mfg_synch_master_slave_output
yes, no*
yes - 在已同步工步的 CL 数据输出中生成 MASTER/SLAVE 关键字和 HEAD# 语句。
no - 不会在已同步工步的 CL 数据输出中生成 MASTER/SLAVE 关键字和 HEAD# 语句。
mfg_tap_mat_rem_coef
1*,0 和 1 之间的值
Creo NC 用于乘以估计的移除材料的系数,以计算实际估计的移除材料。这是一个可选参数。此参数仅适用于在使用攻丝刀具的工艺表中的步骤。
如果指定或修改了使用攻丝刀具的工艺表步骤的制造攻丝材料移除系数配置参数,则 Creo NC 不会重新计算该步骤的估计材料移除值。要重新计算该步骤的估计移除材料值,必须先从该步骤中移除然后再添加材料移除特征。 |
mfg_thrd_turn_output_minstp
no*, yes
Yes - 在 CL 数据中输出 MINSTP。它是一个可消除后处理错误的 6 位输出。
No - 在 CL 数据中输出 MINSTEP。
mfg_tool_dependency_enbld
yes*, no
此配置选项可用于中断实体刀具与制造装配的相关性:
yes - 保存制造装配时,会保存实体刀具模型。
no - 保存制造装配时,不会保存实体刀具模型。
检索保存的装配时,也会一并检索实体刀具和装配。
mfg_tool_dialog_setup_file
<file name>
储存“刀具设定”(Tools Setup) 对话框的刀具参数列设置信息的文件的绝对路径。该配置选项将覆盖 mfg_session_setup_dir 配置选项。
mfg_tool_preview_by_pick
No*, Yes
使您可在预览后选取切割刀具的位置。可以在图形窗口中预览切割刀具。
Yes - 使您可在刀具路径、曲面、边、曲线或面上选择刀具位置。它可以是顶点、基准点或坐标系。
No - 使您可在图形窗口中通过拖动来移动刀具。
mfg_traj_apprfeed_arcdash_fix
yes, no*
yes - 在轨迹 NC 序列中,如果将“弧形进给”(ARC_FEED)的值设置为破折号(-),则会考虑进给量,而不是“切削进给”(CUT_FEED)。
mfg_traj_end_height_enable
no*, yes
yes - 允许用户在 4 轴和 5 轴轨迹铣削序列的“曲线切削”(Curve Cut) 对话框中选择一个曲面来定义结束高度。
mfg_trn_byarea_avoid_duplicate
no, yes *
yes - 如果“步进深度计算”( STEP_DEPTH_COMPUTATION) 和“扫描类型”(SCAN_TYPE) 配置选项分别设置为“按车削区”(BY_AREA) 和“类型1连接”(TYPE_1_CONNECT),则在区域车削序列中避免重复刀具路径走刀。
mfg_turn_byarea_last_slice
yes*, no
当将“步进深度计算”( STEP_DEPTH_COMPUTATION) 设置为“按车削区”(BY_AREA) 时,在车削序列的最后一个区域中创建最后一个层切面。
mfg_turn_profile_trim_shape
yes*, no
yes - 在使用修剪选项“直线连接”(Line Connect)、“X 向修剪”(Trim in X)、“Z 向修剪”(Trim in Z) 或“修剪为拐角”(Trim to Corner) 时,在车削轮廓预览和实际车削轮廓之间保持一致性。
mfg_turn_rgh_prof_overtravel
yes, no*
yes - 当“粗加工选项”(ROUGH_OPTION) 参数设置为在区域车削中“粗加工和轮廓”(ROUGH_AND_PROF) 时,启用轮廓走刀上的超程。
mfg_turn_stock_gouge_fix
yes, no*
当将“工件修剪”(TRIM_TO_WORKPIECE)设置为“是”(YES) 且坯件边界小于车削轮廓时,此选项可避免车削过切。
mfg_turn_overtravel_conn_fix
yes *, no
在区域车削序列中,END_OVERTRAVEL 参数指示连接走刀。
mfg_volmil_clear_dist_fix
No*, Yes
此配置选项仅适用于基于操控板的体积块铣削序列。
Yes - 使用工件轮廓、铣削体积块或铣削窗口、退刀平面以及用户指定高度计算间隙距离。
No - 使用工件轮廓计算间隙距离。
在要铣削曲面上方的间隙距离处快速运动终止并且“切入进给量”(PLUNGE_FEED) 开始。
mfg_volmill_const_pitch_helix
yes *, no
Yes - 在体积块铣削中生成具有不变螺距的螺旋刀具路径。
mfg_vol_helicalentry_gougefix
No*, Yes
Yes - 避免在体积块铣削序列中的螺旋进刀运动中出现过切。
No - 在体积块铣削序列中的螺旋进刀运动期间,不检查是否有过切。
mfg_vol_roughprof_entryexit_fix
No*, Yes
Yes - 允许使用进刀和退刀运动的粗加工以及轮廓加工参数的组合。
对于组合粗加工和轮廓走刀 (例如 ROUGH & PROF、POCKETING),必须为 CUT_ENTRY_EXT 和 CUT_EXIT_EXT 参数选择 LEAD_IN、NORMAL 或 LINE_TANGENT 选项。这些选项会驱动轮廓走刀。
粗加工走刀的进刀和退刀运动由 RAMP_ANGLE 和 HELICAL_DIAMETER 参数的值驱动,与 CUT_ENTRY_EXT 和 CUT_EXIT_EXT 的值无关。
对于 ROUGH_ONLY 或 PROF_ONLY 走刀,必须选择相应的 CUT_ENTRY_EXT 和 CUT_EXIT_EXT 值。例如,适用于 ROUGH_ONLY 走刀的 RAMP 或 HELIX。
mfg_workpiece_transparency
<decimal number>
控制着色模型显示中的工件透明度。可在 0.1 到 1 范围内更改该值。值越大,工件的透明度越高。默认值为 0.5。
如果更改 mfg_workpiece_transparency 的值,则它只影响新组装或创建的工件。当检索制造模型时,其现有工件不受选项 mfg_workpiece_transparency 当前值的影响。有关详细信息,请参阅主题工件显示。 |
mfg_xyz_num_digits
<integer number>
在 CL 数据文件中,为 x、y、z 刀具坐标设置数字位数。默认值为 10。
nc_autodoc_param_dir
<directory name with full path>
定义设置文件的位置。此文件说明参数表中要包含的工艺参数。
nc_autodoc_report_dir
<directory name with full path>
定义生成车间现场报告时所创建报告和图像的存储位置。
nc_autodoc_setup_dir
<directory name with full path>
定义文档设置文件的位置。此类文件说明参数表中要包含的工艺参数。
nc_autodoc_template_dir
<directory name with full path>
定义车间现场报告中所用的样式表和默认图像的位置。如果未设置此配置选项,Creo Parametric 会使用存储在 Creo Parametric 加载点中的报告模板和默认图像。
nc_jobman_visible
no*, yes
yes - 启用“作业管理器”功能,可在继续处理其他 NC 序列或 Creo 模型的同时,另外计算某一 NC 序列的刀具路径 (无论是远程计算还是在同一台机器上计算)。
nccheck_type
ModuleWorks*, nccheck, external
控制要使用的“NC 检测”模拟模块:
• ModuleWorks - 使用“材料移除”(Material Removal) 选项卡中的集成模拟环境。
• nccheck - 使用 NC 检测。
• external - 使用外部刀具。
ncl_file_extension
<file extension>
为 CL 数据文件设置默认的文件扩展名。如果不设置此选项,CL 文件的默认扩展名为 .ncl。
• 文件扩展名长度限制为 3 个字符。如果指定了较长的文件扩展名,那么它将被截去,并发出警告。 • 如果使用默认的后处理器、专用后处理器或用 NCPOST 创建的后处理器,则不要更改 CL 文件扩展名。 |
ncpost_type
gpost*, ncpost
每个 Creo NC 模块都包括一组标准的可直接执行或使用可选模块修改的 NC 后处理程序。此配置选项控制将使用的后处理模块:
• gpost - 使用 Intercim Corporation 提供的 G-Post™ 后处理器。
• ncpost - 使用 NCPOST 后处理器。
output_start_goto_pnt_of_seq
yes, no*
yes - 如果前一个 NC 特征在相同的转至点处结束,则会在 NC 特征的起始位置输出重复的转至点。
pro_mf_cl_dir
<directory name>
设置制造 CL 数据文件的默认目录。使用完整路径名,以避免出现问题。例如,
/home/users/library/mfg_cl.
pro_mf_param_dir
<directory name>
设置制造参数文件的默认目录。使用完整路径名,以避免出现问题。例如,/home/users/library/mfg_params
pro_mf_tprm_dir
<directory name>
设置制造刀具文件的默认目录。使用完整路径名,以避免出现问题。例如,
/home/users/library/toolcrib.
pro_mf_workcell_dir
<directory name>
设置制造机床文件的默认目录。使用完整路径名,以避免出现问题。例如,/home/users/library/workcells
pro_mfg_cmdsyn_dir
<directory name>
在 Creo NC 中为语法菜单文件设置默认目录。使用完整路径名,以避免出现问题。例如,/home/users/library/mach_cmdsym
profile_output_utils
yes, no*
此选项影响用于“轮廓”铣削序列的 CL 数据输出:
• yes - 以下选项可带有 NC 序列参数 OUTPUT_POINT:
◦ TIP - 刀具路径相对于刀具中心输出
◦ ON_PROFILE - 刀具路径相对于刀具轮廓输出。
• no - NC 序列参数 OUTPUT_POINT 不可用
proncpost_dbf
<file name>
指定 NCPOST 数据库文件的位置和名称。使用完整的目录路径和名称。
prorembatch_queue_manager
<proc_name>:<host>:0:<proc_num>:1
允许在单独的主机上计算刀具路径。
元素如下:
• <proc_name> - 处理器名称(可为任何描述性名称)。
• <host> - 远程机器的主机名。
• 0 - 传输类型,始终设置为 0。
• <proc_num> - 处理器的 RPC 号。必须与远程机器上的 PRORB_RPCNUM 环境变量相匹配;如果指定 0,系统将使用默认 RPC 号。
• 1 - 队列管理器的版本,当前为 1。
reverse_spiral_finish_type
0, 1, 2
当“精加工选项”(FINISH_OPTION) 参数设置为“浅切口”(SHALLOW_CUTS) 或“组合切口”(COMBINED_CUTS) 且“浅区域扫描”(SHALLOW_AREA_SCAN) 参数设置为“螺旋扫描”(SPIRAL_SCAN) 时,此配置选项适用于“精加工”步骤。
此配置选项可接受的三个值:1、2 和默认值 0。任何其他值都视为默认值。
针对默认值 0,考虑为“螺旋扫描方向”(SPIRAL_SCAN_DIRECTION) 参数设置下列选项之一。
• “从内向外”(INSIDE_OUT) - 刀具路径自内侧开始并会沿着外侧边界。
• “从外向内”(OUTSIDE_IN) - 刀具路径自外侧开始并会沿着外侧边界。
对于值 1,无论“螺旋扫描方向”(SPIRAL_SCAN_DIRECTION) 选项设置为何值,刀具路径都自内侧开始并会沿着外侧边界。
对于值 2,无论“螺旋扫描方向”(SPIRAL_SCAN_DIRECTION) 选项设置为何值,刀具路径都自内侧开始并遵循恒定载荷策略。
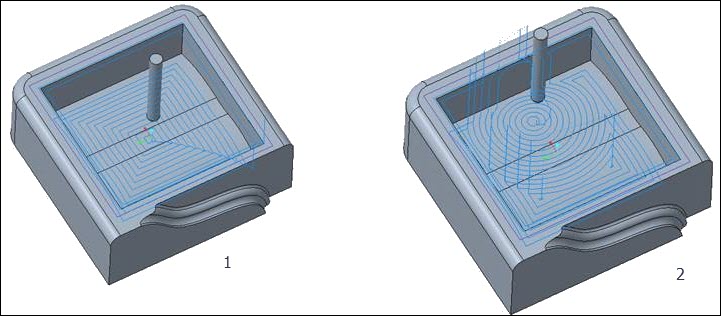
1. 值为 1 时的刀具路径
2. 值为 2 时的刀具路径
shade_mfg_ref_models
yes*, no
yes - 在生成着色图像时,将参考零件着色。
no - 在生成着色图像时,不处理参考零件。这将节省时间。
skip_relation_mfg_process_xml
yes*, no
yes - 将忽略 NC 装配 CAD 文档中的关系字符串。
每当保存 CAD 文档时,配置选项 dm_nc_process 会生成 XML 格式的 NC 工艺信息,以作为 NC 装配 CAD 文档的一部分。如果多个序列带有大量参数,并且将 dm_nc_process 配置选项设置为 yes,则保存文档所需时间更长。
将 skip_relation_mfg_process_xml 配置选项设置为 yes,以从输出中删除关系字符串并更快地保存 CAD 文档。
solid_tool_offset_num_validate
yes, no*
yes - 您所输入的实体多尖刀具偏移编号已经过验证。
store_tool_path_file
yes*, no
指定如何计算制造刀具路径信息:
• yes - 刀具路径信息被储存在名为 filename.tph 的文件中,其中,filename 是制造模型的名称。
• no - 在每次检索制造模型或更改任何制造参数时,都会重新计算刀具路径。
template_mfgcmm
<assembly name>
允许您指定用作 CMM 的默认起始模型的模型。使用完整的目录路径和名称。
template_mfgemo
<assembly name>
允许您指定用作 Expert Machinist 的默认起始模型的模型。使用完整的目录路径和名称。
template_mfgnc
<assembly name>
使您可以指定用作 Creo NC 中默认启动模型的模型。
使用完整的目录路径和名称。
tool_motion_list_length
<integer number>
在无需滚动的情况下控制刀具运动列表中显示的行数。该值适用于基于操控板的所有 NC 步骤。
tool_path_preview_default
on, off, auto*
控制创建一个新步骤或编辑现有步骤时默认情况下是否显示刀具路径预览。
• on - 显示刀具路径预览。
• off - 不显示刀具路径预览。
• auto - 对某些刀具路径显示刀具路径预览。
travel_bounds_display
No*, Yes
指定机床的加工限制是否可见。
Yes - 显示机床的加工限制。
travel_bounds_tranparency
<decimal number>
控制突出显示的加工限制的透明度。可在 0.1 到 1 范围内更改该值。值越大,已突出显示加工限制的透明度就越高。默认值为 0.8。
turn_output_cutcom_tm_apprexit
yes, no*
当手动设置进刀和退刀运动并将“刀补”(parameter) 参数设置为“打开”(ON) 时,CL 数据将根据切削方向输出精确的刀补语句。
yes - CL 数据为车削序列中的进刀和退刀运动显示精确的刀补。
wcell_fixt_info_setup_file
<file name>
用于指定机床 - 夹具信息设置文件的路径。这是一个 .xml 文件,该文件储存了有关各个机床的信息以及每个机床的兼容性夹具。只有在指定了 wcell_fixt_info_setup_file 配置选项时,工艺表中的机床夹具兼容性功能才可用。
workpiece_instances
none、operations、steps、operations_and_steps
指定在制造过程中,Creo Parametric 生成工件几何表示的方式。
• none - 不生成几何表示。
• operations - 为每个操作创建几何表示并将此表示命名为 <workpiece-name>_<operation-name>。
• steps - 为每个步骤创建几何表示并将此表示命名为 <workpiece-name>_<step-name>。
• operations_and_steps - 为步骤及操作创建几何表示。