Parámetros de secuencia de desbaste giratorio y acabado rotativo
Parámetros de desbaste giratorio y acabado rotativo para las tolerancias y profundidades de corte
• MAX_STEP_OVER: permite especificar la distancia máxima entre las pasadas sucesivas. El ancho de paso máximo se calcula por defecto al seleccionar una herramienta.
Valor por defecto: en función de la relación interna después de definir la herramienta.
• STEP_DEPTH: permite especificar la profundidad incremental de cada pasada. El valor STEP_DEPTH debe ser mayor que cero. La profundidad del paso se calcula por defecto al seleccionar una herramienta.
Valor por defecto: en función de la relación interna después de definir la herramienta.
• STOCK_ALLOW: permite definir la cantidad de material que debe quedar en todas las superficies de mecanizado.
Valor por defecto: 1 (paso de desbaste giratorio), 0 (paso de acabado rotativo)
• FILTER_TYPE: permite seleccionar el tipo de región que se va a filtrar durante el mecanizado. Se especifica en relación con el porcentaje de umbral del diámetro de la herramienta. Se utiliza para evitar el mecanizado de regiones innecesarias.
Valor por defecto: INSCRIBED_CIRCLE
INSCRIBED_CIRCLE: se indica que el ancho máximo filtrado de la región es un diámetro de círculo que se inscribe en la trayectoria de herramienta dentro de dicha región.

• THRESHOLD_VALUE_PERCENT: permite especificar el valor de umbral como porcentaje del diámetro de la herramienta. Este valor determina el ancho de una región que se filtrará durante el mecanizado.
Valor por defecto: 0 por ciento
Este parámetro funciona en combinación con el parámetro FILTER_TYPE.
• NUMBER_INTERMEDIATE_SLICES: la rodaja intermedia es una rodaja de perfil entre las rodajas de desbaste sucesivas. Permite especificar el número de rodajas intermedias que se crearán.
Valor por defecto: 0
No se aplica a la geometría horizontal y vertical.
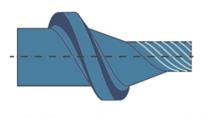
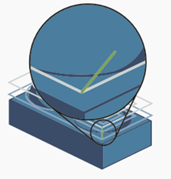
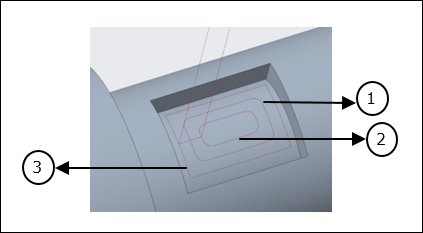
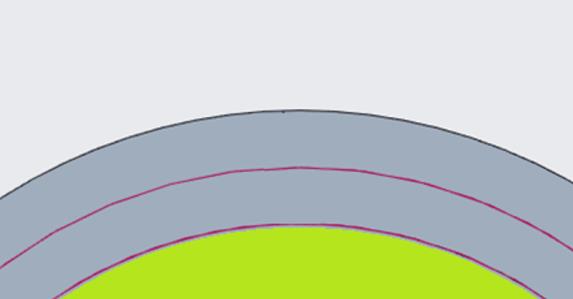
En la siguiente imagen se indican las rodajas intermedias generadas en la superficie inclinada entre las dos rodajas de desbaste consecutivas. No se genera ninguna rodaja intermedia en la superficie horizontal.
NUMBER_INTERMEDIATE_SLICES se define en 3:
1. Rodaja de desbaste giratorio
2. Tres rodajas intermedias generadas entre dos rodajas de desbaste
• INTERMEDIATE_DETECT_THICK_THAN: es el valor de umbral para conservar o quitar las rodajas intermedias. Se evitan las rodajas de perfil intermedias en las que la cantidad de material en bruto es inferior al valor de umbral especificado.

1. Valor de umbral especificado
El recorte se realiza de forma ascendente.
El recorte se lleva a cabo de la siguiente manera:
◦ Si DETECT_THICKER_THAN es 0, el filtrado se realiza mediante un valor impuesto (1.25*tolerancia de corte).
◦ Si DETECT_THICKER_THAN es mayor que 0, las rodajas se filtran dentro del valor de umbral.
Valor por defecto: 0
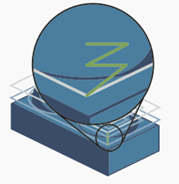
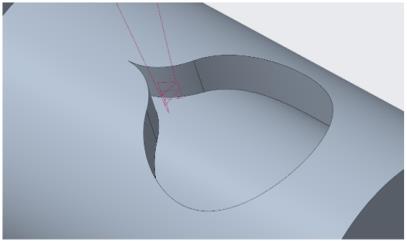
La siguiente trayectoria de herramienta se genera en las siguientes circunstancias:
◦ INTERMEDIATE_DETECT_THICK_THAN se define en 0, considerando el valor impuesto como 1.25*tolerancia de corte.
◦ NUMBER_INTERMEDIATE_SLICES se define en 3.

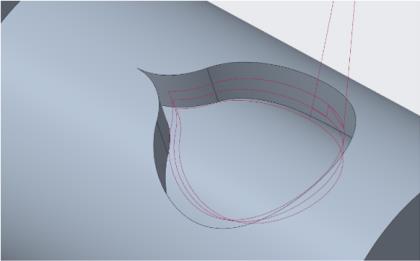
Cuando INTERMEDIATE_DETECT_THICK_THAN se define en 2 y NUMBER_INTERMEDIATE_SLICES se define en 3, se genera la siguiente trayectoria de herramienta:

En este caso, se quitarán algunas pasadas intermedias cuando la cantidad de material en bruto sea inferior al valor de INTERMEDIATE_DETECT_THICK_THAN especificado.
• MAX_DISCRETIZ_STEP: permite especificar la distancia máxima permitida entre dos puntos de la trayectoria de herramienta.
Si la distancia entre dos puntos de la trayectoria de herramienta es superior al valor de MAX_SEGMENT_LENGTH, se añaden puntos intermedios de modo que la distancia entre dos puntos siempre sea inferior al valor indicado para MAX_SEGMENT_LENGTH.
Si no se ha especificado ningún valor para MAX_SEGMENT_LENGTH (por defecto), solo se utilizará el valor de tolerancia para generar los puntos de la trayectoria de herramienta.
1. MAX_DISCRETIZ_STEP
• CONTAINMENT_OFFSET: permite crear una trayectoria de herramienta de desvío dentro de los bucles de contención según el valor especificado. Para el valor 0, no hay desvío y el corte se crea hasta los límites de los bucles de contención.
Valor por defecto: 0
No se pueden utilizar valores negativos. |
• ADDITIONAL_CUTS_ON_FLOOR: si se define en NO (por defecto), este parámetro crea cortes de profundidad de paso constante sin ningún corte adicional en el suelo. En estos casos, puede permanecer material en las superficies cilíndricas o cónicas, que pueden ser más o menos que el material definido por el usuario.
Si se define en YES, este parámetro crea un corte adicional en cada superficie cilíndrica o cónica junto con los cortes de profundidad de paso constante, conservando el material definido por el usuario. El número total de cortes generados no se distribuye equidistantemente.
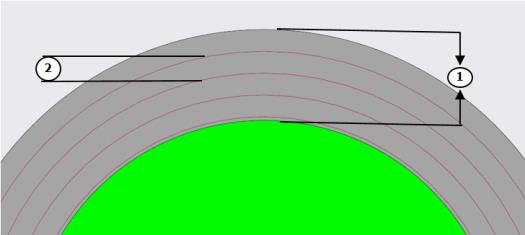
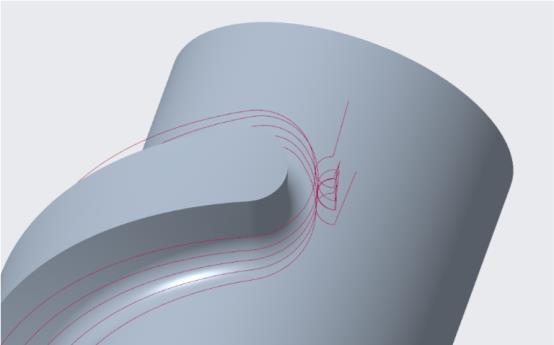
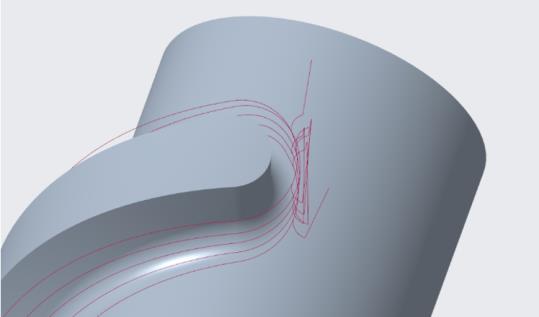
Por ejemplo, cuando ADDITIONAL_CUTS_ON_FLOOR se define en YES, se generan cortes adicionales en cada superficie cilíndrica junto con un corte de profundidad de paso constante, tal como se muestra en la siguiente imagen:

Las líneas continuas representan los cortes STEP_DEPTH y las líneas de puntos representan ADDITIONAL_CUTS_ON_FLOOR de la imagen.
El parámetro ADDITIONAL_CUTS_ON_FLOOR no se soporta en un paso de acabado rotativo con FINISH_OPTION definido en FLOOR_FINISH. |
• SHORT_MOVE_THRESHOLD: permite especificar el valor de umbral para segregar movimientos cortos o largos en función de la longitud de la trayectoria de herramienta.
Valor por defecto: 0

1. Longitud del movimiento de trayectoria de herramienta
• SHORT_MOVE_FILTER: permite filtrar los cortes con una longitud menor que el valor de SHORT_MOVE_THRESHOLD especificado.
Están disponibles las siguientes opciones:
◦ OPEN_CONTOURS: permite filtrar los movimientos cortos de bucle abierto.

◦ CLOSE_CONTOURS: permite filtrar los movimientos cortos del bucle cerrado.

◦ BOTH_CONTOURS: permite filtrar los movimientos cortos de bucle abierto y cerrado.

Por defecto: OPEN_CONTOURS
• TRIM_GAP_THRESHOLD: en un paso de desbaste giratorio, debido a la definición del material, la trayectoria de herramienta se recorta según la forma del material que crea brechas en la trayectoria de herramienta. En un paso de acabado rotativo, debido a las brechas existentes en las superficies de mecanizado, también se generan brechas dentro de la trayectoria de herramienta.
Especifique el valor de umbral para segregar brechas pequeñas o grandes según el tamaño de brecha en la trayectoria de herramienta.
Para el valor por defecto, todas las brechas se omiten y se vuelven a vincular.
Valor por defecto: 0
Para el valor definido, las brechas más pequeñas que los valores de umbral se conectan y la herramienta permanece en la posición baja. Solo se omiten y vuelven a vincular las brechas más grandes que el valor de umbral.
Por ejemplo:
◦ Cuando el valor de umbral es 0, todas las brechas se omiten y se vuelven a enlazar.
◦ Cuando el valor definido es mayor que el valor de umbral de tamaño de brecha pequeña, se evitan brechas más pequeñas y la herramienta permanece en el suelo. Solo las brechas grandes se omiten y se vuelven a enlazar.
Parámetro de desbaste y acabado rotativo para movimientos de corte
• MACHINE_BY: permite seleccionar una de las opciones de mecanizado que se indican a continuación.
◦ REGIONS: cada región se mecaniza por separado una tras otra.

◦ LEVELS: todas las regiones se mecanizan simultáneamente en niveles sucesivos.

Parámetros de desbaste giratorio y acabado rotativo para movimientos de entrada/salida
• CLOSED_AREA_ENTRY: permite especificar el método de entrada para áreas cerradas.
Están disponibles las siguientes opciones:
◦ AUTOMATIC: la herramienta toma la entrada más adecuada para el área cerrada.
◦ HELICAL: la herramienta entra en un área cerrada siguiendo una trayectoria helicoidal. El parámetro ELICAL_DIAMETER_PERC permite especificar el diámetro de la hélice.

◦ LINE_RAMP: la herramienta entra en un área cerrada siguiendo una línea angular.
◦ ZIG_ZAG_RAMP: la herramienta entra en un área cerrada siguiendo una línea angular en un movimiento en zig-zag.
◦ PROFILE_RAMP: la herramienta entra en un área cerrada siguiendo la forma del contorno de la trayectoria de herramienta.

Valor por defecto: AUTOMATIC
En el caso de los pasos de acabado rotativo, las opciones CLOSED_AREA_ENTRY solo se aplican cuando FINISH_OPTION se define en FLOOR_FINISH. |
• RAMP_ANGLE: permite especificar el ángulo con el que la herramienta entra en la siguiente rodaja o pasada.
Valor por defecto: 5
• HELICAL_DIAMETER_PERC: permite especificar el diámetro de hélice máximo permitido como porcentaje del diámetro de la herramienta. Se aplica a la entrada helicoidal de la herramienta.
Valor por defecto: 80 por ciento
• RAPID_DISTANCE: permite especificar la distancia a partir de la cual la herramienta se retrae o se aproxima a un avance rápido a lo largo del eje. La distancia rápida incluye la distancia de seguridad.
Valor por defecto: 20 mm
• AIR_MOVE_SAFETY_DIST: la distancia mínima entre los movimientos aéreos de la herramienta y las superficies de la pieza de referencia para evitar colisiones.
Valor por defecto: 10 mm

Parámetros de desbaste giratorio y acabado rotativo para configuración de la máquina
• SMOOTH_RADIUS: permite especificar el radio para el mecanizado de esquina suave o acuerdos en pasadas intermedias.
Este parámetro genera un radio suave solo para las pasadas intermedias. El valor debe ser mayor que 0 y menor que el valor MAX_STEP_OVER.
Por defecto: -
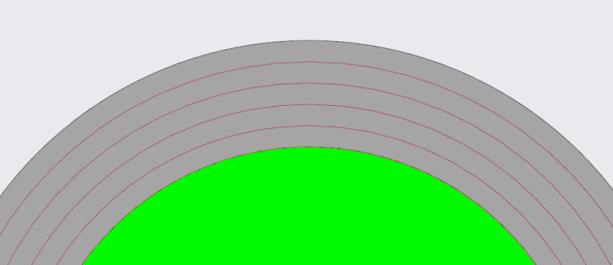
En la siguiente imagen se indica la pasada final y las pasadas intermedias cuando el valor de SMOOTH_RADIUS es 6 y el valor de FINAL_PASS_SMOOTH_RADIUS es 0.
1. Pasada intermedia
2. Pasada intermedia
3. Pasada final
• FINAL_PASS_SMOOTH_RADIUS: permite especificar el radio para el mecanizado de esquina suave o acuerdos en la pasada final.
Este parámetro genera un radio suave solo para la pasada final. El valor debe ser mayor que 0 y menor que el valor MAX_STEP_OVER.
Valor por defecto: 0
Para generar un radio suave en las pasadas finales, el valor debe ser mayor que 0 y menor que el valor MAX_STEP_OVER.
Si el valor especificado es mayor que 0, este parámetro solo funciona si el valor definido de SMOOTH_RADIUS es mayor que 0. |
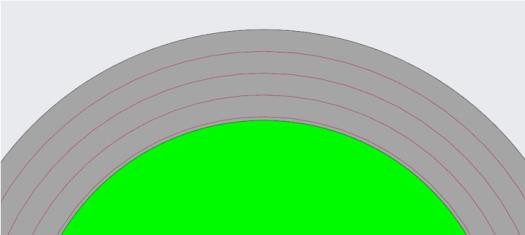
En la siguiente imagen se indica la pasada final y las pasadas intermedias cuando el valor de SMOOTH_RADIUS es 3 y el valor de FINAL_PASS_SMOOTH_RADIUS es 6.

1. Pasada intermedia
2. Pasada intermedia
3. Pasada final
Parámetros de desbaste giratorio
• TOOL_AXIS_OFFSET: permite el mecanizado de desbaste giratorio con un desvío de eje. La línea central de la herramienta se desvía del eje de rotación de la pieza trabajada.
Este parámetro permite que la herramienta corte correctamente con las aristas de corte y no con el centro de la herramienta. Por lo tanto, se pueden conseguir velocidades de corte más estables y más cercanas al diámetro con herramientas no esféricas.
El desvío siempre está en la dirección opuesta a la dirección de rotación y cambia automáticamente de posición cuando cambia la dirección de rotación. Este cambio se produce en un movimiento lineal sin movimiento de rotación. De este modo, se evita que la herramienta se dañe y se garantiza que el proceso sea seguro.
El valor máximo aceptado no puede superar el radio de la herramienta.
Valor por defecto: 0
No se pueden utilizar valores negativos. |

Cuando el valor TOOL_AXIS_OFFSET definido es mayor que 0:

Cuando el valor TOOL_AXIS_OFFSET definido es 0:

• CONNECT_SEGMENTED_TOOLPATH: si se define en NO (por defecto), este parámetro quitará todos los segmentos de la trayectoria de herramienta que no intersecten con el material.

Si se define en YES, este parámetro conecta los contornos segmentados que intersectan parcialmente con el material.

• ENSURE_FINISH_CUT: si se define en NO (valor por defecto), este parámetro genera segmentos parciales de la trayectoria de herramienta que tienen retracciones.
Si se define en YES, este parámetro conecta los segmentos parciales y efectúa un corte completo, minimizando las retracciones.
• MIN_ADAPTIVE_STEP_DEPTH: es el valor de umbral que determina una de las opciones que se indican a continuación.
◦ Adición de un corte adicional para que todos los cortes sean equidistantes y no se deja ningún material en áreas planas.
◦ Sin adición de un corte adicional. En su lugar, se genera una trayectoria de herramienta con una profundidad de paso constante, que puede dejar algo de material en las áreas planas.
Si el valor especificado es menor que el valor de umbral, se genera un corte adicional. Si el valor especificado es mayor que el valor de umbral, no se genera ningún corte adicional.
Si se genera un corte adicional, los cortes de profundidades del paso existente y el corte adicional se distribuyen equidistantemente.
El valor de umbral MIN_ADAPTIVE_STEP_DEPTH se determina mediante la siguiente fórmula:
Distancia entre cilindros/Total de cortes necesarios
Ejemplo 1:
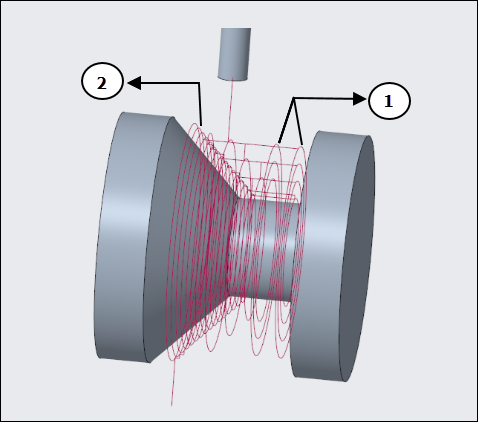
Considere los dos cilindros del siguiente modelo, donde la distancia entre los dos cilindros es 25 y la profundidad del paso es 6.
1. Distancia entre 2 cilindros
2. Profundidad del paso
La trayectoria de herramienta genera cuatro cortes de profundidad de corte constante, lo que deja algo de material en la superficie superior del cilindro 2. Para realizar el mecanizado de esta superficie superior del cilindro 2, se requiere un corte de profundidad adicional. Por lo tanto, se requiere un total de cinco cortes que incluyen cuatro cortes de profundidad de paso constante y un corte de profundidad adicional. Estos cinco cortes se distribuyen equidistantemente entre los 2 cilindros.
En este ejemplo, el valor del umbral MIN_ADAPTIVE_STEP_DEPTH se calcula como 25 dividido por 5 con el resultado 5, según la fórmula definida.
Si el valor del parámetro MIN_ADAPTIVE_STEP_DEPTH se define en 4, que es inferior al valor de umbral de 5, se generan cinco cortes equidistantes que no dejan ningún material en la superficie superior del cilindro 2.
Si el valor del parámetro MIN_ADAPTIVE_STEP_DEPTH se define en 7, que es mayor que el valor de umbral de 5, se desestimará el quinto corte. Se generan cuatro cortes con seis pasos de profundidad constante dejando el material en la superficie superior del cilindro 2.
Ejemplo 2:
Considere los 2 cilindros del siguiente modelo, donde la distancia entre los 2 cilindros es 10 y la profundidad del paso es 7:

1. Distancia entre 2 cilindros
2. Profundidad del paso
La trayectoria de herramienta genera un único corte de profundidad de paso constante, lo que deja algo de material en la superficie superior del cilindro 2. Para realizar el mecanizado de esta superficie superior del cilindro 2, se requiere un corte de profundidad adicional. Por lo tanto, se requiere un total de dos cortes que incluyen un corte de profundidad de paso constante y un corte de profundidad adicional. Estos dos cortes se distribuyen equidistantemente entre los 2 cilindros.
En este ejemplo, el valor del umbral MIN_ADAPTIVE_STEP_DEPTH se calcula como 10 dividido por 2 con el resultado de 5, según la fórmula definida.
Si el valor del parámetro MIN_ADAPTIVE_STEP_DEPTH se define en 4.9, que es inferior al valor de umbral de 5, se generan dos cortes equidistantes que no dejan ningún material en la superficie superior del cilindro 2.
Si el valor del parámetro MIN_ADAPTIVE_STEP_DEPTH se define en 5.1, que es superior al valor de umbral 5, el segundo corte se desestimará. Solo se genera un corte único con siete cortes de profundidad constante, dejando material en la superficie superior del cilindro 2.

• SCAN_TYPE: están disponibles las opciones que se indican a continuación.
◦ OFFSET_ONLY: permite definir una trayectoria de herramienta de desvío a lo largo del eje rotativo en toda la superficie de mecanizado. La trayectoria de herramienta se desvía de todas las aristas de las superficies de mecanizado.

◦ OFFSET_AND_SPIRAL: permite utilizar una combinación de dos tipos de rodajas. La trayectoria de herramienta genera automáticamente cortes en espiral hasta que encuentre una obstrucción. Después de encontrar una obstrucción, la trayectoria de herramienta revierte a una estrategia de desvío.

Parámetros de acabado rotativo
• CLOSED_LOOP_OVERLAP: permite no generar una trayectoria de herramienta solapada en los bucles cerrados.
Valor por defecto: 0
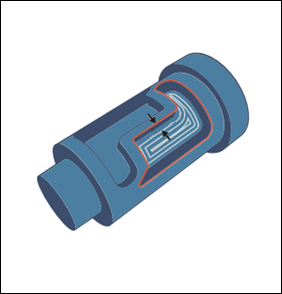
La siguiente trayectoria de herramienta se genera cuando CLOSED_LOOP_OVERLAP es 0:
Si el valor definido es mayor que 0, se genera una trayectoria de herramienta solapada según el valor especificado en los bucles cerrados para evitar marcas de corte en las posiciones de las guías de entrada y salida.
La siguiente trayectoria de herramienta se genera cuando CLOSED_LOOP_OVERLAP es 3:
El parámetro CLOSED_LOOP_OVERLAP no se soporta con FINISH_OPTION definido en FLOOR_FINISH. |
• OPTIMIZED_WALL_STEP_DEPTH: se trata de la profundidad de paso mínima definida para el acabado de curvas o superficies inclinadas.
Este parámetro solo se soporta si FINISH_OPTION se define en OPTIMIZED_WALL_FINISH. |
Valor por defecto: 0.1
• FINISH_OPTION: permite especificar el método de mecanizado para crear una trayectoria de herramienta optimizada.
Válido únicamente para el paso de acabado rotativo.
Valor por defecto: WALL_FINISH
Están disponibles las siguientes opciones:
◦ WALL_FINISH: permite mecanizar las superficies de pared mediante STEP_DEPTH. Esta opción se utiliza para mecanizar áreas en pendiente.

◦ OPTIMIZED_WALL_FINISH: permite mecanizar las superficies inclinadas y de curva con una trayectoria de herramienta optimizada. La trayectoria de herramienta utiliza la combinación de los parámetros MAX_STEP_OVER y OPTIMIZED_WALL_STEP_DEPTH.
Esta opción permite optimizar el ancho de paso de las paredes a fin de producir un ancho de paso máximo más coherente al mecanizar superficies curvas e inclinadas. La profundidad de paso mínima se ajusta para reducir el número necesario de trayectorias de herramienta y aumentar la eficacia del mecanizado.
Los cortes del ancho de paso optimizados se recortan para reducir el tiempo del ciclo de desarrollo, siempre que sea posible.
◦ FLOOR_FINISH: permite mecanizar las superficies cilíndricas y cónicas mediante MAX_STEP_OVER. Esta opción se utiliza para mecanizar áreas rasas.