Material excedente local
En general, la cantidad de material que queda después de un corte de desbaste o una secuencia de CN semiacabada está controlada por los siguientes parámetros de mecanizado: ROUGH_STOCK_ALLOW, PROF_STOCK_ALLOW y Z_STOCK_ALLOW. Estos parámetros especifican el material excedente para todas las superficies mecanizadas en esta secuencia de CN. Sin embargo, en algunas ocasiones, podría ser necesario especificar un valor de material excedente diferente para determinadas superficies, por ejemplo, para dejar material adicional para operaciones de esmerilado posteriores o ajustar el material excedente antes del tratamiento térmico.
Esta función estará disponible para el torneado de área, de área de 4 ejes, de ranura y de perfiles.
Al crear una secuencia de torneado, es posible especificar los valores de estos parámetros seleccionando los parámetros pertinentes en el cuadro de diálogo Editar parámetros (Edit Parameters). Este cuadro de diálogo se abre cuando se definen los Parámetros (Parameters) de la secuencia. Al trabajar con secuencias clásicas, se puede especificar el material excedente local seleccionando una cadena de segmentos en un perfil de torneado e introduciendo un valor que se aplicará solo a esa cadena.
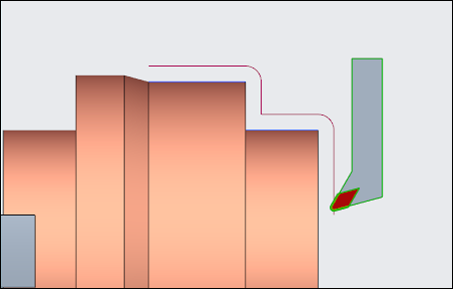
Para una secuencia de torneado de perfil, el valor Material excedente (Stock Allowance) de la opción Todas las entidades (All Entities) del cuadro de diálogo Corte de torneado de perfiles (Profile Turning Cut) en el nivel de movimiento de herramienta se aplica a todas las entidades de un perfil de torneado seleccionado. Para especificar el material excedente local para entidades específicas del perfil de torneado seleccionado, despeje la casilla Todas las entidades (All Entities), seleccione las entidades y, a continuación, especifique el valor de desvío para cada entidad.
Se deben tener en cuenta los siguientes escenarios para los valores especificados de STOCK_ALLOW y Z_STOCK_ALLOW en una secuencia de torneado de perfil:
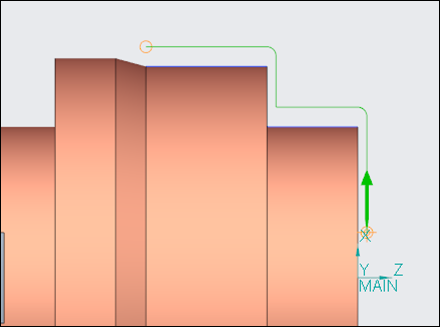
• El valor especificado de STOCK_ALLOW es 10 y el valor especificado de Z_STOCK_ALLOW es – (guion) en el nivel de secuencia.
Dado que el valor del parámetro Z_STOCK_ALLOW es – (guion), el valor del parámetro STOCK_ALLOW se aplica a lo largo del eje X y el eje Z.
Si el valor del parámetro Z_STOCK_ALLOW es 0 o mayor que 0, el valor del parámetro STOCK_ALLOW se aplica solo a lo largo del eje X.
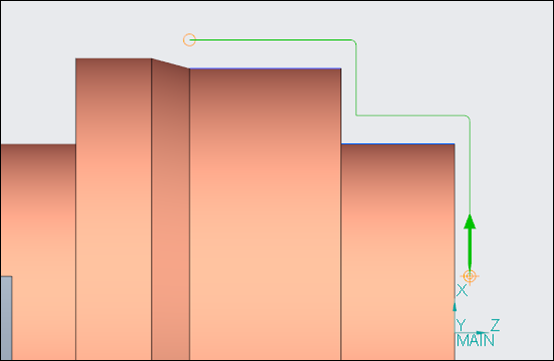
• El valor especificado de STOCK_ALLOW es 10 y Z_STOCK_ALLOW es 3 en el nivel de secuencia.
El valor 10 del parámetro STOCK_ALLOW se aplica a lo largo del eje X y el valor 3 del parámetro Z_STOCK_ALLOW se aplica a lo largo del eje Z.
• El valor especificado de STOCK_ALLOW es 10 y el valor especificado de Z_STOCK_ALLOW es 3 en el nivel de secuencia. Además, el valor de Material excedente (Stock Allowance) especificado para Todas las entidades (All Entities) en el cuadro de diálogo Corte de torneado de perfiles (Profile Turning Cut) en el nivel de movimiento de herramienta es 2.
La suma del valor de STOCK_ALLOW parámetro y el valor de Material excedente (Stock Allowance) igual a 12 se aplica a lo largo del eje X. La suma del valor de Z_STOCK_ALLOW parámetro y el valor de Material excedente (Stock Allowance) igual a 5 se aplica a lo largo del eje Z.
Se produce un comportamiento similar de la trayectoria de herramienta en las secuencias de torneado de desbaste y ranurado cuando se define ROUGH_STOCK_ALLOW o PROF_STOCK_ALLOW junto con Z_STOCK_ALLOW y material excedente local para las entidades.