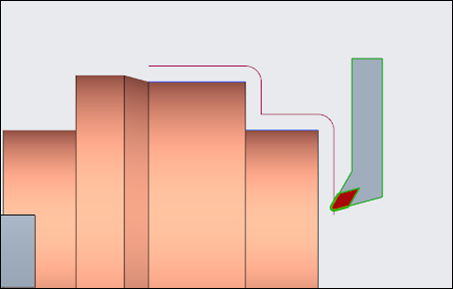
Локальный чистовой припуск
Как правило, припуск на заготовке, остающийся после предварительного или получистового ЧПУ-перехода, контролируется следующими параметрами механообработки: ROUGH_STOCK_ALLOW, PROF_STOCK_ALLOW и Z_STOCK_ALLOW. Они определяют припуск для всех обрабатываемых поверхностей в ЧПУ-переходе. В некоторых случаях необходимо определить другое значение припуска для некоторых поверхностей, например, чтобы оставить припуск для последующих операций шлифовки или скорректировать припуск заготовки с учетом теплового расширения.
Эти функциональные особенности доступны для токарной обработки области, а также для 4-координатной обработки области, проточки и профиля.
При создании последовательности точения можно определить значения для этих параметров, выбрав соответствующие параметры в диалоговом окне Править параметры (Edit Parameters). Это диалоговое окно открывается при определении значений пункта Параметры (Parameters) в последовательности. При работе с классическими последовательностями можно определить локальный чистовой припуск, выбрав цепочки сегментов в профиле точения и введя значение, которое будет применено только для этой цепочки.
Для последовательности токарной обработки профиля значение Припуск (Stock Allowance) для опции Все объекты (All Entities) в диалоговом окне Вырез с токарной обработкой профиля (Profile Turning Cut) на уровне "Движение инструмента" (Tool Motion) применяется ко всем объектам выбранного профиля точения. Чтобы указать локальный припуск для конкретных объектов выбранного профиля точения, снимите флажок Все объекты (All Entities), выберите объекты и укажите значение смещения для каждого объекта.
Рассмотрим следующий сценарий для указанных значений STOCK_ALLOW и Z_STOCK_ALLOW в последовательности токарной обработки профиля:
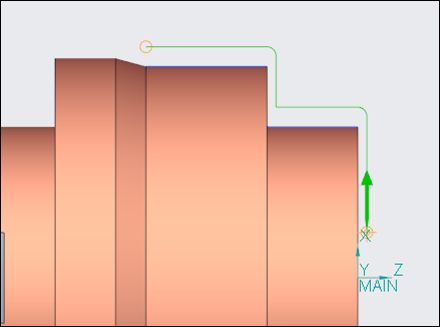
• Для STOCK_ALLOW указано значение 10, а для Z_STOCK_ALLOW указано значение – (дефис) на уровне последовательности.
Так как параметр Z_STOCK_ALLOW имеет значение – (дефис), значение параметра STOCK_ALLOW применяется и вдоль оси X, и вдоль оси Z.
Если значение параметра Z_STOCK_ALLOW равно 0 или больше 0, значение параметра STOCK_ALLOW применяется только вдоль оси X.
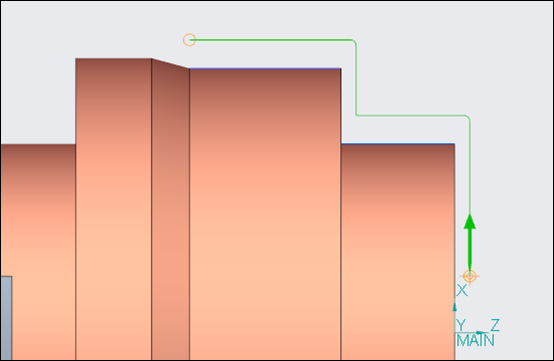
• Для STOCK_ALLOW указано значение 10, а для Z_STOCK_ALLOW указано значение 3 на уровне последовательности.
Значение параметра STOCK_ALLOW 10 применяется вдоль оси X, а значение параметра Z_STOCK_ALLOW 3 применяется вдоль оси Z.
• Для STOCK_ALLOW указано значение 10, а для Z_STOCK_ALLOW указано значение 3 на уровне последовательности. Кроме того, для опции Припуск (Stock Allowance) в разделе Все объекты (All Entities) в диалоговом окне Вырез с токарной обработкой профиля (Profile Turning Cut) на уровне "Движение инструмента" (Tool Motion) задано значение 2.
Суммарное значение параметров STOCK_ALLOW и Припуск (Stock Allowance), равное 12, применяется вдоль оси X. Суммарное значение параметров Z_STOCK_ALLOW и Припуск (Stock Allowance), равное 5, применяется вдоль оси Z.
Аналогичное поведение траектории инструмента имеет место в последовательностях "Токарная обработка области" (Area Turning) и "Токарная гравировка" (Groove Turning), когда параметры ROUGH_STOCK_ALLOW или PROF_STOCK_ALLOW определены вместе с параметром Z_STOCK_ALLOW и локальным припуском для объектов.