Parametri di sequenza di sgrossatura rotativa e finitura rotativa
Parametri di sgrossatura rotativa e finitura rotativa per profondità di taglio e sovrametallo
• MAX_STEP_OVER - Specificate la distanza massima tra le passate successive. Il passo laterale massimo viene calcolato per default quando si seleziona un utensile.
Valore di default: basato sulla relazione interna una volta definito l'utensile
• STEP_DEPTH - Specificate la profondità incrementale di ogni passata. Il valore di STEP_DEPTH deve essere maggiore di zero. La profondità del passo viene calcolata per default quando selezionate un utensile.
Valore di default: basato sulla relazione interna una volta definito l'utensile
• STOCK_ALLOW - Definite la quantità di materiale da lasciare su tutte le superfici di lavorazione.
Default: 1 (passo di sgrossatura rotativa), 0 (passo di finitura rotativa)
• FILTER_TYPE - Selezionate il tipo di regione da escludere durante la lavorazione. Viene specificato in relazione alla percentuale di soglia del diametro dell'utensile e utilizzato per evitare la lavorazione di regioni non necessarie.
Valore di default: INSCRIBED_CIRCLE
INSCRIBED_CIRCLE - Indica che la larghezza massima della regione filtrata è un diametro di un cerchio, inscritto in un percorso utensile all'interno di una regione del tipo specificato.

• THRESHOLD_VALUE_PERCENT - Specificate il valore di soglia come percentuale del diametro dell'utensile. Questo valore determina la larghezza di una regione da filtrare durante la lavorazione.
Valore di default: 0%
Questo parametro viene utilizzato in combinazione con FILTER_TYPE.
• NUMBER_INTERMEDIATE_SLICES - La fetta intermedia è una fetta di profilo tra le fette di sgrossatura successive. Specificate il numero di fette intermedie da creare.
Valore di default: 0
Non si applica alla geometria orizzontale e verticale.
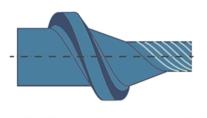
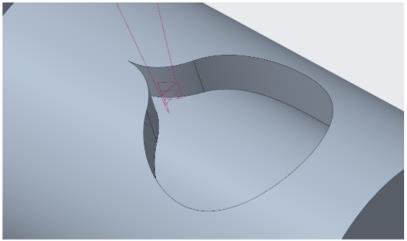
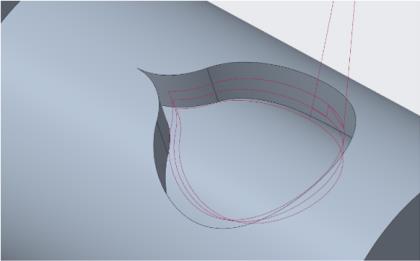
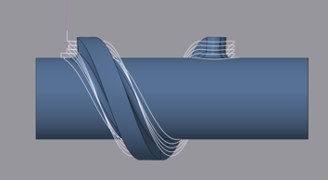
L'immagine riportata di seguito indica le fette intermedie generate sulla superficie inclinata tra le due fette di sgrossatura consecutive. Non viene generata alcuna fetta intermedia sulla superficie orizzontale.
NUMBER_INTERMEDIATE_SLICES è impostato su 3:
1. Fetta di sgrossatura rotativa
2. Tre fette intermedie generate tra due fette di sgrossatura
• INTERMEDIATE_DETECT_THICK_THAN - Rappresenta il valore di soglia per mantenere o rimuovere le fette intermedie. Evita fette di profilo intermedie in cui la quantità di materiale è inferiore al valore di soglia specificato.
1. Valore di soglia specificato
Il rifilo viene eseguito dal basso verso l'alto.
Il rifilo viene eseguito nel modo seguente:
◦ Se DETECT_THICKER_THAN è 0, il filtraggio viene eseguito utilizzando un valore imposto (1.25*tolleranza di taglio).
◦ Se DETECT_THICKER_THAN è maggiore di 0, le fette vengono filtrate entro il valore di soglia.
Valore di default: 0
Il seguente percorso utensile viene generato in alcune condizioni specifiche:
◦ INTERMEDIATE_DETECT_THICK_THAN è impostato su 0 considerando il valore imposto di 1.25*tolleranza di taglio.
◦ NUMBER_INTERMEDIATE_SLICES è impostato su 3.

Quando INTERMEDIATE_DETECT_THICK_THAN è impostato su 2 e NUMBER_INTERMEDIATE_SLICES è impostato su 3, viene generato il seguente percorso utensile:

In tal caso, alcune passate intermedie vengono rimosse quando la quantità di materiale è inferiore al valore di INTERMEDIATE_DETECT_THICK_THAN specificato.
• MAX_DISCRETIZ_STEP - Specifica la distanza massima consentita tra due punti sul percorso utensile.
Se la distanza tra due punti sul percorso utensile è superiore al valore di MAX_DISCRETIZ_STEP, vengono aggiunti punti intermedi in modo che la distanza tra due punti sia sempre inferiore a MAX_DISCRETIZ_STEP.
Se non viene specificato alcun valore per MAX_DISCRETIZ_STEP (impostazione di default), per generare i punti del percorso utensile viene utilizzato esclusivamente il valore di tolleranza.
1. MAX_DISCRETIZ_STEP
• CONTAINMENT_OFFSET - Crea un percorso utensile di offset all'interno dei loop di contenimento in base al valore specificato. Per il valore 0, non è presente alcun offset e il taglio viene creato fino ai limiti dei loop di contenimento.
Valore di default: 0
Non sono supportati valori negativi. |
• ADDITIONAL_CUTS_ON_FLOOR - Se è impostato su NO (impostazione di default), questo parametro crea tagli con profondità del passo costante senza tagli aggiuntivi sul pavimento. In questi casi, sulla superficie cilindrica o conica potrebbe rimanere del materiale, che può essere maggiore o minore del materiale definito dall'utente.
Se è impostato su YES, questo parametro crea un taglio aggiuntivo su ciascuna superficie cilindrica o conica insieme ai tagli con profondità del passo costante, mantenendo il materiale definito dall'utente. Il numero totale di tagli generati non è distribuito in modo equidistante.
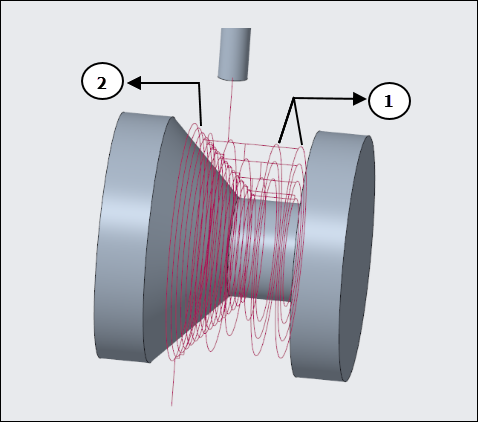
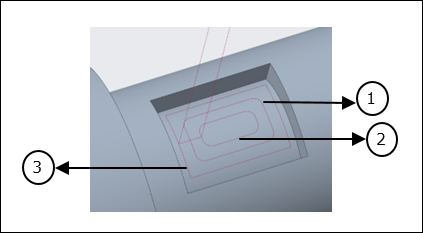
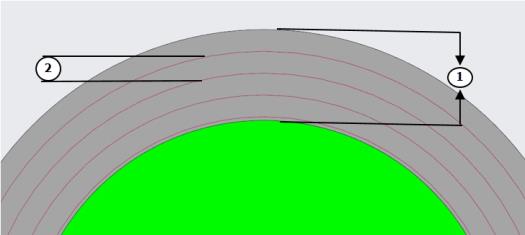
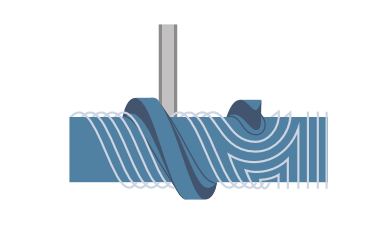
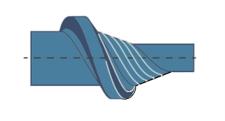
Ad esempio, quando ADDITIONAL_CUTS_ON_FLOOR è impostato su YES, vengono generati tagli aggiuntivi su ciascuna superficie cilindrica insieme ai tagli con profondità del passo costante, come illustrato nell'immagine seguente:

Le linee continue rappresentano tagli di STEP_DEPTH e le linee punteggiate rappresentano tagli di ADDITIONAL_CUTS_ON_FLOOR nell'immagine.
Il parametro ADDITIONAL_CUTS_ON_FLOOR non è supportato in un passo di finitura rotativa con FINISH_OPTION impostato su FLOOR_FINISH. |
• SHORT_MOVE_THRESHOLD - Specificate il valore di soglia per separare i movimenti brevi e lunghi in base alla lunghezza del percorso utensile.
Valore di default: 0

1. Lunghezza del movimento del percorso utensile
• SHORT_MOVE_FILTER - Filtra i tagli con lunghezza inferiore al valore specificato di SHORT_MOVE_THRESHOLD.
Di seguito sono riportate le opzioni disponibili.
◦ OPEN_CONTOURS - Filtra i movimenti brevi di loop aperti.

◦ CLOSE_CONTOURS - Filtra i movimenti brevi di loop chiusi.

◦ BOTH_CONTOURS - Filtra i movimenti brevi di loop aperti e chiusi.

Default: OPEN_CONTOURS
• TRIM_GAP_THRESHOLD - In un passo di sgrossatura rotativa, per via della definizione del materiale, il percorso utensile viene rifilato in base alla forma del materiale, creando spazi all'interno del percorso utensile. In un passo di finitura rotativa, per via di spazi all'interno delle superfici di lavorazione, vengono generati spazi anche all'interno del percorso utensile.
Specificate il valore di soglia per separare spazi piccoli o grandi in base alla loro dimensione all'interno del percorso utensile.
Per il valore di default, tutti gli spazi vengono ignorati e ricollegati.
Valore di default: 0
Per il valore definito, gli spazi più piccoli rispetto ai valori di soglia vengono connessi e l'utensile rimane inattivo. Soltanto gli spazi più grandi rispetto al valore di soglia vengono ignorati e ricollegati.
Ad esempio:
◦ Quando il valore di soglia è 0, tutti gli spazi vengono ignorati e ricollegati.
◦ Quando il valore impostato è maggiore del valore di soglia della dimensione degli spazi piccoli, gli spazi più piccoli vengono evitati e l'utensile rimane inattivo. Vengono ignorati e ricollegati soltanto gli spazi grandi.
Parametro di sgrossatura rotativa e finitura rotativa per movimenti di taglio
• MACHINE_BY - Selezionate una delle seguenti opzioni di lavorazione:
◦ REGIONS - Ogni regione viene lavorata separatamente, una dopo l'altra.

◦ LEVELS - Tutte le regioni vengono lavorate simultaneamente a livelli successivi.

Parametri di sgrossatura rotativa e finitura rotativa per movimenti di entrata/uscita
• CLOSED_AREA_ENTRY - Specificate il metodo di entrata per aree chiuse.
Di seguito sono riportate le opzioni disponibili.
◦ AUTOMATIC - L'utensile utilizza l'entrata più adatta per l'area chiusa.
◦ HELICAL - L'utensile entra in un'area chiusa seguendo una traiettoria elicoidale. Il diametro dell'elica è specificato mediante il parametro HELICAL_DIAMETER_PERC.

◦ LINE_RAMP - L'utensile entra in un'area chiusa seguendo una linea angolare.

◦ ZIG_ZAG_RAMP - L'utensile entra in un'area chiusa seguendo una linea angolare con un movimento a zig-zag.

◦ PROFILE_RAMP - L'utensile entra in un'area chiusa seguendo la forma del contorno del percorso utensile.

Valore di default: AUTOMATIC
Per i passi di finitura rotativa, le opzioni di CLOSED_AREA_ENTRY sono applicabili solo quando FINISH_OPTION è impostato su FLOOR_FINISH. |
• RAMP_ANGLE - Specificate l'angolo di entrata dell'utensile nella passata o nella fetta successiva.
Valore di default: 5
• HELICAL_DIAMETER_PERC - Specificate il diametro massimo consentito dell'elica come percentuale del diametro dell'utensile. Si applica all'entrata elicoidale dell'utensile.
Valore di default: 80%
• RAPID_DISTANCE - Specificate la distanza da cui l'utensile si ritrae o si avvicina con avanzamento veloce lungo l'asse. La distanza rapida include la distanza di gioco.
Valore di default: 20 mm
• AIR_MOVE_SAFETY_DIST - Rappresenta la distanza minima tra i movimenti aerei dell'utensile e le superfici della parte di riferimento per evitare la collisione.
Valore di default: 10 mm

Parametri di sgrossatura rotativa e finitura rotativa per le impostazioni di macchina
• SMOOTH_RADIUS - Specificate il raggio per il raccordo o la lavorazione di angoli levigati in tutte le passate intermedie.
Questo parametro genera un raggio uniforme soltanto per le passate intermedie. Il valore deve essere maggiore di 0 e minore del valore di MAX_STEP_OVER.
Valore di default: -
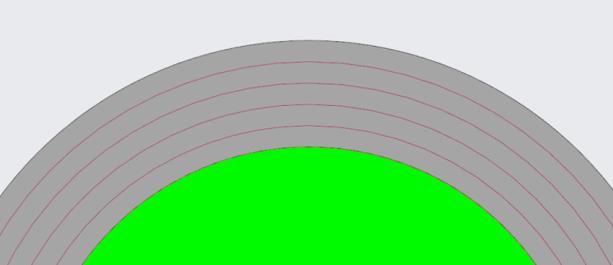
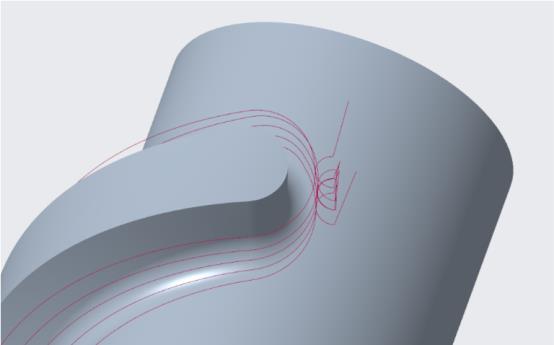
L'immagine riportata di seguito indica la passata finale e le passate intermedie quando il valore di SMOOTH_RADIUS è 6 e il valore di FINAL_PASS_SMOOTH_RADIUS è 0.
1. Passata intermedia
2. Passata intermedia
3. Passata finale
• FINAL_PASS_SMOOTH_RADIUS - Specificate il raggio per il raccordo o la lavorazione di angoli levigati nella passata finale.
Questo parametro genera un raggio uniforme soltanto per la passata finale. Il valore deve essere maggiore di 0 e minore del valore di MAX_STEP_OVER.
Valore di default: 0
Per generare un raggio levigato sulla passata finale, il valore deve essere maggiore di 0 e minore del valore di MAX_STEP_OVER.
Quando il valore specificato è maggiore di 0, questo parametro funziona solo quando il valore definito di SMOOTH_RADIUS è maggiore di 0. |
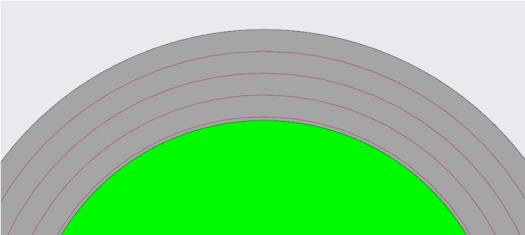
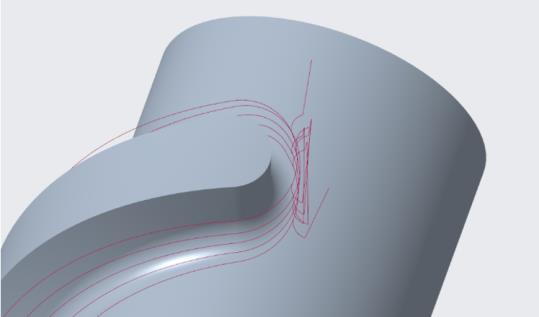
L'immagine riportata di seguito indica la passata finale e le passate intermedie quando il valore di SMOOTH_RADIUS è 3 e il valore di FINAL_PASS_SMOOTH_RADIUS è 6.

1. Passata intermedia
2. Passata intermedia
3. Passata finale
Parametri di sgrossatura rotativa
• TOOL_AXIS_OFFSET - Consente la lavorazione di sgrossatura rotativa con un offset di asse. L'asse di mezzeria dell'utensile è sfalsato dall'asse di rotazione del pezzo in lavorazione.
Questo parametro consente all'utensile di effettuare tagli corretti con gli spigoli di taglio e non con il centro dell'utensile. È quindi possibile conseguire velocità di taglio più stabili e tagli vicini al diametro con utensili non sferici.
L'offset è sempre nella direzione opposta alla direzione di rotazione e cambia automaticamente posizione al variare di quest'ultima. Questa modifica si verifica in un movimento lineare senza movimento rotatorio. In questo modo si evitano danni all'utensile, garantendo un processo sicuro.
Il valore massimo accettato non può essere superiore al raggio dell'utensile.
Valore di default: 0
Non sono supportati valori negativi. |

Quando il valore di TOOL_AXIS_OFFSET definito è maggiore di 0:
Quando il valore di TOOL_AXIS_OFFSET definito è 0:

• CONNECT_SEGMENTED_TOOLPATH - Se impostato su NO (impostazione di default), questo parametro rimuove tutti i segmenti del percorso utensile che non intersecano il materiale.

Se impostato su YES, questo parametro connette i contorni segmentati che intersecano parzialmente il materiale.

• ENSURE_FINISH_CUT - Se impostato su NO (impostazione di default), questo parametro genera segmenti parziali del percorso utensile con retrazioni.
Se impostato su YES, questo parametro connette i segmenti parziali ed effettua un taglio completo, riducendo al minimo le retrazioni.
• MIN_ADAPTIVE_STEP_DEPTH - Si tratta del valore di soglia che determina una delle seguenti condizioni:
◦ Aggiunta di un taglio supplementare per rendere tutti i tagli equidistanti senza lasciare del materiale sulle aree piatte.
◦ Nessuna aggiunta di un taglio supplementare. Viene generato un percorso utensile con profondità del passo costante, che può lasciare del materiale sulle aree piatte.
Se il valore specificato è minore del valore di soglia, viene generato un taglio supplementare. Se il valore specificato è maggiore del valore di soglia, non viene generato alcun taglio supplementare.
In caso di generazione di un taglio supplementare, i tagli con profondità del passo esistenti e il taglio supplementare vengono distribuiti in modo equidistante.
Il valore di soglia di MIN_ADAPTIVE_STEP_DEPTH è determinato dalla seguente formula:
Distanza tra cilindri / Totale di tagli richiesti
Esempio 1:
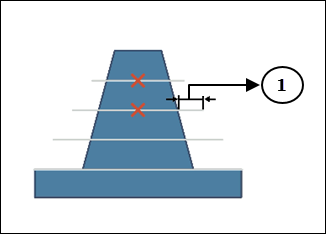
Considerate i due cilindri del modello riportato di seguito, dove la distanza tra i due cilindri è 25 e la profondità del passo è 6.
1. Distanza tra 2 cilindri
2. Profondità del passo
Il percorso utensile genera quattro tagli con profondità del passo costanti, lasciando del materiale sulla superficie superiore del cilindro 2. Per lavorare questa superficie superiore del cilindro 2, è richiesto un taglio supplementare. Di conseguenza, sono necessari cinque tagli totali che includono quattro tagli con profondità del passo costante e un taglio supplementare. Questi cinque tagli sono distribuiti in modo equidistante tra i 2 cilindri.
In questo esempio, il valore di soglia di MIN_ADAPTIVE_STEP_DEPTH viene calcolato come 25 diviso per 5, con risultato 5, in base alla formula definita.
Se il valore del parametro MIN_ADAPTIVE_STEP_DEPTH è impostato su 4, ovvero è inferiore al valore di soglia pari a 5, vengono generati cinque tagli equidistanti senza lasciare del materiale sulla superficie superiore del cilindro 2.
Se il valore del parametro MIN_ADAPTIVE_STEP_DEPTH è impostato su 7, ovvero è superiore al valore di soglia pari a 5, il quinto taglio viene ignorato. Vengono generati quattro tagli con profondità del passo costante pari a 6, lasciando del materiale sulla superficie superiore del cilindro 2.
Esempio 2:
Considerate i 2 cilindri del modello seguente, dove la distanza tra i 2 cilindri è 10 e la profondità del passo è 7:

1. Distanza tra 2 cilindri
2. Profondità del passo
Il percorso utensile genera un taglio singolo con profondità del passo costante, lasciando del materiale sulla superficie superiore del cilindro 2. Per lavorare questa superficie superiore del cilindro 2, è richiesto un taglio supplementare. Di conseguenza, sono necessari due tagli totali che includono un taglio con profondità del passo costante e un taglio supplementare. Questi due tagli sono distribuiti in modo equidistante tra i 2 cilindri.
In questo esempio, il valore di soglia di MIN_ADAPTIVE_STEP_DEPTH viene calcolato come 10 diviso per 2, con risultato 5, in base alla formula definita.
Se il valore del parametro MIN_ADAPTIVE_STEP_DEPTH è impostato su 4.9, ovvero è inferiore al valore di soglia pari a 5, vengono generati due tagli equidistanti senza lasciare del materiale sulla superficie superiore del cilindro 2.
Se il valore del parametro MIN_ADAPTIVE_STEP_DEPTH è impostato su 5.1, ovvero è superiore al valore di soglia pari a 5, il secondo taglio viene ignorato. Viene generato un singolo taglio con profondità del passo costante pari a 7, lasciando del materiale sulla superficie superiore del cilindro 2.

• SCAN_TYPE - Sono disponibili le seguenti opzioni:
◦ OFFSET_ONLY - Definisce un percorso utensile di offset lungo l'asse di rotazione sull'intera superficie di lavorazione. Il percorso utensile viene sfalsato da tutti gli spigoli sulle superfici di lavorazione.
◦ OFFSET_AND_SPIRAL - Utilizza una combinazione di due tipi di fetta. Il percorso utensile genera automaticamente tagli a spirale finché non incontra un'ostruzione. Dopo aver incontrato un'ostruzione, il percorso utensile ripristina una strategia di offset.

Parametri di finitura rotativa
• CLOSED_LOOP_OVERLAP - Non genera alcun percorso utensile sovrapposto nei loop chiusi.
Valore di default: 0
Il seguente percorso utensile viene generato quando CLOSED_LOOP_OVERLAP è uguale a 0:
Se il valore definito è maggiore di 0, genera un percorso utensile sovrapposto in base al valore specificato nei loop chiusi per evitare segni in corrispondenza delle posizioni di guida in entrata e in uscita.
Il seguente percorso utensile viene generato quando CLOSED_LOOP_OVERLAP è uguale a 3:
Il parametro CLOSED_LOOP_OVERLAP non è supportato con FINISH_OPTION impostato su FLOOR_FINISH. |
• OPTIMIZED_WALL_STEP_DEPTH - Si tratta della profondità di passo minima impostata per la finitura di curve o superfici inclinate.
Questo parametro è supportato solo quando FINISH_OPTION è impostato su OPTIMIZED_WALL_FINISH. |
Valore di default: 0.1
• FINISH_OPTION - Specificate il metodo di lavorazione per creare un percorso utensile ottimizzato.
Applicabile soltanto per il passo di finitura rotativa.
Valore di default: WALL_FINISH
Di seguito sono riportate le opzioni disponibili.
◦ WALL_FINISH - Lavora le superfici della parete utilizzando STEP_DEPTH. Utilizzate questa opzione per la lavorazione di aree profonde.
◦ OPTIMIZED_WALL_FINISH - Lavora la curva e le superfici inclinate con un percorso utensile ottimizzato. Il percorso utensile utilizza la combinazione dei parametri MAX_STEP_OVER e OPTIMIZED_WALL_STEP_DEPTH.
Questa opzione consente di ottimizzare il passo laterale per le pareti in modo da produrre un passo laterale massimo più omogeneo durante la lavorazione di superfici curve e inclinate. La profondità minima del passo viene regolata per ridurre il numero richiesto di percorsi utensile e aumentare l'efficienza di lavorazione.
I tagli di passo laterale ottimizzati vengono rifilati per ridurre il tempo di ciclo, se possibile.
◦ FLOOR_FINISH - Lavora le superfici cilindrica e conica utilizzando MAX_STEP_OVER. Utilizzate questa opzione per la lavorazione di aree poco profonde.