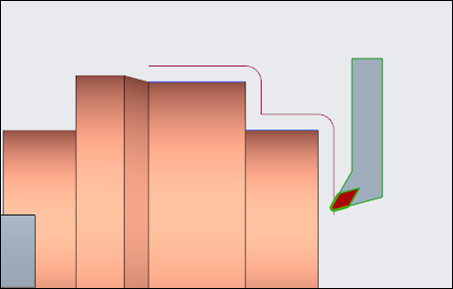
Sovrametallo locale
In generale, la quantità di sovrametallo rimasta dopo una sequenza NC di sgrossatura o di semifinitura, viene controllata dai seguenti parametri di fabbricazione: ROUGH_STOCK_ALLOW, PROF_STOCK_ALLOW e Z_STOCK_ALLOW. Tali parametri specificano il sovrametallo per tutte le superfici lavorate in questa sequenza NC. In alcuni casi, tuttavia, potrebbe essere necessario specificare un valore differente per il sovrametallo di alcune superfici; ad esempio, per lasciare del sovrametallo extra per le successive operazioni di rifinitura o per modificare il sovrametallo prima del trattamento termico.
Questa funzionalità è disponibile per la tornitura di profili, scanalature, aree a 4 assi e aree.
Durante la creazione di una sequenza di tornitura, potete specificare i valori dei parametri selezionando i parametri pertinenti nella finestra di dialogo Modifica parametri (Edit Parameters). Questa finestra di dialogo viene visualizzata quando definite Parametri (Parameters) per la sequenza. Durante l'utilizzo di sequenze classiche, potete specificare il sovrametallo locale selezionando una catena di segmenti su un profilo di tornitura e immettendo un valore che verrà applicato soltanto a questa catena.
Per una sequenza di tornitura di profilo, il valore Sovrametallo (Stock Allowance) per Tutte le entità (All Entities) nella finestra di dialogo Taglio di tornitura profilo (Profile Turning Cut) a livello di corsa utensile viene applicato a tutte le entità di un profilo di tornitura selezionato. Per specificare il sovrametallo locale per entità specifiche del profilo di tornitura selezionato, deselezionate la casella di controllo Tutte le entità (All Entities), selezionate le entità, quindi specificate il valore di offset per ciascuna entità.
Considerate gli scenari riportati di seguito per i valori specificati di STOCK_ALLOW e Z_STOCK_ALLOW in una sequenza di tornitura di profilo.
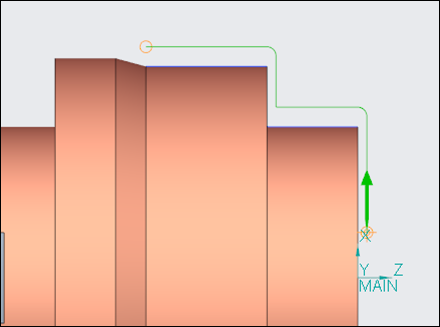
• Il valore specificato di STOCK_ALLOW è 10 e il valore specificato di Z_STOCK_ALLOW è - (trattino) a livello di sequenza.
Poiché il valore del parametro Z_STOCK_ALLOW è - (trattino), il valore del parametro STOCK_ALLOW viene applicato lungo gli assi X e Z.
Se il valore del parametro Z_STOCK_ALLOW è uguale o maggiore di 0, il valore del parametro STOCK_ALLOW viene applicato solo lungo l'asse X.
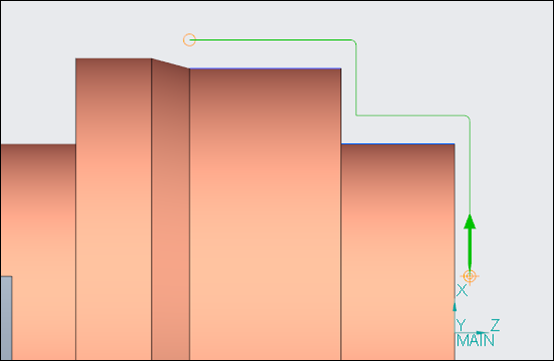
• Il valore specificato di STOCK_ALLOW è 10 e quello di Z_STOCK_ALLOW è 3 a livello di sequenza.
Il valore del parametro STOCK_ALLOW 10 viene applicato lungo l'asse X e il valore del parametro Z_STOCK_ALLOW 3 viene applicato lungo l'asse Z.
• Il valore specificato di STOCK_ALLOW è 10 e il valore specificato di Z_STOCK_ALLOW è 3 a livello di sequenza. Inoltre, il valore specificato di Sovrametallo (Stock Allowance) per Tutte le entità (All Entities) nella finestra di dialogo Taglio di tornitura profilo (Profile Turning Cut) a livello di corsa utensile è 2.
La somma del valore del parametro STOCK_ALLOW e del valore di Sovrametallo (Stock Allowance) uguale a 12 viene applicata lungo l'asse X. La somma del valore del parametro Z_STOCK_ALLOW e del valore di Sovrametallo (Stock Allowance) uguale a 5 viene applicata lungo l'asse Z.
Un comportamento simile per il percorso utensile si verifica nelle sequenze di tornitura di area e di tornitura di scanalature, quando ROUGH_STOCK_ALLOW o PROF_STOCK_ALLOW viene definito insieme a Z_STOCK_ALLOW e al sovrametallo locale per le entità.