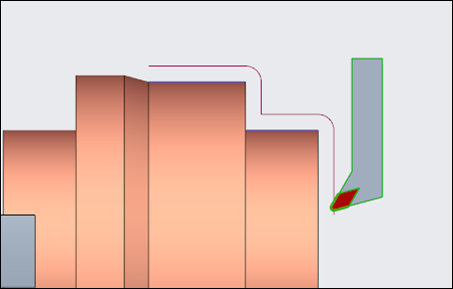
Surépaisseur d'usinage locale
En règle générale, la quantité de brut restant après une ébauche ou une séquence CN de semi-finition est régie par les paramètres de fabrication suivants : SUREPAISSEUR_EBAUCHE, SUREPAIS_CONTOUR et SUREPAISSEUR_Z. Ils déterminent la surépaisseur d'usinage de toutes les surfaces usinées dans cette séquence CN. Dans certains cas, vous devrez spécifier une valeur de surépaisseur différente pour certaines surfaces : pour laisser du brut supplémentaire pour des opérations ultérieures de polissage par exemple, ou pour ajuster la surépaisseur d'usinage avant le traitement thermique.
Cette fonctionnalité est disponible pour le tournage d'ébauche, le tournage de zone 4 axes, l'usinage de gorge et le contournage.
Lorsque vous créez une séquence de tournage, vous pouvez spécifier les valeurs de ces paramètres en sélectionnant les paramètres appropriés dans la boîte de dialogue Modifier les paramètres (Edit Parameters). Cette boîte de dialogue s'affiche lorsque vous définissez les Paramètres (Parameters) de la séquence. Vous pouvez spécifier la surépaisseur d'usinage locale en sélectionnant une chaîne de segments sur le contour de tournage et en entrant une valeur qui s'applique uniquement à cette chaîne.
Pour une séquence de contournage en tournage, la valeur Surépaisseur d'usinage (Stock Allowance) pour Toutes les entités (All Entities) dans la boîte de dialogue Coupe de contournage en tournage (Profile Turning Cut) au niveau du mouvement d'outil s'applique à toutes les entités d'un contour de tournage sélectionné. Pour indiquer la surépaisseur d'usinage locale d'entités spécifiques du contour de tournage sélectionné, décochez la case Toutes les entités (All Entities), sélectionnez les entités, puis spécifiez la valeur de décalage pour chaque entité.
Examinez les scénarios suivants pour les valeurs spécifiées de SUREPAISSEUR_USINAGE (STOCK_ALLOW) et de SUREPAISSEUR_Z (Z_STOCK_ALLOW) dans une séquence de contournage en tournage :
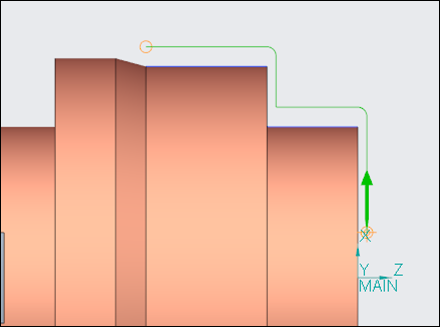
• La valeur spécifiée de SUREPAISSEUR_USINAGE (STOCK_ALLOW) est 10 et celle de SUREPAISSEUR_Z (Z_STOCK_ALLOW) est – (tiret) au niveau de la séquence.
Etant donné que la valeur du paramètre SUREPAISSEUR_Z (Z_STOCK_ALLOW) est – (tiret), la valeur du paramètre SUREPAISSEUR_USINAGE (STOCK_ALLOW) est appliquée le long de l'axe X et de l'axe Z.
Si la valeur du paramètre SUREPAISSEUR_Z (Z_STOCK_ALLOW) est supérieure ou égale à 0, celle de SUREPAISSEUR_USINAGE (STOCK_ALLOW) n'est appliquée que le long de l'axe X.
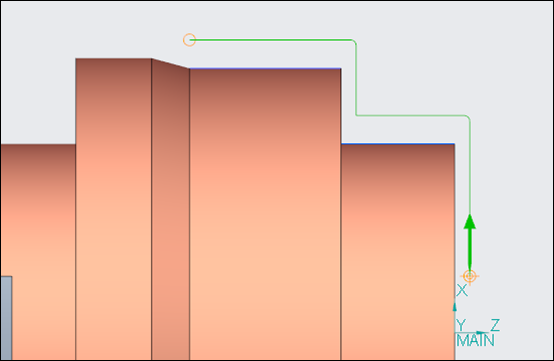
• La valeur spécifiée de SUREPAISSEUR_USINAGE (STOCK_ALLOW) est 10 et celle de SUREPAISSEUR_Z (Z_STOCK_ALLOW) est 3 au niveau de la séquence.
La valeur 10 du paramètre SUREPAISSEUR_USINAGE (STOCK_ALLOW) est appliquée le long de l'axe X, tandis que la valeur 3 du paramètre SUREPAISSEUR_Z (Z_STOCK_ALLOW) est appliquée le long de l'axe Z.
• La valeur spécifiée de SUREPAISSEUR_USINAGE (STOCK_ALLOW) est 10 et celle de SUREPAISSEUR_Z (Z_STOCK_ALLOW) est 3 au niveau de la séquence. De plus, la valeur Surépaisseur d'usinage (Stock Allowance) spécifiée pour Toutes les entités (All Entities) dans la boîte de dialogue Coupe de contournage en tournage (Profile Turning Cut) au niveau du mouvement d'outil est de 2.
La somme de la valeur du paramètre SUREPAISSEUR_USINAGE (STOCK_ALLOW) et de celle de Surépaisseur d'usinage (Stock Allowance), égale à 12, est appliquée le long de l'axe X. La somme de la valeur du paramètre SUREPAISSEUR_Z (Z_STOCK_ALLOW) et de celle de Surépaisseur d'usinage (Stock Allowance), égale à 5, est appliquée le long de l'axe X.
Un comportement de trajectoire d'outil similaire se produit dans les séquences de tournage d'ébauche et d'usinage de gorge lorsque SUREPAISSEUR_EBAUCHE (ROUGH_STOCK_ALLOW) ou SUREPAIS_CONTOUR (PROF_STOCK_ALLOW) est défini avec SUREPAISSEUR_Z (Z_STOCK_ALLOW) et la surépaisseur d'usinage locale pour les entités.