局部坯件裕量
一般來說,粗加工或半精加工 NC 序列後剩餘的坯件量由以下製造參數控制:ROUGH_STOCK_ALLOW、PROF_STOCK_ALLOW 和 Z_STOCK_ALLOW。它們將為在此 NC 序列中加工的所有曲面指定坯件裕量。然而,在某些情況下可能需要為某些表面指定不同的坯件裕量值;例如,為後續打磨操作留出額外的坯件量,或在熱處理前調整坯件裕量。
此功能對「區域」、「4 軸區域」、「車槽」和「輪廓車削」有效。
建立「車削」序列時,您可在「編輯參數」(Edit Parameters) 對話方塊中選取相關參數,以為這些參數指定值。當您為序列定義「參數」(Parameters) 時,此對話方塊開啟。使用傳統序列時,可透過在「車削輪廓」中選擇段鏈,並輸入僅適用於該鏈的值,指定局部坯件裕量。
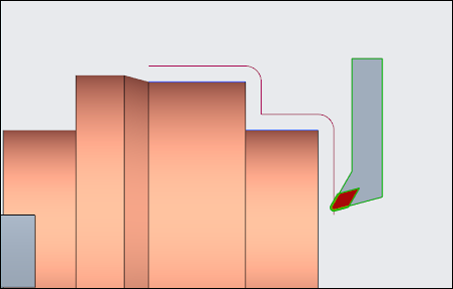
對於「輪廓車削」序列,「刀具運動」層級「輪廓車削切削」(Profile Turning Cut) 對話方塊中「所有圖元」(All Entities) 的「坯件裕量」(Stock Allowance) 值會套用至所選車削輪廓的所有圖元。欲為所選車削輪廓的特定圖元指定局部坯件裕量,請清除「所有圖元」(All Entities) 核取方塊,選取圖元,然後為每個圖元指定位移值。
針對「輪廓車削」序列中「坯件裕量」與「Z 向坯件裕量」的指定值,請考慮下列情境:
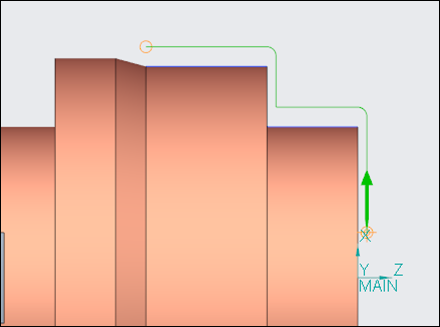
• 在序列層級,「坯件裕量」的指定值為 10,「Z 向坯件裕量」的指定值為 – (破折號)。
由於「Z 向坯件裕量」參數值是 – (破折號),因此會沿 X 軸與 Z 軸套用「坯件裕量」參數值。
如果「Z 向坯件裕量」參數值為 0 或大於 0,則只會沿 X 軸套用「坯件裕量」參數值。
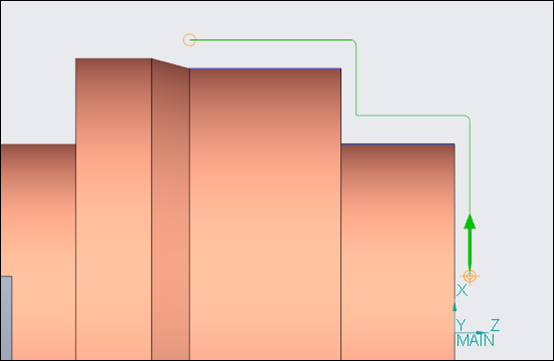
• 在序列層級,「坯件裕量」的指定值為 10,「Z 向坯件裕量」為 3。
沿 X 軸套用「坯件裕量」參數值 10,沿 Z 軸套用「Z 向坯件裕量」參數值 3。
• 在序列層級,「坯件裕量」的指定值為 10,「Z 向坯件裕量」的指定值為 3。此外,「刀具運動」層級「輪廓車削切削」(Profile Turning Cut) 對話方塊中「所有圖元」(All Entities) 的指定「坯件裕量」(Stock Allowance) 值為 2。
「坯件裕量」參數值與「坯件裕量」(Stock Allowance) 值之和等於 12 會沿 X 軸套用。「Z 向坯件裕量」參數值與「坯件裕量」(Stock Allowance) 值之和等於 5 會沿 Z 軸套用。
在「局部區域車削」與「凹槽車削」序列中,當已為圖元定義「粗加工坯件裕量」或「輪廓坯件裕量」,以及「Z 向坯件裕量」與局部坯件裕量時,會發生類似的刀具路徑行為。