Параметры последовательностей вращательной черновой обработки и вращательной чистовой обработки
Параметры вращательной черновой и вращательной чистовой обработки для глубины реза и припусков
• MAX_STEP_OVER - укажите максимальное расстояние между последовательными проходами. Максимальное перекрытие рассчитывается по умолчанию при выборе инструмента.
Значение по умолчанию: определяется внутренним уравнением после определения инструмента.
• STEP_DEPTH - укажите глубину приращения для каждого прохода. Значение STEP_DEPTH должно быть больше нуля. Глубина шага рассчитывается по умолчанию при выборе инструмента.
Значение по умолчанию: определяется внутренним уравнением после определения инструмента.
• STOCK_ALLOW - определите величину оставляемого припуска на всех обрабатываемых поверхностях.
Значение по умолчанию: 1 (шаг вращательной черновой обработки), 0 (шаг вращательной чистовой обработки)
• FILTER_TYPE - выберите тип области, исключаемой при обработке. Это значение задается уравнением с процентным значением порога от диаметра инструмента. Этот параметр используется, чтобы избежать обработки лишних областей.
Значение по умолчанию: INSCRIBED_CIRCLE
INSCRIBED_CIRCLE - указывает, что максимальная ширина отфильтрованной области представляет диаметр круга, надписанного на траектории инструмента в этой области.

• THRESHOLD_VALUE_PERCENT - укажите пороговое значение в процентах от диаметра инструмента. Это значение определяет ширину области для фильтрации при обработке.
Значение по умолчанию: 0 процентов
Этот параметр работает совместно с параметром FILTER_TYPE.
• NUMBER_INTERMEDIATE_SLICES - промежуточный слой представляет собой слой профиля между последовательными слоями черновой обработки. Укажите число создаваемых промежуточных слоев.
Значение по умолчанию: 0
Он не применяется к горизонтальной и вертикальной геометрии.
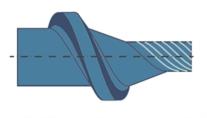
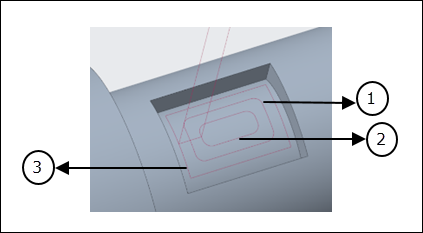
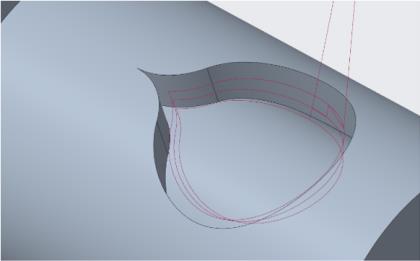
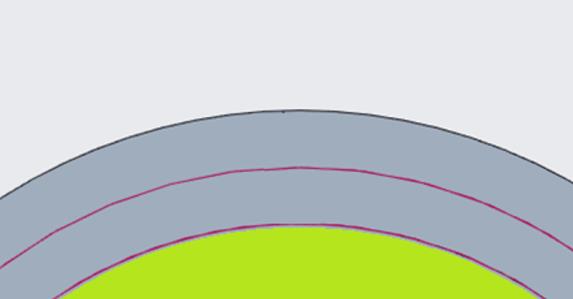
На следующем изображении обозначены промежуточные слои, созданные на наклонной поверхности между двумя последовательными слоями черновой обработки. Промежуточный слой не создается на горизонтальной поверхности.
Для NUMBER_INTERMEDIATE_SLICES задано значение 3:
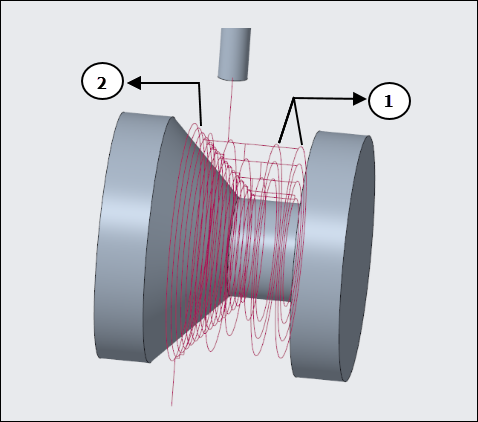
1. Слой вращательной черновой обработки
2. Три промежуточных слоя, созданные между двумя слоями черновой обработки
• INTERMEDIATE_DETECT_THICK_THAN - это пороговое значение для сохранения или удаления промежуточных слоев. Это позволяет избежать промежуточных слоев профиля, в которых количество материала заготовки меньше указанного порогового значения.

1. Указанное пороговое значение
Отсечение выполняется снизу вверх.
Отсечение выполняется следующим образом:
◦ Если DETECT_THICKER_THAN равно 0, фильтрация выполняется с использованием наложенного значения (1.25*допуск резания).
◦ Если DETECT_THICKER_THAN больше 0, слои фильтруются в пределах порогового значения.
Значение по умолчанию: 0
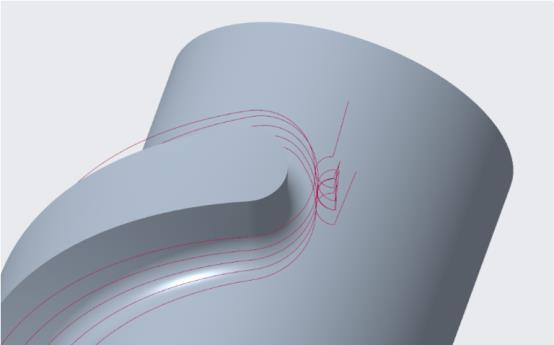
Следующая траектория инструмента генерируется при условиях:
◦ Для INTERMEDIATE_DETECT_THICK_THAN задано значение 0, причем введенное значение рассматривается как допуск резания 1.25*.
◦ Для NUMBER_INTERMEDIATE_SLICES задано значение 3.

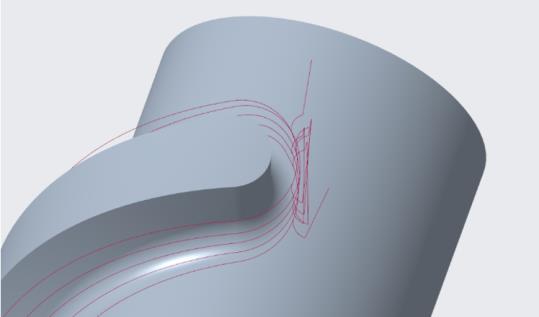
Если для INTERMEDIATE_DETECT_THICK_THAN задано значение 2, а для NUMBER_INTERMEDIATE_SLICES - значение 3, генерируется следующая траектория инструмента:

В этом случае некоторые промежуточные проходы удаляются, когда количество материала заготовки меньше указанного значения INTERMEDIATE_DETECT_THICK_THAN.
• MAX_DISCRETIZ_STEP - указывает максимальное разрешенное расстояние между двумя точками на траектории инструмента.
Если расстояние между двумя точками на траектории инструмента превышает MAX_DISCRETIZ_STEP, добавляются промежуточные точки, чтобы расстояние между двумя точками всегда было меньше MAX_DISCRETIZ_STEP.
Если значение для MAX_DISCRETIZ_STEP не определено (по умолчанию), для генерирования точек траектории движения инструмента используется только значение допуска.
1. MAX_DISCRETIZ_STEP
• CONTAINMENT_OFFSET - создает траекторию инструмента со смещением внутри вмещающих контуров на указанное значение. Для значения 0 смещения нет, и рез создается до границ вмещающих контуров.
Значение по умолчанию: 0
Отрицательные значения не поддерживаются. |
• ADDITIONAL_CUTS_ON_FLOOR - если задано значение NO (по умолчанию), этот параметр создает вырезы с постоянной глубиной шага без дополнительного выреза на полу. В таких случаях заготовка может оставаться на цилиндрических или конических поверхностях, которые могут быть больше или меньше заданной пользователем заготовки.
При значении YES этот параметр создает дополнительный вырез на каждой цилиндрической или конической поверхности вместе с резами с постоянной глубиной шага, сохраняя пользовательскую заготовку. Общее количество созданных вырезов не распределяется равномерно.
Например, если для ADDITIONAL_CUTS_ON_FLOOR задано значение YES, на каждой цилиндрической поверхности создаются дополнительные вырезы с постоянной глубиной шага, как показано на следующем рисунке:

Сплошные линии представляют вырезы STEP_DEPTH, а пунктирные линии представляют ADDITIONAL_CUTS_ON_FLOOR на изображении.
Параметр ADDITIONAL_CUTS_ON_FLOOR не поддерживается в шаге вращательной чистовой обработки с заданным для FINISH_OPTION значением FLOOR_FINISH. |
• SHORT_MOVE_THRESHOLD - укажите пороговое значение для разделения коротких или длинных перемещений в зависимости от длины траектории инструмента.
Значение по умолчанию: 0

1. Длина движения по траектории инструмента
• SHORT_MOVE_FILTER - фильтрует вырезы, длина которых меньше указанного значения SHORT_MOVE_THRESHOLD.
Доступны следующие опции:
◦ OPEN_CONTOURS - фильтрует короткие перемещения с открытым контуром.

◦ CLOSE_CONTOURS - фильтрует короткие перемещения с замкнутым контуром.

◦ BOTH_CONTOURS - фильтрует короткие перемещения как с незамкнутым, так и с замкнутым контуром.

Значение по умолчанию: OPEN_CONTOURS
• TRIM_GAP_THRESHOLD - в шаге вращательной черновой обработки, согласно определению заготовки, траектория инструмента усекается в соответствии с формой заготовки с созданием промежутков в пределах траектории инструмента. В шаге поворотной чистовой обработки из-за промежутков внутри обрабатываемых поверхностей промежутки также генерируются и в пределах траектории инструмента.
Укажите пороговое значение для разделения малых или больших промежутков на основе размера промежутка в траектории инструмента.
Для значения по умолчанию все промежутки пропускаются и повторно связываются.
Значение по умолчанию: 0
Для определенного значения промежутки с размерами меньше порогового значения соединяются, и инструмент остается внизу. Пропускаются и повторно соединяются только промежутки, превышающие пороговое значение.
Например:
◦ Если пороговое значение равно 0, все промежутки пропускаются и повторно соединяются.
◦ Если заданное значение превышает пороговое значение малого размера промежутка, меньшие промежутки игнорируются и инструмент остается опущенным. Пропуск и повторное присоединение имеют место только для больших промежутков.
Параметр вращательной черновой и вращательной чистовой обработки для движений резания
• MACHINE_BY - выберите одну из следующих опций обработки:
◦ REGIONS - каждая область отдельно обрабатывается одна за другой.

◦ LEVELS - все области обрабатываются одновременно на последовательных уровнях.

Параметры вращательной черновой и вращательной чистовой обработки для движений вреза/отвода
• CLOSED_AREA_ENTRY - укажите метод вреза для замкнутых областей.
Доступны следующие опции:
◦ AUTOMATIC - инструмент принимает наиболее подходящий врез для замкнутой области.
◦ HELICAL - инструмент входит в замкнутую область по спиральной траектории. Диаметр спирали определяется значением параметра HELICAL_DIAMETER_PERC.

◦ LINE_RAMP - инструмент входит в замкнутую область по угловой линии.

◦ ZIG_ZAG_RAMP - инструмент входит в замкнутую область по угловой линии в движении зигзага.

◦ PROFILE_RAMP - инструмент входит в замкнутую область, следуя форме контура траектории.

По умолчанию: AUTOMATIC
Для шагов вращательной чистовой обработки опции CLOSED_AREA_ENTRY применимы, только когда для FINISH_OPTION задано значение FLOOR_FINISH. |
• RAMP_ANGLE - укажите угол, с которым инструмент входит в следующий слой или проход.
Значение по умолчанию: 5
• HELICAL_DIAMETER_PERC - укажите максимально разрешенный диаметр спирали в процентах от диаметра инструмента. Это применимо для спирального входа инструмента.
Значение по умолчанию: 80 процентов
• RAPID_DISTANCE - укажите расстояние, с которого инструмент отводится или подводится при быстрой подаче вдоль оси. Расстояние для высокоскоростной обработки включает в себя безопасное расстояние.
Значение по умолчанию: 20 мм
• AIR_MOVE_SAFETY_DIST - это минимальное расстояние между перемещающимся в воздухе инструментом и поверхностями ссылочной детали во избежание столкновений.
По умолчанию: 10 мм

Параметры вращательной черновой и чистовой обработки для настроек станка
• SMOOTH_RADIUS - укажите радиус для закругления или гладкой обработки углов в промежуточных проходах.
Этот параметр генерирует гладкий радиус только для промежуточных проходов. Значение должно быть больше 0 и меньше значения MAX_STEP_OVER.
Значение по умолчанию: -
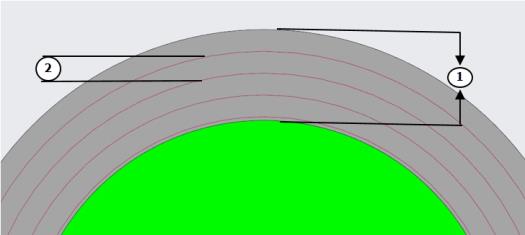
На следующем изображении обозначены последний и промежуточные проходы, когда значение SMOOTH_RADIUS равно 6, а значение FINAL_PASS_SMOOTH_RADIUS равно 0.
1. Промежуточный проход
2. Промежуточный проход
3. Последний проход
• FINAL_PASS_SMOOTH_RADIUS - укажите радиус для закругления или гладкой обработки углов в последнем проходе.
Этот параметр генерирует сглаженный радиус только для окончательного прохода. Значение должно быть больше 0 и меньше значения MAX_STEP_OVER.
Значение по умолчанию: 0
Для создания гладкого радиуса на последнем проходе значение должно быть больше 0 и меньше значения MAX_STEP_OVER.
Если указанное значение больше 0, этот параметр работает только в случае, когда заданное значение SMOOTH_RADIUS больше 0. |
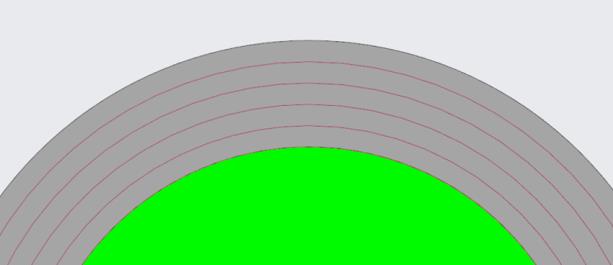
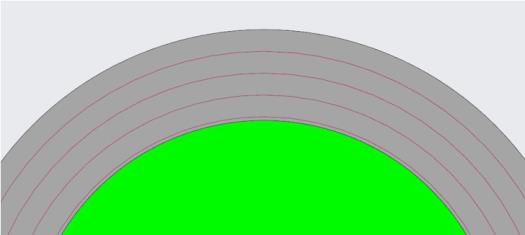
На следующем изображении показан последний проход и промежуточные проходы, когда значение SMOOTH_RADIUS равно 3, а значение FINAL_PASS_SMOOTH_RADIUS равно 6.

1. Промежуточный проход
2. Промежуточный проход
3. Последний проход
Параметры вращательной черновой обработки
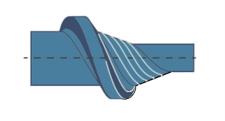
• TOOL_AXIS_OFFSET - разрешает вращательную черновую обработку со смещением оси. Осевая линия инструмента смещается от оси вращения заготовки.
Этот параметр позволяет инструменту правильно резать с режущими кромками, а не центром инструмента. Таким образом, можно обеспечить более стабильные скорости резания и близкое к диаметру резание с помощью несферических инструментов.
Смещение всегда происходит в направлении, противоположном направлению вращения, и при изменении направления вращения автоматически изменяется положение. Это изменение происходит в линейном перемещении без поворота. Это предотвращает повреждение инструмента и обеспечивает безопасность процесса.
Максимальное допустимое значение не может превышать радиус инструмента.
Значение по умолчанию: 0
Отрицательные значения не поддерживаются. |

При определении TOOL_AXIS_OFFSET значение больше 0:

При определении TOOL_AXIS_OFFSET значение равно 0:

• CONNECT_SEGMENTED_TOOLPATH - при значении NO (по умолчанию) этот параметр удаляет все сегменты траектории инструмента, не пересекающиеся с заготовкой.

Если задано значение YES, этот параметр соединяет сегментированные контуры, частично пересекающиеся с заготовкой.

• ENSURE_FINISH_CUT - если задано значение NO (по умолчанию), этот параметр генерирует частичные сегменты траектории инструмента с отводами.
При значении YES этот параметр соединяет частичные сегменты и создает полный рез, минимизируя отводы.
• MIN_ADAPTIVE_STEP_DEPTH - это пороговое значение, определяющее одно из следующих значений:
◦ Добавление дополнительного выреза, чтобы сделать все вырезы равноудаленными и не оставлять материал на плоских областях.
◦ Без добавления дополнительного выреза. Вместо этого создавайте траекторию инструмента с постоянной глубиной шага, которая может оставлять некоторый материал на плоских областях.
Если указанное значение меньше порогового значения, создается дополнительный вырез. Если указанное значение больше порогового значения, дополнительный вырез не создается.
При создании дополнительного выреза существующие глубины шага и дополнительный вырез распределяются эквидистантно.
Пороговое значение MIN_ADAPTIVE_STEP_DEPTH определяется по следующей формуле:
Расстояние между цилиндрами / Общее количество требуемых вырезов
Пример 1.
Рассмотрим два цилиндра следующей модели, где расстояние между двумя цилиндрами равно 25, а глубина шага равна 6.
1. Расстояние между 2 цилиндрами
2. Глубина шага
Траектория инструмента генерирует четыре постоянных реза с глубиной шага, которые оставляют часть материала на верхней поверхности цилиндра 2. Для обработки этой верхней поверхности цилиндра 2 требуется одна дополнительная глубина шага. Таким образом, требуется пять резов, которые включают четыре реза с постоянной глубиной и один дополнительный рез. Эти пять резов равномерно распределяются между двумя цилиндрами.
В этом примере пороговое значение MIN_ADAPTIVE_STEP_DEPTH рассчитывается как 25, деленное на 5, а результат 5 определяется согласно заданной формуле.
Если для параметра MIN_ADAPTIVE_STEP_DEPTH задано значение 4, которое меньше порогового значения 5, создаются пять эквидистантных резов, не оставляющих материал на верхней поверхности цилиндра 2.
Если параметр MIN_ADAPTIVE_STEP_DEPTH имеет значение 7, что больше порогового значения 5, пятый рез игнорируется. Создаются четыре реза с шестью постоянными глубинами шага, оставляющие материал на верхней поверхности цилиндра 2.
Пример 2.
Рассмотрим 2 цилиндра следующей модели, где расстояние между 2 цилиндрами равно 10, а глубина шага равна 7:

1. Расстояние между 2 цилиндрами
2. Глубина шага
Траектория инструмента генерирует четыре реза с постоянной глубиной шага, которые оставляют часть материала на верхней поверхности цилиндра 2. Для обработки этой верхней поверхности цилиндра 2 требуется одна дополнительная глубина шага. Таким образом, требуется пять резов, которые включают четыре реза с постоянной глубиной и один дополнительный рез. Эти два реза равномерно распределяются между двумя цилиндрами.
В этом примере пороговое значение MIN_ADAPTIVE_STEP_DEPTH рассчитывается как 10, деленное на 2, а результат равен 5 в соответствии с определенной формулой.
Если для параметра MIN_ADAPTIVE_STEP_DEPTH задано значение 4.9, которое меньше порогового значения 5, создаются два эквидистантных реза, не оставляющих материал на верхней поверхности цилиндра 2.
Если для параметра MIN_ADAPTIVE_STEP_DEPTH задано значение 5.1, которое больше порогового значения 5, второй рез игнорируется. Создается только один рез с семью постоянными глубинами шага, оставляющий материал на верхней поверхности цилиндра 2.

• SCAN_TYPE - доступны следующие опции:
◦ OFFSET_ONLY - определяет траекторию инструмента со смещением вдоль оси вращения на всей обрабатываемой поверхности. Траектория инструмента смещена от всех кромок обрабатываемых поверхностей.

◦ OFFSET_AND_SPIRAL - используется комбинация двух типов среза. Траектория автоматически генерирует спиральные резы, пока не обнаруживается препятствие. После встречи с препятствием траектория инструмента возвращается к стратегии смещения.

Параметры вращательной чистовой обработки
• CLOSED_LOOP_OVERLAP - в замкнутых контурах не создается перекрывающаяся траектория инструмента.
Значение по умолчанию: 0
Следующая траектория инструмента генерируется, если CLOSED_LOOP_OVERLAP равно 0:
Если заданное значение больше 0, создается перекрывающаяся траектория инструмента в соответствии с указанным значением в замкнутых контурах во избежание меток резца в позициях подвода и отвода.
Следующая траектория инструмента генерируется, если CLOSED_LOOP_OVERLAP равно 3:
Параметр CLOSED_LOOP_OVERLAP не поддерживается, если для FINISH_OPTION задано значение FLOOR_FINISH. |
• OPTIMIZED_WALL_STEP_DEPTH - это минимальная глубина шага, заданная для чистовой обработки кривых или наклонных поверхностей.
Этот параметр поддерживается только в случае, если для FINISH_OPTION задано значение OPTIMIZED_WALL_FINISH. |
Значение по умолчанию: 0.1
• FINISH_OPTION - укажите метод обработки для создания оптимизированной траектории инструмента.
Применимо только для шага вращательной чистовой обработки.
Значение по умолчанию: WALL_FINISH
Доступны следующие опции:
◦ WALL_FINISH - поверхности стенок обрабатываются с помощью опции STEP_DEPTH. Используйте эту опцию для обработки наклонных областей.

◦ OPTIMIZED_WALL_FINISH - обрабатывает кривые и наклонные поверхности по оптимизированной траектории инструмента. Траектория инструмента использует комбинацию параметров MAX_STEP_OVER и OPTIMIZED_WALL_STEP_DEPTH.
Эта опция позволяет оптимизировать перекрытие для стенок для создания более согласованного максимального перекрытия при обработке криволинейных и наклонных поверхностей. Минимальный шаг по глубине корректируется, чтобы уменьшить требуемое число траекторий инструмента и повысить эффективность обработки.
Оптимизированные вырезы перекрытия отсекаются, чтобы по возможности уменьшить время цикла.
◦ FLOOR_FINISH - цилиндрические и конические поверхности обрабатываются с использованием опции MAX_STEP_OVER. Используйте эту опцию для обработки пологих областей.