回転荒削りシーケンスと回転仕上げシーケンスのパラメータ
回転荒削りと回転仕上げのカット深さと許容のパラメータ
• 「最大ピッチ」(MAX_STEP_OVER) - 連続するパス間の最大距離を指定します。工具を選択すると、デフォルトで最大ピッチが計算されます。
デフォルト: 工具を定義した後の内部リレーションに基づきます。
• 「ステップ深さ」(STEP_DEPTH) - 各パスの深さ増分を指定します。「ステップ深さ」(STEP_DEPTH) の値は 0 より大きくなければなりません。工具を選択すると、デフォルトでステップ深さが計算されます。
デフォルト: 工具を定義した後の内部リレーションに基づきます。
• 「残り代」(STOCK_ALLOW) - すべての加工サーフェスに残す素材の量を定義します。
デフォルト: 1 (回転荒削りステップ)、0 (回転仕上げステップ)
• 「フィルタタイプ」(FILTER_TYPE) - 加工中にフィルタによって除外する領域のタイプを選択します。これは工具直径のしきい値の割合を基準にして指定します。これによって不必要な領域の加工を回避します。
デフォルト: 「内接円」(INSCRIBED_CIRCLE)
「内接円」(INSCRIBED_CIRCLE) - フィルタされる領域の最大幅は、そのような領域内でツールパスに内接する円の直径と等しいことを指定します。
• 「しきい値の割合」(THRESHOLD_VALUE_PERCENT) - 工具直径の割合としてしきい値を指定します。この値によって、加工中にフィルタによって除外する領域の幅が決まります。
デフォルト: 0 パーセント
このパラメータは「フィルタタイプ」(FILTER_TYPE) パラメータと組み合わせて使用します。
• 「中間スライス数」(NUMBER_INTERMEDIATE_SLICES) - 中間スライスは、連続する荒削りスライス間のプロファイルスライスです。作成する中間スライスの数を指定します。
デフォルト: 0
これは水平ジオメトリと垂直ジオメトリには適用されません。
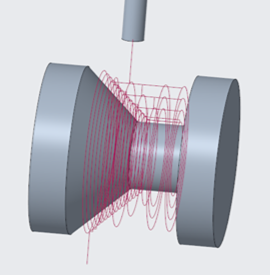
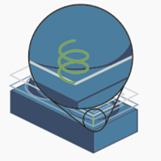
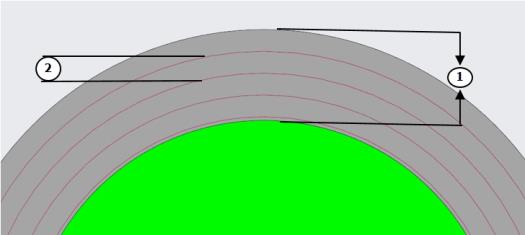
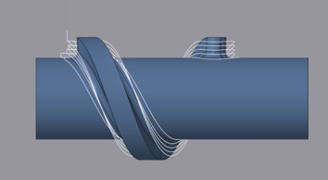
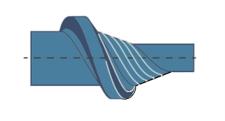
次の図は、連続する 2 つの荒削りスライスの間の傾斜サーフェス上に生成された中間スライスを示しています。水平サーフェス上に中間スライスは生成されません。
「中間スライス数」(NUMBER_INTERMEDIATE_SLICES) が 3 に設定されている:
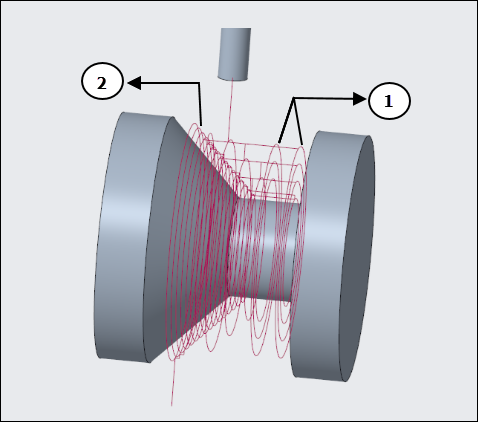
1. 回転荒削りスライス
2. 2 つの荒削りスライスの間に 3 つの中間スライスが生成されている
• 「より厚い中間カットの検出」(INTERMEDIATE_DETECT_THICK_THAN) - 中間スライスを維持または除去するときのしきい値です。指定されているしきい値より素材材料の量が少ない中間プロファイルスライスを回避します。
1. 指定されているしきい値
一番下から一番上にトリムが実行されます。
トリムは次のように実行されます。
◦ 「指定値より厚い工具を検出」(DETECT_THICKER_THAN) が 0 の場合、適用された値 (1.25*カット公差) を使用してフィルタが実行されます。
◦ 「指定値より厚い工具を検出」(DETECT_THICKER_THAN) が 0 より大きい場合、スライスはしきい値内でフィルタされます。
デフォルト: 0
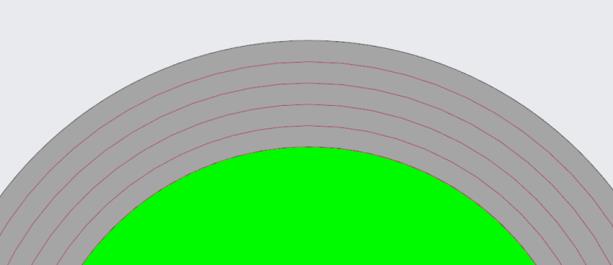
以下の場合に、次のツールパスが生成されます。
◦ 「より厚い中間カットの検出」(INTERMEDIATE_DETECT_THICK_THAN) が、1.25*カット公差として適用されている値を考慮して、0 に設定されている。
◦ 「中間スライス数」(NUMBER_INTERMEDIATE_SLICES) が 3 に設定されている。
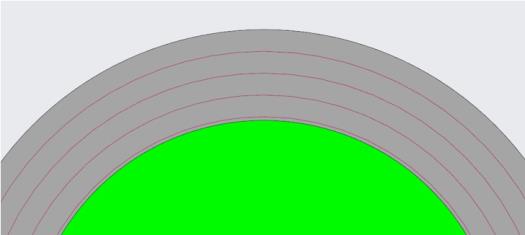
「より厚い中間カットの検出」(INTERMEDIATE_DETECT_THICK_THAN) が 2 に設定され、「中間スライス数」(NUMBER_INTERMEDIATE_SLICES) が 3 に設定されている場合、次のツールパスが生成されます。
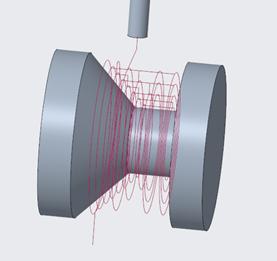
そのような場合、指定されている「より厚い中間カットの検出」(INTERMEDIATE_DETECT_THICK_THAN) の値より素材材料の量が少ない一部の中間パスは除去されます。
• 「最大離散化ステップ」(MAX_DISCRETIZ_STEP) - ツールパスの 2 点間の最大許容距離を指定します。
ツールパスの 2 点間の距離が「最大離散化ステップ」(MAX_DISCRETIZ_STEP) よりも長い場合、2 点間の距離が常に「最大離散化ステップ」(MAX_DISCRETIZ_STEP) よりも短くなるように中間点が追加されます。
「最大離散化ステップ」に値が何も指定されない場合 (デフォルト)、ツールパス点の生成には公差値のみが使用されます。
1. 「最大離散化ステップ」(MAX_DISCRETIZ_STEP)
• 「格納オフセット」(CONTAINMENT_OFFSET) - 指定した値だけ格納ループの内側にオフセットツールパスを作成します。値が 0 の場合、オフセットなしで格納ループの境界までカットが作成されます。
デフォルト: 0
負の値はサポートされていません。 |
• 「フロア上の追加カット」(ADDITIONAL_CUTS_ON_FLOOR) - 「いいえ」(NO) (デフォルト) に設定した場合、このパラメータは、フロアに追加のカットがない一定のステップ深さのカットを作成します。そのような場合、ユーザー定義の素材より多くの素材または少ない素材が円柱サーフェスまたは円錐サーフェス上に残る可能性があります。
「はい」(YES) に設定した場合、このパラメータは、ユーザー定義の素材を維持しながら、一定のステップ深さのカットとともに、それぞれの円柱サーフェスまたは円錐サーフェスに追加のカットを作成します。生成されるカットの総数は等間隔に配分されません。
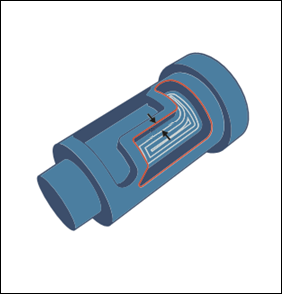
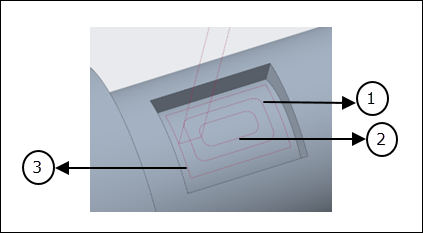
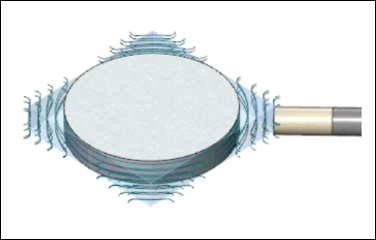
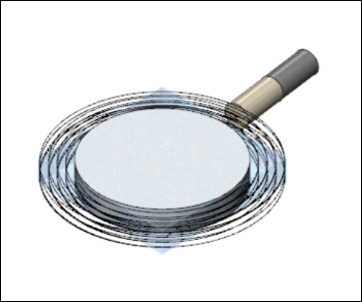
たとえば、「フロア上の追加カット」(ADDITIONAL_CUTS_ON_FLOOR) が「はい」(YES) に設定されている場合、次のイメージに示すように、それぞれの円柱サーフェス上の追加のカットが一定のステップ深さのカットとともに生成されます。
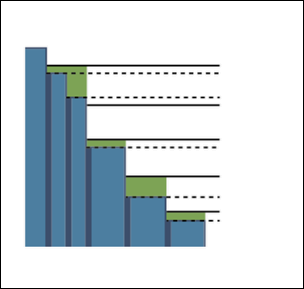
このイメージ内の実線は「ステップ深さ」(STEP_DEPTH) カットを表し、点線は「フロア上の追加カット」(ADDITIONAL_CUTS_ON_FLOOR) を表しています。
「フロア上の追加カット」(ADDITIONAL_CUTS_ON_FLOOR) パラメータは、「仕上げオプション」(FINISH_OPTION) が「フロア仕上げ」(FLOOR_FINISH) に設定されている回転仕上げステップではサポートされません。 |
• 「小さな移動のしきい値」(SHORT_MOVE_THRESHOLD) - ツールパスの長さに基づいて小さな移動と大きな移動を区別するときのしきい値を指定します。
デフォルト: 0
1. ツールパスの移動の長さ
• 「小さな移動のフィルタ」(SHORT_MOVE_FILTER) - 「小さな移動のしきい値」(SHORT_MOVE_THRESHOLD) で指定した値より長さが小さいカットをフィルタします。
次のオプションを使用できます。
◦ 「開いたコンター」(OPEN_CONTOURS) - 開いたループの小さな移動をフィルタします。

◦ 「閉じたコンター」(CLOSE_CONTOURS) - 閉じたループの小さな移動をフィルタします。

◦ 「両側コンター」(BOTH_CONTOURS) - 開いたループと閉じたループ両方の小さな移動をフィルタします。

デフォルト: 「開いたコンター」(OPEN_CONTOURS)
• 「ギャップのトリムのしきい値」(TRIM_GAP_THRESHOLD) - 回転荒削りステップでは、素材定義により、素材の形状に従ってツールパスがトリムされ、ツールパス内にギャップが生じます。回転仕上げステップでは、加工サーフェス内のギャップにより、ツールパス内にもギャップが生じます。
ツールパス内のギャップサイズに基づいて小さいギャップと大きいギャップを区別するときのしきい値を指定します。
デフォルト値では、すべてのギャップがスキップされて再リンクされます。
デフォルト: 0
値が定義されている場合、しきい値より小さいギャップは接続され、工具は下がったままとなります。しきい値より大きいギャップのみがスキップされて再リンクされます。
例:
◦ しきい値が 0 の場合、すべてのギャップがスキップされて再リンクされます。
◦ 設定値が小さいギャップのサイズのしきい値より大きい場合、より小さいギャップは回避され、工具は下がったままとなります。大きいギャップのみがスキップされて再リンクされます。
回転荒削りと回転仕上げのカットモーションのパラメータ
• 「加工方法」(MACHINE_BY) - 次のいずれかの加工オプションを選択します。
◦ 「領域」(REGIONS) - 各領域が 1 つずつ個別に加工されます。

◦ 「レベル」(LEVELS) - すべての領域が、連続するレベルで同時に加工されます。

回転荒削りと回転仕上げの開始/終了モーションのパラメータ
• 「閉状領域開始」(CLOSED_AREA_ENTRY) - 閉状領域への進入方法を指定します。
次のオプションを使用できます。
◦ 「自動」(AUTOMATIC) - 閉状領域に最も適した経路で工具が進入します。
◦ 「ヘリカル」(HELICAL) - 工具はヘリカル軌道に従って閉状領域に進入します。ヘリカルの直径は、「ヘリカル直径比率」(HELICAL_DIAMETER_PERC) パラメータで指定します。
◦ 「線傾斜」(LINE_RAMP) - 工具は角のある線に従って閉状領域に進入します。
◦ 「ZIG_ZAG_RAMP」 - 工具は Z 字形に移動する角のある線に従って閉状領域に進入します。
◦ 「プロファイル傾斜」(PROFILE_RAMP) - 工具はツールパスコンターの形状に従って閉状領域に進入します。

デフォルト: 「自動」(AUTOMATIC)
回転仕上げステップでは、「閉状領域開始」(CLOSED_AREA_ENTRY) オプションは「仕上げオプション」(FINISH_OPTION) が「フロア仕上げ」(FLOOR_FINISH) に設定されている場合にのみ適用されます。 |
• 「傾斜角度」(RAMP_ANGLE) - 工具が次のスライスまたはパスに進入するときの角度を指定します。
デフォルト: 5
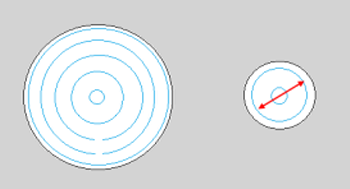
• 「ヘリカル直径比率」(HELICAL_DIAMETER_PERC) - 工具直径の割合として最大許容ヘリカル直径を指定します。これは工具のヘリカル開始モーションに適用されます。
デフォルト: 80 パーセント
• 「高速距離」(RAPID_DISTANCE) - 工具が軸に沿って早送りでリトラクト/アプローチする点までの距離を指定します。高速距離には解除距離が含まれます。
デフォルト: 20 mm
• 「空中運動の安全距離」(AIR_MOVE_SAFETY_DIST) - 干渉を回避するための、工具の空中運動と参照部品サーフェスの間の最小距離です。
デフォルト: 10 mm

回転荒削りと回転仕上げのマシン設定のパラメータ
• 「スムーズ半径」(SMOOTH_RADIUS) - すべての中間パスでのフィレットまたはスムーズコーナー加工の半径を指定します。
このパラメータは中間パスにのみスムーズ半径を生成します。この値は 0 より大きく、「最大ピッチ」(MAX_STEP_OVER) の値より小さくなければなりません。
デフォルト: -
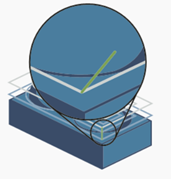
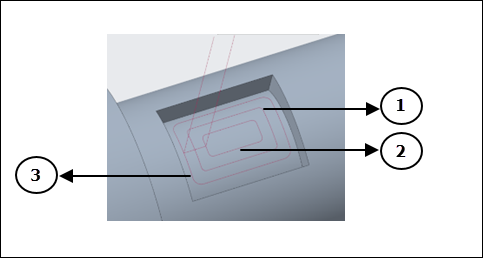
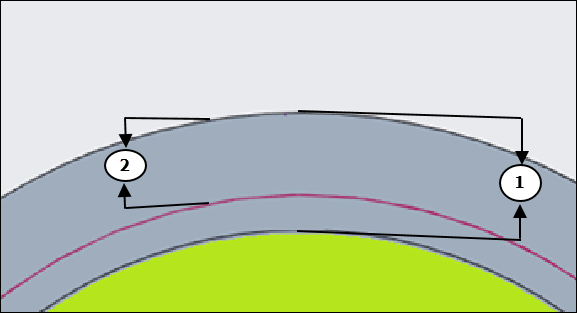
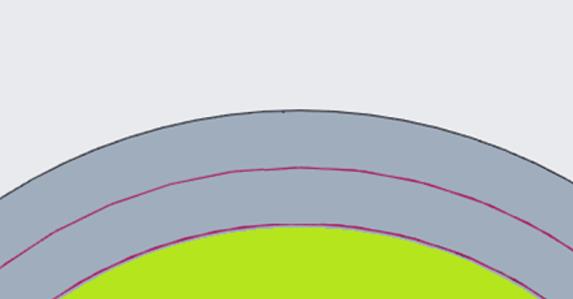
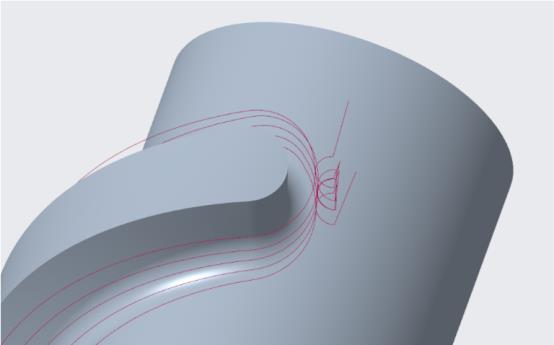
次の図は、「スムーズ半径」(SMOOTH_RADIUS) の値が 6 で、「仕上げパスのスムーズ半径」(FINAL_PASS_SMOOTH_RADIUS) の値が 0 の場合の仕上げパスと中間パス示しています。
1. 中間パス
2. 中間パス
3. 仕上げパス
• 「仕上げパスのスムーズ半径」(FINAL_PASS_SMOOTH_RADIUS) - 仕上げパスでのフィレットまたはスムーズコーナー加工の半径を指定します。
このパラメータは仕上げパスにのみスムーズ半径を生成します。この値は 0 より大きく、「最大ピッチ」(MAX_STEP_OVER) の値より小さくなければなりません。
デフォルト: 0
仕上げパスでスムーズ半径を生成するには、この値は 0 より大きく、「最大ピッチ」(MAX_STEP_OVER) の値より小さくなければなりません。
指定した値が 0 より大きい場合、このパラメータは「スムーズ半径」(SMOOTH_RADIUS) で定義されている値が 0 より大きい場合にのみ機能します。 |
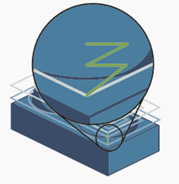
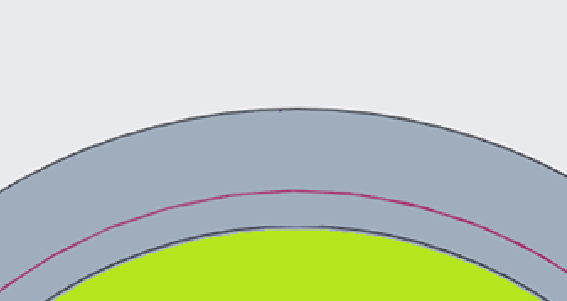
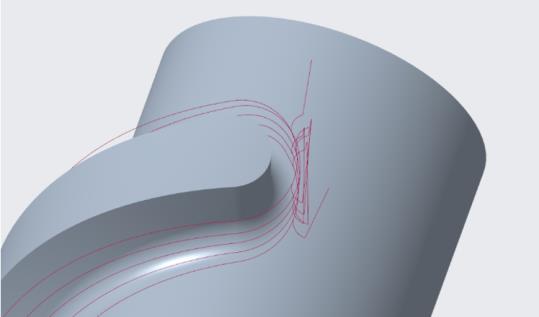
次の図は、「スムーズ半径」(SMOOTH_RADIUS) の値が 3 で、「仕上げパスのスムーズ半径」(FINAL_PASS_SMOOTH_RADIUS) の値が 6 の場合の仕上げパスと中間パス示しています。
1. 中間パス
2. 中間パス
3. 仕上げパス
回転荒削りのパラメータ
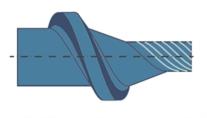
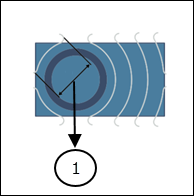
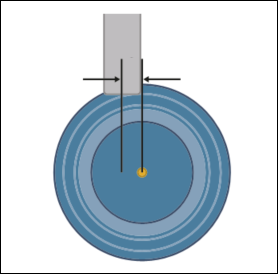
• 「工具軸オフセット」(TOOL_AXIS_OFFSET) - 軸オフセットがある回転荒削り加工を可能にします。工具中心線はワークピースの回転軸からオフセットします。
このパラメータにより、工具は工具中心ではなくカッター刃先で適切にカットできるようになります。したがって、非球形工具を使用して、より安定した切削速度で直径に近い切削を実現できます。
オフセットは常に回転方向と反対方向になり、回転方向が変わると自動的に位置が変わります。この変更は、回転運動を伴わない直線移動で発生します。これによって、工具の損傷を防ぎ、安全なプロセスを実現します。
最大許容値が工具半径を超えてはなりません。
デフォルト: 0
負の値はサポートされていません。 |
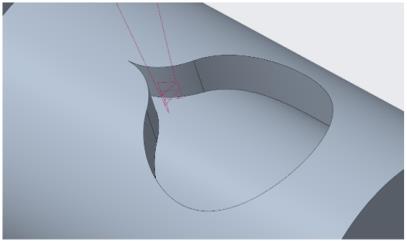
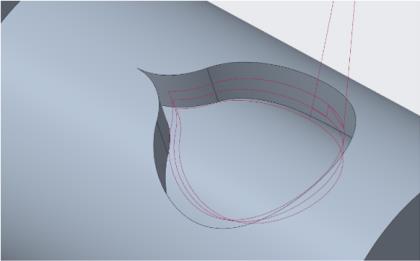
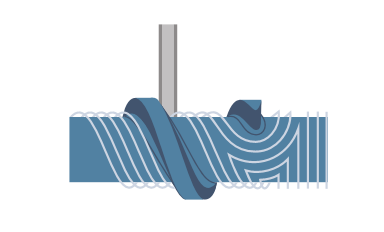
定義されている「工具軸オフセット」(TOOL_AXIS_OFFSET) の値が 0 より大きい場合:
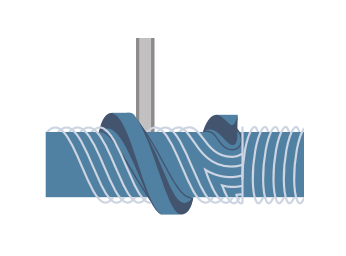
定義されている「工具軸オフセット」(TOOL_AXIS_OFFSET) の値が 0 の場合:
• 「セグメントツールパス接続」(CONNECT_SEGMENTED_TOOLPATH) - 「いいえ」(NO) (デフォルト) に設定した場合、このパラメータは、素材と交差しないすべてのツールパスセグメントを除去します。
「はい」(YES) に設定した場合、このパラメータは、素材と部分的に交差するセグメント化されたコンターを接続します。
• 「仕上げカットを確認」(ENSURE_FINISH_CUT) - 「いいえ」(NO) (デフォルト) に設定した場合、このパラメータは、リトラクトのある部分的なツールパスセグメントを生成します。
「はい」(YES) に設定した場合、このパラメータは、部分的なセグメントを接続して完全なカットを作成し、リトラクトを最小限に抑えます。
• 「最小アダプティブステップ深さ」(MIN_ADAPTIVE_STEP_DEPTH) - 次のいずれかを決めるしきい値です。
◦ すべてのカットが等距離になるように追加のカットを生成し、フラット領域に材料を残しません。
◦ 追加のカットを生成しません。代わりに、ステップ深さが一定のツールパスを生成します。これにより、フラット領域にいくらかの材料が残ることがあります。
指定した値がしきい値より小さい場合、追加のカットが生成されます。指定した値がしきい値より大きい場合、追加のカットは生成されません。
追加のカットが生成された場合、既存のステップ深さカットと追加のカットが等間隔に配分されます。
「最小アダプティブステップ深さ」(MIN_ADAPTIVE_STEP_DEPTH) のしきい値は、次の式によって決まります。
円柱の間の距離 / 必要なカットの合計
例 1:
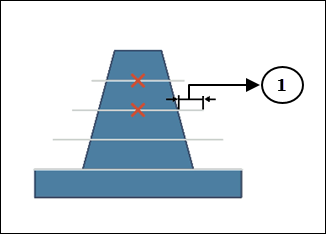
次のモデルの 2 つの円柱について考えます。ここでは、2 つの円柱の間の距離は 25 で、ステップ深さは 6 です。
1. 2 つの円柱の間の距離
2. ステップ深さ
ツールパスで 4 つの一定ステップ深さカットが生成され、これにより円柱 2 の上面サーフェスにいくらかの材料が残ります。この円柱 2 の上面サーフェスを加工するには、追加の深さカットが 1 つ必要です。したがって、4 つの一定ステップ深さカットと 1 つの追加深さカットを含む合計 5 つのカットが必要です。これら 5 つのカットは、2 つの円柱の間で等間隔に配分されます。
この例では、定義されている式に従って、「最小アダプティブステップ深さ」(MIN_ADAPTIVE_STEP_DEPTH) のしきい値が 25 / 5 = 5 として計算されています。
「最小アダプティブステップ深さ」(MIN_ADAPTIVE_STEP_DEPTH) パラメータの値が 4 に設定されている場合、これはしきい値 5 より小さいため、5 つの等距離のカットが生成され、円柱 2 の上面サーフェスに材料が残りません。
「最小アダプティブステップ深さ」(MIN_ADAPTIVE_STEP_DEPTH) パラメータの値が 7 に設定されている場合、これはしきい値 5 より大きいため、5 番目のカットは無視されます。一定ステップ深さが 6 である 4 つのカットが生成され、円柱 2 の上面サーフェスに材料が残ります。
例 2:
次のモデルの 2 つの円柱について考えます。ここでは、2 つの円柱の間の距離は 10 で、ステップ深さは 7 です。
1. 2 つの円柱の間の距離
2. ステップ深さ
ツールパスで 1 つの一定ステップ深さカットが生成され、これにより円柱 2 の上面サーフェスにいくらかの材料が残ります。この円柱 2 の上面サーフェスを加工するには、追加の深さカットが 1 つ必要です。したがって、1 つの一定ステップ深さカットと 1 つの追加深さカットを含む合計 2 つのカットが必要です。これら 2 つのカットは、2 つの円柱の間で等間隔に配分されます。
この例では、定義されている式に従って、「最小アダプティブステップ深さ」(MIN_ADAPTIVE_STEP_DEPTH) のしきい値が 10 / 2 = 5 として計算されています。
「最小アダプティブステップ深さ」(MIN_ADAPTIVE_STEP_DEPTH) パラメータの値が 4.9 に設定されている場合、これはしきい値 5 より小さいため、2 つの等距離のカットが生成され、円柱 2 の上面サーフェスに材料が残りません。
「最小アダプティブステップ深さ」(MIN_ADAPTIVE_STEP_DEPTH) パラメータの値が 5.1 に設定されている場合、これはしきい値 5 より大きいため、2 番目のカットは無視されます。一定ステップ深さが 7 である 1 つのカットのみが生成され、円柱 2 の上面サーフェスに材料が残ります。
• 「スキャンタイプ」(SCAN_TYPE) - 次のオプションを使用できます。
◦ 「オフセットのみ」(OFFSET_ONLY) - 回転軸に沿ったオフセットツールパスを加工サーフェス全体に定義します。ツールパスは加工サーフェス上のすべてのエッジからオフセットします。
◦ 「オフセットとらせん」(OFFSET_AND_SPIRAL) - 2 つのタイプのスライスを組み合わせて使用します。障害物が検出されるまで、らせん状カットのツールパスが自動的に生成されます。障害物が検出されると、ツールパスはオフセットストラテジーに戻ります。
回転仕上げのパラメータ
• 「閉じたループ重複」(CLOSED_LOOP_OVERLAP) - 閉じたループ内に重なり合うツールパスを生成しません。
デフォルト: 0
「閉じたループ重複」(CLOSED_LOOP_OVERLAP) が 0 の場合、次のツールパスが生成されます。
定義した値が 0 より大きい場合、リードイン位置とリードアウト位置でのカッターマークを回避するため、指定した値に従って、閉じたループ内に重なり合うツールパスが生成されます。
「閉じたループ重複」(CLOSED_LOOP_OVERLAP) が 3 の場合、次のツールパスが生成されます。
「閉じたループ重複」(CLOSED_LOOP_OVERLAP) パラメータは、「仕上げオプション」(FINISH_OPTION) が「フロア仕上げ」(FLOOR_FINISH) に設定されている場合はサポートされません。 |
• 「最適化ウォールステップ深さ」(OPTIMIZED_WALL_STEP_DEPTH) - 仕上げカーブまたは傾斜サーフェスに設定される最小ステップ深さです。
このパラメータは、「仕上げオプション」(FINISH_OPTION) が「最適化ウォール仕上げ」(OPTIMIZED_WALL_FINISH) に設定されている場合にのみサポートされます。 |
デフォルト: 0.1
• 「仕上げオプション」(FINISH_OPTION) - 最適化されたツールパスを作成するための加工方法を指定します。
回転仕上げステップのみに適用できます。
デフォルト: 「ウォール仕上げ」(WALL_FINISH)
次のオプションを使用できます。
◦ 「ウォール仕上げ」(WALL_FINISH) - 「ステップ深さ」(STEP_DEPTH) を使用してウォールサーフェスを加工します。このオプションは、急勾配の領域を加工する場合に使用します。
◦ 「最適化ウォール仕上げ」(OPTIMIZED_WALL_FINISH) - 最適化されたツールパスでカーブサーフェスや傾斜サーフェスを加工します。ツールパスでは、「最大ピッチ」(MAX_STEP_OVER) パラメータと「最適化ウォールステップ深さ」(OPTIMIZED_WALL_STEP_DEPTH) パラメータの組み合わせが使用されます。
このオプションを使用することで、カーブサーフェスや傾斜サーフェスを加工する際に、ウォールの XY ピッチを最適化して、より一貫した最大 XY ピッチを生成できます。必要なツールパスの数を減らして加工効率を上げるために、最小ステップ深さが調整されます。
サイクルタイムを短縮するため、可能なかぎり、最適化された XY ピッチカットはトリムされます。
◦ 「フロア仕上げ」(FLOOR_FINISH) - 「最大ピッチ」(MAX_STEP_OVER) を使用して円柱サーフェスと円錐サーフェスを加工します。このオプションは、なだらかな領域を加工する場合に使用します。