Parameter für Rotationsschruppen- und Rotationsschlichten-Folgen
Rotationsschruppen- und Rotationsschlichten-Parameter für Schnitttiefe und Schneidaufmaße
• MAX_SCHRITTWEITE – Geben Sie den maximalen Abstand zwischen aufeinanderfolgenden Läufen an. Die maximale Schrittweite wird standardmäßig berechnet, wenn Sie ein Werkzeug auswählen.
Voreinstellung: Basiert auf interner Beziehung nach Definition des Werkzeugs.
• ZUSTELLUNG – Geben Sie die inkrementelle Tiefe jedes Laufs an. Der Wert für ZUSTELLUNG muss größer als 0 sein. Die Zustellung bzw. Schritttiefe wird standardmäßig berechnet, wenn Sie ein Werkzeug auswählen.
Voreinstellung: Basiert auf interner Beziehung nach Definition des Werkzeugs.
• AUFMASS – Definiert das Aufmaß, das auf allen Bearbeitungsflächen belassen werden soll.
Voreinstellung: 1 (Rotationsschruppen-Schritt), 0 (Rotationsschlichten-Schritt)
• FILTER_TYP – Wählen Sie den Bereichstyp aus, der bei der Bearbeitung gefiltert werden soll. Er wird in Bezug auf den Schwellenwertprozentsatz des Werkzeugdurchmessers angegeben. Er wird verwendet, um das Bearbeiten unnötiger Bereiche zu vermeiden.
Voreinstellung: INKREIS
INKREIS – Gibt an, dass die maximale gefilterte Bereichsbreite ein Kreisdurchmesser ist, der in den Werkzeugweg innerhalb eines solchen Bereichs eingeschrieben wird.
• SCHWELLEN_WERT_PROZENT – Geben Sie den Schwellenwert als Prozentsatz des Werkzeugdurchmessers an. Dieser Wert bestimmt die Breite eines Bereichs, der bei der Bearbeitung ausgefiltert werden soll.
Voreinstellung: 0 Prozent
Dieser Parameter funktioniert in Kombination mit dem Parameter FILTER_TYP.
• ANZAHL_ZWISCHEN_SCHICHTEN – Die Zwischenschicht ist eine Profilschicht zwischen den aufeinanderfolgenden Schruppschichten. Geben Sie die Anzahl der zu erzeugenden Zwischenschichten an.
Voreinstellung: 0
Dies gilt nicht für horizontale und vertikale Geometrie.
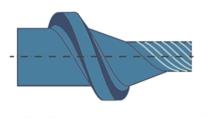
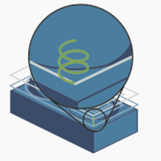
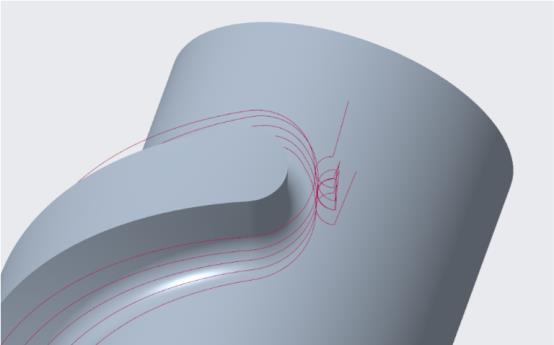
Die folgende Abbildung zeigt die Zwischenschichten, die auf der geneigten Fläche zwischen den beiden aufeinanderfolgenden Schruppen-Schichten generiert werden. Auf der horizontalen Fläche wird keine Zwischenschicht generiert.
ANZAHL_ZWISCHEN_SCHICHTEN ist auf 3 festgelegt:
1. Rotationsschruppen-Schicht
2. Drei Zwischenschichten, die zwischen zwei Schruppen-Schichten generiert werden
• ZWISCHEN_DICKER_ALS_ERKENNEN – Dies ist der Schwellenwert, der festlegt, wann die Zwischenschichten beibehalten oder entfernt werden sollen. Er vermeidet Profilzwischenschichten, bei denen die Menge des Rohlingsmaterials den angegebenen Schwellenwert unterschreitet.
1. Angegebener Schwellenwert
Das Trimmen erfolgt von unten nach oben.
Das Trimmen erfolgt wie folgt:
◦ Wenn DICKER_ALS_ERKENNEN gleich 0 ist, wird die Filterung mit einem erzwungenen Wert (1,25-fache Schnitttoleranz) durchgeführt.
◦ Wenn DICKER_ALS_ERKENNEN größer als 0 ist, werden Schichten innerhalb des Schwellenwerts gefiltert.
Voreinstellung: 0
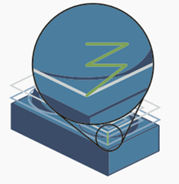
Der folgende Werkzeugweg wird generiert, wenn Folgendes zutrifft:
◦ ZWISCHEN_DICKER_ALS_ERKENNEN ist auf 0 festgelegt, wobei von einem erzwungenen Wert vom 1,25-fachen der Schnitttoleranz ausgegangen wird.
◦ ANZAHL_ZWISCHEN_SCHICHTEN ist auf 3 festgelegt.
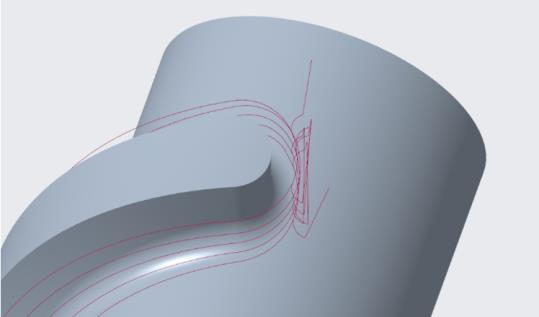
Wenn ZWISCHEN_DICKER_ALS_ERKENNEN auf 2 und ANZAHL_ZWISCHEN_SCHICHTEN auf 3 festgelegt ist, wird der folgende Werkzeugweg generiert:
In einem solchen Fall werden einige Zwischenläufen entfernt, bei denen die Menge des Rohlingsmaterials kleiner als der für ZWISCHEN_DICKER_ALS_ERKENNEN angegebene Wert ist.
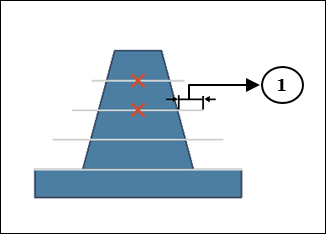
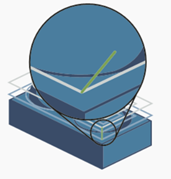
• MAX_DISKRETIS_SCHRITT – Gibt den maximal zulässigen Abstand zwischen zwei Punkten auf dem Werkzeugweg an.
Sollte der Abstand zwischen zwei Punkten auf dem Werkzeugweg größer als MAX_DISKRETIS_SCHRITT sein, werden Zwischenpunkte hinzugefügt, und zwar so, dass der Abstand zwischen zwei Punkten stets geringer als der Parameterwert MAX_DISKRETIS_SCHRITT ist.
Wenn kein Wert für MAX_DISKRETIS_SCHRITT (Standardeinstellung) angegeben ist, werden die Punkte des Werkzeugwegs ausschließlich anhand des Toleranzwertes generiert.
1. MAX_DISKRETIS_SCHRITT
• AUSSPARUNGS_VERSATZ – Erzeugt einen Werkzeugweg innerhalb der Aussparungsschleifen, der um den angegebenen Wert versetzt ist. Beim Wert 0 gibt es keinen Versatz, und der Schnitt wird bis zu den Berandungen der Aussparungsschleifen erzeugt.
Voreinstellung: 0
Negative Werte werden nicht unterstützt. |
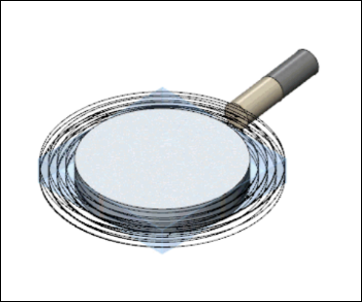
• ZUSÄTZLICHE_SCHNITTE_AUF_BODEN – Wenn für diesen Parameter der Standardwert NEIN festgelegt ist, erzeugt dieser Parameter Schnitte mit konstanter Schritttiefe ohne zusätzlichen Schnitt auf dem Boden. In solchen Fällen kann Aufmaß auf den zylindrischen oder konischen Flächen verbleiben. Das Aufmaß kann größer oder kleiner sein als das benutzerdefinierte Aufmaß.
Wenn dieser Parameter auf JA festgelegt ist, erzeugt dieser Parameter neben den Schnitten mit konstanter Schritttiefe einen zusätzlichen Schnitt auf jeder zylindrischen oder konischen Fläche, wobei das benutzerdefinierte Aufmaß beibehalten wird. Die Gesamtzahl der generierten Schnitte wird nicht gleich weit entfernt verteilt.
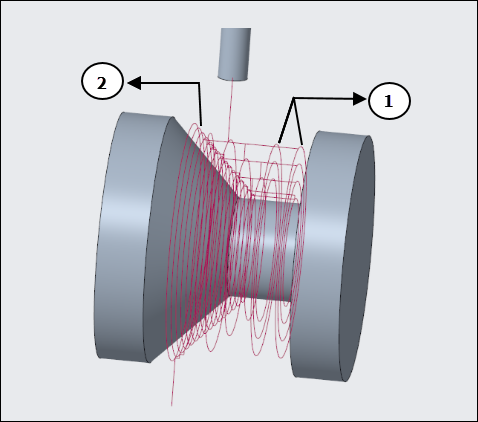
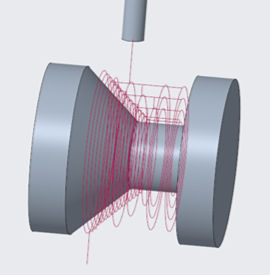
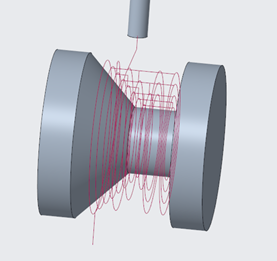
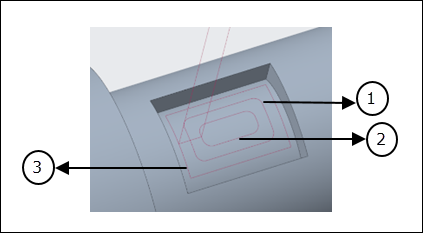
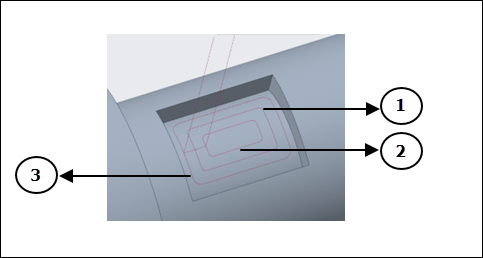
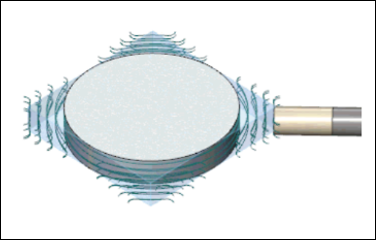
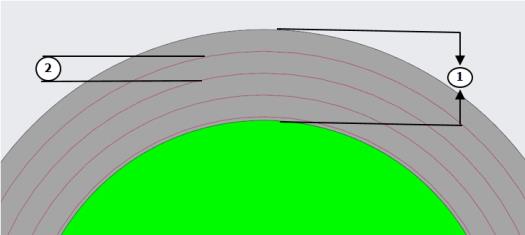
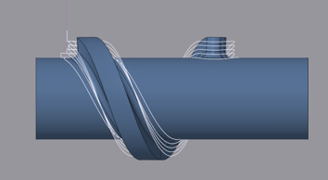
Beispiel: Wenn ZUSÄTZLICHE_SCHNITTE_AUF_BODEN auf JA festgelegt ist, werden neben den Schnitten mit konstanter Schritttiefe zusätzliche Schnitte auf jeder zylindrischen Fläche generiert, wie in der folgenden Abbildung dargestellt:
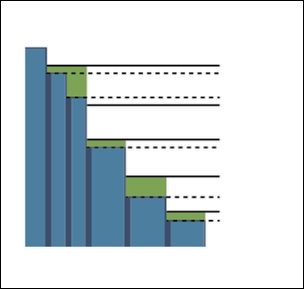
Die durchgezogenen Linien stellen ZUSTELLUNG-Schnitte dar, und die gepunkteten Linien stellen ZUSÄTZLICHE_SCHNITTE_AUF_BODEN in der Abbildung dar.
Der Parameter ZUSÄTZLICHE_SCHNITTE_AUF_BODEN wird im Rotationsschlichten-Schritt nicht unterstützt, wenn SCHLICHT_OPTION auf BODEN_SCHLICHTEN festgelegt ist. |
• KURZE_VERSCHIEBUNG_SCHWELLENWERT – Geben Sie den Schwellenwert an, der festlegt, wann kurze oder lange Verschiebungen basierend auf der Länge des Werkzeugweges getrennt werden sollen.
Voreinstellung: 0
1. Länge der Werkzeugwegbewegung
• KURZE_VERSCHIEBUNG_FILTERN – Filtert Schnitte, deren Länge kleiner als der für KURZE_VERSCHIEBUNG_SCHWELLENWERT angegebene Wert ist.
Die folgenden Optionen stehen zur Verfügung:
◦ KONTUREN_ÖFFNEN – Filtert die kurzen Verschiebungen für offene Schleifen.

◦ KONTUREN_SCHLIESSEN – Filtert die kurzen Verschiebungen für geschlossene Schleifen.

◦ BEIDE_KONTUREN – Filtert kurze Verschiebungen für offene Schleifen und geschlossene Schleifen.

Voreinstellung: KONTUREN_ÖFFNEN
• SPALT_TRIMMEN_SCHWELLENWERT – Bei einem Rotationsschruppen-Schritt wird der Werkzeugweg aufgrund der Aufmaßdefinition entsprechend der Form des Aufmaßes getrimmt, wodurch Spalte innerhalb des Werkzeugwegs entstehen. In einem Rotationsschlichten-Schritt werden aufgrund von Spalten innerhalb der Bearbeitungsflächen auch Spalte innerhalb des Werkzeugwegs erzeugt.
Geben Sie den Schwellenwert an, um kleine oder große Spalte basierend auf der Spaltgröße innerhalb des Werkzeugwegs zu trennen.
Als Standardwert werden alle Spalte übersprungen und neu verknüpft.
Voreinstellung: 0
Für einen definierten Wert werden Spalte, die schmaler als die Schwellenwerte sind, verbunden, und das Werkzeug bleibt unten. Nur die Spalte, die größer als der Schwellenwert sind, werden übersprungen und neu verknüpft.
Beispiel:
◦ Wenn der Schwellenwert 0 ist, werden alle Spalte übersprungen und neu verknüpft.
◦ Wenn der eingestellte Wert größer ist als der Schwellenwert für die Größe des schmalen Spalts, werden kleinere Spalten vermieden, und das Werkzeug bleibt unten. Nur die großen Spalten werden übersprungen und neu verknüpft.
Rotationsschruppen- und Rotationsschlichten-Parameter für Schnittbewegungen
• BEARBEITEN_NACH – Wählen Sie eine der folgenden Bearbeitungsoptionen aus:
◦ BEREICHE – Alle Bereiche werden nacheinander separat bearbeitet.

◦ EBENEN – Alle Bereiche werden gleichzeitig in aufeinander folgenden Ebenen bearbeitet.

Rotationsschruppen- und Rotationsschlichten-Parameter für Anfahr-/Wegfahrbewegungen
• GESCHL_BER_ANFAHRT – Geben Sie die Anfahrmethode für geschlossene Bereiche an.
Die folgenden Optionen stehen zur Verfügung:
◦ AUTOMATISCH – Das Werkzeug verwendet die für geschlossene Bereiche am besten geeignete Anfahrt.
◦ SPIRALFÖRMIG – Das Werkzeug fährt einen geschlossenen Bereich an, indem es einer spiralförmigen Leitkurve folgt. Der Durchmesser der Spirale wird durch den Parameter SPIRALFÖRMIGER_DURCHMESSER_PROZENT angegeben.
◦ LINIEN_RAMPE – Das Werkzeug fährt einen geschlossenen Bereich an, indem es einer winkeligen Linie folgt.
◦ ZIG_ZAG_RAMP – Das Werkzeug fährt einen geschlossenen Bereich an, indem es einer winkeligen Linie in einer Zickzackbewegung folgt.
◦ PROFIL_RAMPE – Das Werkzeug fährt einen geschlossenen Bereich an, indem es der Form der Werkzeugweg-Kontur folgt.

Voreinstellung: AUTOMATISCH
Für Rotationsschlichten-Schritte sind die Optionen unter GESCHL_BER_ANFAHRT nur anwendbar, wenn SCHLICHT_OPTION auf BODEN_SCHLICHTEN festgelegt ist. |
• RAMPEN_WINKEL – Geben Sie den Winkel an, mit dem das Werkzeug die nächste Schicht oder Bahn anfährt.
Voreinstellung: 5
• SPIRALFÖRMIGER_DURCHMESSER_PROZENT – Geben Sie den maximal zulässigen Spiralendurchmesser als Prozentsatz des Werkzeugdurchmessers an. Dieser gilt für spiralförmige Anfahrten des Werkzeugs.
Voreinstellung: 80 Prozent
• EILGANG_ABSTAND – Geben Sie den Abstand an, von dem aus das Werkzeug mit Eilgang-Vorschub entlang der Achse zurückgezogen wird bzw. heranfährt. Der Eilgangabstand schließt den Sicherheitsabstand ein.
Voreinstellung: 20 mm
• LUFT_BEWEGUNG_SICHERHEITS_ABSTAND – Dies ist der Mindestabstand zwischen den Luftbewegungen des Werkzeugs und den Flächen des Referenzteils, der nötig ist, um eine Kollision zu vermeiden.
Voreinstellung: 10 mm

Rotationsschruppen- und Rotationsschlichten-Parameter für Maschineneinstellungen
• RADIUS_GLÄTTEN – Geben Sie den Radius für Verrundungen oder für die Glättung von Ecken in allen Zwischenläufen an.
Dieser Parameter generiert einen glatten Radius nur für Zwischenläufe. Der Wert muss größer als 0 und kleiner als der Wert für MAX_SCHRITTWEITE sein.
Voreinstellung: -
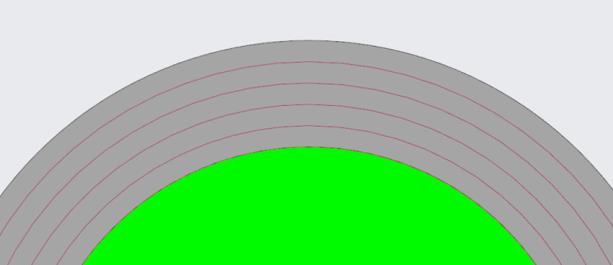
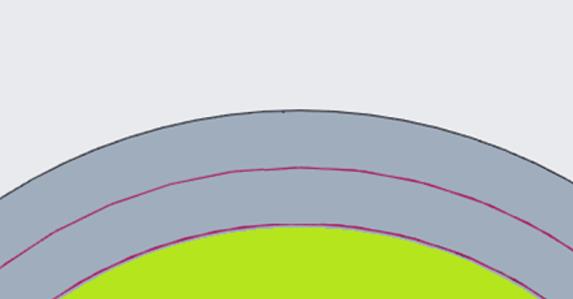
Die folgende Abbildung zeigt den letzten Lauf und die Zwischenläufe, wenn der Wert für RADIUS_GLÄTTEN 6 und der Wert für LETZTER_LAUF_RADIUS_GLÄTTEN 0 ist.
1. Zwischenlauf
2. Zwischenlauf
3. Letzter Lauf
• LETZTER_LAUF_RADIUS_GLÄTTEN – Geben Sie den Radius für Verrundungen oder für die Glättung von Ecken im letzten Lauf an.
Mit diesem Parameter wird nur für den letzten Lauf ein glatter Radius generiert. Der Wert muss größer als 0 und kleiner als der Wert für MAX_SCHRITTWEITE sein.
Voreinstellung: 0
Damit beim letzten Lauf ein glatter Radius generiert wird, muss der Wert größer als 0 und kleiner als der Wert für MAX_SCHRITTWEITE sein.
Wenn der angegebene Wert größer als 0 ist, funktioniert dieser Parameter nur, wenn der definierte Wert für RADIUS_GLÄTTEN größer als 0 ist. |
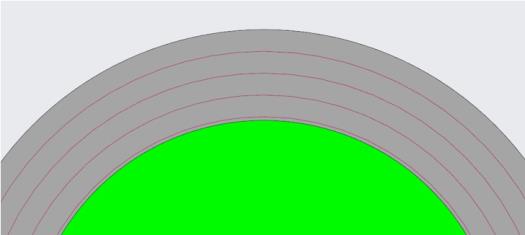
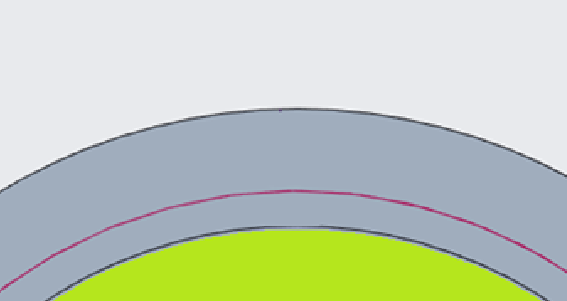
Die folgende Abbildung zeigt den letzten Lauf und die Zwischenläufe, wenn der Wert für RADIUS_GLÄTTEN 3 und der Wert für LETZTER_LAUF_RADIUS_GLÄTTEN 6 ist.
1. Zwischenlauf
2. Zwischenlauf
3. Letzter Lauf
Parameter für Rotationsschruppen
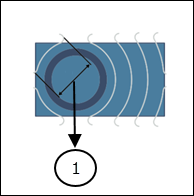
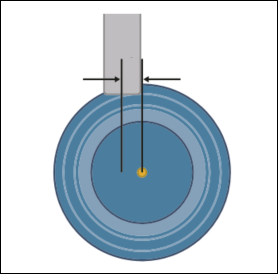
• WERKZEUG_ACHSEN_VERSATZ – Ermöglicht eine Rotationsschruppen-Bearbeitung mit einem Achsenversatz. Die Werkzeug-Mittellinie wird relativ zur Rotationsachse des Werkstücks versetzt.
Dieser Parameter ermöglicht es dem Werkzeug, korrekt an den Schneidkanten und nicht in der Werkzeugmitte zu schneiden. So können Sie stabilere Schnittgeschwindigkeiten und durchmessernahes Schneiden mit nicht kugelförmigen Werkzeugen erreichen.
Der Versatz liegt immer entgegengesetzt zur Rotationsrichtung und ändert automatisch seine Position, wenn sich die Rotationsrichtung ändert. Diese Änderung erfolgt in einer linearen Bewegung ohne Rotationsbewegung. Dies verhindert eine Beschädigung des Werkzeugs und sorgt für einen sicheren Prozess.
Der maximal zulässige Wert darf den Werkzeugradius nicht überschreiten.
Voreinstellung: 0
Negative Werte werden nicht unterstützt. |
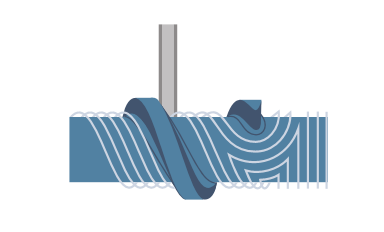
Bei definiertem WERKZEUG_ACHSEN_VERSATZ-Wert größer als 0:
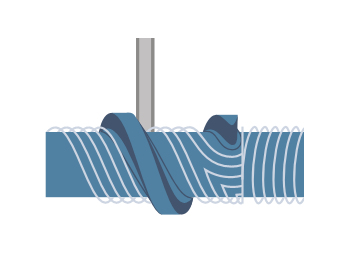
Bei definiertem WERKZEUG_ACHSEN_VERSATZ-Wert gleich 0:
• SEGMENTIERTEN_WERKZEUGWEG_VERBINDEN – Bei Verwendung der Standardeinstellung NEIN entfernt dieser Parameter alle Werkzeugwegsegmente, die sich nicht mit dem Rohling schneiden.
Bei Verwendung der Einstellung JA verbindet dieser Parameter die segmentierten Konturen, die sich teilweise mit dem Rohling schneiden.
• SCHLICHTSCHNITT_SICHERSTELLEN – Bei Verwendung der Standardeinstellung NEIN generiert dieser Parameter partielle Werkzeugwegsegmente mit Rückzügen.
Bei Verwendung der Einstellung JA verbindet dieser Parameter die Teilsegmente und führt einen vollständigen Schnitt durch, wodurch Rückzüge minimiert werden.
• MIN_ADAPTIVE_ZUSTELLUNG – Dieser Schwellenwert bestimmt eine der folgenden Möglichkeiten:
◦ Es wird ein zusätzlicher Schnitt hinzufügt, damit alle Schnitte den gleichen Abstand haben und kein Material in flachen Bereichen verbleibt.
◦ Es wird kein zusätzlicher Schnitt hinzugefügt. Stattdessen wird ein Werkzeugweg mit konstanter Schritttiefe generiert, wodurch eventuell Material in den flachen Bereichen verbleibt.
Wenn der angegebene Wert kleiner als der Schwellenwert ist, wird ein zusätzlicher Schnitt generiert. Wenn der angegebene Wert größer als der Schwellenwert ist, wird kein zusätzlicher Schnitt generiert.
Wenn ein zusätzlicher Schnitt generiert wird, werden die vorhandenen Schnitte mit Schritttiefe und der zusätzliche Schnitt so verteilt, dass sie den gleichen Abstand zueinander haben.
Der Schwellenwert MIN_ADAPTIVE_ZUSTELLUNG wird durch die folgende Formel bestimmt:
Abstand zwischen Zylindern / Gesamtzahl erforderlicher Schnitte
Beispiel 1:
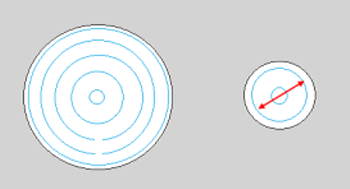
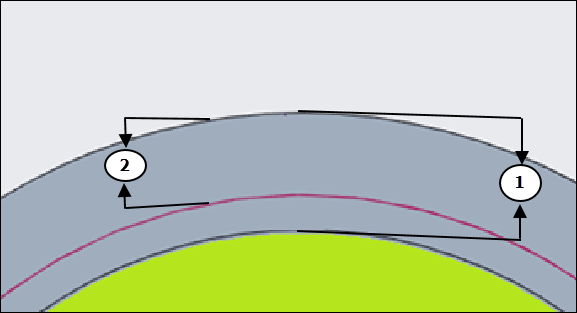
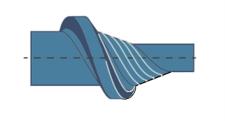
Betrachten Sie die beiden Zylinder des folgenden Modells, bei denen der Abstand zwischen den beiden Zylindern 25 und die Schritttiefe 6 beträgt.
1. Abstand zwischen 2 Zylindern
2. Schritttiefe
Der Werkzeugweg generiert vier Schnitte mit konstanter Schritttiefe, wodurch Material auf der oberen Fläche des Zylinders 2 verbleibt. Wenn Sie diese obere Oberfläche des Zylinders 2 bearbeiten möchten, ist ein zusätzlicher Tiefenschnitt erforderlich. Somit sind insgesamt fünf Schnitte erforderlich, vier Schritte mit konstanter Schritttiefe und ein zusätzlicher Tiefenschnitt. Diese fünf Schnitte sind gleichmäßig zwischen den 2 Zylindern verteilt.
In diesem Beispiel wird der Schwellenwert MIN_ADAPTIVE_ZUSTELLUNG gemäß der definierten Formel als 25 dividiert durch 5 mit dem Ergebnis 5 berechnet.
Wenn der Wert des Parameters MIN_ADAPTIVE_ZUSTELLUNG auf 4 festgelegt ist, was kleiner als der Schwellenwert 5 ist, werden fünf Schnitte mit gleichem Abstand generiert, sodass auf der oberen Fläche von Zylinder 2 kein Material verbleibt.
Wenn der Wert des Parameters MIN_ADAPTIVE_ZUSTELLUNG auf 7 festgelegt ist, was größer als der Schwellenwert 5 ist, wird der fünfte Schnitt ignoriert. Es werden vier Schnitte mit der konstanten Schritttiefe 6 erzeugt, bei denen auf der oberen Fläche des Zylinders 2 Material verbleibt.
Beispiel 2:
Betrachten Sie die 2 Zylinder des folgenden Modells, bei denen der Abstand zwischen den 2 Zylindern 10 und die Schritttiefe 7 beträgt:
1. Abstand zwischen 2 Zylindern
2. Schritttiefe
Der Werkzeugweg generiert einen einzigen Schnitt mit konstanter Schritttiefe, wodurch Material auf der oberen Fläche des Zylinders 2 verbleibt. Wenn Sie diese obere Oberfläche des Zylinders 2 bearbeiten möchten, ist ein zusätzlicher Tiefenschnitt erforderlich. Somit sind insgesamt zwei Schnitte erforderlich, ein Schnitt mit konstanter Schritttiefe und ein zusätzlicher Tiefenschnitt. Diese zwei Schnitte sind gleichmäßig zwischen den 2 Zylindern verteilt.
In diesem Beispiel wird der Schwellenwert MIN_ADAPTIVE_ZUSTELLUNG gemäß der definierten Formel als 10 dividiert durch 2 mit dem Ergebnis 5 berechnet.
Wenn der Wert des Parameters MIN_ADAPTIVE_ZUSTELLUNG auf 4.9 festgelegt wird, was kleiner als der Schwellenwert 5 ist, werden zwei Schnitte mit gleichem Abstand generiert, sodass kein Material auf der oberen Fläche von Zylinder 2 verbleibt.
Wenn der Wert des Parameters MIN_ADAPTIVE_ZUSTELLUNG auf 5.1 festgelegt ist, was größer als der Schwellenwert 5 ist, wird der zweite Schnitt ignoriert. Es wird nur ein einziger Schnitt mit der konstanten Schritttiefe 7 erzeugt, wobei Material auf der oberen Fläche von Zylinders 2 verbleibt.
• VERFAHRWEG_TYP – Die folgenden Optionen stehen zur Verfügung:
◦ NUR_VERSATZ – Definiert einen Versatz-Werkzeugweg entlang der Rotationsachse auf der gesamten Bearbeitungsfläche. Der Werkzeugweg wird ausgehend von allen Kanten auf den Bearbeitungsflächen versetzt.
◦ VERSATZ_UND_SPIRALFÖRMIG – Es wird eine Kombination aus zwei Arten der Schichtfunktion verwendet. Der Werkzeugweg generiert automatisch spiralförmige Materialschnitte, bis er auf ein Hindernis stößt. Nachdem ein Hindernis festgestellt wurde, wird der Werkzeugweg auf eine Versatzstrategie zurückgesetzt.
Parameter für Rotationsschlichten
• GESCHLOSSENE_SCHLEIFE_ÜBERLAPPUNG – Erzeugt keinen überlappenden Werkzeugweg in den geschlossenen Schleifen.
Voreinstellung: 0
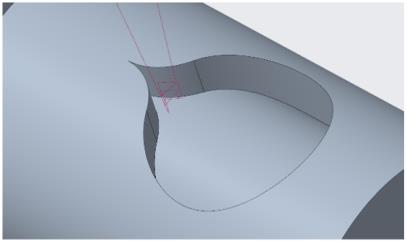
Wenn GESCHLOSSENE_SCHLEIFE_ÜBERLAPPUNG auf 0 festgelegt ist, wird der folgende Werkzeugweg generiert:
Wenn der definierte Wert größer als 0 ist, wird ein überlappender Werkzeugweg entsprechend dem angegebenen Wert in den geschlossenen Schleifen generiert, um zu vermeiden, dass die Schneidevorrichtung Spuren an den Anfahrt- und Wegfahrtpositionen hinterlässt.
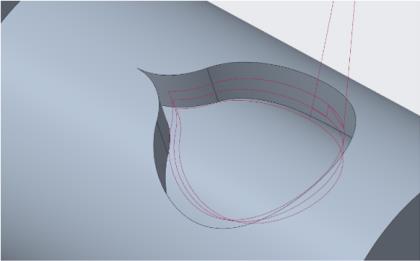
Wenn GESCHLOSSENE_SCHLEIFE_ÜBERLAPPUNG auf 3 festgelegt ist, wird der folgende Werkzeugweg generiert:
Der Parameter GESCHLOSSENE_SCHLEIFE_ÜBERLAPPUNG wird nicht unterstützt, wenn SCHLICHT_OPTION auf BODEN_SCHLICHTEN festgelegt ist. |
• OPTIMIERTE_WAND_ZUSTELLUNG – Dies ist die minimale Schritttiefe, die für das Schlichten von Kurven oder geneigten Flächen festgelegt ist.
Dieser Parameter wird nur unterstützt, wenn SCHLICHT_OPTION auf OPTIMIERTES_WAND_SCHLICHTEN festgelegt ist. |
Voreinstellung: 0.1
• SCHLICHT_OPTION – Geben Sie die Bearbeitungsmethode zum Erzeugen eines optimierten Werkzeugwegs an.
Nur für Rotationsschlichten-Schritte anwendbar.
Voreinstellung: WAND_SCHLICHTEN
Die folgenden Optionen stehen zur Verfügung:
◦ WAND_SCHLICHTEN – Bearbeitet die Wandflächen mit ZUSTELLUNG. Verwenden Sie diese Option zum Bearbeiten steiler Bereiche.
◦ OPTIMIERTES_WAND_SCHLICHTEN – Die Kurve und die geneigten Flächen werden mit einem optimierten Werkzeugweg bearbeitet. Der Werkzeugweg verwendet die Kombination der Parameter MAX_SCHRITTWEITE und OPTIMIERTE_WAND_ZUSTELLUNG.
Mit dieser Option können Sie die Schrittweite für Wände optimieren, um eine konsistentere maximale Schrittweite bei der Bearbeitung gekrümmter und geneigter Flächen zu erzeugen. Die minimale Schritttiefe wird angepasst, um die erforderliche Anzahl von Werkzeugwegen zu reduzieren und die Bearbeitungseffizienz zu erhöhen.
Die optimierten Schrittweiten-Schnitte werden getrimmt, um die Zykluszeit zu reduzieren, soweit dies möglich ist.
◦ BODEN_SCHLICHTEN – Bearbeitet die zylindrischen und konischen Flächen mit MAX_SCHRITTWEITE. Verwenden Sie diese Option zum Bearbeiten sanfter Bereiche.