Paramètres de séquence d'ébauche rotative et de finition rotative
Paramètres d'ébauche rotative et de finition rotative pour la profondeur de coupe et les surépaisseurs
• DECALAGE_PASSE_MAX (MAX_STEP_OVER) : spécifiez la distance maximale entre les passes successives. Celle-ci est calculée par défaut lorsque vous sélectionnez un outil.
Valeur par défaut : basée sur la relation interne après la définition de l'outil.
• PROFONDEUR_PASSE (STEP_DEPTH) : spécifiez la profondeur incrémentielle de chaque passe. La valeur de PROFONDEUR_PASSE doit être supérieure à zéro. La profondeur de passe est calculée par défaut lorsque vous sélectionnez un outil.
Valeur par défaut : basée sur la relation interne après la définition de l'outil.
• SUREPAISSEUR (STOCK_ALLOW) : définissez la quantité de brut à laisser sur toutes les surfaces d'usinage.
Valeur par défaut : 1 (passe d'ébauche rotative), 0 (passe de finition rotative)
• TYPE_FILTRE (FILTER_TYPE) : sélectionnez le type de région à filtrer pendant l'usinage. Ce paramètre est spécifié par rapport au pourcentage de seuil du diamètre de l'outil. Il permet d'éviter l'usinage des régions inutiles.
Valeur par défaut : CERCLE_INSCRIT (INSCRIBED_CIRCLE)
CERCLE_INSCRIT (INSCRIBED_CIRCLE) : indique que la largeur de région maximale filtrée est un diamètre de cercle, qui est inscrit dans la trajectoire d'outil d'une telle région.
• VALEUR_SEUIL_POURCENT (THRESHOLD_VALUE_PERCENT) : spécifie la valeur de seuil en pourcentage du diamètre de l'outil. Cette valeur détermine la largeur d'une région à filtrer pendant l'usinage.
Valeur par défaut : 0 %
Ce paramètre fonctionne en association avec le paramètre TYPE_FILTRE (FILTER_TYPE).
• NBRE_TRANCHES_INTERMEDIAIRES (NUMBER_INTERMEDIATE_SLICES) : la tranche intermédiaire est une tranche de contournage entre les tranches d'ébauche successives. Spécifiez le nombre de tranches intermédiaires à créer.
Valeur par défaut : 0
Ne s'applique pas à la géométrie horizontale et verticale.
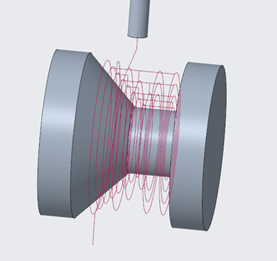
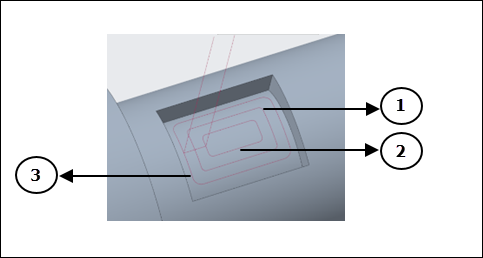
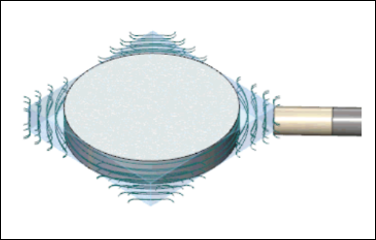
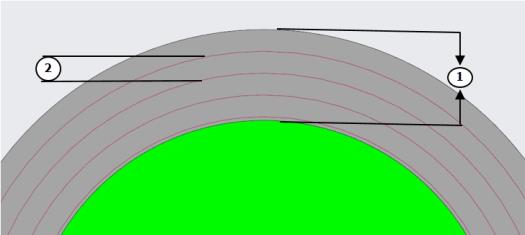
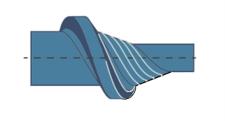
L'illustration ci-après montre les tranches intermédiaires générées sur la surface inclinée entre les deux tranches d'ébauche consécutives. Aucune tranche intermédiaire n'est générée sur la surface horizontale.
NBRE_TRANCHES_INTERMEDIAIRES (NUMBER_INTERMEDIATE_SLICES) est défini sur 3 :
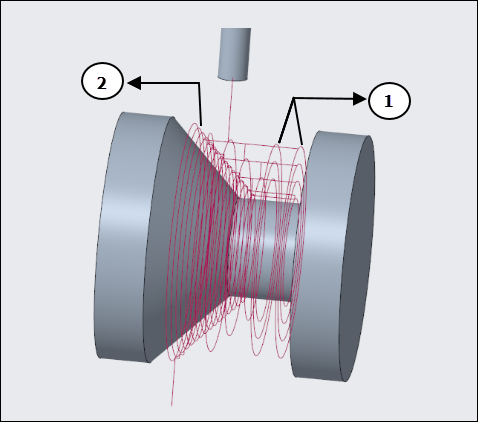
1. Tranche d'ébauche rotative
2. Trois tranches intermédiaires générées entre deux tranches d'ébauche
• DETECT_INTERM_PLUS_EPAISSE_QUE (INTERMEDIATE_DETECT_THICK_THAN) : valeur de seuil à conserver ou à retirer des tranches intermédiaires. Ce seuil évite les tranches de contournage intermédiaires dans lesquelles la quantité de matière du brut est inférieure à la valeur de seuil spécifiée.

1. Valeur de seuil spécifiée
L'ajustement est effectué de bas en haut.
L'ajustement est effectué comme suit :
◦ Si la valeur de DETECTER_PLUS_EPAIS (DETECT_THICKER_THAN) est égale à 0, le filtrage est effectué à l'aide d'une valeur imposée (1.25 x tolérance de coupe).
◦ Si la valeur de DETECTER_PLUS_EPAIS (DETECT_THICKER_THAN) est supérieure à 0, les tranches sont filtrées dans la valeur de seuil.
Valeur par défaut : 0
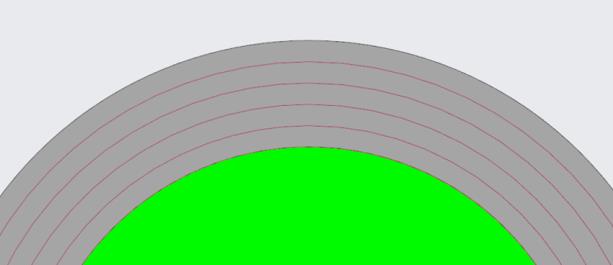
La trajectoire d'outil suivante est générée lorsque :
◦ DETECT_INTERM_PLUS_EPAISSE_QUE (INTERMEDIATE_DETECT_THICK_THAN) est défini sur 0, compte tenu de la valeur imposée de 1.25 x tolérance de coupe.
◦ NBRE_TRANCHES_INTERMEDIAIRES (NUMBER_INTERMEDIATE_SLICES) est défini sur 3.
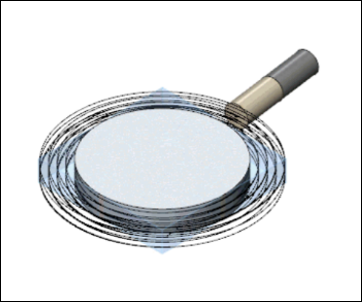
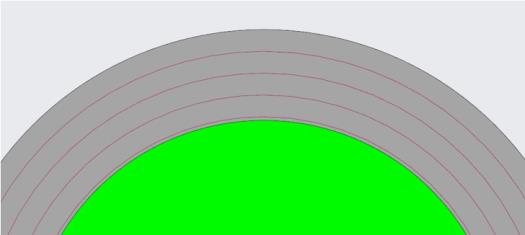
Lorsque DETECT_INTERM_PLUS_EPAISSE_QUE (INTERMEDIATE_DETECT_THICK_THAN) est défini sur 2 et que NBRE_TRANCHES_INTERMEDIAIRES (NUMBER_INTERMEDIATE_SLICES) est défini sur 3, la trajectoire d'outil suivante est générée :
Dans ce cas, certaines passes intermédiaires sont enlevées lorsque la quantité de matière du brut est inférieure à la valeur spécifiée de DETECT_INTERM_PLUS_EPAISSE_QUE (INTERMEDIATE_DETECT_THICK_THAN) spécifiée.
• PAS_DISCRETISATION_MAX (MAX_DISCRETIZ_STEP) : ce paramètre spécifie la distance maximale autorisée entre deux points dans la trajectoire d'outil.
Si la distance entre deux points de la trajectoire d'outil est supérieure à la valeur de ce paramètre, des points intermédiaires sont ajoutés de sorte que la distance entre deux points soit toujours inférieure au PAS_DISCRETISATION_MAX (MAX_DISCRETIZ_STEP).
Si aucune valeur n'est spécifiée pour ce paramètre (valeur par défaut), seule la valeur de tolérance est utilisée pour générer les points de la trajectoire d'outil.
1. PAS_DISCRETISATION_MAX (MAX_DISCRETIZ_STEP)
• DECALAGE_CONFINEMENT (CONTAINMENT_OFFSET) : crée une trajectoire d'outil décalée à l'intérieur des boucles de confinement compte tenu de la valeur spécifiée. Avec la valeur 0, aucun décalage n'est appliqué et la coupe est créée jusqu'aux frontières des boucles de confinement.
Valeur par défaut : 0
Les valeurs négatives ne sont pas prises en charge. |
• COUPES_SUPPL_SUR_SOL (ADDITIONAL_CUTS_ON_FLOOR) : lorsque ce paramètre est défini sur NON (NO) (valeur par défaut), il crée des coupes de profondeur de passe constante sans découpe supplémentaire sur le sol. Dans ce cas, du brut peut rester sur les surfaces cylindriques ou coniques, qui peut correspondre plus ou moins au brut défini par l'utilisateur.
Lorsqu'il est défini sur OUI (YES), ce paramètre crée une coupe supplémentaire sur chaque surface cylindrique ou conique ainsi que des coupes de profondeur de passe constante, en conservant le brut défini par l'utilisateur. Le nombre total de coupes générées n'est pas distribué de manière équidistante.
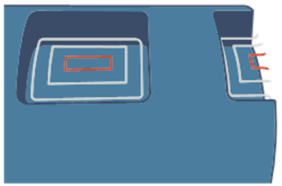
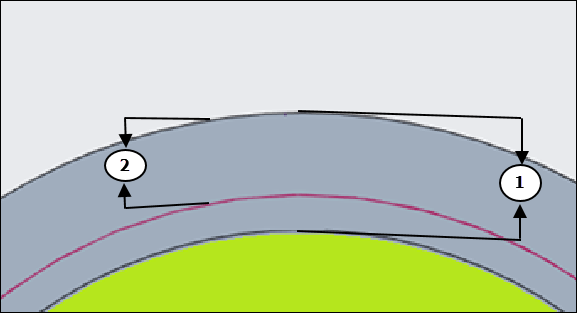
Par exemple, lorsque COUPES_SUPPL_SUR_SOL (ADDITIONAL_CUTS_ON_FLOOR) est défini sur OUI (YES), des coupes supplémentaires sur chaque surface cylindrique avec une des coupes à profondeur de passe constante sont générées, comme illustré ci-dessous :

Les lignes continues représentent les coupes PROFONDEUR_PASSE (STEP_DEPTH) et les lignes en pointillés représentent les COUPES_SUPPL_SUR_SOL (ADDITIONAL_CUTS_ON_FLOOR) dans l'illustration.
Le paramètre COUPES_SUPPL_SUR_SOL (ADDITIONAL_CUTS_ON_FLOOR) n'est pas pris en charge dans les passes de finition rotative lorsque l'option OPTION_FINITION (FINISH_OPTION) est définie sur FINITION_SOL (FLOOR_FINISH). |
• SEUIL_MVT_COURT (SHORT_MOVE_THRESHOLD) : spécifiez la valeur de seuil applicable pour distinguer les mouvements courts et longs en fonction de la longueur de la trajectoire d'outil.
Valeur par défaut : 0
1. Longueur du mouvement de la trajectoire d'outil
• FILTRE_MVTS_COURTS (SHORT_MOVE_FILTER) : filtre les coupes dont la longueur est inférieure à la valeur de SEUIL_MVT_COURT (SHORT_MOVE_THRESHOLD) spécifiée.
Les options disponibles sont les suivantes :
◦ CONTOURS_OUVERTS (OPEN_CONTOURS) : filtre les mouvements courts des boucles ouvertes.

◦ CONTOURS_FERMES (CLOSE_CONTOURS) : filtre les mouvements courts des boucles fermées.

◦ DEUX_CONTOURS (BOTH_CONTOURS) : filtre les mouvements courts des boucles ouvertes et fermées.
Valeur par défaut : CONTOURS_OUVERTS (OPEN_CONTOURS)
• SEUIL_INTERVALLE_AJUST (TRIM_GAP_THRESHOLD) : dans une passe d'ébauche rotative, en raison de la définition du brut, la trajectoire d'outil est ajustée en fonction de la forme du brut, ce qui crée des intervalles dans la trajectoire d'outil. Dans une passe de finition rotative, en raison des intervalles dans les surfaces d'usinage, des intervalles sont également générés dans la trajectoire d'outil.
Spécifiez la valeur de seuil applicable pour distinguer les petits et grands intervalles en fonction de la taille des intervalles dans la trajectoire d'outil.
Pour la valeur par défaut, tous les intervalles sont ignorés et reliés.
Valeur par défaut : 0
Pour la valeur définie, les intervalles plus petits que les valeurs de seuil sont connectés et l'outil reste enfoncé. Seuls les intervalles plus grands que la valeur de seuil sont ignorés et reliés.
Par exemple :
◦ Lorsque la valeur de seuil est de 0, tous les intervalles sont ignorés et reliés.
◦ Lorsque la valeur définie est supérieure à la valeur de seuil de la taille des petits intervalles, les intervalles plus petits sont évités et l'outil reste enfoncé. Seuls les grands intervalles sont ignorés et reliés.
Paramètre d'ébauche rotative et de finition rotative pour les mouvements de section
• USINER_PAR (MACHINE_BY) : sélectionnez l'une des options d'usinage suivantes :
◦ REGIONS (REGIONS) : chaque région est usinée séparément l'une après l'autre.

◦ NIVEAUX (LEVELS) : toutes les régions sont usinées simultanément par niveaux successifs.

Paramètres d'ébauche rotative et de finition rotative pour les Mouvements d'entrée/sortie
• ENTREE_ZONE_FERMEE (CLOSED_AREA_ENTRY) : spécifie la méthode d'entrée pour les zones fermées.
Les options disponibles sont les suivantes :
◦ AUTOMATIQUE (AUTOMATIC) : l'outil utilise l'entrée la mieux adaptée pour la zone fermée.
◦ HELICOIDAL (HELICAL) : l'outil entre dans une zone fermée en suivant une trajectoire hélicoïdale. Le diamètre de l'hélice est spécifié par le paramètre DIAMETRE_HELICOIDAL_POURCENT (HELICAL_DIAMETER_PERC).

◦ RAMPE_LIGNE (LINE_RAMP) : l'outil entre dans une zone fermée en suivant une ligne angulaire.

◦ ZIG_ZAG_RAMP (ZIG_ZAG_RAMP) : l'outil entre dans une zone fermée en suivant une ligne angulaire dans un mouvement en zig-zag.

◦ RAMPE_CONTOUR (PROFILE_RAMP) : l'outil entre dans une zone fermée en suivant la forme du contour de la trajectoire d'outil.

Valeur par défaut : AUTOMATIQUE (AUTOMATIC)
Pour les passes de finition rotative, les options ENTREE_ZONE_FERMEE (CLOSED_AREA_ENTRY) s'appliquent uniquement lorsque l'option OPTION_FINITION (FINISH_OPTION) est définie sur FINITION_SOL (FLOOR_FINISH). |
• ANGLE_RAMPE (RAMP_ANGLE) : spécifie l'angle auquel l'outil entre dans la tranche ou passe suivante.
Valeur par défaut : 5
• DIAMETRE_HELICOIDAL_POURCENT (HELICAL_DIAMETER_PERC) : spécifie le diamètre d'hélice maximal autorisé en pourcentage du diamètre de l'outil. Ce paramètre s'applique à l'entrée hélicoïdale de l'outil.
Valeur par défaut : 80 %
• RAPIDE_DISTANCE (RAPID_DISTANCE) : spécifiez la distance à partir de laquelle l'outil se rétracte ou approche à une avance rapide le long de l'axe. La distance rapide inclut la distance de sécurité.
Valeur par défaut : 20 mm
• DIST_SECUR_MVT_AERIEN (AIR_MOVE_SAFETY_DIST) : distance minimale entre les mouvements aériens de l'outil et les surfaces de la pièce de référence afin d'éviter toute collision.
Valeur par défaut : 10 mm

Paramètres d'ébauche rotative et de finition rotative pour réglages machine
• RAYON_LISSAGE (SMOOTH_RADIUS) : spécifiez le rayon applicable pour la création de congés ou l'usinage de coins lissés lors de toutes les passes intermédiaires.
Ce paramètre ne génère un rayon de lissage que pour les passes intermédiaires. La valeur doit être supérieure à 0 et inférieure à la valeur de DECALAGE_PASSE_MAX (MAX_STEP_OVER).
Par défaut : -
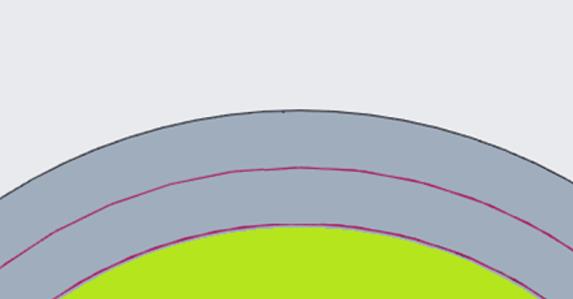
L'illustration ci-après montre la passe finale et les passes intermédiaires lorsque la valeur de RAYON_LISSAGE (SMOOTH_RADIUS) est fixée à 6 et que celle de RAYON_LISSAGE_PASSE_FINALE (FINAL_PASS_SMOOTH_RADIUS) est de 0.
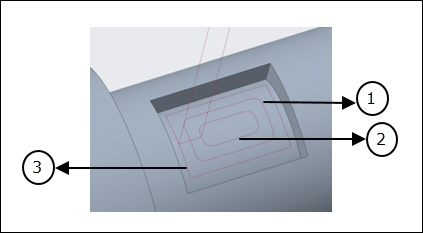
1. Passe intermédiaire
2. Passe intermédiaire
3. Passe finale
• RAYON_LISSAGE_PASSE_FINALE (FINAL_PASS_SMOOTH_RADIUS) : spécifiez le rayon applicable pour la création de congés ou l'usinage de coins lissés lors de la passe finale.
Ce paramètre ne génère un rayon de lissage que pour la passe finale. La valeur doit être supérieure à 0 et inférieure à la valeur de DECALAGE_PASSE_MAX (MAX_STEP_OVER).
Valeur par défaut : 0
Pour la génération d'un rayon de lissage à la passe finale, la valeur doit être supérieure à 0 et inférieure à la valeur de DECALAGE_PASSE_MAX (MAX_STEP_OVER).
Lorsque la valeur spécifiée est supérieure à 0, ce paramètre ne fonctionne que lorsque la valeur définie de RAYON_LISSAGE (SMOOTH_RADIUS) est aussi supérieure à 0. |
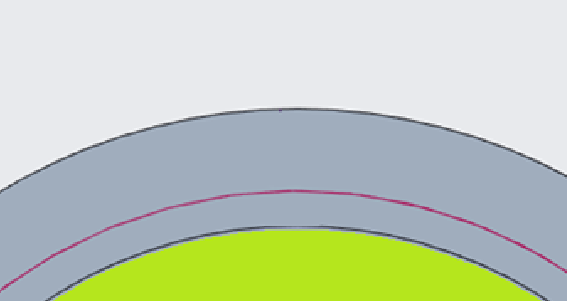
L'illustration ci-après montre la passe finale et les passes intermédiaires lorsque la valeur de RAYON_LISSAGE (SMOOTH_RADIUS) est fixée à 3 et que celle de RAYON_LISSAGE_PASSE_FINALE (FINAL_PASS_SMOOTH_RADIUS) est de 6.
1. Passe intermédiaire
2. Passe intermédiaire
3. Passe finale
Paramètres d'ébauche rotative
• DECALAGE_AXE_OUTIL (TOOL_AXIS_OFFSET) : opère l'usinage d'ébauche rotative avec un décalage d'axe. Le trait d'axe de l'outil est décalé par rapport à l'axe de rotation du brut.
Ce paramètre permet à l'outil de couper correctement avec les arêtes de coupe et non avec le centre de l'outil. Par conséquent, vous obtenez des vitesses de coupe plus stables et des coupes proches du diamètre avec des outils non sphériques.
Le décalage se fait toujours dans le sens opposé au sens de rotation et change automatiquement de position lorsque le sens de rotation change. Ce changement se produit dans un mouvement linéaire sans mouvement de rotation. Ceci évite d'endommager l'outil et garantit un processus sûr.
La valeur maximale acceptée ne peut pas dépasser le rayon de l'outil.
Valeur par défaut : 0
Les valeurs négatives ne sont pas prises en charge. |
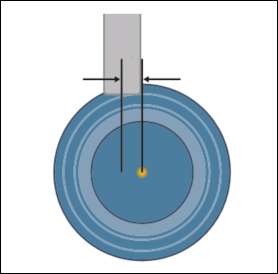
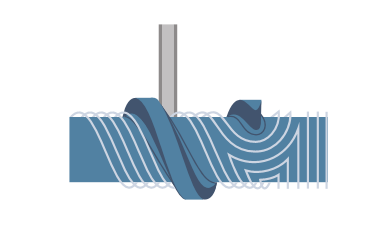
Lorsque la valeur définie de DECALAGE_AXE_OUTIL (TOOL_AXIS_OFFSET) est supérieure à 0 :
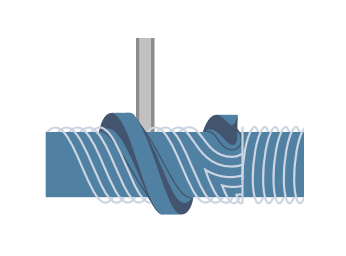
Lorsque la valeur définie de DECALAGE_AXE_OUTIL (TOOL_AXIS_OFFSET) est égale à 0 :
• CONNECTER_TRAJ_OUTIL_SEGMENTEE (CONNECT_SEGMENTED_TOOLPATH) : lorsque ce paramètre est défini sur NON (NO) (valeur par défaut), il enlève tous les segments de la trajectoire d'outil qui n'intersectent pas le brut.
Lorsqu'il est défini sur OUI (YES), il relie les contours segmentés qui intersectent partiellement le brut.
• ASSURER_COUPE_FINITION (ENSURE_FINISH_CUT) : lorsque ce paramètre est défini sur NON (NO) (valeur par défaut), il génère des segments partiels de trajectoire d'outil comportant des retraits.
Lorsqu'il est défini sur OUI (YES), il relie les segments partiels et réalise une coupe complète, en minimisant les retraits.
• PROF_PASSE_ADAPTATIVE_MIN (MIN_ADAPTIVE_STEP_DEPTH) : valeur de seuil qui détermine dans quels cas :
◦ une coupe supplémentaire est ajoutée pour que toutes les coupes soient équidistantes, sans laisser aucune matière sur les zones planes ;
◦ aucune coupe supplémentaire n'est ajoutée, et une trajectoire d'outil de profondeur de passe constante est générée, susceptible de laisser de la matière sur les zones planes.
Si la valeur spécifiée est inférieure à la valeur de seuil, une coupe supplémentaire est générée. Si la valeur spécifiée est supérieure à la valeur de seuil, aucune coupe supplémentaire n'est générée.
Si une coupe supplémentaire est générée, les coupes de profondeur de passe existantes et la coupe supplémentaire sont distribuées de manière équidistante.
La valeur de seuil de PROF_PASSE_ADAPTATIVE_MIN (MIN_ADAPTIVE_STEP_DEPTH) est déterminée par la formule suivante :
Distance entre les cylindres / Coupes totales requises
Exemple 1 :
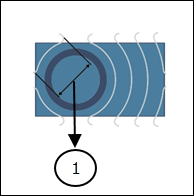
Prenons les deux cylindres du modèle suivant, où la distance entre les deux cylindres est de 25 et la profondeur de passe est de 6.
1. Distance entre les 2 cylindres
2. Profondeur de passe
La trajectoire d'outil génère quatre coupes de profondeur de passe constante, laissant de la matière sur la surface supérieure du cylindre 2. Pour usiner cette surface supérieure du cylindre 2, une coupe de profondeur supplémentaire est nécessaire. Par conséquent, cinq coupes au total sont requises, avec quatre coupes de profondeur de passe constante et une coupe de profondeur supplémentaire. Ces cinq coupes sont distribuées de manière équidistante entre les 2 cylindres.
Dans cet exemple, la valeur de seuil de PROF_PASSE_ADAPTATIVE_MIN (MIN_ADAPTIVE_STEP_DEPTH), calculée avec la formule définie, est égale à 5 (25 divisé par 5).
Si le paramètre PROF_PASSE_ADAPTATIVE_MIN (MIN_ADAPTIVE_STEP_DEPTH) est défini sur 4, une valeur inférieure à la valeur de seuil (5), cinq coupes équidistantes seront générées, ne laissant aucune matière sur la surface supérieure du cylindre 2.
Si le paramètre PROF_PASSE_ADAPTATIVE_MIN (MIN_ADAPTIVE_STEP_DEPTH) est défini sur 7, une valeur supérieure à la valeur de seuil (5), la cinquième coupe sera ignorée. Quatre coupe d'une profondeur constante de 6 seront générées, laissant de la matière sur la surface supérieure du cylindre 2.
Exemple 2 :
Prenons les deux cylindres du modèle suivant, où la distance entre les deux cylindres est de 10 et la profondeur de passe est de 7.
1. Distance entre les 2 cylindres
2. Profondeur de passe
La trajectoire d'outil génère une unique coupe de profondeur de passe constante, laissant de la matière sur la surface supérieure du cylindre 2. Pour usiner cette surface supérieure du cylindre 2, une coupe de profondeur supplémentaire est nécessaire. Par conséquent, deux coupes au total sont requises, avec une coupe de profondeur de passe constante et une coupe de profondeur supplémentaire. Ces deux coupes sont distribuées de manière équidistante entre les 2 cylindres.
Dans cet exemple, la valeur de seuil de PROF_PASSE_ADAPTATIVE_MIN (MIN_ADAPTIVE_STEP_DEPTH), calculée avec la formule définie, est égale à 5 (10 divisé par 2).
Si le paramètre PROF_PASSE_ADAPTATIVE_MIN (MIN_ADAPTIVE_STEP_DEPTH) est défini sur 4.9, une valeur inférieure à la valeur de seuil (5), deux coupes équidistantes seront générées, ne laissant aucune matière sur la surface supérieure du cylindre 2.
Si le paramètre PROF_PASSE_ADAPTATIVE_MIN (MIN_ADAPTIVE_STEP_DEPTH) est défini sur 5.1, une valeur supérieure à la valeur de seuil (5), la deuxième coupe sera ignorée. Une seule coupe d'une profondeur constante de 7 sera générée, laissant de la matière sur la surface supérieure du cylindre 2.
• TYPE_BALAYAGE (SCAN_TYPE) : les options disponibles sont les suivantes :
◦ DECALAGE_SEUL (OFFSET_ONLY) : définit une trajectoire d'outil décalée le long de l'axe de rotation sur la totalité de la surface d'usinage. La trajectoire d'outil est décalée par rapport à toutes les arêtes des surfaces d'usinage.
◦ DECALAGE_ET_SPIRALE (OFFSET_AND_SPIRAL) : utilise une combinaison de deux types de tranchage. La trajectoire d'outil génère automatiquement des coupes en spirale jusqu'à ce qu'elle rencontre une obstruction. Après avoir rencontré une obstruction, la trajectoire d'outil revient à une stratégie de décalage.
Paramètres de finition rotative
• CHEVAUCHEMENT_BOUCLE_FERMEE (CLOSED_LOOP_OVERLAP) : ne génère aucune trajectoire d'outil en chevauchement dans les boucles fermées.
Valeur par défaut : 0
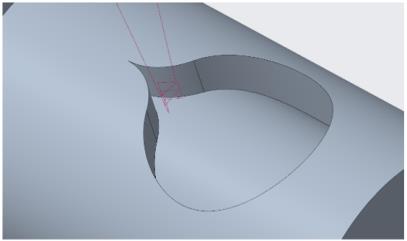
La trajectoire d'outil suivante est générée lorsque CHEVAUCHEMENT_BOUCLE_FERMEE (CLOSED_LOOP_OVERLAP) est défini sur 0 :
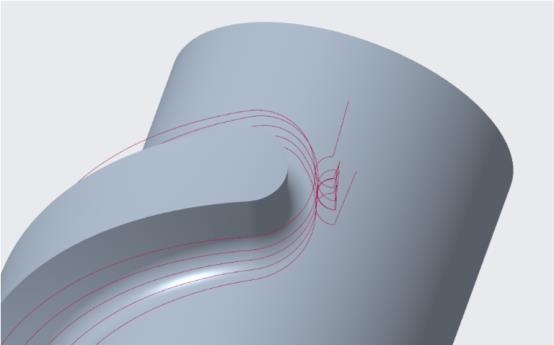
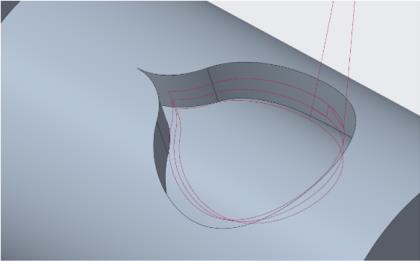
Si la valeur définie est supérieure à 0, génère une trajectoire d'outil en chevauchement en fonction de la valeur spécifiée dans les boucles fermées pour éviter les marques d'outil aux positions d'entrée et de sortie tangentielles.
La trajectoire d'outil suivante est générée lorsque CHEVAUCHEMENT_BOUCLE_FERMEE (CLOSED_LOOP_OVERLAP) est défini sur 3 :
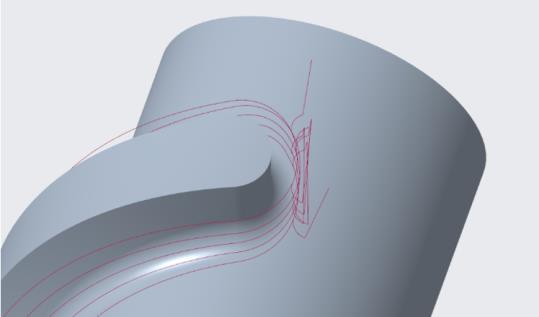
Le paramètre CHEVAUCHEMENT_BOUCLE_FERMEE (CLOSED_LOOP_OVERLAP) n'est pas pris en charge lorsque OPTION_FINITION (FINISH_OPTION) est défini sur FINITION_SOL (FLOOR_FINISH). |
• PROF_PASSE_PAROI_OPTIMISEE (OPTIMIZED_WALL_STEP_DEPTH) : profondeur de passe minimale définie pour la finition des courbes ou des surfaces inclinées.
Ce paramètre n'est pris en charge que lorsque l'option OPTION_FINITION (FINISH_OPTION) est définie sur FINITION_PAROI_OPTIMISEE (OPTIMIZED_WALL_FINISH). |
Valeur par défaut : 0.1
• OPTION_FINITION (FINISH_OPTION) : spécifie la méthode d'usinage à utiliser pour créer une trajectoire d'outil optimisée.
Uniquement applicable aux passes de finition rotative.
Valeur par défaut : FINITION_PAROI (WALL_FINISH)
Les options disponibles sont les suivantes :
◦ FINITION_PAROI (WALL_FINISH) : usine les surfaces de paroi avec la PROFONDEUR_PASSE (STEP_DEPTH). Utilisez cette option pour usiner les zones de forte pente.

◦ FINITION_PAROI_OPTIMISEE (OPTIMIZED_WALL_FINISH) : usine les surfaces courbes et inclinées avec une trajectoire d'outil optimisée. La trajectoire d'outil utilise en combinaison les réglages de DECALAGE_PASSE_MAX (MAX_STEP_OVER) et de PROF_PASSE_PAROI_OPTIMISEE (OPTIMIZED_WALL_STEP_DEPTH).
Cette option vous permet d'optimiser le décalage de passe pour les parois afin de produire un décalage de passe maximal plus cohérent lors de l'usinage des surfaces courbes et inclinées. La profondeur de passe minimale est ajustée de manière à réduire le nombre requis de trajectoires d'outil et à accroître l'efficacité de l'usinage.
Les coupes de décalage de passe optimisées sont ajustées pour réduire le temps de cycle, chaque fois que cela est possible.
◦ FINITION_SOL (FLOOR_FINISH) : usine les surfaces cylindriques et coniques à l'aide du DECALAGE_PASSE_MAX (MAX_STEP_OVER). Utilisez cette option pour usiner les zones de faible pente.