旋轉粗加工序列與旋轉精加工序列參數
切削深度及裕量的旋轉粗加工與旋轉精加工參數
• 最大跨度 - 指定連續路徑間的最大距離。依預設,最大跨度會在您選取刀具時計算。
預設值:根據定義刀具後的內部關係。
• 步長深度 - 指定每個路徑的增量深度。「步長深度」值必須大於零。依預設,「步距深度」會在您選取刀具時計算。
預設值:根據定義刀具後的內部關係。
• 加工裕量 - 定義要留在所有加工曲面上的坯件量。
預設值:1 (旋轉粗加工步驟),0 (旋轉精加工步驟)
• 篩選器類型 - 選取加工時要篩選出的區域類型。這裡的指定與刀具直徑的臨界值百分比相關。這是用來避免加工不必要的區域。
預設值:INSCRIBED_CIRCLE
內切圓 - 指出所篩選的最大區域寬度為循環直徑,而該值會內接至此類區域內的刀具路徑。
• 臨界值百分比 - 以刀具直徑的百分比指定臨界值。這個值會決定要在加工時篩選出之區域的寬度。
預設值:0%
此參數必須與「篩選器類型」參數搭配使用。
• 中間切片數目 - 中間切片是連續粗加工切片之間的「輪廓」切片。指定要建立的中間切片數目。
預設值:0
此設定不會套用至水平與垂直幾何。
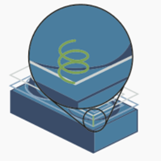
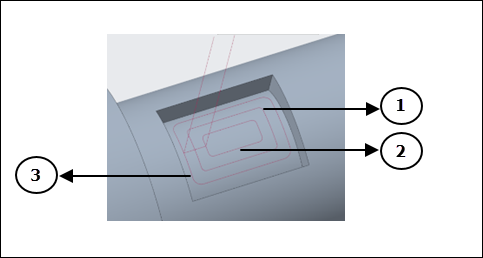
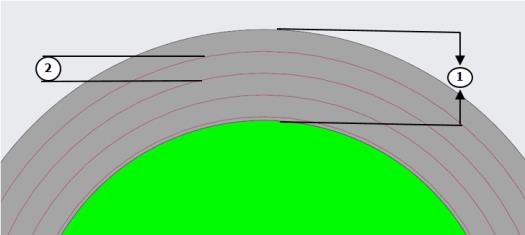
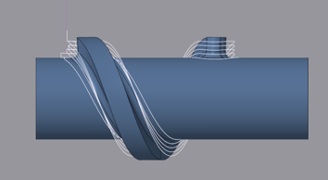
下圖指示了在兩個連續粗加工切片之間的傾斜曲面上產生的中間切片。在水平曲面上未產生中間切片。
「中間切片數目」設定為 3:
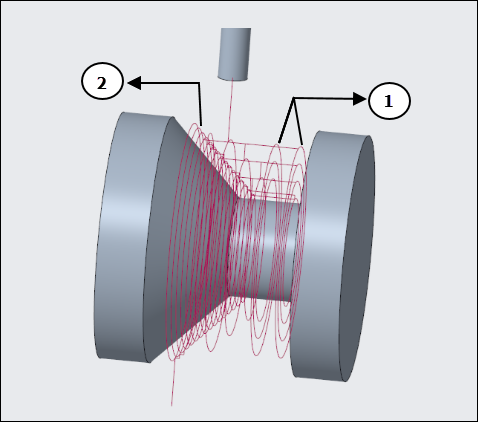
1. 旋轉粗加工切片
2. 在兩個粗加工切片之間產生的三個中間切片
• 中間_偵測_厚度_大於 - 這是要保留或移除中間切片的臨界值。它可避免坯件材料量小於指定臨界值的中間輪廓切片。
1. 指定的臨界值
裁剪會從下到上執行。
會依照下列方式執行裁剪:
◦ 如果「偵測厚度大於」為 0,會使用強制值 (1.25*切削公差) 執行篩選。
◦ 如果「偵測厚度大於」大於 0,會在臨界值內篩選切片。
預設值:0
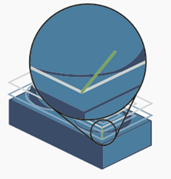
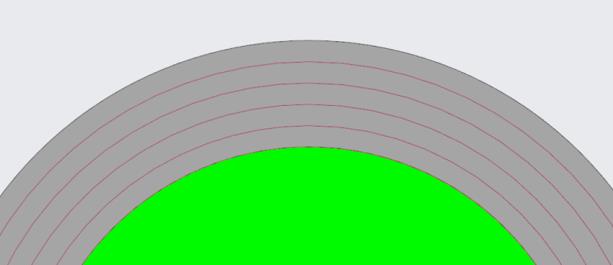
在以下情況下,會產生下列刀具路徑:
◦ 將「中間_偵測_厚度_大於」設定為 0,並將強制值視為 1.25*切削公差。
◦ 將「中間切片數目」設定為 3。
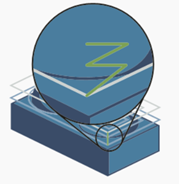
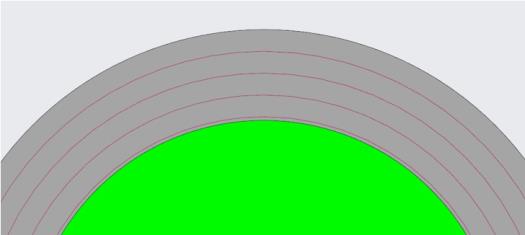
當將「中間_偵測_厚度_大於」設定為 2,將「中間切片數目」設定為 3 時,會產生下列刀具路徑:
在此情況下,當坯件材料量小於指定的「中間_偵測_厚度_大於」值時,會移除一些中間路徑。
• 最大離散步長 - 可指定刀具路徑上兩點之間的最大距離上限。
如果刀具路徑上兩點之間的距離大於「最大離散步長」,會以使兩點之間的距離一律小於「最大離散步長」的方式新增中間點。
如果未指定「最大離散步長」的值 (預設值),則只會使用公差值來產生刀具路徑點。
1. 最大離散步長
• 內含_位移 - 依指定值在內含迴圈內建立位移刀具路徑。對於 0 值,不會有位移,並會建立切削直到內含迴圈的邊界。
預設值:0
不支援負值。 |
• 地板_上的_額外_切削 - 如果設定為 NO (預設),此參數會建立恆定步距深度切削,且地板上沒有額外切削。在此類情況下,坯件可能會保留在圓柱或圓錐曲面上,且數量可以比使用者定義的坯件多或少。
如果設定為 YES,此參數會在每個圓柱或圓錐曲面上建立額外的切削及恆定步距深度切削,並維持使用者定義的坯件。產生的切削總數不會等距分佈。
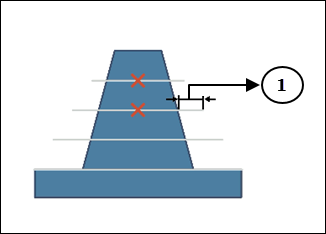
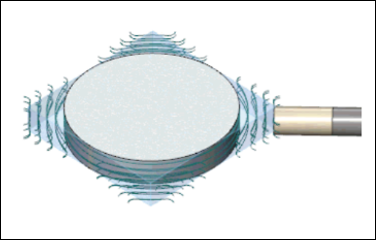
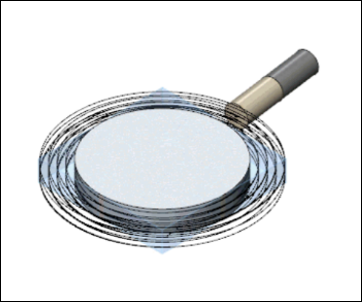
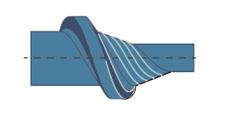
例如,當「地板_上的_額外_切削」設定為「是」時,會產生每個圓柱曲面上的額外切削及恆定步距深度切削,如下圖所示:
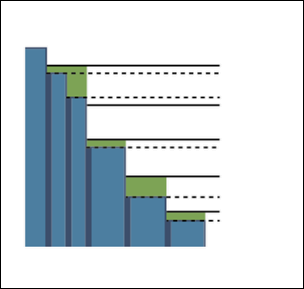
在圖中,實線表示「步長深度」切削,虛線表示「地板_上的_額外_切削」。
當「精加工選項」設定為「地板精加工」時,「旋轉精加工步驟」不支援「地板_上的_額外_切削」參數。 |
• 短_移動_臨界值 - 根據刀具路徑長度,指定臨界值來分離短或長移動。
預設值:0
1. 刀具路徑移動長度
• 短_移動_篩選器 - 篩選長度小於「短_移動_臨界值」指定值的切削。
以下為可用的選項:
◦ 開放輪廓 - 篩選開放迴圈短移動。

◦ 封閉輪廓 - 篩選封閉迴圈短移動。

◦ 兩個_輪廓 - 篩選開放與封閉迴圈短移動。

預設值:開放輪廓
• 裁剪_間隙_臨界值 - 在「旋轉粗加工步驟」中,基於坯件定義,會根據坯件的形狀來裁剪刀具路徑,進而在刀具路徑內建立間隙。在「旋轉精加工步驟」中,基於加工曲面內的間隙,也會在刀具路徑內產生間隙。
根據刀具路徑內的間隙大小,指定臨界值來分離小間隙或大間隙。
對於預設值,會跳過並重新連結所有間隙。
預設值:0
對於已定義的值,會連接小於臨界值的間隙,且刀具會保持向下。只會跳過並重新連結大於臨界值的間隙。
例如:
◦ 當臨界值為 0 時,會略過並重新連結所有間隙。
◦ 當設定值大於小間隙大小的臨界值時,會避免較小的間隙,且刀具會保持向下。只會略過並重新連結大間隙。
切削運動的旋轉粗加工與旋轉精加工參數
• 加工方式 - 選取下列其中一個加工選項:
◦ 區域 - 每個區域都會逐一單獨加工。

◦ 層級 - 所有區域都在連續層級中同時加工。

入刀/退刀運動的旋轉粗加工與旋轉精加工參數
• 關閉區域進刀 - 指定封閉區域的入刀方式。
以下為可用的選項:
◦ 自動 - 刀具為封閉區域選取最適合的入刀方式。
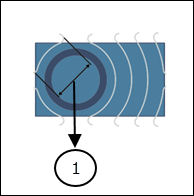
◦ 螺旋 - 刀具會依循螺旋軌跡進入封閉區域。螺旋的直徑是由「螺旋直徑百分比」參數所指定。
◦ 直線_斜坡 - 刀具會依循一定角度進入封閉區域。
◦ Z_字形_斜坡 - 刀具會依循一定角度以 Z 字形運動進入封閉區域。
◦ 輪廓_斜坡 - 刀具會依循刀具路徑輪廓的形狀進入封閉區域。

預設值:自動
對於「旋轉精加工步驟」,「關閉區域進刀」選項只有在「精加工選項」設定為「地板精加工」時才適用。 |
• 斜向角度 - 指定刀具用來進入下一個切片或路徑的角度。
預設值:5
• 螺旋直徑百分比 - 以刀具直徑的百分比來指定最大允許螺旋直徑。此項目適用於刀具的螺旋入刀方式。
預設值:80%
• 快速距離 - 指定刀具沿軸快速進給時撤刀或進刀的距離。快速距離包括安全距離。
預設值:20 mm
• 空_移_安全_距離 - 這是刀具和參照零件曲面空中移動路線間的最小距離,可避免碰撞。
預設值:10 mm

加工設定的旋轉粗加工與旋轉精加工參數
• 平滑半徑 - 指定用於圓角化或用於平滑轉角加工所有中間路徑的半徑。
此參數只會針對中間路徑產生平滑半徑。值必須大於 0 並小於「最大跨度」值。
預設值:-
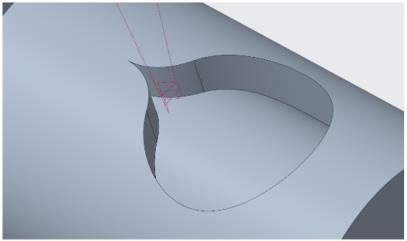
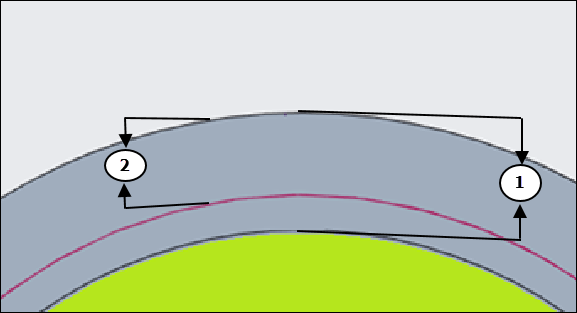
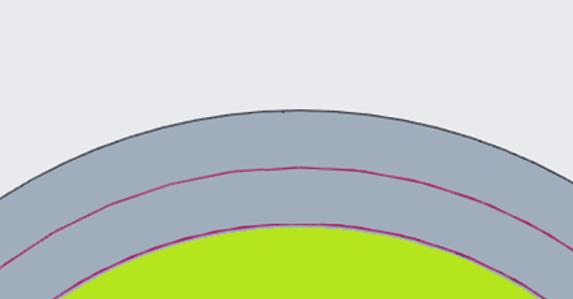
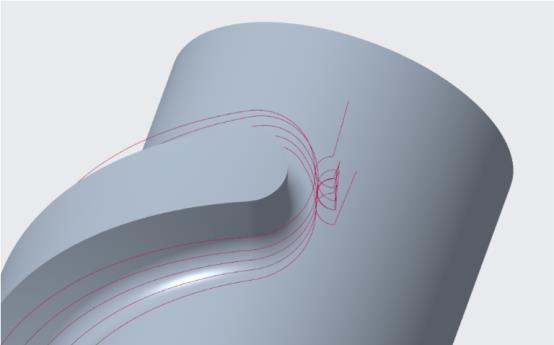
下圖指示當「平滑半徑」值為 6 且「最終_路徑_平滑_半徑」值為 0 時的最終路徑與中間路徑。
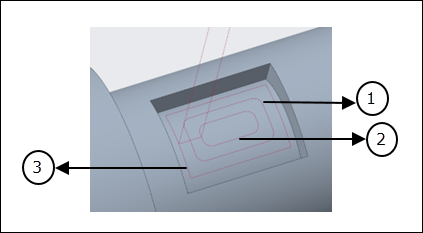
1. 中間路徑
2. 中間路徑
3. 最終路徑
• 最終_路徑_平滑_半徑 - 指定用於圓角化或用於平滑轉角加工最終路徑的半徑。
此參數只會針對最終路徑產生平滑半徑。值必須大於 0 並小於「最大跨度」值。
預設值:0
欲在最終路徑上產生平滑半徑,值必須大於 0 且小於「最大跨度」值。
當指定的值大於 0 時,此參數只有在「平滑半徑」的已定義值大於 0 時才可用。 |
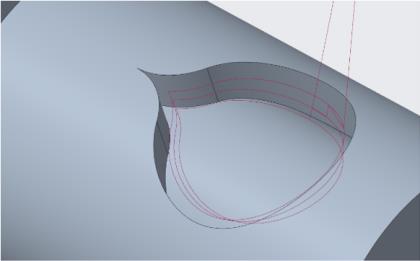
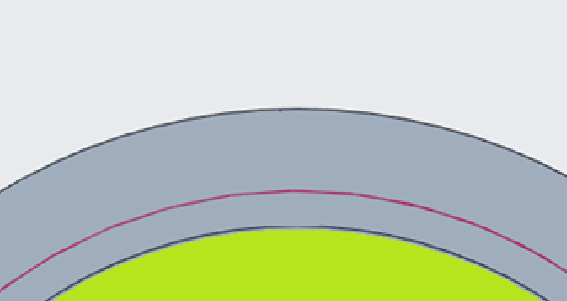
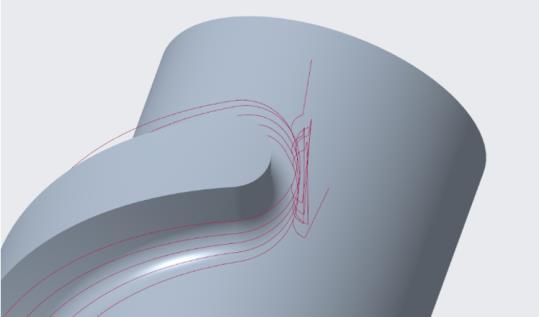
下圖指示當「平滑半徑」值為 3 且「最終_路徑_平滑_半徑」值為 6 時的最終路徑與中間路徑。
1. 中間路徑
2. 中間路徑
3. 最終路徑
旋轉粗加工參數
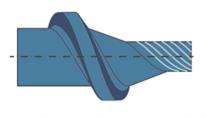
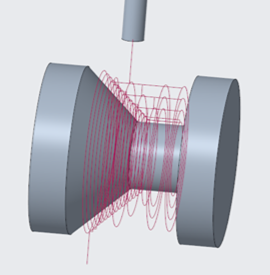
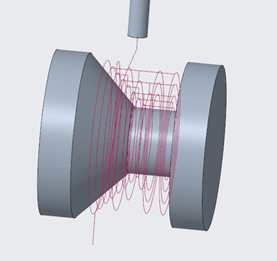
• 刀具_軸向_位移 - 允許使用軸位移進行旋轉粗加工。刀具中心線會從工件的旋轉軸位移。
此參數可讓刀具使用切削邊而非刀具中心正確切削。因此,您可以使用非球狀刀具實現更穩定的切削速度與接近直徑的切削。
位移始終與旋轉方向相反,且會在旋轉方向變更時自動變更方位。此變更會在沒有旋轉移動的情況下,於線性移動中發生。如此可防止刀具損壞並確保流程安全。
接受的最大值不得超過刀具半徑。
預設值:0
不支援負值。 |
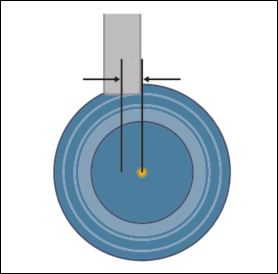
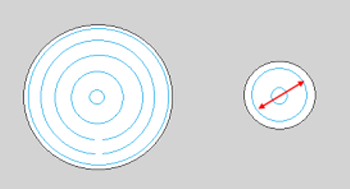
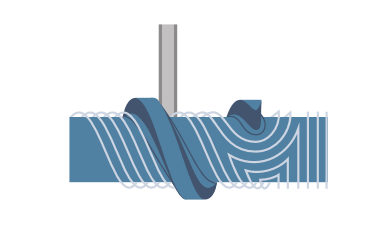
當定義的「刀具_軸向_位移」值大於 0 時:
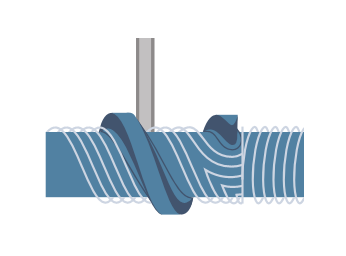
當定義的「刀具_軸向_位移」值為 0 時:
• 連結分段的刀具路徑 - 如果設定為 NO (預設),此參數會移除不與坯件相交的所有刀具路徑區段。
如果設定為 YES,此參數會連接與坯件部份相交的分段輪廓。
• 確保_精加工_切削 - 如果設定為 NO (預設),此參數會產生具有撤刀的部份刀具路徑區段。
如果設定為 YES,此參數會連接部份區段並進行完全切削,將撤刀量減到最低。
• 最小_自適應_步長_深度 - 這是決定下列其中一項的臨界值:
◦ 增加額外切削以使所有切削等距,使平坦區域上不會留下材料。
◦ 不新增額外切削。而是產生具有恆定步距深度的刀具路徑,這可能會使某些材料保留在平坦區域上。
如果指定的值小於臨界值,會產生額外切削。如果指定的值大於臨界值,則不會產生額外切削。
如果產生額外切削,現有步距深度切削與額外切削會等距分佈。
「最小_自適應_步長_深度」臨界值由下列方程序決定:
圓柱體間的距離 / 所需切削總數
範例 1:
請考慮下列模型的兩個圓柱體,其中兩個圓柱體之間的距離為 25,步距深度為 6。
1. 2 個圓柱體之間的距離
2. 步距深度
刀具路徑會產生四個恆定步距深度切削,在圓柱體 2 的頂部曲面上留下一些材料。欲加工圓柱體 2 的此頂部曲面,需要一個額外的深度切削。因此,需要包括四個恆定步距深度切削與一個額外深度切削的總計五個切削。這五個切削在 2 個圓柱體之間等距分佈。
在此範例中,根據定義的方程式,「最小_自適應_步長_深度」臨界值會以 25 除以 5 計算,結果為 5。
如果將「最小_自適應_步長_深度」參數值設定為 4,此值小於臨界值 5,會產生五個等距切削,而不在圓柱體 2 的頂部曲面上留下材料。
如果「最小_自適應_步長_深度」參數值設定為 7,此值大於臨界值 5,則會略過第五個切削。會產生具有 6 個恆定步距深度的四個切削,而在圓柱體 2 的頂部曲面上留下材料。
範例 2:
請考慮下列模型的 2 個圓柱體,其中 2 個圓柱體之間的距離為 10,步距深度為 7:
1. 2 個圓柱體之間的距離
2. 步距深度
刀具路徑會產生一個恆定步距深度切削,在圓柱體 2 的頂部曲面上留下一些材料。欲加工圓柱體 2 的此頂部曲面,需要一個額外的深度切削。因此,需要包括一個恆定步距深度切削與一個額外深度切削的總計兩個切削。這兩個切削在 2 個圓柱體之間等距分佈。
在此範例中,根據定義的方程式,「最小_自適應_步長_深度」臨界值會以 10 除以 2 計算,結果為 5。
如果將「最小_自適應_步長_深度」參數值設定為 4.9,此值小於臨界值 5,會產生兩個等距切削,而不在圓柱體 2 的頂部曲面上留下材料。
如果「最小_自適應_步長_深度」參數值設定為 5.1,此值大於臨界值 5,則會略過第二個切削。只會產生具有 7 個恆定步距深度的一個切削,而在圓柱體 2 的頂部曲面上留下材料。
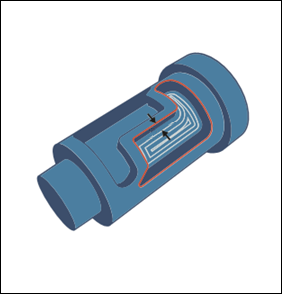
• 掃描類型 - 以下為可用的選項:
◦ 僅_位移 - 定義沿整個加工曲面上旋轉軸的位移刀具路徑。刀具路徑會從加工曲面上的所有邊位移。
◦ 位移_和_螺旋 - 使用兩種類型切片的組合。刀具路徑會自動產生螺旋切削,直到遇到阻礙為止。遇到阻礙后,刀具路徑會回轉至位移策略。
旋轉精加工參數
• 封閉迴圈重疊 - 不會在封閉迴圈中產生重疊的刀具路徑。
預設值:0
當「封閉迴圈重疊」為 0 時,會產生下列刀具路徑:
如果已定義的值大於 0,會根據封閉迴圈中指定的值產生重疊的刀具路徑,以免在導入和導出方位出現刀具標記。
當「封閉迴圈重疊」為 3 時,會產生下列刀具路徑:
當將「精加工選項」設定為「地板精加工」時,不支援「封閉迴圈重疊」參數。 |
• 最佳化壁階深度 - 這是設定來精加工曲線或傾斜曲面的最小步距深度。
只有在將「精加工選項」設定為「最佳化壁精加工」時,才支援此參數。 |
預設值:0.1
• 精加工選項 - 指定建立最佳化刀具路徑的加工方法。
只適用於「旋轉精加工步驟」。
預設值:壁精加工
以下為可用的選項:
◦ 壁精加工 - 使用「步長深度」加工壁曲面。使用此選項加工陡區。
◦ 最佳化壁精加工 - 使用最佳化的刀具路徑來加工曲線與傾斜曲面。刀具路徑會使用「最大跨度」與「最佳化壁階深度」參數的組合。
此選項可讓您最佳化壁的等距,以在加工彎曲與傾斜曲面時產生更一致的最大等距。會調整最小步距深度來減少所需刀具路徑數,並提高加工效率。
在可能的情況下,會裁剪最佳化的等距切削以縮短週期時間。
◦ 地板精加工 - 使用「最大跨度」加工圓柱與圓錐曲面。使用此選項加工淺區。