Creo NC 的組態選項
add_multax_on_before_defsub
no*, yes
yes - 針對 NC 副程式於 DEFSUB 內新增 MULTAX/ON
allow_mfg_in_assem_mode
yes, no*
可讓您在組件模式下開啟製造模型。
yes - 在您按一下「開啟」(Open) 旁邊的箭頭時,將「以組件模式開啟」(Open in Assembly mode) 選項新增至「檔案開啟」(File Open) 對話方塊中的清單。
allow_safety_rad_over_prt_accu
no*, yes
yes - 當在銑削 NC 序列中產生刀具路徑時,考慮安全半徑,即使該半徑小於零件精度也是如此。
allow_workpiece_silhouette
no*, yes, auto
指定要用哪個模型建立「剪影銑削視窗」:
• no - 系統會使用參照零件的剪影來建立視窗。若製造組件包含一個以上的參照零件,則您必須選取要使用哪一個零件來建立剪影。您無法選取工件。
• yes - 系統允許您使用參照零件與工件來建立「剪影銑削視窗」。您必須選取要使用的零件。
• auto - 若製造組件僅包含一個工件,則系統會自動使用該工件來建立剪影。若有多個工件,則您必須選取要使用的工件。您無法選取參照零件,除非在製造組件中沒有工件存在。
arc_radius_limit
設定 NCL 檔案 CIRCLE 語句半徑的上限。數值必須為正。若不是,即應用 10* 零件_尺寸。預設值為 -1。
|
|
如果與 CIRCLE 指令相關聯的半徑值小於指定的 arc_radius_limit 值,則在 NCL 檔案中輸出 CIRCLE 語句。
如果與 CIRCLE 指令相關聯的半徑值大於指定的 arc_radius_limit 值,則在 NCL 檔案中輸出多個轉至點,而非 CIRCLE 語句。
|
assy_mfg_open_mode
mfg, process, feature, any_mode*
指定開啟製造模型的方式:
• mfg - 使用組件 Creo NC 應用程式開啟。
• process - 使用 Manufacturing Process Planning for Manufacturing 應用程式開啟。
• feature - 使用 Expert Machinist 應用程式開啟。
• any_mode - 使用可用授權開啟。例如,如果您有「組件 Creo NC」應用程式的授權,便可以在此應用程式中開啟模型。
模型開啟後,您便可以使用頂端功能表列上的「應用程式」(Applications) 選項在不同的應用程式之間切換。
autodrill_udf_dir
<directory name>
用於儲存在自動鑽孔中所使用之孔策略的預設目錄。使用完整路徑名稱,以避免出現問題。
autodrilling_config_filename
<file name>
自動擷取並載入自動鑽孔表的組態檔案。
autodrilling_holestyle_param
<user defined parameter name>
包含在製造參照模型的孔特徵中的參數名稱。該參數值標識用於孔製作的 MUDF,MUDF 自動套用到 Creo NC 中鑽出這些孔。
back_drill_spndl_colnt_mtn
no*, yes
yes - 相對於 CL 資料中的主軸定向,在反鑽 NC 序列中,以系統化順序保留主軸和冷卻劑陳述式。
campost_dir
<directory name>
如果組態選項 ncpost_type 設定為 ncpost,campost_dir 組態選項指定 CAM-Post 載入點目錄,以便能直接設定後處理器並生成 MCD 檔案。使用完整路徑名稱,以避免出現問題。
chk_part_surfs_profpock
no*, yes
這個選項可應用於銑削中的過切檢查。如果您希望系統自動包含所有參照零件曲面,以作為「輪廓加工」和「腔槽加工」NC 序列的「檢查曲面」,請將這個選項設定為 yes。
cl_arrow_scale
<positive number>
這個選項能讓您在顯示操作和 NC 序列的刀具路徑時,控制刀具路徑箭頭的尺寸。預設值為 1。如果將它設定為 0,將不會顯示箭頭。如果您指定其他任何正數,箭頭將進行相應調整。
cl_rotate_sign_convention
table*, tool
定義與旋轉表格或切削刀具相關的 ROTATE 符號方向慣例。
curve_traj_offset_opt_default
針對軌跡順序啟用位移切削選項的預設狀態。
on - 已選取位移切削選項。
off - 未選取位移切削選項。
auto* - 選項狀態取決於所選的鏈參照。
disable_custom_tool_prm_warning
no*, yes
自訂參數檔案包含您經常使用之參數的定義。使用 mfg_custom_tool_param_file 或 mfg_custom_sequence_param_file 組態選項來指定本機目錄中的 XML 檔案。
如果自訂參數檔案遺失或遭到修改,會顯示錯誤訊息,其中包含用來保留使用者定義參數定義的選項。依預設,當存在有關自訂參數檔案的差異時,會顯示錯誤訊息。
• no - 當存在錯誤或變更了具有使用者定義工具參數的檔案時,會繼續啟動使用者互動對話方塊。
• yes - 當存在錯誤或變更了具有使用者定義工具參數的檔案時,會禁用啟動使用者互動對話方塊。
disable_toollen_in_travel_envlp
no*, yes
yes - 相對於刀具行進調整轉接器和刀具長度
display_mfg_icon_for_mfg_assy
no*, yes
在「檔案開啟」(File Open) 與「儲存」(Save) 對話方塊中顯示用來製造組件檔案的製造圖示:
• no - 顯示用來製造組件檔案的組件圖示。
• yes - 顯示用來製造組件檔案的製造圖示。
dm_nc_process
yes, no*
當您在 Creo Parametric 中儲存製造模型時,自動產生含有流程資訊的 .xml 檔案。然後會將 .xml 檔案自動附加至 NC 組件 CAD 文件作為其「MPMLink 流程資訊」類別的附屬內容。當您將 NC 組件 CAD 文件 (其 .xml 檔案附加為附屬內容) 上載至 Windchill 之後,MPMLink 會使用 .xml 檔案中的流程資訊來進一步定義製造流程。MPMLink 會使用流程資訊來在製程計劃中建立專屬步驟,或建立用於製程計劃的資源
• yes - 每當儲存 CAD 文件時便產生文件。
• no - 不產生文件。
enable_2x_traj_multi_loops
yes, no*
• yes - 允許在 2 軸軌跡銑削中選取所選曲面上的多個迴圈。
• no - 不允許選取曲面上的多個迴圈。
enable_bld_oper_goto_pnt_fix
yes*, no
• yes - 針對包含建構操作的製造組件,根據在轉至點中指定的移動啟用刀具運動。
• no - 針對包含建構操作的製造組件,無論轉至點中的位移設定為何,都僅啟用「同時」(Simultaneous) 刀具運動。
enable_classic_strghtcut_srfml
yes, no*
yes - 啟用傳統曲面銑削 NC 序列中的「直切」(Straight Cut) 選項。
enable_clearance_plunge_fix
yes, no*
• yes - 避免零長度自動插刀運動,並修正連接運動。
enable_cmm_refcsys_pprint_fix
yes*, no
依預設,CL 資料沒有將參照座標系設定為操作中之第一個步驟的 PPRINT/DMIS 文字。如果您要輸出 CL 資料中的 PPRINT/DMIS 文字,請將其設定為 yes。
CL 資料將會有下列用於設定參照座標系的行:
• 序列名稱
• 序列註解
• 序列類型
• 參照座標系的序列 ID
enable_cutcom_apprexit_fix
yes*, no
• yes* - 在指定刀具補償時,移除進刀或退刀鏈與切削鏈間 CL 資料中的 GOTO 指令。
• no - 將所有 GOTO 指令保留在 CL 資料中。
enable_cutcom_helix_corner
yes*, no
• yes* - 在自訂輸出中使用線性螺旋鏈的轉角點。
 |
 |
|
enable_cutcom_helix_corner 設定為 no。
|
enable_cutcom_helix_corner 設定為 yes。
|
enable_cutcom_plnr_apprexit_fix
yes*, no
• yes* - 在指定平面開放迴圈的刀具補償時,移除進刀或退刀鏈與切削鏈間 CL 資料中的 GOTO 指令。
• no - 將所有 GOTO 指令保留在 CL 資料中。
enable_cutcom_rm_tiny_ents
yes*, no
• yes* - 通過調整圓與直線圖元來移除 GOTO,前提是在刀具補償啟動時,圖元的調整點或部分位於坯件裕量範圍內。
• no:將所有 GOTO 指令保留在 CL 資料中。
enable_feed_rate_for_helix
yes*, no
• yes* - 當「圓弧進給控制」(ARC_FEED_CONTROL) 參數設定為「刀具周邊」(TOOL_PERIMETER) 時,會針對螺旋鏈變更輸出進給率值。
enable_finishing_circ_record
yes - 當序列參數 circ_interpolation 設定為 arc_only 時,會產生精加工序列輪廓切削的循環記錄。
no* - 不產生循環記錄。
enable_hsmseq_holder_degouge
yes, no*
yes - 僅啟用針對 HSM 序列之形狀複雜的實體刀把的支援。對於使用實體刀把的 HSM 序列,會根據實體刀把輪廓裁剪或修改刀具路徑,以避免撞刀。由於考慮會導致刀具路徑變更的實體刀把輪廓,因此可能會產生更精確的刀具路徑。但是,為了取得精確的刀具路徑,效能可能會受到影響。
no - 禁用對形狀複雜的實體刀把的支援。針對使用實體刀把的 HSM 序列,會根據實體刀把中的已定義參數裁剪或修改刀具路徑,以避免撞刀。
enable_mfg_drill_tpath_fix
yes*, no
yes - 啟用孔加工 NC 序列中經改善的規則組合
enable_mfg_leadtilt_ang_fix
yes, no*
yes - 在非相切刀具路徑段的連接處建立具有精確刀具傾角的刀具路徑。
no - 不會對預設刀具傾角進行任何變更。
enable_mfg_reorder_regen_fix
yes, no*
yes - 如果將刀具關係用來驅動 NC 序列參數,則在重新排序製造特徵時縮短再生時間。
enable_new_mfg_pat_inst_naming
yes, no*
yes - 以 <步驟例證名稱-操作名稱> 的格式輸出 NCL 檔案和模型樹中的名稱陣列例證。
enable_offcrv_with_split_fix
yes*, no
yes - 針對帶開放曲線參照的步驟改進了刀具補償輸出。
enable_param_n_tool_upd_dialog
yes, no*
• yes - 可開啟一個對話方塊,以用來在選擇性貼上操作與 UDF 放置程序期間修改製造參數與刀具。
• no - 不會開啟任何對話方塊,來在選擇性貼上操作與 UDF 放置程序期間修改製造參數與刀具。
enable_pprint_seq_comment_end
yes, no*
yes - 如果為「操作註解」和「NC 序列註解」指定了註解,則會在 NCL 檔案中新增「註解結尾」以指示 NC 序列和操作註解的結尾。
enable_traj_2cntr_toolaxis_fix
yes*, no
• yes - 避免在二輪廓軌跡序列中反向刀具軸方向。
enable_traj_crvs_no_alt_refs
yes*, no
• yes - 不將遺失的曲線切削參照取代為軌跡銑削序列中的替代參照。
• no - 將遺失的曲線切削參照取代為軌跡銑削序列中的替代參照 (若有)。如有必要,可手動選取遺失的曲線參照。
enable_traj_fix_nrmsrf_axisdfs
yes*, no
yes - 強制執行由軌跡步驟中的法向曲面參照指定的軸定義。
gpostpp_dir
<directory name>
如果組態選項 ncpost_type 設定為 gpost,則 gpostpp_dir 組態選項指定含有 GPOST 將使用之後處理器檔案的目錄。使用完整路徑名稱,以避免出現問題。
grv_turn_bothdir_cutcom_output
yes, no*
• yes - 在凹槽車削序列中,當將 ALTERNATE_SIDE_OUTPUT 參數設定為「是」時,在從每一側撤刀之前會輸出 CUTCOM OFF 語句。在所有入刀和退刀運動期間均會輸出 GOTO 指令或點。
• no - 在從每一側撤刀之前不會輸出 CUTCOM OFF 語句。
include_all_tools_in_list
yes, no*
指定目前步驟的刀具與機床上的使用中頭是否包括在刀具清單中。
• yes - 在清單中包括所有可用刀具。
• no - 包括依預設對目前步驟有效的刀具。
mfg_solid_tool_display
yes, no*
yes - 在使用 CL 播放器時顯示用於播放路徑的相應實體刀具。
mfg_udf_info_setup_file
<file name>
可讓您指定製造標準-UDF 名稱對應檔案的路徑。您必須指定 mfg_udf_info_setup 組態選項,才能使用流程表格中的製造標準功能。
mfg_areaturn_cutcom_each_slice
yes, no*
yes - 對於每個切片,「局部區域車削」步驟與「4 軸局部區域車削」步驟的 CUTCOM 輸出都是單獨的。
mfg_assign_param_formula
指定是否使用以 XML 為基礎的方程式來設定制造參數的預設值。
yes - 套用透過以 XML 為基礎的方程式取得的製造參數預設值。
no - 略過透過以 XML 為基礎的方程式取得的製造參數預設值。
mfg_auto_ref_mfg_template
yes, no*
可指定 Creo NC 是否必須自動從範本中為建立之步長指派參照。例如,如果範本包含擁有為 MYCSYS 之使用者定義名稱的參照座標系,且製造模型也包含擁有為 MYCSYS 之使用者定義名稱的座標系,Creo NC 會自動指派參照。
• yes - Creo NC 會自動在適用的情況下,從範本中指派下列一或多個參照:
◦ 座標系
◦ 提刀曲面
◦ 銑削視窗
◦ 軌跡銑削 (2 軸) 曲線
◦ 銑削曲面
◦ 輪廓銑削的銑削體積塊
◦ 孔加工所用的鑽孔群組
Creo NC 會根據名稱和類型指派參照。
• no - 必須從範本中為所有建立的步長指派幾何參照。此為預設。
mfg_auto_ref_prt_as_chk_srf
yes*, no
這個選項可應用於銑削中的過切檢查。對於曲面和 5 軸軌跡銑削,系統會自動包含所有參照零件的所有實體曲面作為「檢查曲面」。若要禁用這項功能並以手動方式選取「檢查曲面」,請將這個選項設定為 no。
mfg_auto_retract_clear_dist
1.0, 0.005
當製造範本的長度單位是公釐時為 1.0。
當製造範本的長度單位是英吋時為 0.005。
自動建立的提刀面與步長座標系間的距離。
假使您萃取到流程表格中的步長無法使用該作業的提刀面,Creo NC 會將您指定的 mfg_auto_retract_clear_dist 組態選項值套用到步長上,以建立步長提刀面。
mfg_cdplayer_refresh_grscreen
yes, no*
yes - 重新整理圖形螢幕。「重新整理刀具顯示」(Refresh Tool Display) 選項變為可在「播放路徑」(PLAY PATH) 對話方塊的「視圖」(View) 選單中使用。
mfg_circ_interpolate_gouge_fix
yes, no*
yes - 當圓弧為螺旋形時,將 CIRC_INTERPOLATE 參數設定為 ARC_ONLY 或 ARC_AND_POINTS 時,可避免過切。
mfg_clfile_excl_seq_warn
yes, no*
yes - 產生操作輸出期間若有任何步驟不完整,則發佈一則警告。從 CL 輸出中排除這些步驟。系統會在 CL 資料輸出中產生「中止」選項。
no - 不會發佈有關步驟不完整的警告且這些步驟不會在 CL 資料輸出中產生。
mfg_comp_auto_upd_chk_off
yes, no*
yes - 在將 UDF 插入到 NC 組件中時,清除「自動更新」(Automatic Update) 交集選項。
mfg_custom_sequence_param_file
<file name>
指定自訂序列參數定義檔案的位置和名稱。請使用完整的目錄路徑和名稱。
mfg_custom_tool_param_file
<file name>
指定刀具參數定義檔案的位置和名稱。請使用完整的目錄路徑和名稱。
mfg_customize_dialog
yes*, no
yes - 為自訂 NC 序列,使用「自訂」(Customize) 對話方塊。
no - 使用舊的下聯式選單。
mfg_cutlin_helix_norm_gouge_fix
yes*, no
yes - 當「掃描類型」(SCAN_TYPE) 設定為「類型螺旋」(TYPE_HELICAL) 時,可避免帶封閉切削線的切削線銑削序列中出現過切。當使用「使用曲面法向」(USE_SURF_NORMS) 參數時,會相對於曲面法線建立刀具路徑。
mfg_cutline_save_mesh
yes*, no
可指定 Creo NC 儲存刀具軌跡時,是否要連帶儲存 Creo Simulate 產生的網格。Creo NC 會使用網格來計算「切削線曲面銑削」的刀具路徑。
• yes - Creo NC 會檢查網格是否連同 NC 序列一起儲存。如果網格有效 (亦即,幾何形狀在上一次計算後沒有改變過),則 Creo NC 會使用它來計算刀具路徑。如果網格尚未儲存或無效,則會產生新網格並連同 NC 序列一起儲存。此為預設。
• no - 計算刀具路徑時一律使用產生的新網格。Creo NC 會忽略及刪除任何儲存的網格。
mfg_cycl_inherit_frm_site_tbl
yes, no*
yes - 在切換孔加工 NC 序列中的鑽孔循環時,繼承位置表中的序列參數。
mfg_deepgrv_turn_typ1_conn_fix
yes, no*
yes - 當將 SCAN_TYPE 設定為 TYPE_1_CONNECT 時,可透過避免藉助殘餘材料形成連接來產生精確的凹槽車削刀具路徑。
mfg_disbl_clcmd_on_noncut_pass
yes, no*
yes - 為非切削路徑啟用 CL 指令。
mfg_display_rework_corner
yes, no*
yes - 可在計算刀具路徑時顯示轉角精加工所用的餘料區域,這樣可讓您檢查您所選擇的角度臨界值。陡區和淺區會使用不同的顏色加以反白顯示。
no - 不顯示餘料區域。
mfg_drill_axis_arrow_color
yes, no*
yes - 使用系統顏色控制軸箭頭的顏色。將此選項設定為「是」後,您可透過變更所選類別的顏色,來變更箭頭顏色。
mfg_drill_cln_undesired_wp_dep
yes, no*
yes - 在擷取製造組件時會移除各工件上多餘的鑽孔序列相依性以完整保留所需的相依性。
no - 在擷取製造組件時會完整保留工件的所有鑽孔序列相依性。
mfg_drill_orient_along_ref_hole
yes, no*
yes - 變更鑽孔刀具方向以修正同心孔的定向。
mfg_drl_cln_miss_axis_ref
yes, no*
yes - 移除所有遺失的鑽孔軸參照。
mfg_engrav_avoid_clines_tpath
yes*, no
yes - 雕刻刀具路徑跳過幾何中心線。
no - 雕刻刀具路徑計算幾何中心線。
mfg_finish_round_corner_fix
yes, no*
yes - 按精加工序列於倒圓角轉角處產生精確平滑的刀具路徑。
mfg_groove_merge_colinear_pnts
yes, no*
yes - 為 NCL 檔案中的凹槽車削序列輸出相同進給的第一個和最後一個共線轉至點。
mfg_grvturn_same_toolwidth_Fix
yes, no*
yes - 如果凹槽寬度與刀具寬度相同 (考慮到坯件裕量),則此選項有助於將精確的凹槽車削刀具路徑產生至凹槽底部。
mfg_grvturn_sideturn_gouge_fix
yes, no*
yes - 當將 SCAN_TYPE 設定為 SIDE_TURN 時,此選項可透過最小化側車削插刀,避免在凹槽車削中發生過切。
mfg_grvturn_typ1_full_tpathfix
yes, no*
yes - 當 SCAN_TYPE 參數設定為 TYPE_1 且凹槽壁成角度時,會在凹槽車削序列中建立精確的刀具路徑。
mfg_grvturn_wall_colision_fix
yes, no*
yes - 當將 SCAN_TYPE 設定為 TYPE_ONE_WALL 時,可避免在凹槽車削序列中切入殘餘材料。
mfg_ijk_num_digits
<integer number>
在 CL 資料檔案中,為 i、j、k 刀具座標設定數字位數。預設值為 10。
mfg_info_location
top_left*, bottom_right
「製造資訊」(Manufacturing Info) 對話方塊的預設位置。
mfg_mill_window_depth_fix
yes, no*
yes - 可確保在使用銑削視窗時準確產生刀具路徑。根據參照法向方向,正確評估銑削視窗深度。
mfg_millvol_outside_wp_fulltrim
yes*, no
yes - 在體積塊銑削序列中,當「裁剪至工件」參數設定為「完全裁剪」時,此選項可確保只有在銑削體積塊與工件相交時才會產生刀具路徑。
no - 即使銑削體積塊與工件不相交,也可以產生刀具路徑。
mfg_modal_command_file
<file name>
可以產生一些 APTn 索引主題模式,這意味著在完成某個指令行時,相應於這個主題,可重複得到一系列主要的關鍵詞。
mfg_new_cl_player_for_sync
yes*, no
yes - 針對同步處理的 NC 序列啟用 CL 播放器。
mfg_ncseq_edit_performance_fix
yes, no*
yes - 最佳化編輯 NC 序列所需的時間。此選項也會最佳化編輯現有刀具運動及建立新刀具運動所需的時間。
mfg_optimized_drill_toolpath
yes, no*
yes - 計算將「掃描類型」設定為最短時的最佳鑽孔刀具路徑。
mfg_output_same_feed_rate_hsm
yes, no*
yes - 輸出 NCL 檔案中的進給率陳述式,即使目前 HSM 序列的第一個進給率與之前 HSM 序列的最後一個進給率相同亦然。
mfg_param_auto_copy_from_tool
No*, All, Misc, Cutting
指定要從刀具定義複製哪些刀具參數至 NC 序列:
No - 不自動複製刀具參數。
All - 將刀具定義的所有刀具參數複製到 NC 序列。
Misc - 只複製雜項參數 (自訂參數、主軸方向、冷卻劑壓力、類型和 NC 序列專用的使用者定義參數)。
Cutting - 複製所有切削條件 - 進給量、速度和深度。Creo NC 對「粗加工」、「重新粗加工」、「體積塊銑削」和「局部銑削」使用粗加工條件,對所有其他刀具軌跡使用精加工條件。
只有在您建立 NC 序列時,Creo NC 才會根據設定的組態選項複製這些參數。如果您對現有 NC 序列進行了任何修改,必須手動複製這些變更以使這些變更反映在 NC 序列中。
mfg_pattern_performance_fix
yes, no*
yes - 啟用 CL 輸出中 NC 陣列的效能改善。
mfg_process_table_setup_dir
<directory name>
在「流程管理員」中,指定用來儲存「流程表格」設定的目錄。使用完整路徑名稱,以避免出現問題。例如,/home/users/process_mgr/table_settings。
|
|
此組態選項僅適用於較舊版本的 Creo Parametric。如果您有使用此組態選項的舊 MFG 設定,可以保留目前版本的 Creo Parametric 中的設定。當您在 Creo 9 或更新版本中開啟此類舊 MFG 設定時,對應設定會包含在 mfg_session_setup.xml 檔案中。對「流程表」設定所做的任何後續更新都僅儲存在 XML 檔案中。
|
mfg_process_template_dir
<directory name>
在「流程管理員」中,此組態選項設定用來儲存所有利用「流程表格」建立之製造範本檔案的預設目錄,包括流程範本和替代範本。在下列情況下,會依照預設使用指定的目錄:
• 利用「流程表格」建立範本時。
• 使用  在「流程表格」中建立步驟和工件機床時。
在「流程表格」中建立步驟和工件機床時。
在「流程表格」中建立步驟和工件機床時。• 建立註釋特徵以放置範本,或是編輯註釋特徵以取代範本時。
• 使用「更新製造 AE」(Update Mfg AE) 指令取代設計模型中的範本時。
• 萃取期間取代製造模型中的範本時。
• 當您指定此組態選項的值時,請使用完整路徑名稱。例如,/home/users/process_mgr/templates。 • 如果您未定義此組態選項的值,該值會設為目前的工作目錄。 |
mfg_prof_rapid_feed_prev_slice
yes*, no
yes - 依預設,會將切片之間的連接移動設定為快速進給或快速位移。如果將其設定為 no,會將先前切片結尾與下一個切片開頭之間的刀具速度設定為「切削進給」(CUT_FEED)。此選項適用於輪廓銑削序列。
mfg_quilt_orientation_traj_fix
yes, no*
yes - 無論面組定向為何,均可決定參照面組時軌跡序列中的加工側。
mfg_reaming_retract_feed_fix
yes*, no
yes - 啟用新增撤刀進給的 ZFEED 至鉸孔 NC 序列。
mfg_scan_tool_cutting_data
no*, yes
yes - 如果製造組件中存在刀具參數,掃描並移除關係中所參照之刀具的多餘切削資料參數。
mfg_setup_dir
<directory name>
指定目前工作階段之製造關聯設定檔的儲存目錄。mfg_session_setup.xml 檔案中即儲存了有關刀具參數的設定資訊。
如果未指定 mfg_setup_dir 組態選項,Creo NC 會在您的工作目錄中建立 mfg_session_setup.xml 檔案。 |
mfg_setup_file
<file name>
用來儲存下列項目之欄設定資訊的檔案所在的絕對路徑:
• 「流程管理員」(Process Manager) 中的流程表格
• 「刀具設定」(Tools Setup) 對話方塊
• 「編輯參數」(Edit Parameters) 對話方塊中的參數表
此組態選項會取代 mfg_setup_dir 組態選項。
mfg_single_grv_toolwidth_fix
yes*, no
yes* - 刀具直徑與凹槽寬度相同時,它會產生凹槽車削刀具路徑,其中粗加工坯件裕量會以預期方式反映在刀具路徑上。
no - 刀具直徑與凹槽寬度相同時,粗加工坯件裕量可能不會以預期方式反映在刀具路徑上。
mfg_skip_synch_head_both
yes, no*
yes - 同步處理步驟的 CL 資料輸出中會跳過 HEAD/BOTH 與 HEAD/OFF 語句。
no - 同步處理步驟的 CL 資料輸出中會產生 HEAD/BOTH 與 HEAD/OFF 語句。
mfg_skew_circ_goto_convert_fix
yes, no*, principal_axis
yes - 如果圓平面的法線未與刀具軸對齊,將圓記錄轉換為 GOTO 點並輸出。
no - 輸出 NCL 檔案中的圓記錄,而不將圓記錄轉換為 GOTO 點,即使圓平面的法線傾斜於刀具軸亦是如此。
principal_axis - 將圓記錄轉換為 GOTO 點並輸出,圓平面的法線平行或垂直於刀具軸時除外。
mfg_solid_tool_display
yes, no*
yes - 在使用 CL 播放器時顯示用於播放路徑的相應實體刀具。
mfg_start_model_dir
<directory name>
指定含有製造模型範本的目錄。此目錄中的所有製造模型都可選作製造模型範本。使用完整路徑名稱,以避免出現問題。例如,/home/users/nc/start_models。
如果尚未設定此選項,您可以使用系統提供的製造範本。
mfg_stock_model_stk_file_dir
指定以 STK 檔案格式儲存坯件模型資訊的預設目錄。使用完整路徑名稱,以避免出現問題。如果未設定預設目錄,會將坯件模型資訊儲存在工作目錄中。
最好使用本機磁片上的目錄作為預設目錄。避免使用遠端電腦上的目錄作為預設目錄。不支援 Windchill 目錄的路徑。 |
mfg_synch_master_slave_output
yes, no*
yes - 在同步處理步驟的 CL 資料輸出中,MASTER/SLAVE 關鍵字會隨著 HEAD# 語句一起產生。
no - 在同步處理步驟的 CL 資料輸出中,MASTER/SLAVE 關鍵字不會隨著 HEAD# 語句一起產生。
mfg_tap_mat_rem_coef
1*,介於 0 到 1 之間的值
Creo NC 用來與預估移除材料相乘,以計算出實際移除材料的係數。此為可選參數。此參數僅適用於使用攻牙刀具之「流程表格」 中的步長。
如果您指定或修改某個流程表格步長的 mfg_tap_mat_rem_coef 組態參數,而該步長使用攻牙刀具,則 Creo NC 不會重新計算該步長的預估移除材料值。欲重新計算該步長的預估移除材料值,必須在該步長中移除及新增材料移除特徵。 |
mfg_thrd_turn_output_minstp
no*, yes
Yes - 在 CL 資料中輸出 MINSTP。這是一個可避免後處理錯誤的 6 位數輸出。
No - 在 CL 資料中輸出 MINSTEP。
mfg_tool_dependency_enbld
yes*, no
此組態選項可讓您破斷實體工具與製造組件的相依性:
yes - 儲存製造組件時會同時儲存實體刀具模型。
no - 儲存製造組件時,不會儲存實體刀具模型。
擷取已儲存組件時,也會隨組件一起擷取實體刀具。
mfg_tool_dialog_setup_file
<file name>
儲存「刀具設定」(Tools Setup) 對話方塊之刀具參數欄設定資訊的絕對檔案路徑。
此組態選項僅適用於較舊版本的 Creo Parametric。如果您有使用此組態選項的舊 MFG 設定,可以保留目前版本的 Creo Parametric 中的設定。當您在 Creo 9 或更新版本中開啟此類舊 MFG 設定時,對應設定會包含在 mfg_session_setup.xml 檔案中,該檔案是您在「刀具設定」(Tools Setup) 對話方塊中儲存刀具參數欄設定時所產生。對刀具參數欄設定資訊所做的任何後續更新都僅儲存在 XML 檔案中。 |
mfg_tool_preview_by_pick
No*, Yes
可讓您在預覽之後挑選切削刀具的方位。您可以在圖形視窗中預覽切削刀具。
Yes - 可讓您選取刀具軌跡、曲面、邊、曲線或表面上的刀具位置。它也可以是頂點、基準點或座標系。
No - 可讓您在圖形視窗中拖曳刀具以移動刀具。
mfg_traj_apprfeed_arcdash_fix
yes, no*
yes - 在「軌跡 NC」序列中,如果 ARC_FEED 的值設定為破折號 (-),則會考慮進刀進給,而不是 CUT_FEED。
mfg_traj_end_height_enable
no*, yes
yes - 可讓使用者在 4 軸和 5 軸軌跡銑削序列的「曲線切削」(Curve Cut) 對話方塊中選取一個曲面來定義結束高度。
mfg_trn_byarea_avoid_duplicate
no, yes *
yes - 避免在將 STEP_DEPTH_COMPUTATION 與 SCAN_TYPE 配置選項分別設定為 BY_AREA 與 TYPE_1_CONNECT 時,在局部區域車削序列中形成重複的刀具路徑走刀。
mfg_turn_byarea_last_slice
yes*, no
當將 STEP_DEPTH_COMPUTATION 設定為 BY_AREA 時,在車削序列的最後一個區域中建立最後一張切片。
mfg_turn_iso_thread_apprexit_tm
no*, yes
yes - 在建立進刀和退刀運動的同時兼顧 ISO 螺紋車削序列中的新矩形螺紋循環。
mfg_turn_iso_thread_apprexit_tm 設定為 no | mfg_turn_iso_thread_apprexit_tm 設定為 yes |
|---|---|
刀具在刀具路徑的末端顯示:  | 刀具在刀具路徑的末端顯示:  |
將「安全距離」(CLEAR_DIST) 設定為 0 時的法向進刀運動: 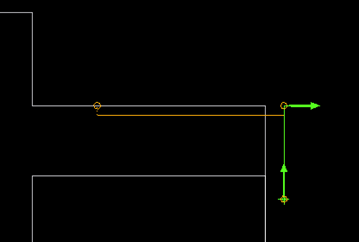 | 將「安全距離」(CLEAR_DIST) 設定為 0 時的法向進刀運動: 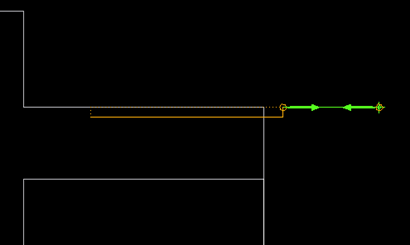 |
指定「安全距離」(CLEAR_DIST) 時的相切退刀運動: 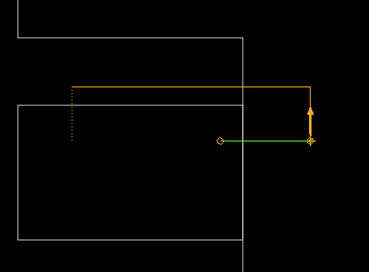 | 指定「安全距離」(CLEAR_DIST) 時的相切退刀運動: 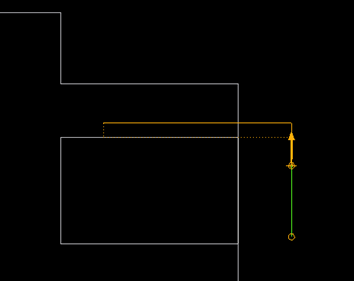 |
將「安全距離」(CLEAR_DIST) 設定為 0 后,會將所有進刀運動套用至螺紋深度運動。 將「螺紋深度」(THREAD_DEPTH) 與「安全距離」(CLEAR_DIST) 均設定為 0 后,會將所有進刀運動套用至切削運動。 |
mfg_turn_profile_trim_shape
yes*, no
yes - 當使用裁剪選項 (例如「直線連接」(Line Connect)、「X 向裁剪」(Trim in X)、「Z 向裁剪」(Trim in Z) 或「裁剪至轉角」(Trim to Corner)) 時,維持車削輪廓預覽與實際車削輪廓之間的一致性。
mfg_turn_rgh_prof_overtravel
yes, no*
yes - 當在「局部區域」車削中將 ROUGH_OPTION 參數設定為 ROUGH_AND_PROF 時,啟用輪廓路徑上的過度行進。
mfg_turn_stock_gouge_fix
yes, no*
當將 TRIM_TO_WORKPIECE 設定為「是」且坯件邊界小於車削輪廓時,此選項可避免車削過切。
mfg_turn_overtravel_conn_fix
yes*, no
在「局部區域車削」序列中,END_OVERTRAVEL 參數指示連接路徑。
mfg_volmil_clear_dist_fix
No*, Yes
此組態選項適用於以圖標板為基礎的體積塊銑削序列。
Yes - 使用工件輪廓、銑削體積塊或銑削視窗、撤刀平面以及使用者指定高度計算間隙距離。
No - 使用工件輪廓計算間隙距離。
快速運動終止並且插刀進給從待銑削曲面上方的間隙距離開始。
mfg_volmill_const_pitch_helix
No*, Yes
Yes - 在體積塊銑削中產生具有不變螺距的螺旋刀具路徑。
mfg_vol_helicalentry_gougefix
No*, Yes
Yes - 避免在體積塊銑削序列中的螺旋入刀運動期間發生過切。
No - 在體積塊銑削序列中的螺旋入刀運動期間不檢查過切。
mfg_vol_mill_correct_entry_exit
yes, no*
yes - 修改單一切片的入刀和退刀運動,並使這些運動保持一致,無論是否使用體積塊銑削序列中的進刀壁。
mfg_vol_roughprof_entryexit_fix
No*, Yes
Yes - 可讓您將粗加工和輪廓加工參數組合用於入刀和退刀運動。
針對組合的粗加工和輪廓路徑,例如「粗加工及輪廓」、「槽穴加工」,您必須針對「切削入刀延伸」和「切削退刀延伸」參數選取「導引内側」、「法向」或「直線相切」選項。這些選項用於驅動輪廓路徑。
粗加工路徑的入刀和退刀運動由獨立於「切削入刀延伸」和「切削退刀延伸」值的「斜向角度」和「螺旋直徑」參數的值來驅動
針對「僅限粗加工」或「僅限輪廓」路徑,您必須選取適當的「切削入刀延伸」和「切削退刀延伸」值。例如,針對「僅限粗加工」路徑,選取「斜向」或「螺旋」。
mfg_warn_del_ft_act_in_sync
yes, no*
yes - 刪除或隱抑在同步處理中使用的特徵時發出警告。
此外,當再次啟動同步處理時,如果此類特徵遭到刪除或隱抑,也會發出警告。
mfg_workpiece_transparency
<decimal number>
控制著色模型顯示中的工件透明度。您可以變更的值的範圍在 0.1 與 1 之間。值越大,工件越透明。預設值為 0.5。
如果您變更了 mfg_workpiece_transparency 的值,它只會影響新組裝或新建立的工件。當您擷取製造模型時,它的現有工件並不會受 mfg_workpiece_transparency 選項目前之值的影響。如需詳細資訊,請參閱「工件顯示」主題。 |
mfg_xyz_num_digits
<integer number>
在 CL 資料檔案中,為 x、y、z 刀具座標設定數字位數。預設值為 10。
nc_autodoc_param_dir
<directory name with full path>
定義設定檔案的位置。此檔案說明要包含在參數表中的過程參數。
nc_autodoc_report_dir
<directory name with full path>
定義要儲存您在產生工作場所報告時所建立之報告及圖像的位置。
nc_autodoc_setup_dir
<directory name with full path>
定義文件設定檔案 process_doc_new_setup.xml 的位置。此檔案包含要顯示在所產生報告中之參數的相關資訊。此檔案也會儲存有關公司、使用者指定指示及附加圖像的資訊。
nc_autodoc_template_dir
<directory name with full path>
定義要在工作場所報告中使用的報告範本與樣式表的位置。如果您未設定此組態選項,Creo Parametric 會使用儲存在 Creo Parametric 載入點中的報告範本與樣式表。
nc_jobman_visible
no*, yes
yes - 可啟用「工作管理員」功能,不論為遠端操作或在相同機器上操作,當您繼續處理其他 NC 序列或其他 Creo 模型時,即可計算跨處理序 NC 序列的刀具路徑。
nccheck_type
ModuleWorks*, nccheck, external
可控制要使用哪一個 NC 檢查模擬模組:
• ModuleWorks - 使用「材料移除」(Material Removal) 標籤中的整合式模擬環境。
• nccheck- 使用 NC-CHECK。
• external - 使用外部工具。
ncl_file_extension
<file extension>
為 CL 資料檔案,設定預設的檔案副檔名。如果您不設定這個選項,預設的 CL 檔案副檔名便是 .ncl。
• 檔案副檔名長度限制為 3 個字元。如果指定了較長的檔案副檔名,那麼它將被截去,並發出警告。 • 如果使用預設的後處理器、專用後處理器或用 NCPOST 建立的後處理器,則請勿改變 CL 檔案副檔名。 |
ncpost_type
gpost*, ncpost
每個 Creo NC 模組都包括一組標準的、可直接執行或使用可選模組修改的 NC 後處理器。這個組態選項控制要使用哪一個後處理模組:
• gpost - 使用 Intercim Corporation 提供的 G-Post™ 後處理器。
• ncpost - 使用 NCPOST 後處理器。
output_start_goto_pnt_of_seq
yes, no*
yes - 如果先前的 NC 特徵以相同的轉至點結束,則會在 NC 特徵的起始處輸出重複的轉至點。
pro_mf_cl_dir
<directory name>
設定製造 CL 資料檔案的預設目錄。使用完整路徑名稱,以避免出現問題。例如,
/home/users/library/mfg_cl.
pro_mf_param_dir
<directory name>
設自訂造參數檔案的預設目錄。使用完整路徑名稱,以避免出現問題。例如,/home/users/library/mfg_params。
pro_mf_tprm_dir
<directory name>
設定製造刀具檔案的預設目錄。使用完整路徑名稱,以避免出現問題。例如,
/home/users/library/toolcrib.
pro_mf_workcell_dir
<directory name>
設定製造工作機床檔案的預設目錄。使用完整路徑名稱,以避免出現問題。例如,/home/users/library/workcells。
pro_mfg_cmdsyn_dir
<directory name>
設定 Creo NC 中語法選單檔案的預設目錄。使用完整路徑名稱,以避免出現問題。例如,/home/users/library/mach_cmdsym。
profile_output_utils
yes, no*
該選項影響用於輪廓銑削序列的 CL 資料輸出:
• yes - NC 序列參數 OUTPUT_POINT 可用,並提供下列選項:
◦ TIP - 刀具路徑是根據刀具中心進行輸出。
◦ ON_PROFILE - 刀具路徑是根據刀具的輪廓進行輸出。
• no - NC 序列參數 OUTPUT_POINT 不可用
proncpost_dbf
<file name>
指定 NCPOST 資料庫檔案的位置和名稱。請使用完整的目錄路徑和名稱。
prorembatch_queue_manager
<proc_name>:<host>:0:<proc_num>:1
允許在單獨的主機上計算刀具路徑。
元素如下:
• <proc_name> - 處理器名稱 (可為任何說明性名稱)。
• <host> - 遠端機器的主機名。
• 0 - 傳輸類型,一定是設定為 0。
• <proc_num> - 處理器的 RPC 序號。必須匹配遠端機器上的 PRORB_RPCNUM 環境變數;如果指定 0,那麼系統將使用預設的 RPC 編號。
• 1 - 佇列管理員的版本,目前為 1。
rem_obsolete_tool_motion_info
yes, no*
yes - 為軌跡順序移除作廢的刀具運動資訊。
remove_mfgpat_inst_frm_table
yes, no*
yes - 從工程圖的 Pro/TABLE 中移除 NC 陣列例證名稱。
reverse_spiral_finish_type
0, 1, 2
當「精加工選項」(FINISH_OPTION) 參數設定為「淺切削」(SHALLOW_CUTS) 或「組合切削」(COMBINED_CUTS) 且「淺區掃描」(SHALLOW_AREA_SCAN) 參數設定為「環繞掃描」(SPIRAL_SCAN) 時,此組態選項適用於精加工步驟。
此組態選項可接受三個值:1、2 和預設值 0。任何其他值均視為預設值。
對於預設值 0,考慮將下列其中一個選項設定為「螺旋掃描方向」(SPIRAL_SCAN_DIRECTION) 參數。
• 「由內而外」(INSIDE_OUT) - 刀具路徑從內側開始並沿著外側邊界。
• 「由外而內」(OUTSIDE_IN) - 刀具路徑從外側開始並沿著外側邊界。
值為 1 時:無論「螺旋掃描方向」(SPIRAL_SCAN_DIRECTION) 設定為何值,刀具路徑從內側開始並沿著外側邊界。
值為 2 時:無論「螺旋掃描方向」(SPIRAL_SCAN_DIRECTION) 設定為何值,刀具路徑從內側開始並遵循恆定負載策略。
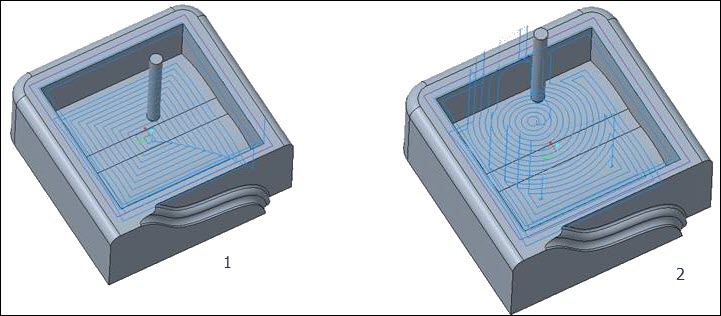
1. 值為 1 時的刀具路徑
2. 值為 2 時的刀具路徑
shade_mfg_ref_models
yes*, no
yes - 在產生著色圖像時,將參照零件著色。
no - 在產生著色圖像時,不處理參照零件。這樣會節省時間。
skip_relation_mfg_process_xml
yes*, no
yes - 忽略 NC 組件 CAD 文件中的關係字串。
每當儲存 CAD 文件時,組態選項 dm_nc_process 都會以 XML 格式產生 NC 流程資訊,作為 NC 組件 CAD 文件的一部份。如果您有多個具有許多參數的序列,且您將 dm_nc_process 組態選項設定為 yes,則需要花費更長的時間來儲存文件。
將 skip_relation_mfg_process_xml 組態選項設定為 yes,以從輸出中刪除關係字串並更快地儲存 CAD 文件。
smmp_add_rapid_for_punch
yes, no*
yes - 新增「快速位移」指令至 CL 輸出檔案,并在衝壓時避開夾具。
solid_tool_offset_num_validate
yes, no*
yes - 您輸入的實體多尖端刀具的位移編號已驗證。
store_tool_path_file
yes*, no
指定如何計算製造刀具路徑資訊:
• yes - 刀具路徑的資訊儲存在 filename.tph 的檔案中,此處 filename 是製造模型的名稱。
• no - 在每次擷取製造模型時,或改變任何製造參數時,都重新計算刀具路徑。
suppress_hsm_progress_dialog
yes, no*
yes - 隱抑 HSM 序列的「刀具路徑計算進度」(Toolpath calculation progress) 視窗。
tapping_use_brkout_dist_enbld
yes, no*
yes - 選取「使用破斷距離」(Use breakout distance) 選項,並使用 BREAKOUT_DISTANCE 參數的值來計算攻牙 NC 序列中的深度。
template_mfgcmm
<assembly name>
可讓您指定模型,將此模型當作 CMM 中的預設啟動模型。請使用完整的目錄路徑和名稱。
template_mfgemo
<assembly name>
可讓您指定模型,將此模型當作 Expert Machinist 中的預設啟動模型。請使用完整的目錄路徑和名稱。
template_mfgnc
<assembly name>
可讓您指定模型,將此模型當作 Creo NC 中的預設啟動模型。
請使用完整的目錄路徑和名稱。
tool_motion_list_length
<integer number>
控制刀具運動清單內不需捲動即可見的列數。此值適用於所有以圖標板為基礎的 NC 步驟。
tool_path_preview_default
on, off, auto*
控制是否在建立新步驟或編輯現有步驟時依預設顯示刀具軌跡預覽。
• on - 顯示刀具軌跡預覽。
• off - 不顯示刀具軌跡預覽。
• auto - 針對某些刀具軌跡顯示刀具軌跡預覽。
travel_bounds_display
No*, Yes
指定是否顯示工件機床的加工限制。
Yes - 顯示工件機床的加工限制。
travel_bounds_tranparency
<decimal number>
控制反白之加工限制的透明度。您可以變更的值的範圍在 0.1 與 1 之間。值越大,反白之加工限制就越透明。預設值為 0.8。
turn_output_cutcom_tm_apprexit
yes, no*
當您手動設定進刀和退刀運動,並將刀具補償參數設定為開啟時,CL 資料會根據切削方向輸出精確的刀具補償語句。
yes - CL 資料將顯示車削序列中進刀和退刀刀具運動的精確刀具補償。
use_mmks_units_for_ejpin
yes, no*
yes - 建立頂針時使用 MMKS 單位系統。
use_stdtip_osetno_for_flashtip
yes, no*
yes - 如果具有旋轉定向的刀尖沒有位移編號,則刀尖使用具有標準定向之對應刀尖的位移編號並將其輸出在 NCL 檔案中。
wcell_fixt_info_setup_file
<file name>
可讓您指定工件機床-夾具資訊設定檔案的路徑。此 .xml 檔案中存有所有工件機床的資訊及各個工件機床的相容夾具。只有在指定好 wcell_fixt_info_setup_file 組態選項後,才能使用流程表格中的工件機床夾具相容性功能。
workpiece_instances
無、操作、步驟、操作與步驟
指定 Creo Parametric 在製造流程中產生工件的幾何表示的方式。
• none - 不會產生幾何表示。
• operations - 建立每項操作的幾何表示,這些幾何表示的命名方式為 <workpiece-name>_<operation-name>。
• steps - 每個步驟所建立的幾何表示,這些幾何表示的命名方式為 <workpiece-name>_<step-name>。
• operations_and_steps - 步驟以及操作均會建立幾何表示。