旋转粗加工序列和旋转精加工序列参数
切削深度和余量的旋转粗加工和旋转精加工参数
• “最大跨距”(MAX_STEP_OVER) - 指定连续走刀之间的最大距离。默认情况下,将在您选择刀具时计算最大跨距。
默认值:定义刀具后基于内部关系。
• “步进深度”(STEP_DEPTH) - 指定每次走刀的递增深度。“步进深度”(STEP_DEPTH) 值必须大于零。默认情况下,将在您选择刀具时计算步进深度。
默认值:定义刀具后基于内部关系。
• “允许余量”(STOCK_ALLOW) - 定义要留在所有加工曲面上的坯件量。
默认值:1 (旋转粗加工步骤),0 (旋转精加工步骤)
• “过滤器类型”(FILTER_TYPE) - 选择要在加工期间过滤掉的区域类型。它的指定与刀具直径的阈值百分比有关。它用于避免加工不必要的区域。
默认值:内切圆
“内切圆”(INSCRIBED_CIRCLE) - 表示过滤的最大区域宽度为圆直径,其中圆内切于此类区域中的刀具路径。
• “阈值百分比”(THRESHOLD_VALUE_PERCENT) - 指定刀具直径的阈值百分比。此值确定要在加工期间过滤掉的区域的宽度。
默认值:0%
此参数与“过滤器类型”(FILTER_TYPE) 参数结合使用。
• “中间层切面数目”(NUMBER_INTERMEDIATE_SLICES) - 中间层切面是连续粗加工层切面之间的“轮廓”层切面。指定要创建的中间层切面的数目。
默认值:0
它不适用于水平和竖直几何。
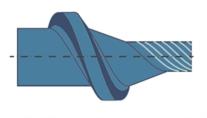
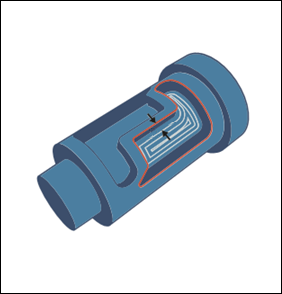
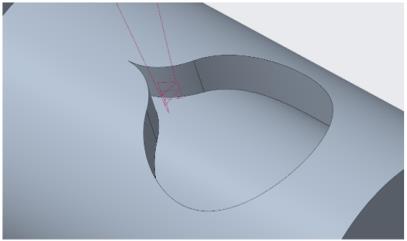
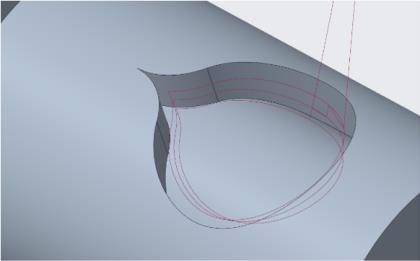
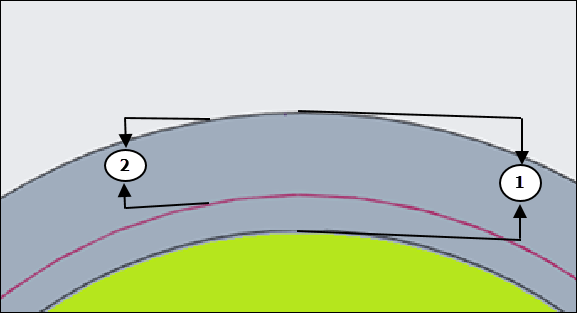
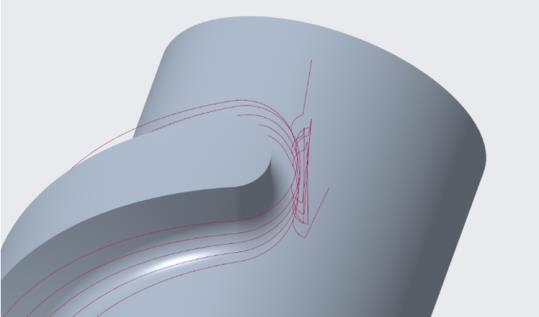
下图显示了在两个连续粗加工层切面之间的倾斜曲面上生成的中间层切面。未在水平曲面上生成中间层切面。
“中间层切面数目”(NUMBER_INTERMEDIATE_SLICES) 设置为 3:

1. 旋转粗铣层切面
2. 在两个粗加工层切面之间生成三个中间层切面
• “中间切口厚度阈值检测”(INTERMEDIATE_DETECT_THICK_THAN) - 这是要保留或移除的中间层切面的阈值。可避免坯件材料量小于指定阈值的中间轮廓层切面。

1. 指定的阈值
修剪将按自下而上的顺序执行。
修剪按以下方式执行:
◦ 如果“检测超厚”(DETECT_THICKER_THAN) 等于 0,则使用强制值 (1.25*切削公差) 执行过滤。
◦ 如果“检测超厚”(DETECT_THICKER_THAN) 大于 0,则会在阈值范围内过滤层切面。
默认值:0
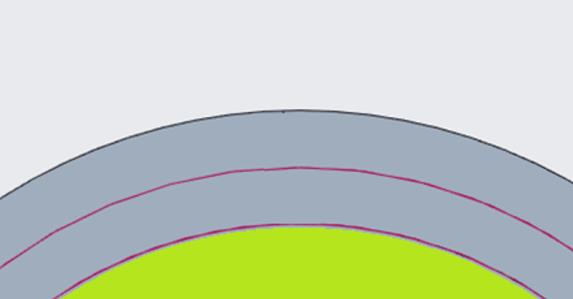
以下情况下将生成下列刀具路径:
◦ “中间切口厚度阈值检测”(INTERMEDIATE_DETECT_THICK_THAN) 设置为 0,将强制值视为 1.25*切削公差。
◦ “中间层切面数目”(NUMBER_INTERMEDIATE_SLICES) 设置为 3。
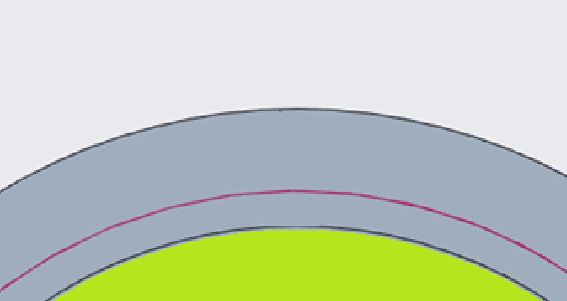
“中间切口厚度阈值检测”(INTERMEDIATE_DETECT_THICK_THAN) 设置为 2,“中间层切面数目”(NUMBER_INTERMEDIATE_SLICES) 设置为 3 时,将生成以下刀具路径:

在这种情况下,如果坯件材料量小于指定的“中间切口厚度阈值检测”(INTERMEDIATE_DETECT_THICK_THAN) 值,则会移除某些中间走刀。
• “最大离散化步距”(MAX_DISCRETIZ_STEP) - 指定刀具路径中两点之间的最大允许距离。
如果刀具路径中两点之间的距离大于“最大离散化步距”(MAX_DISCRETIZ_STEP),则以此方式添加中间点,从而使两点之间的距离始终小于“最大离散化步距”(MAX_DISCRETIZ_STEP)。
如果没有为 MAX_DISCRETIZ_STEP 指定值 (默认),则仅使用公差值生成刀具路径点。
1. MAX_DISCRETIZ_STEP
• “容器偏移”(CONTAINMENT_OFFSET) - 在容器环内按指定值创建偏移刀具路径。当值为 0 时,无偏移,且切口将创建至容器环的边界。
默认值:0
不支持负值。 |
• “底面附加切口”(ADDITIONAL_CUTS_ON_FLOOR) - 如果设置为“否”(NO) (默认值),此参数将创建底面无附加切口的恒定步进深度切口。在这种情况下,坯件可能会保留在圆柱或圆锥曲面上,其大小可能大于或小于用户定义的坯件。
如果设置为“是”(YES),此参数将在每个圆柱或圆锥曲面上创建附加切口和恒定步进深度切口,以保持用户定义的坯件。生成的切口总数未等距分布。
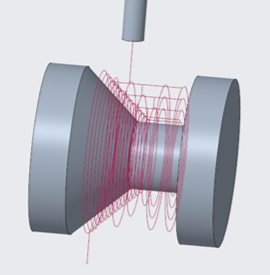
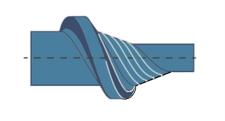
例如,当“底面附加切口”(ADDITIONAL_CUTS_ON_FLOOR) 设置为“是”(YES) 时,会在每个圆柱曲面上生成附加切口和恒定步进深度切口,如下图所示:

实线表示“步进深度”(STEP_DEPTH) 切口,虚线表示图像中的“底面附加切口”(ADDITIONAL_CUTS_ON_FLOOR)。
将“精加工选项”(FINISH_OPTION) 设置为“底面精加工”(FLOOR_FINISH) 时,旋转精加工步骤不支持“底面附加切口”(ADDITIONAL_CUTS_ON_FLOOR) 参数。 |
• “短移动阈值”(SHORT_MOVE_THRESHOLD) - 指定根据刀具路径长度区分短移动或长移动的阈值。
默认值:0
1. 刀具路径移动的长度
• “短移动过滤器”(SHORT_MOVE_FILTER) - 过滤长度小于“短移动阈值”(SHORT_MOVE_THRESHOLD) 指定值的切口。
可使用下列选项:
◦ “开放轮廓”(OPEN_CONTOURS) - 过滤开放环短移动。

◦ “闭合轮廓”(CLOSE_CONTOURS) - 过滤封闭环短移动。

◦ “两种轮廓兼具”(BOTH_CONTOURS) - 过滤开放环和封闭环短移动。

默认值:“开放轮廓”(OPEN_CONTOURS)
• “修剪间隙阈值”(TRIM_GAP_THRESHOLD) - 在旋转粗加工步骤中,由于坯件定义的原因,将根据在刀具路径内创建间隙的坯件的形状修剪刀具路径。在旋转精加工步骤中,由于加工曲面内的间隙,也会在刀具路径内生成间隙。
根据刀具路径中的间隙大小,指定用于区分小间隙或大间隙的阈值。
对于默认值,将跳过所有间隙并重新链接。
默认值:0
对于定义的值,将连接小于阈值的间隙,且刀具保持向下状态。仅会跳过大于阈值的较大间隙并重新链接。
例如:
◦ 阈值为 0 时,将跳过所有间隙并重新链接。

◦ 当设置值大于小间隙尺寸的阈值时,将避免使用较小的间隙,且刀具保持向下状态。仅会跳过大间隙并重新链接。

切削运动的“旋转粗铣”和“旋转精加工”参数
• “加工方式”(MACHINE_BY) - 选择下列加工选项之一:
◦ “区域”(REGIONS) - 逐个单独加工每个区域。

◦ “级别”(LEVELS) - 以连续级别同时加工所有区域。

进刀/退刀运动的“旋转粗铣”和“旋转精加工”参数
• “封闭区域进刀”(CLOSED_AREA_ENTRY) - 指定封闭区域进刀方法。
可使用下列选项:
◦ “自动”(AUTOMATIC) - 刀具会采取最适合的进刀方法进入封闭区域。
◦ “螺旋”(HELICAL) - 刀具沿螺旋轨迹进入封闭区域。螺旋线的直径由“螺旋直径百分比”参数指定。

◦ “线斜坡”(LINE_RAMP) - 刀具沿带角度的线进入封闭区域。

◦ “转弯_急转_斜坡”(ZIG_ZAG_RAMP) - 刀具沿带角度的线以 z 字形运动进入封闭区域。

◦ “轮廓斜坡”(PROFILE_RAMP) - 刀具沿刀具路径轮廓的形状进入封闭区域。

默认值:“自动”(AUTOMATIC)
对于旋转精加工步骤,仅当“精加工选项”(FINISH_OPTION) 设置为“底面精加工”(FLOOR_FINISH) 时,“封闭区域进刀”(CLOSED_AREA_ENTRY) 选项才适用。 |
• “斜切角度”(RAMP_ANGLE) - 指定刀具进入下一层切面或走刀的角度。
默认值:5
• “螺旋直径百分比”(HELICAL_DIAMETER_PERC) - 以刀具直径的百分比指定允许的最大螺旋直径。此选项适用于刀具的螺旋进刀。
默认值:80%
• “快速进给距离”(RAPID_DISTANCE) - 指定刀具沿轴以快速进给率退刀或进刀的起始距离。快速进给距离包括安全距离。
默认值:20 mm
• “空移安全距离”(AIR_MOVE_SAFETY_DIST) - 这是刀具与参考零件曲面空中移动之间避免碰撞的最小距离。
默认值:10 mm

加工设置的“旋转粗铣”和“旋转精加工”参数
• “光顺半径”(SMOOTH_RADIUS) - 指定所有中间走刀的圆角加工或平滑拐角加工半径。
此参数仅为中间走刀生成光顺半径。该值必须大于 0 且小于“最大跨距”(MAX_STEP_OVER) 值。
默认值:-
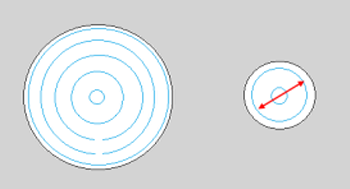
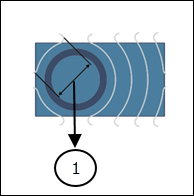
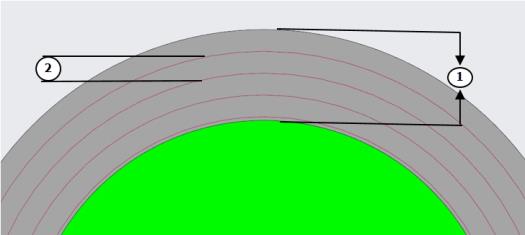
下图显示了当“光顺半径”(SMOOTH_RADIUS) 值为 6 且“最终走刀光顺半径”(FINAL_PASS_SMOOTH_RADIUS) 值为 0 时的最终走刀和中间走刀。
1. 中间走刀
2. 中间走刀
3. 最终走刀
• “最终走刀光顺半径”(FINAL_PASS_SMOOTH_RADIUS) - 指定最终走刀的圆角加工或平滑拐角加工半径。
此参数仅为最终走刀生成光顺半径。该值必须大于 0 且小于“最大跨距”(MAX_STEP_OVER) 值。
默认值:0
要在最终走刀上生成光顺半径,该值必须大于 0 且小于“最大跨距”(MAX_STEP_OVER) 值。
当指定的值大于 0 时,此参数仅在“光顺半径”(SMOOTH_RADIUS) 的定义值大于 0 时有效。 |
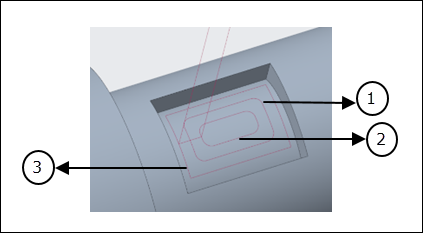
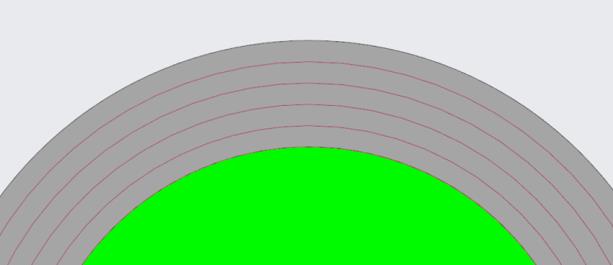
下图显示了当“光顺半径”(SMOOTH_RADIUS) 值为 3 且“最终走刀光顺半径”(FINAL_PASS_SMOOTH_RADIUS) 值为 6 时的最终走刀和中间走刀。
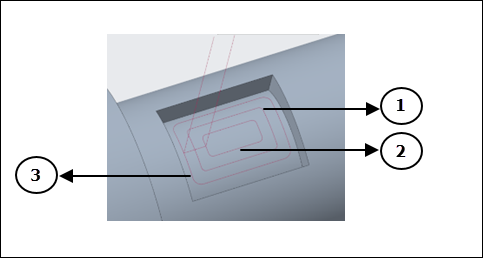
1. 中间走刀
2. 中间走刀
3. 最终走刀
“旋转粗铣”参数
• “刀具轴偏移”(TOOL_AXIS_OFFSET) - 允许使用轴偏移进行旋转粗铣。刀具中心线从工件的旋转轴偏移。
此参数让刀具能够使用切割边而非刀具中心正确切削。因此,可使用非球面刀具获得更稳定的切削速度和更接近直径的切削。
偏移方向始终与旋转方向相反,当旋转方向更改时,偏移位置会自动更改。此更改发生在没有旋转运动的线性运动中。以此防止刀具损坏,并确保工艺安全。
接受的最大值不能超过刀具半径。
默认值:0
不支持负值。 |

当定义的“刀具轴偏移”(TOOL_AXIS_OFFSET) 值大于 0 时:
当定义的“刀具轴偏移”(TOOL_AXIS_OFFSET) 值为 0 时:
• “连接分段刀路”(CONNECT_SEGMENTED_TOOLPATH) - 如果设置为“否”(NO) (默认值),此参数将移除与坯件不相交的所有刀具路径段。

如果设置为“是”(YES),此参数将连接与坯件部分相交的分段轮廓。
• “确保精切”(ENSURE_FINISH_CUT) - 如果设置为“否”(NO) (默认值),此参数将生成具有退刀的部分刀具路径段。
如果设置为“是”(YES),此参数将连接部分段并生成完整切削,从而最小化退刀次数。
• “最小自适应步进深度”(MIN_ADAPTIVE_STEP_DEPTH) - 此阈值将确定下列操作之一:
◦ 添加额外切口可确保所有切口等距分布并避免在平整区域上残留材料。
◦ 不添加额外切口。而是生成恒定步进深度的刀具路径,这可能会在平整区域上残留材料。
如果指定值小于阈值,则会生成额外的切口。如果指定值大于阈值,则不会生成额外的切口。
如果生成额外的切口,则现有步进深度切口和额外切口将等距分布。
“最小自适应步进深度”(MIN_ADAPTIVE_STEP_DEPTH) 阈值由以下公式确定:
圆柱之间的距离/所需切口总数
示例 1:
以下方模型的两个圆柱为例,其中两个圆柱之间的距离为 25,步进深度为 6。
1. 2 个圆柱之间的距离
2. 步进深度
刀具路径生成四个恒定步进深度切口,并在圆柱 2 的顶部曲面上留有一些材料。要加工圆柱 2 的这一顶部曲面,还需要一个额外的深度切口。因此,总共需要 5 个切口,其中包括 4 个恒定步进深度切口和 1 个额外深度切口。这五个切口在 2 个圆柱之间等距分布。
在本示例中,根据定义的公式,“最小自适应步进深度”(MIN_ADAPTIVE_STEP_DEPTH) 阈值的计算方法为 25 除以 5,结果为 5。
如果将“最小自适应步进深度”(MIN_ADAPTIVE_STEP_DEPTH) 参数值设置为 4,即小于阈值 5,则会生成五个等距切口,且圆柱 2 的顶部曲面上不会留有任何材料。
如果将“最小自适应步进深度”(MIN_ADAPTIVE_STEP_DEPTH) 参数值设置为 7,即大于阈值 5,则会忽略第五个切口。此时将生成恒定步进深度为 6 的四个切口,并在圆柱 2 的顶部曲面上留有材料。
示例 2:
以下方模型的两个圆柱为例,其中 2 个圆柱之间的距离为 10,步进深度为 7:
1. 2 个圆柱之间的距离
2. 步进深度
刀具路径生成一个恒定步进深度切口,并在圆柱 2 的顶部曲面上留有一些材料。要加工圆柱 2 的这一顶部曲面,还需要一个额外的深度切口。因此,总共需要 2 个切口,其中包括 1 个恒定步进深度切口和 1 个额外深度切口。这两个切口在 2 个圆柱之间等距分布。
在本示例中,根据定义的公式,“最小自适应步进深度”(MIN_ADAPTIVE_STEP_DEPTH) 阈值的计算方法为 10 除以 2,结果为 5。
如果将“最小自适应步进深度”(MIN_ADAPTIVE_STEP_DEPTH) 参数值设置为 4.9,即小于阈值 5,则会生成两个等距切口,且圆柱 2 的顶部曲面上不会留有任何材料。
如果将“最小自适应步进深度”(MIN_ADAPTIVE_STEP_DEPTH) 参数值设置为 5.1,即大于阈值 5,则会忽略第二个切口。此时将仅生成一个恒定步进深度为 7 的切口,并在圆柱 2 的顶部曲面上留有材料。
• “扫描类型”(SCAN_TYPE) - 以下选项可供使用:
◦ “仅偏移”(OFFSET_ONLY) - 定义整个加工曲面上沿旋转轴的偏移刀具路径。刀具路径从加工曲面上的所有边偏移。

◦ “偏移和螺旋”(OFFSET_AND_SPIRAL) - 使用两种类型层切的组合。刀具路径将自动生成螺旋切削,直到遇到阻挡。遇到阻挡后,刀具路径将恢复为偏移策略。

“旋转精加工”参数
• “封闭环重叠”(CLOSED_LOOP_OVERLAP) - 不会在封闭环中生成重叠刀具路径。
默认值:0
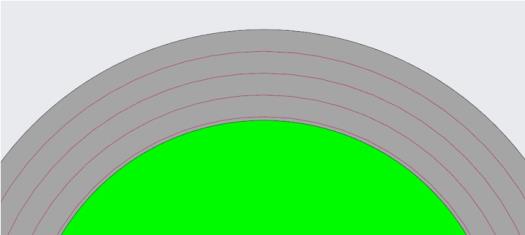
“封闭环重叠”(CLOSED_LOOP_OVERLAP) 为 0 时,将生成以下刀具路径:
如果定义的值大于 0,则根据封闭环中的指定值生成重叠刀具路径,以避免在引入和引出位置出现切刀标记。
“封闭环重叠”(CLOSED_LOOP_OVERLAP) 为 3 时,将生成以下刀具路径:
“精加工选项”(FINISH_OPTION) 设置为“底面精加工”(FLOOR_FINISH) 时不支持“封闭环重叠”(CLOSED_LOOP_OVERLAP) 参数。 |
• “优化壁步进深度”(OPTIMIZED_WALL_STEP_DEPTH) - 此参数是为精加工曲线或倾斜曲面设置的最小步进深度。
仅在“精加工选项”(FINISH_OPTION) 设置为“优化壁精加工”(OPTIMIZED_WALL_FINISH) 时支持此参数。 |
默认值:0.1
• “精加工选项”(FINISH_OPTION) - 指定创建优化的刀具路径的加工方法。
仅适用于旋转精加工步骤。
默认值:“壁精加工”(WALL_FINISH)
可使用下列选项:
◦ “壁精加工”(WALL_FINISH) - 使用“步进深度”(STEP_DEPTH) 加工壁曲面。使用此选项加工陡区域。

◦ “优化壁精加工”(OPTIMIZED_WALL_FINISH) - 使用优化的刀具路径加工曲线和倾斜曲面。刀具路径使用“最大跨距”(MAX_STEP_OVER) 和“优化壁步进深度”(OPTIMIZED_WALL_STEP_DEPTH) 参数的组合。
此选项可优化壁的跨距,以在加工弯曲曲面和倾斜曲面时生成更一致的最大跨距。调整最小步进深度以减少所需的刀具路径数并提高加工效率。
在可能的情况下,修剪优化的跨距切口以缩短循环时间。
◦ “底面精加工”(FLOOR_FINISH) - 使用“最大跨距”(MAX_STEP_OVER) 加工圆柱曲面和圆锥曲面。使用此选项加工浅区域。