Flussverhalten
Die Kavitätsfüllung ist ein wichtiger Schritt während des Spritzgießvorgangs. Beim Füllvorgang bewegt sich die Schmelzfront dreidimensional und transient. Der nicht-newtonsche Flüssigkeitsfluss und der gekoppelte Wärmeaustausch können Probleme beim Füllvorgang verursachen. Während des Füllvorgangs kann aus folgenden Gründen ein Produktfehler auftreten:
• Konstruktionsfehler
• Falscher Prozess
• Unsachgemäßes Material
Die Kunststoffschmelze fließt in der Regel in Richtung des minimalen Widerstands in der Kavität. Die folgende Abbildung zeigt das Flussverhalten während des Füllvorgangs. Die Pfeile geben die Richtung des Flusses an. Die Kunststoffschmelze bewegt sich schneller, was auf eine geringere Widerstandskraft gegen den Fluss hinweist.
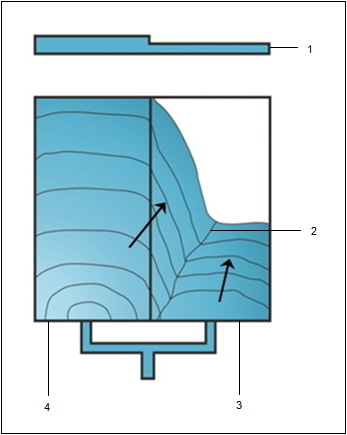
1. Dickenverteilung
2. Bindenaht
3. Bereich mit hohem Fließwiderstand
4. Bereich mit niedrigem Fließwiderstand
Die Viskosität einer Kunststoffschmelze ist eine Messgröße des Fließwiderstands. Eine hohe Viskosität reduziert den Fließwiderstand. Deshalb sollten Sie die Faktoren sorgfältig analysieren, die die Viskosität der Kunststoffschmelze beeinflussen. Zu den Faktoren, die die Viskosität beeinflussen, zählen die lokale Temperatur, die Wärmeaustauschrate, die Schergeschwindigkeit und die Teiledicke. Diese Faktoren tragen zur Optimierung des Füllvorgangs bei.
Die Teiledicke ist der entscheidende Faktor. Der dickere Teil des Kunststoffteils sorgt für einen geringeren Fließwiderstand, wodurch die Kunststoffschmelze besser fließen kann. Da die Wärmeleitfähigkeit der Thermoplaste gering ist, ist es für den dickeren Teil schwierig, Wärme zu leiten. Daher weist der dickere Teil eine höhere Temperatur auf. Gleichermaßen weist der dünnere Teil des Kunststoffteils eine niedrigere Temperatur und einen höheren Fließwiderstand auf.
Sie sollten während des Füllvorgangs Folgendes beobachten:
• Vorkommen einer Teilfüllung aufgrund unvollständiger Füllung
• Vorhandensein von Schmelzeverzögerungen
• Vorkommen und Position der Bindenaht und Lufteinschlüsse
• Ungleichmäßiges Flussverhalten verursacht durch mehrere Angüsse
• Temperaturverteilung und -schwankung während des Füllvorgangs
• Umfang des Eingussdrucks und der Schließkraft
Sie sollten prüfen, ob folgende Probleme vorliegen, die durch den Schmelzfrontverlauf verursacht werden:
• Untersuchen Sie das Füllmuster auf Mobilität.
• Prüfen Sie, ob die Füllung der Kavität vollständig ist oder ob eine Teilfüllung vorliegt.
• Prüfen Sie, ob der Fluss gleichmäßig ist.
• Identifizieren Sie Bindenaht- und Lufteinschlusspositionen.
• Prüfen Sie den Fließanteil jedes Angusses.
• Prüfen Sie, ob der Angusspunkt korrekt ist, um den Fluss auszugleichen und die Bindenaht zu entfernen.