Konfigurationsoptionen für Creo NC
add_multax_on_before_defsub
no*, yes
yes – Fügt MULTAX/ON in DEFSUB für die NC-Subroutine hinzu.
allow_mfg_in_assem_mode
yes, no*
Ermöglicht das Öffnen eines Fertigungsmodells im Baugruppenmodus:
yes – Fügt die Option Im Baugruppenmodus öffnen (Open in Assembly mode) der Liste im Dialogfenster Datei öffnen (File Open) hinzu, wenn Sie auf den Pfeil neben Öffnen (Open) klicken.
allow_safety_rad_over_prt_accu
no*, yes
yes – Berücksichtigt den sicheren Radius beim Generieren des Werkzeugwegs in NC-Folgen für das Fräsen, selbst wenn dieser Radius kleiner als die Teilegenauigkeit ist.
allow_workpiece_silhouette
no*, yes, auto
Gibt an, welches Modell zur Erstellung eines Silhouetten-Fräsfensters verwendet wird:
• no – Das System erstellt das Fenster unter Verwendung der Silhouette des Referenzteils. Wenn die Fertigungsbaugruppe mehr als ein Referenzteil enthält, müssen Sie festlegen, welches Teil für die Erzeugung der Silhouette verwendet werden soll. Sie können kein Werkstück auswählen.
• yes – Das System gestattet Ihnen, zur Erstellung von Silhouetten-Fräsfenstern sowohl Referenzteile als auch Werkstücke zu verwenden. Sie müssen das zu verwendende Teil auswählen.
• auto – Wenn die Fertigungsbaugruppe nur ein Werkstück enthält, wird es vom System automatisch zur Erstellung der Silhouette verwendet. Sind mehrere Werkstücke vorhanden, müssen Sie das zu verwendende Werkstück auswählen. Ein Referenzteil kann nur ausgewählt werden, wenn die Fertigungsbaugruppe keine Werkstücke enthält.
arc_radius_limit
Legt den oberen Grenzwert für einen Radius in einer KREIS-Anweisung einer NCL-Datei fest. Sie müssen einen positiven Wert eingeben. Andernfalls wird 10*part_size verwendet. Der Standardwert ist -1.
|
|
Wenn der mit dem Befehl KREIS verbundene Radiuswert kleiner ist als der für arc_radius_limit angegebene Wert, wird die KREIS-Anweisung in der NCL-Datei ausgegeben.
Wenn der mit dem Befehl KREIS verbundene Radiuswert größer ist als der für von arc_radius_limit angegebene Wert, werden in der NCL-Datei mehrere GOTO-Punkte anstelle der KREIS-Anweisung ausgegeben.
|
assy_mfg_open_mode
mfg, process, feature, any_mode*
Gibt an, mit welcher Anwendung Fertigungsmodelle geöffnet werden:
• mfg: Wird mit der Assembly Creo NC Anwendung geöffnet.
• process – Wird mit der Manufacturing Process Planning for Manufacturing Anwendung geöffnet.
• feature – Wird mit Expert Machinist geöffnet.
• any_mode – Unter Verwendung der verfügbaren Lizenz öffnen. Öffnen Sie das Modell z.B. in der Anwendung Assembly Creo NC, wenn Sie die Lizenz für diese Anwendung besitzen.
Sobald das Modell geöffnet ist, können Sie mit der Option Anwendungen (Applications) am oberen Rand der Menüleiste zwischen den Anwendungen wechseln.
autodrill_udf_dir
<directory name>
Das Standardverzeichnis zum Speichern der Bohrungsstrategien, die beim automatischen Bohren verwendet werden. Verwenden Sie den vollständigen Pfadnamen, um Probleme zu vermeiden.
autodrilling_config_filename
<file name>
Konfigurationsdatei für Auto-Bohrungstabelle automatisch abrufen/laden.
autodrilling_holestyle_param
<user defined parameter name>
Parametername in Bohrungs-KEs eines MFG-Referenzmodells eingeschlossen. Der Parameterwert identifiziert das MUDF für Bohren/Senken/Reiben, das in Creo NC zum Bohren dieser Bohrungen automatisch angewendet wird.
back_drill_spndl_colnt_mtn
no*, yes
yes – Behält Spindel- und Kühlmittel-Anweisungen in einer systematischen Reihenfolge im Hinblick auf die Spindelorientierung in den CL-Daten der NC-Folge für rückseitiges Bohren bei.
campost_dir
<directory name>
Wenn die Konfigurationsoption ncpost_type auf ncpost eingestellt ist, legt die Konfigurationsoption campost_dir das Installationsverzeichnis von CAM-Post zur direkten Einstellung des Postprozessors und Generierung von MCD-Dateien fest. Verwenden Sie den vollständigen Pfadnamen, um Probleme zu vermeiden.
chk_part_surfs_profpock
no*, yes
Diese Option gilt für die Hinterschnittprüfung beim Fräsen. Stellen Sie diese Option auf yes ein, wenn automatisch alle Referenzteil-Flächen als Prüfflächen für NC-Folgen des Typs Profilfräsen und Taschenfräsen eingeschlossen werden sollen.
cl_arrow_scale
<positive number>
Diese Option ermöglicht Ihnen, die Größe des Werkzeugwegpfeils beim Anzeigen des Werkzeugwegs für Operationen und NC-Folgen zu steuern. Der Standardwert ist 1. Wenn Sie die Option auf 0 einstellen, wird der Pfeil nicht angezeigt. Durch Angabe einer beliebigen anderen positiven Zahl wird der Pfeil entsprechend skaliert.
cl_rotate_sign_convention
table*, tool
Definiert Richtungskonvention für ROTATE-Zeichen basierend auf entweder Drehtisch oder Schneidewerkzeug.
curve_traj_offset_opt_default
Aktiviert den Standardstatus der Option "Versatzschnitt" (Offset Cut) für die Leitkurvenfolge.
on – Die Option "Versatzschnitt" (Offset Cut) ist aktiviert.
off – Die Option "Versatzschnitt" (Offset Cut) ist nicht aktiviert.
auto* – Der Optionsstatus hängt von der ausgewählten Kettenreferenz ab.
disable_custom_tool_prm_warning
no*, yes
Die benutzerdefinierte Parameterdatei enthält die Definitionen von Parametern, die Sie häufig verwenden. Verwenden Sie die Konfigurationsoptionen mfg_custom_tool_param_file oder mfg_custom_sequence_param_file, um die XML-Datei im lokalen Verzeichnis anzugeben.
Wenn die benutzerdefinierte Parameterdatei fehlt oder geändert wird, wird eine Fehlermeldung mit der Option angezeigt, die benutzerdefinierten Parameterdefinitionen beizubehalten. Standardmäßig werden Fehlermeldungen angezeigt, wenn Diskrepanzen in Bezug auf die benutzerdefinierte Parameterdatei vorliegen.
• no – Setzt das Öffnen des Dialogfensters zur Benutzerinteraktion fort, wenn ein Fehler oder eine Änderung in der Datei mit benutzerdefinierten Werkzeugparametern vorliegt.
• yes – Deaktiviert das Öffnen des Dialogfensters zur Benutzerinteraktion, wenn ein Fehler oder eine Änderung in der Datei mit benutzerdefinierten Werkzeugparametern vorliegt.
disable_toollen_in_travel_envlp
no*, yes
yes – Passt den Adapter und die Werkzeuglänge in Bezug auf die Werkzeugstrecke an.
display_mfg_icon_for_mfg_assy
no*, yes
Zeigt Fertigungssymbole für Fertigungs-Baugruppendateien in den Dialogfenstern Datei öffnen (File Open) und Speichern (Save) an:
• no – Zeigt Baugruppensymbole für Fertigungs-Baugruppendateien an.
• yes – Zeigt Fertigungssymbole für Fertigungs-Baugruppendateien an.
dm_nc_process
yes, no*
Generiert automatisch eine XML-Datei mit den Prozessinformationen, wenn Sie ein Fertigungsmodell in Creo Parametric speichern. Die XML-Datei wird automatisch an das CAD-Dokument der NC-Baugruppe als sekundärer Inhalt der Kategorie MPMLink Prozessinformationen angehängt. Wenn Sie das CAD-Dokument der NC-Baugruppe mit der XML-Datei als sekundärer Inhalt in Windchill hochgeladen haben, verwendet MPMLink die Prozessinformationen in der XML-Datei, um Fertigungsprozesse weiter zu definieren. MPMLink verwendet die Prozessinformationen, um bestimmte Schritte in einem Prozessplan zu erzeugen oder Ressourcen zur Verwendung in den Prozessplänen zu erzeugen.
• yes - Generiert das Dokument, sobald das CAD-Dokument gespeichert wird.
• no – Generiert das Dokument nicht.
enable_2x_traj_multi_loops
yes, no*
• yes: Ermöglicht die Auswahl von mehreren Schleifen auf den ausgewählten Flächen bei der 2-Achsen-Leitkurvenbearbeitung.
• no: Lässt keine Auswahl von mehreren Schleifen auf Flächen zu.
enable_bld_oper_goto_pnt_fix
yes*, no
• yes – Aktiviert die Werkzeugbewegung entsprechend der Bewegung, die im Anfahrpunkt für eine Fertigungsbaugruppe, die eine Aufbauoperation enthält, angegeben ist.
• no – Aktiviert nur die Werkzeugbewegung Simultan (Simultaneous), unabhängig von den Versatzeinstellungen im Anfahrpunkt für eine Fertigungsbaugruppe, die eine Aufbauoperation enthält.
enable_classic_strghtcut_srfml
yes, no*
yes – Aktiviert die Option Gerader Schnitt (Straight Cut) in der NC-Folge für klassisches Flächenfräsen.
enable_clearance_plunge_fix
yes, no*
• yes – Vermeidet automatische Eintauchbewegungen der Länge null und korrigiert die Verbindungsbewegungen.
enable_cmm_refcsys_pprint_fix
yes*, no
Standardmäßig haben die CL-Daten keinen PPRINT/DMIS-Text zum Einrichten des Referenz-Koordinatensystems als ersten Schritt in einer Operation. Legen Sie die Option auf "yes" fest, wenn Sie den PPRINT/DMIS-Text in den CL-Daten ausgeben möchten.
Die CL-Daten enthalten die folgenden Zeilen zum Einrichten des Referenz-Koordinatensystems:
• Folgename
• Folgekommentare
• Folgetyp
• Folge-ID für Referenz-Koordinatensystem
enable_cutcom_apprexit_fix
yes*, no
• yes* – Entfernt die GOTO-Befehle in den CL-Daten zwischen den Anfahrt- oder Wegfahrt-Ketten und den Schnittketten, während die Schnittkorrektur angegeben wird.
• no – Behält alle GEHE ZU-Befehle in den CL-Daten bei.
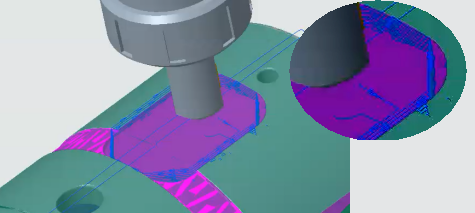
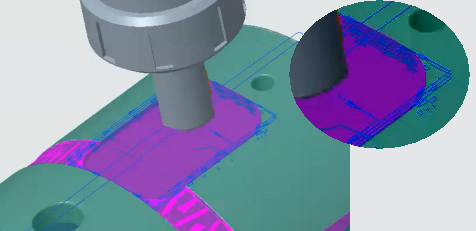
enable_cutcom_helix_corner
yes*, no
• yes* – Der Eckpunkt der linearen spiralförmigen Ketten wird in der Schnittkorrekturausgabe verwendet.
 |
 |
|
enable_cutcom_helix_corner wird auf no festgelegt.
|
enable_cutcom_helix_corner wird auf yes festgelegt.
|
enable_cutcom_plnr_apprexit_fix
yes*, no
• yes* – Entfernt die GOTO-Befehle in den CL-Daten zwischen den Anfahrt- oder Wegfahrt-Ketten und den Schnittketten, während die Schnittkorrektur für planare offene Schleifen angegeben wird.
• no – Behält alle GEHE ZU-Befehle in den CL-Daten bei.
enable_cutcom_rm_tiny_ents
yes*, no
• yes* – Entfernt die GOTOs, indem Kreis- und Linienelemente angepasst werden, solange der angepasste Punkt oder der angepasste Teil des Elements während der Schnittkorrektur innerhalb des Aufmaßbereichs liegt.
• no: Behält alle GOTO-Befehle in den CL-Daten bei.
enable_feed_rate_for_helix
yes*, no
• yes* – Gibt den Wert der Vorschubgeschwindigkeit für Änderungen von spiralförmigen Ketten aus, wenn der Parameter BOGEN_VORSCHUB_KONTROLLE auf WKZG_UMRISS festgelegt ist.
enable_finishing_circ_record
yes – Generiert Kreisdatensätze für das Nachbearbeiten von Folge-Profilschnitten, wenn der Folge-Parameter KREIS_INTERPOLATION auf NUR_KREISBOGEN festgelegt ist.
no* – Generiert keine Kreisdatensätze.
enable_mfg_drill_tpath_fix
yes*, no
yes – Ermöglicht eine verbesserte Kombination von Regeln in Bohren-/Reiben-/Senken-NC-Folgen.
enable_mfg_leadtilt_ang_fix
yes, no*
yes – Erzeugt einen Werkzeugweg mit genauem Werkzeug-Neigungswinkel an den Verzweigungen von nicht tangentialen Werkzeugweg-Segmenten.
no – Nimmt keine Änderungen am standardmäßigen Werkzeug-Neigungswinkel vor.
enable_mfg_reorder_regen_fix
yes, no*
yes – Verkürzt die Regenerierungszeit beim Umordnen von Fertigungs-KEs, wenn Werkzeugbeziehungen zum Steuern von Parametern der NC-Folge verwendet werden.
enable_new_mfg_pat_inst_naming
yes, no*
yes – Gibt die Namensmuster-Instanz in der NCL-Datei und dem Modellbaum im Format <Name der Schrittinstanz-Name der Operation> aus.
enable_offcrv_with_split_fix
yes*, no
yes – Verbessert die Ausgabe von SCHNITT_KORREKTUR für Schritte mit offenen Kurvenreferenzen.
enable_param_n_tool_upd_dialog
yes, no*
• yes: Öffnet ein Dialogfenster zum Ändern der Fertigungsparameter und Werkzeuge während des speziellen Einfügens und während UDF-Platzierungsvorgängen.
• no: Öffnet kein Dialogfenster zum Ändern von Werkzeugen und Fertigungsparametern während des speziellen Einfügens und während UDF-Platzierungsvorgängen.
enable_pprint_seq_comment_end
yes, no*
yes – Wenn Sie Kommentare für OPERATION_COMMENTS und NC_SEQUENCE_COMMENTS angeben, wird in der NCL-Datei COMMENTS END hinzugefügt, um das Ende einer NC-Folge und Kommentare zur Operation anzugeben.
enable_traj_2cntr_toolaxis_fix
yes*, no
• yes – Vermeidet das Umkehren der Werkzeugachsenrichtung in einer -Leitkurvenfolge mit zwei Konturen.
enable_traj_crvs_no_alt_refs
yes*, no
• yes – Ersetzt die fehlenden Kurvenschnittreferenzen in einer Leitkurvenbearbeitungsfolge nicht durch alternative Referenzen.
• no – Ersetzt die fehlenden Kurvenschnittreferenzen in einer Leitkurvenbearbeitungsfolge durch alternative Referenzen, falls verfügbar. Sie können die fehlenden Kurvenreferenzen bei Bedarf manuell auswählen.
enable_traj_fix_nrmsrf_axisdfs
yes*, no
yes – Erzwingt Achsendefinitionen, die von den senkrechten Flächenreferenzen in einem Leitkurvenschritt angegeben werden.
gpostpp_dir
<directory name>
Wenn die Konfigurationsoption ncpost_type auf gpost eingestellt ist, legt die Konfigurationsoption gpostpp_dir das Verzeichnis fest, das die von GPOST zu verwendenden Postprozessordateien enthält. Verwenden Sie den vollständigen Pfadnamen, um Probleme zu vermeiden.
grv_turn_bothdir_cutcom_output
yes, no*
• yes – Wenn der Parameter AUSGABE_ANDERE_SEITE in Folgen zum Einstechdrehen auf "Ja" festgelegt ist, wird die Anweisung CUTCOM OFF ausgegeben, bevor das Werkzeug auf jeder Seite zurückgezogen wird. Die GOTO-Befehle oder -Punkte werden während aller An- und Wegfahrbewegungen ausgegeben.
• no – Gibt die CUTCOM-Anweisung nicht aus, bevor das Werkzeug auf jeder Seite zurückgezogen wird.
include_all_tools_in_list
yes, no*
Gibt an, ob die Werkzeuge für den aktuellen Schritt und den aktiven Kopf der Werkzeugmaschine in der Werkzeugliste angezeigt werden sollen.
• yes - Fügt der Liste alle verfügbaren Werkzeuge hinzu.
• no - Fügt der Liste standmäßig die Werkzeuge, die für den aktuellen Schritt gültig sind, hinzu.
mfg_solid_tool_display
yes, no*
yes – Zeigt das entsprechende Volumen-Werkzeug, das bei der Verwendung des CL-Players als Abspielweg verwendet wird, an.
mfg_udf_info_setup_file
<file name>
Ermöglicht Ihnen, die Angabe des Pfads zur Namenszuordnungsdatei für UDF-MFG-Kriterien. Die Funktion für die Fertigungskriteriennamen in der Prozesstabelle ist nur verfügbar, wenn die Konfigurationsoption mfg_udf_info_setup angegeben wird.
mfg_areaturn_cutcom_each_slice
yes, no*
yes – Die Ausgabe von SCHNITTKORREKTUR für einen Bereichsdrehen-Schritt ist für jede Schicht separat.
mfg_assign_param_formula
Gibt an, ob Standardwerte von Fertigungsparametern mithilfe von XML-basierten Formeln festgelegt werden sollen.
yes – Wendet die Standardwerte von Fertigungsparametern mithilfe von XML-basierten Formeln an.
no – Ignoriert die Standardwerte von Fertigungsparametern mithilfe von XML-basierten Formeln.
mfg_auto_ref_mfg_template
yes, no*
Gibt an, ob Creo NC automatisch Referenzen für Schritte zuweisen muss, die anhand einer Schablone erzeugt wurden. Wenn die Schablone z.B. ein Referenz-Koordinatensystem mit dem benutzerdefinierten Namen MYCSYS enthält und das Fertigungsmodell ebenfalls ein Koordinatensystem mit dem benutzerdefinierten Namen MYCSYS enthält, weist Creo NC die Referenz automatisch zu.
• yes – Creo NC weist nach Bedarf automatisch eine oder mehrere der folgenden Referenzen aus der Schablone zu:
◦ Koordinatensystem
◦ Rückzugsfläche
◦ Fräsfenster
◦ Kurve für Leitkurvenfräsen (2 Achsen)
◦ Fräsfläche
◦ Fräsvolumen für Profilfräsen
◦ Bohrungssatz für Bohrungen
Creo NC weist die Referenz anhand des Namens und des Typs zu.
• no – Sie müssen die geometrischen Referenzen für alle aus einer Schablone erzeugten Schritte zuweisen. Dies ist die Standardeinstellung.
mfg_auto_ref_prt_as_chk_srf
yes*, no
Diese Option gilt für die Hinterschnittprüfung beim Fräsen. Es werden automatisch alle Flächen sämtlicher Referenzteile als Prüfflächen für Flächenfräsen und 5-Achsen-Leitkurvenfräsen eingeschlossen. Um diese Funktion zu deaktivieren und die Prüfflächen manuell auszuwählen, müssen Sie die Option auf no einstellen.
mfg_auto_retract_clear_dist
1.0, 0.005
1.0, wenn die Fertigungsschablone die Längeneinheit mm verwendet.
0.005, wenn die Fertigungsschablone die Längeneinheit Zoll verwendet.
Der Abstand zwischen der automatisch erzeugten Rückzugsebene und dem Koordinatensystem des Schritts.
Wenn die Rückzugsebene der Operation nicht in einem Schritt verwendet werden kann, den Sie in die Prozesstabelle extrahieren, wendet Creo NC den Wert, den Sie für die Konfigurationsoption mfg_auto_retract_clear_dist festgelegt haben, auf den Schritt an, um die Rückzugsebene zu erzeugen.
mfg_cdplayer_refresh_grscreen
yes, no*
yes – Aktualisiert den Arbeitsbildschirm. Im Menü Ansicht (View) des Dialogfensters WERKZEUGWEG ABSPIELEN (PLAY PATH) wird die Option Werkzeuganzeige aktualisieren (Refresh Tool Display) verfügbar.
mfg_circ_interpolate_gouge_fix
yes, no*
yes – Verhindert Hinterschnitte, wenn der Parameter KREIS_INTERPOLATION auf NUR_KREISBOGEN oder PUNKTE_UND_KREISBOGEN festgelegt ist, wenn der Bogen spiralförmig ist.
mfg_clfile_excl_seq_warn
yes, no*
yes – Sendet beim Generieren der Operationsausgabe eine Warnung, wenn einer der Schritte unvollständig ist. Die Schritte werden von der CL-Ausgabe ausgeschlossen. In der CL-Datenausgabe wird die Option "Abbrechen" (Abort) generiert.
no – Die Warnung zu unvollständigen Schritten wird nicht gesendet, und die Schritte werden nicht in der CL-Datenausgabe generiert.
mfg_comp_auto_upd_chk_off
yes, no*
yes – Deaktiviert die Überschneidungsoption Automatisch aktualisieren (Automatic Update) beim Einfügen einer UDF in eine NC-Baugruppe.
mfg_custom_sequence_param_file
<file name>
Gibt den Speicherort und den Namen der benutzerdefinierten Folgenparameter-Definitionsdatei an. Verwenden Sie den vollständigen Verzeichnispfad und -namen.
mfg_custom_tool_param_file
<file name>
Gibt den Speicherort und den Namen der Werkzeugparameter-Definitionsdatei an. Verwenden Sie den vollständigen Verzeichnispfad und -namen.
mfg_customize_dialog
yes*, no
yes – Verwendet das Dialogfenster "Anpassen" (Customize), um NC-Folgen anzupassen.
no – Verwendet die alten überlappenden Menüs.
mfg_cutlin_helix_norm_gouge_fix
yes*, no
yes – Vermeidet Hinterschnitte in Fräsfolgen mit Schnittlinie mit geschlossenen Schnittlinien, wenn VERFAHRWEG_TYP auf TYP_SPIRALE festgelegt ist. Der Werkzeugweg wird relativ zu Flächennormalen erzeugt, wenn der Parameter FLÄCHEN_NORMALEN verwendet wird.
mfg_cutline_save_mesh
yes*, no
Gibt an, ob Creo NC das von Creo Simulate generierte Netz gemeinsam mit dem Werkzeugweg speichert. Creo NC verwendet dieses Netz zur Berechnung des Werkzeugwegs für das Flächenfräsen mit Schnittlinien.
• yes – Creo NC überprüft, ob mit der NC-Folge ein Netz gespeichert wurde. Falls das Netz gültig ist, d.h. die Geometrie seit der früheren Berechnung nicht geändert wurde, berechnet Creo NC anhand dieses Netzes den Werkzeugweg. Wenn ein Netz nicht gespeichert wurde oder ungültig ist, wird ein neues Netz generiert und mit der NC-Folge gespeichert. Dies ist die Standardeinstellung.
• no – Zur Berechnung des Werkzeugwegs wird stets ein neues Netz generiert. Creo NC ignoriert und löscht alle gespeicherten Netze.
mfg_cycl_inherit_frm_site_tbl
yes, no*
yes – Erbt die Folgenparameter aus der Anwenderumgebungstabelle beim Wechseln des Bohrzyklus in der Bohren-/Reiben-/Senken-NC-Folge.
mfg_deepgrv_turn_typ1_conn_fix
yes, no*
yes – Generiert einen genauen Einstechdrehen-Werkzeugweg, indem die Verbindung durch Restmaterial vermieden wird, wenn VERFAHRWEG_TYP auf TYP_1_VERBIND festgelegt ist.
mfg_disbl_clcmd_on_noncut_pass
yes,no*
yes – Aktiviert CL-Befehle für Nicht-Schnittbahnen.
mfg_display_rework_corner
yes, no*
yes – Zeigt bei der Berechnung des Werkzeugwegs zum Eckenschlichten den entsprechenden Restbereich an, so dass Sie den von Ihnen gewählten Schwellenwinkel überprüfen können. Die steilen und sanften Bereiche werden jeweils mit unterschiedlichen Farben hervorgehoben.
no – Zeigt keinen Restbereich an.
mfg_drill_axis_arrow_color
yes, no*
yes – Steuert die Farbe des Achsenpfeils anhand der Systemfarbe. Nachdem Sie diese Option auf "yes" festgelegt haben, können Sie die Farbe des Pfeils ändern, indem Sie die Farbe der ausgewählten Kategorie ändern.
mfg_drill_cln_undesired_wp_dep
yes, no*
yes – Beim Abrufen der Fertigungsbaugruppe werden die nicht benötigten Bohrungsfolgenabhängigkeiten der jeweiligen Werkstücke entfernt, und die erforderlichen Abhängigkeiten bleiben intakt.
no – Alle Bohrungsfolgenabhängigkeiten der Werkstücke bleiben intakt, während die Fertigungsbaugruppe abgerufen wird.
mfg_drill_orient_along_ref_hole
yes, no*
yes – Ändert die Richtung des Bohrwerkzeugs, um die Orientierung für konzentrische Bohrungen zu korrigieren.
mfg_drl_cln_miss_axis_ref
yes, no*
yes – Alle fehlenden Bohrachsenreferenzen werden entfernt.
mfg_engrav_avoid_clines_tpath
yes*, no
yes – Der Werkzeugweg für das Gravieren überspringt die Geometrie-Mittellinien.
no – Der Werkzeugweg für das Gravieren berechnet die Geometrie-Mittellinien.
mfg_finish_round_corner_fix
yes, no*
yes – Erzeugt genaue und stufenlose Werkzeugwege an den runden Ecken in den Schlichtfolgen.
mfg_groove_merge_colinear_pnts
yes, no*
yes – Gibt die ersten und letzten kollinearen GOTO-Punkte desselben Vorschubs für eine Folge zum Einstechdrehen in der NCL-Datei aus.
mfg_grvturn_same_toolwidth_Fix
yes, no*
yes – Wenn eine Nut die gleiche Breite wie das Werkzeug aufweist (unter Berücksichtigung der Aufmaße), wird mit dieser Option ein genauer Einstechdrehen-Werkzeugweg zur Unterseite der Nut erzeugt.
mfg_grvturn_sideturn_gouge_fix
yes, no*
yes – Wenn VERFAHRWEG_TYP auf SEITEN_DREH festgelegt ist, werden mit dieser Option Hinterschnitte beim Einstechdrehen durch Minimieren des Eintauchens beim Seitendrehen vermieden.
mfg_grvturn_typ1_full_tpathfix
yes, no*
yes – Erzeugt genauen Werkzeugwerg in einer Folge zum Einstechdrehen, wenn der Parameter VERFAHRWEG_TYP auf TYP_1 festgelegt ist und die Fugenwände gewinkelt sind.
mfg_grvturn_wall_colision_fix
yes, no*
yes – Verhindert das Eintauchen in das Restmaterial bei Einstechdrehen-Folgen, wenn VERFAHRWEG_TYP auf TYP_EINS_WAND festgelegt ist.
mfg_ijk_num_digits
<integer number>
Legt die Anzahl der Ziffern für i, j, k Werkzeug-Koordinaten in einer CL-Datei fest. Der Standardwert ist 10.
mfg_info_location
top_left*, bottom_right
Die Standardposition des Dialogfensters Fertigungsinfo (Manufacturing Info).
mfg_mill_window_depth_fix
yes, no*
yes – Stellt sicher, dass der Werkzeugweg bei Verwendung eines Fräsfensters exakt generiert wird. Die Tiefe eines Fräsfensters wird basierend auf der Referenz-Normalenrichtung korrekt beurteilt.
mfg_millvol_outside_wp_fulltrim
yes*, no
yes – Wenn der Parameter BEGRENZ_DURCH_WERKST in Volumenfräsen-Folgen auf VOLLST_TRIMMUNG festgelegt ist, stellt diese Option sicher, dass der Werkzeugweg nur generiert wird, wenn das Fräsvolumen das Werkstück schneidet.
no – Der Werkzeugweg kann auch dann generiert werden, wenn das Fräsvolumen das Werkstück nicht schneidet.
mfg_modal_command_file
<file name>
Erlaubt Ihnen, einige der APT-Indexthemen modal zu machen; das heißt, Sie erhalten wiederholt eine Liste der diesem Thema entsprechenden Hauptschlüsselwörter, sobald Sie eine Befehlszeile abgeschlossen haben.
mfg_new_cl_player_for_sync
yes*, no
yes – Aktiviert den CL-Player für synchronisierte NC-Folgen.
mfg_ncseq_edit_performance_fix
yes, no*
yes – Optimiert die Zeit, die zum Editieren der NC-Folgen benötigt wird. Diese Option optimiert außerdem die Zeit, die zum Editieren der vorhandenen Werkzeugbewegungen und zum Erzeugen neuer Werkzeugbewegungen erforderlich ist.
mfg_optimized_drill_toolpath
yes, no*
yes – Berechnet den optimalen Bohrwerkzeugweg, wenn VERFAHRWEG_TYP auf KÜRZESTE/R eingestellt ist.
mfg_output_same_feed_rate_hsm
yes, no*
yes – Gibt die Vorschubgeschwindigkeits-Anweisung in der NCL-Datei aus, selbst wenn die erste Vorschubgeschwindigkeit der aktuellen HGZ-Folge identisch mit der letzten Vorschubgeschwindigkeit der vorherigen HGZ-Folge ist.
mfg_param_auto_copy_from_tool
No*, All, Misc, Cutting
Gibt an, welche Werkzeugparameter aus der Werkzeugdefinition in die NC-Folge kopiert werden sollen:
No – Kein Werkzeugparameter wird automatisch kopiert.
All – Kopiert alle Werkzeugparameter aus der Werkzeugdefinition in die NC-Folge.
Misc – Kopiert nur die diversen Parameter: benutzerdefinierte Parameter, Spindeldrehrichtung, Kühlmitteldruck, Typ sowie die für die NC-Folge spezifischen benutzerdefinierten Parameter.
Cutting – Kopiert alle Schnittbedingungen: Vorschub, Geschwindigkeit und Tiefe. Creo NC verwendet die Schruppbedingung für SCHRUPPEN, RESTSCHRUPPEN, VOLUMENFRÄSEN und RESTVOLUMENFRÄSEN, die Schlichtbedingungen werden für alle anderen Werkzeugwege verwendet.
Creo NC kopiert diese Parameter nur bei Erzeugung einer NC-Folge basierend auf der eingestellten Konfigurationsoption. Wenn Sie Änderungen an einer vorhandenen NC-Folge vornehmen, müssen Sie sie manuell kopieren, damit sie in der NC-Folge widergespiegelt werden.
mfg_pattern_performance_fix
yes, no*
yes – Ermöglicht eine Leistungsoptimierung bei der CL-Ausgabe von NC-Mustern.
mfg_process_table_setup_dir
<directory name>
Definiert im Prozessmanager das Verzeichnis zum Speichern der Prozesstabelleneinstellungen. Verwenden Sie den vollständigen Pfadnamen, um Probleme zu vermeiden. Beispiel: /home/users/process_mgr/table_settings.
|
|
Diese Konfigurationsoption gilt nur für ältere Versionen von Creo Parametric. Wenn Sie ein altes MFG-Setup haben, das diese Konfigurationsoption verwendet, können Sie das Setup in der aktuellen Version von Creo Parametric beibehalten. Wenn Sie ein solches altes MFG-Setup in Creo 9 oder höheren Versionen öffnen, werden die entsprechenden Einstellungen in die Datei mfg_session_setup.xml eingeschlossen. Alle weiteren Aktualisierungen der Prozesstabelleneinstellungen werden nur in der XML-Datei gespeichert.
|
mfg_process_template_dir
<directory name>
Im Prozessmanager wird mit dieser Konfigurationsoption das Standardverzeichnis zum Speichern der Fertigungsschablonendateien festgelegt, die in der Prozesstabelle erzeugt wurden, einschließlich Prozessschablonen und Ersatzschablonen. Auf das festgelegte Verzeichnis wird standardmäßig in folgenden Fällen zugegriffen:
• Beim Erzeugen von Schablonen aus der Prozesstabelle
• Beim Erzeugen von Schritten und Arbeitsbereichen in der Prozesstabelle mit Hilfe von 
• Platzieren und Ersetzen von Schablonen jeweils beim Erzeugen und Editieren von Anmerkungs-KEs.
• Ersetzen von Schablonen im Konstruktionsmodell mit dem Befehl Mfg-AEs aktualisieren (Update Mfg AEs).
• Ersetzen von Schablonen im Fertigungsmodell während der Extraktion.
• Verwenden Sie den vollständigen Pfadnamen, wenn Sie einen Wert für diese Konfigurationsoption festlegen. Beispiel: /home/users/process_mgr/templates. • Wenn Sie für diese Konfigurationsoption keinen Wert definieren, wird standardmäßig das aktuelle Arbeitsverzeichnis verwendet. |
mfg_prof_rapid_feed_prev_slice
yes*, no
yes – Standardmäßig werden die Verbindungsbewegungen zwischen Schichten auf schnellen Vorschub oder RAPID festgelegt. Wenn Sie die Option auf "no" festlegen, wird die Werkzeuggeschwindigkeit zwischen dem Ende einer vorherigen Schicht und dem Start einer nächsten Schicht auf SCHNITT_VORSCHUB festgelegt. Diese Option gilt für Profilfräs-Folgen.
mfg_quilt_orientation_traj_fix
yes, no*
yes – Bestimmt die Bearbeitungsseite in einer Leitkurvenfolge, wenn eine Sammelfläche referenziert wird, unabhängig von der Sammelflächenorientierung.
mfg_reaming_retract_feed_fix
yes*, no
yes – Aktiviert das Hinzufügen von ZFEED für den Rückzugsvorschub zu einer Reib-NC-Folge.
Mfg_scan_tool_cutting_data
no*, yes
yes – Scannt und entfernt ungewünschte Schnittdatenparameter des Werkzeugs, auf das in den Beziehungen verwiesen wird, falls solche Parameter in einer Fertigungsbaugruppe vorhanden sind.
mfg_recompute_stk_model_warning
yes*, no, auto_compute
yes – Bittet um Bestätigung, bevor mit der Neuberechnung des Bearbeitungsmodells fortgefahren wird.
no – Bricht die Neuberechnung des Bearbeitungsmodells ohne Bestätigung ab.
auto_compute – Berechnet das Bearbeitungsmodell automatisch ohne Bestätigung neu.
mfg_setup_dir
<directory name>
Gibt das Verzeichnis an, in dem die für die Fertigung relevanten Setup-Dateien für die aktuelle Sitzung gespeichert sind. Die Datei mfg_session_setup.xml ist eine dieser Dateien, in der Setup-Informationen über die Werkzeugparameter gespeichert sind.
Wenn Sie die Konfigurationsoption mfg_setup_dir nicht angeben, erstellt Creo NC die Datei mfg_session_setup.xml in Ihrem Arbeitsverzeichnis. |
mfg_setup_file
<file name>
Der absolute Pfad zu der Datei, in der die Spalteneinrichtungsinformationen für folgende Elemente gespeichert sind:
• Prozesstabelle im Prozessmanager (Process Manager)
• Dialogfenster Werkzeug-Setup (Tools Setup)
• Parametertabelle im Dialogfenster Parameter editieren (Edit Parameters)
Diese Konfigurationsoption überschreibt die Konfigurationsoption mfg_setup_dir.
mfg_single_grv_toolwidth_fix
yes*, no
yes* – Wenn der Werkzeugdurchmesser und die Fugenbreite gleich sind, wird ein Einstechdrehen-Werkzeugweg generiert, wobei die Schruppaufmaße im Werkzeugweg wie erwartet wiedergegeben werden.
no – Die Schruppaufmaße werden evtl. im Werkzeugweg nicht wie erwartet wiedergegeben, wenn der Werkzeugdurchmesser und die Fugenbreite gleich sind.
mfg_skip_synch_head_both
yes, no*
yes – Überspringt die Anweisungen KOPF/BEIDE und KOPF/AUS in der CL-Datenausgabe für synchronisierte Schritte.
no – Generiert die Anweisungen KOPF/BEIDE und KOPF/AUS in der CL-Datenausgabe für synchronisierte Schritte.
mfg_skew_circ_goto_convert_fix
yes, no*, principal_axis
yes – Konvertiert Kreisdatensätze in Anfahrpunkte und gibt diese aus, wenn die Senkrechte zur Kreisebene nicht an der Werkzeugachse ausgerichtet ist.
no – Gibt Kreisdatensätze in der NCL-Datei aus, ohne Kreisdatensätze in Anfahrpunkte zu konvertieren, selbst wenn die Senkrechte zur Kreisebene schräg zur Werkzeugachse liegt.
principal_axis – Konvertiert Kreisdatensätze in Anfahrpunkte und gibt diese aus, es sei denn, die Senkrechte zur Kreisebene ist parallel oder lotrecht zur Werkzeugachse.
mfg_solid_tool_display
yes, no*
yes – Zeigt das entsprechende Volumen-Werkzeug, das bei der Verwendung des CL-Players als Abspielweg verwendet wird, an.
mfg_start_model_dir
<directory name>
Gibt das Verzeichnis mit den Fertigungsmodellschablonen an. Alle Fertigungsmodelle in diesem Verzeichnis sind für die Auswahl als Fertigungsmodellschablonen verfügbar. Verwenden Sie den vollständigen Pfadnamen, um Probleme zu vermeiden. Beispiel: /home/users/nc/start_models.
Wenn diese Option nicht eingestellt ist, können Sie die systemdefinierten Fertigungsschablonen verwenden.
mfg_stock_model_stk_file_dir
Gibt das Standardverzeichnis zum Speichern der Informationen des Bearbeitungsmodells im STK-Dateiformat an. Verwenden Sie den vollständigen Pfadnamen, um Probleme zu vermeiden. Wenn das Standardverzeichnis nicht festgelegt ist, werden die Informationen des Bearbeitungsmodells im Arbeitsverzeichnis gespeichert.
Als optimale Vorgehensweise empfiehlt es sich, ein Verzeichnis auf dem lokalen Laufwerk als Standardverzeichnis zu verwenden. Vermeiden Sie ein Verzeichnis auf einem Remote-Rechner als Standardverzeichnis. Der Pfad zu einem Windchill Verzeichnis wird nicht unterstützt. |
mfg_synch_master_slave_output
yes, no*
yes – Die Schlüsselwörter MASTER/SLAVE werden zusammen mit der KOPF#-Anweisung in der CL-Datenausgabe für synchronisierte Schritte generiert.
no – Die Schlüsselwörter MASTER/SLAVE werden nicht zusammen mit der KOPF#-Anweisung in der CL-Datenausgabe für synchronisierte Schritte generiert.
mfg_tap_mat_rem_coef
1*, ein Wert zwischen 0 und 1
Der Koeffizient, der von Creo NC zur Berechnung der tatsächlichen Menge des geschätzten entfernten Materials verwendet wird. Dieser Koeffizient wird dabei mit dem geschätzten entfernten Material multipliziert. Hierbei handelt es sich um einen optionalen Parameter. Dieser Parameter gilt nur für Schritte in der Prozesstabelle, bei denen ein Gewindebohrer eingesetzt wird.
Wenn Sie den Konfigurationsparameter mfg_tap_mat_rem_coef für einen Prozesstabellenschritt angeben oder ändern, bei dem ein Gewindebohrer verwendet wird, so wird der Schätzwert für das entfernte Material für diesen Schritt von Creo NC nicht erneut berechnet. Zur Neuberechnung des Schätzwertes für entferntes Material bei diesem Schritt müssen Sie das Materialentfernungs-KE aus dem Schritt entfernen und dann wieder hinzufügen. |
mfg_thrd_turn_output_minstp
no*, yes
Yes – Gibt MINSTP in den CL-Daten aus. Es handelt sich um eine 6-stellige Ausgabe, die den Post-Processing-Fehler verhindert.
No – Gibt MINSTEP in den CL-Daten aus.
mfg_tool_dependency_enbld
yes*, no
Mit dieser Konfigurationsoption können Sie die Abhängigkeit des Volumen-Werkzeugs von der Fertigungsbaugruppe aufheben:
yes – Das Volumen-Werkzeugmodell wird gespeichert, wenn Sie die Fertigungsbaugruppe speichern.
no – Das Volumen-Werkzeugmodell wird nicht gespeichert, wenn Sie die Fertigungsbaugruppe speichern.
Beim Abrufen der gespeicherten Baugruppe wird das Volumen-Werkzeug zusammen mit der Baugruppe abgerufen.
mfg_tool_dialog_setup_file
<file name>
Der absolute Pfad zu der Datei, in der Konfigurationsinformationen über die Werkzeugparameterspalten im Dialogfenster Werkzeug-Setup (Tools Setup) gespeichert sind.
Diese Konfigurationsoption gilt nur für ältere Versionen von Creo Parametric. Wenn Sie ein altes MFG-Setup haben, das diese Konfigurationsoption verwendet, können Sie das Setup in der aktuellen Version von Creo Parametric beibehalten. Wenn Sie ein solches altes MFG-Setup in Creo 9 oder höheren Versionen öffnen, werden die entsprechenden Einstellungen in die Datei mfg_session_setup.xml eingeschlossen, die generiert wird, wenn Sie das Werkzeugparameterspalten-Setup im Dialogfenster Werkzeug-Setup (Tools Setup) speichern. Alle weiteren Aktualisierungen der Setup-Informationen für die Werkzeugparameterspalte werden nur in der XML-Datei gespeichert. |
mfg_tool_preview_by_pick
No*, Yes
Ermöglicht Ihnen, die Position des Schnittwerkzeugs nach der Vorschau auszuwählen. Sie können das Schnittwerkzeug als Vorschau anzeigen.
-Yes – Ermöglicht Ihnen, eine Werkzeugposition auf dem Werkzeugweg, auf einer Fläche, auf einer Kante, auf einer Kurve oder auf einer Fläche auszuwählen. Auch ein Eckpunkt, ein Bezugspunkt oder ein Koordinatensystem könnte ausgewählt werden.
No – Ermöglicht Ihnen, das Werkzeug durch Ziehen im Arbeitsfenster zu verschieben.
mfg_traj_apprfeed_arcdash_fix
yes, no*
yes – In einer Leitkurven-NC-Folge wird der Anfahrvorschub anstelle von SCHNITT_VORSCHUB berücksichtigt, wenn ein Bindestrich (-) als Wert von BOGEN_VORSCHUB festgelegt ist.
mfg_traj_end_height_enable
no*, yes
yes – Ermöglicht dem Benutzer die Auswahl einer Fläche, um die Endhöhe im Dialogfenster "Kurvenschnitt" in 4-Achsen- und 5-Achsen-Leitkurvenbearbeitungsfolgen zu definieren.
mfg_trn_byarea_avoid_duplicate
no, yes *
yes – Vermeidet doppelten Werkzeugweg-Lauf in Bereichsdrehfolgen, wenn die Konfigurationsoptionen BERECHNUNG_DER_SCHRITTTIEFE und VERFAHRWEG_TYP auf NACH_BEREICH bzw. TYP_1_VERBIND festgelegt sind.
mfg_turn_byarea_last_slice
yes*, no
Erzeugt die letzte Schicht in der letzten Zone beim Drehen, wenn BERECHNUNG_DER_SCHRITTTIEFE auf NACH_BEREICH festgelegt ist.
mfg_turn_iso_thread_apprexit_tm
no*, yes
yes – Die Anfahr- und Wegfahrbewegungen des Werkzeugs werden unter Berücksichtigung des neuen rechteckigen Gewindezyklus in der ISO-Gewindedrehfolge erzeugt.
mfg_turn_iso_thread_apprexit_tm festgelegt auf no | mfg_turn_iso_thread_apprexit_tm festgelegt auf yes |
|---|---|
Werkzeugdarstellung am Ende des Werkzeugwegs:  | Werkzeugdarstellung am Ende des Werkzeugwegs: 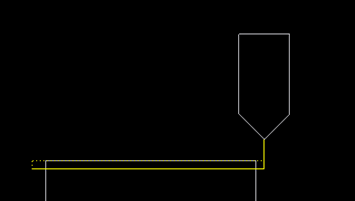 |
Senkrechte Anfahrbewegung, wenn SICHERHEITSABSTAND auf 0 festgelegt ist: 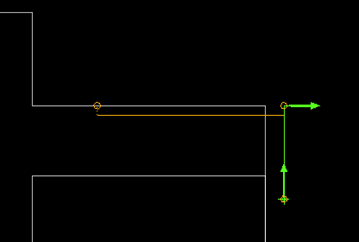 | Senkrechte Anfahrbewegung, wenn SICHERHEITSABSTAND auf 0 festgelegt ist: 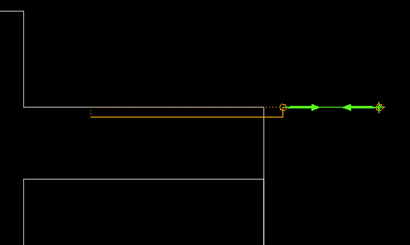 |
Tangentiale Wegfahrbewegung, wenn SICHERHEITSABSTAND angegeben ist: 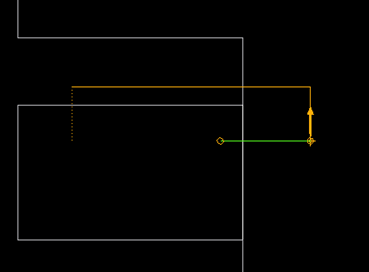 | Tangentiale Wegfahrbewegung, wenn SICHERHEITSABSTAND angegeben ist: 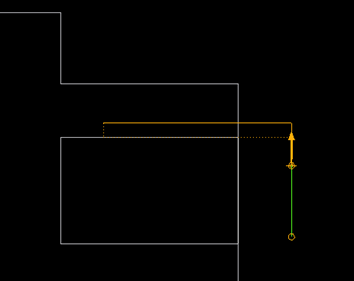 |
Wenn SICHERHEITSABSTAND auf 0 festgelegt ist, werden alle Anfahrbewegungen auf die Gewindetiefenbewegung angewendet. Wenn GEWINDETIEFE und SICHERHEITSABSTAND auf 0 festgelegt sind, werden alle Anfahrbewegungen auf die Schnittbewegung angewendet. |
mfg_turn_profile_trim_shape
yes*, no
yes – Behält die Konsistenz zwischen der Drehprofilvorschau und dem tatsächlichen Drehprofil bei, wenn Trimmoptionen wie Linien verbinden (Line Connect), In X trimmen (Trim in X), In Z trimmen (Trim in Z) oder Ecktrimmung (Trim to Corner) verwendet werden.
mfg_turn_rgh_prof_overtravel
yes, no*
yes – Aktiviert die Überfahrbewegung auf der Profilbahn, wenn der Parameter SCHRUPP_OPTION im Bereichsdrehen auf SCHRUPP_UND_PROF festgelegt ist.
mfg_turn_stock_gouge_fix
yes, no*
Wenn BEGRENZ_DURCH_WERKST auf YES festgelegt ist und die Materialbegrenzung kleiner als das Drehprofil ist, werden mit dieser Option Hinterschnitte beim Drehen vermieden.
mfg_turn_overtravel_conn_fix
yes*, no
Bei Bereichsdrehen-Folgen bestimmt der Parameter ENDE_ÜBERFAHRBEWEGUNG die Verbindungsbahnen.
mfg_volmil_clear_dist_fix
No*, Yes
Diese Konfigurationsoption ist für die schaltpultbasierte Folge für Volumenfräsen anwendbar.
Yes – berechnet den Sicherheitsabstand unter Verwendung von Werkstückumriss, Fräsvolumen oder Fräsfenster, Rückzugsebene und benutzerdefinierter Höhe.
No – berechnet den Sicherheitsabstand unter Verwendung des Werkstückumrisses.
Die Eilgangbewegung endet und EINTAUCH_VORSCHUB beginnt am Sicherheitsabstand über der zu fräsenden Fläche.
mfg_volmill_const_pitch_helix
No*, Yes
Yes – Generiert einen spiralförmigen Werkzeugweg mit konstanter Steigung im Volumenfräsen.
mfg_vol_helicalentry_gougefix
No*, Yes
Yes – Vermeidet Hinterschnitte während der spiralförmigen Anfahrbewegung in Volumenfräsfolgen.
No – Prüft während der spiralförmigen Anfahrbewegung in Volumenfräsfolgen nicht auf Hinterschnitte.
mfg_vol_mill_correct_entry_exit
yes, no*
yes – Ändert die Anfahr- und Wegfahrbewegungen für eine einzelne Schicht und macht diese Bewegungen mit oder ohne Anfahrwände in einer Volumenfräsfolge konsistent.
mfg_vol_roughprof_entryexit_fix
No*, Yes
Yes – ermöglicht es Ihnen, die Kombination aus Schruppen- und Profilfräsen-Parametern für Anfahr- und Wegfahrbewegungen zu verwenden.
Für kombinierte Schruppen- und Profilfräsen-Bahnen, wie SCHRUPPEN & PROFILDREHEN, TASCHENFRÄSEN, müssen Sie die Option KREISFÖRMIG_ANFAHREN, SENKRECHT oder LINIEN_TANGENT für die Parameter SCHNITT_ANFAHRT_VERLÄNGERUNG und SCHNITT_WEGFAHRT_VERLÄNGERUNG auswählen. Diese Optionen steuern die Profilbahnen.
Die Anfahr- und Wegfahrbewegungen für Schruppbahnen werden durch die Werte der Parameter RAMPEN_WINKEL und SPIRALEN_DURCHMESSER gesteuert, die unabhängig von den Werten SCHNITT_ANFAHRT_VERLÄNGERUNG und SCHNITT_WEGFAHRT_VERLÄNGERUNG sind.
Für die Bahnen NUR_SCHRUPPEN oder NUR_PROFIL müssen Sie entsprechende SCHNITT_ANFAHRT_VERLÄNGERUNG- und SCHNITT_WEGFAHRT_VERLÄNGERUNG-Werte auswählen. Beispielsweise RAMPE oder SPIRALE für NUR_SCHRUPPEN-Bahnen.
mfg_warn_del_ft_act_in_sync
yes, no*
yes – Gibt eine Warnung aus, wenn ein bei der Synchronisation verwendetes KE gelöscht oder unterdrückt wird.
Gibt außerdem beim erneuten Starten der Synchronisation eine Warnung aus, wenn ein solches KE gelöscht oder unterdrückt wurde.
mfg_workpiece_transparency
<decimal number>
Steuert die Werkstücktransparenz in der schattierten Modelldarstellung. Sie können den Wert im Bereich von 0.1 bis 1 ändern. Je größer der Wert, desto transparenter das Werkstück. Der Standardwert ist 0.5.
Wenn Sie den Wert für mfg_workpiece_transparency ändern, wirkt sich dies nur auf neu eingebaute oder erzeugte Werkstücke aus. Wen Sie ein Fertigungsmodell abrufen, wirkt sich der Wert der Option mfg_workpiece_transparency nicht auf das vorhandene Werkstück aus. Weitere Informationen erhalten Sie im Thema Werkstück-Darstellung. |
mfg_xyz_num_digits
<integer number>
Legt die Anzahl der Ziffern für x, y, z Werkzeugkoordinaten in einer CL-Datei fest. Der Standardwert ist 10.
nc_autodoc_param_dir
<directory name with full path>
Gibt den Speicherort der Setup-Datei an. Diese Datei beschreibt die Prozessparameter, die in die Parametertabelle aufgenommen werden sollen.
nc_autodoc_report_dir
<directory name with full path>
Definiert den Speicherort, an dem der Bericht und die Bilder abgelegt werden, die beim Generieren eines Werkstattberichts erzeugt werden.
nc_autodoc_setup_dir
<directory name with full path>
Gibt den Speicherort der Dokumentations-Setup-Dateien an. Diese Datei beschreibt die Prozessparameter, die in die Parametertabelle aufgenommen werden sollen.
nc_autodoc_template_dir
<directory name with full path>
Definiert den Speicherort der Stylesheets und Standardbilder, die im Werkstattbericht verwendet werden sollen. Wenn Sie diese Konfigurationsoption nicht festlegen, verwendet Creo Parametric die im Creo Parametric Installationsverzeichnis gespeicherte Berichtvorlage und Standardbilder.
nc_jobman_visible
no*, yes
yes – Aktiviert die Funktionen des Auftragsmanagers, sodass Sie den Werkzeugweg für eine NC-Folge auf einem entfernten oder lokalen Computer prozessunabhängig berechnen können, während Sie weiter an anderen NC-Folgen oder anderen Creo Modellen arbeiten.
nccheck_type
ModuleWorks*, nccheck, external
Steuert, welches NC-Prüfungssimulationsmodul verwendet wird:
• ModuleWorks – Verwendet eine integrierte Simulationsumgebung auf der Registerkarte Materialentfernung (Material Removal).
• nccheck – Verwendet NC-CHECK.
• external – Verwenden Sie ein externes Werkzeug.
ncl_file_extension
<file extension>
Legt die Standard-Dateinamenserweiterung für CL-Dateien fest. Wenn Sie diese Option nicht festlegen, wird die Standard-CL-Dateinamenserweiterung .ncl verwendet.
• Die Länge der Dateinamenserweiterung ist auf drei Zeichen begrenzt. Wenn Sie eine längere Erweiterung angeben, wird diese gekürzt und eine Warnung ausgegeben. • Ändern Sie die Namenserweiterung der CL-Datei nicht, werden Sie einen Standard-Postprozessor, einen speziellen Postprozessor, oder einen mit NCPOST erzeugten Postprozessor verwenden. |
ncpost_type
gpost*, ncpost
Die einzelnen Creo NC Module enthalten jeweils einen Satz von NC-Standard-Postprozessoren, die direkt gestartet oder mit einem optionalen Modul geändert werden können. Diese Konfigurationsoption steuert das zu verwendende Post-Processing-Modul:
• gpost – Verwendet die G-Post™-Postprozessoren von Intercim Corporation.
• ncpost – Verwendet die NCPOST-Postprozessoren.
output_start_goto_pnt_of_seq
yes, no*
yes – Gibt einen doppelten Anfahrpunkt zu Beginn des NC-KE aus, wenn das vorherige NC-KE am selben Anfahrpunkt endet.
pro_mf_cl_dir
<directory name>
Bestimmt das Standardverzeichnis für die Fertigungsparameterdateien. Verwenden Sie den vollständigen Pfadnamen, um Probleme zu vermeiden. Beispiel:
/home/users/library/mfg_cl.
pro_mf_param_dir
<directory name>
Legt das Standardverzeichnis für Ihre Fertigungsparameterdateien fest. Verwenden Sie den vollständigen Pfadnamen, um Probleme zu vermeiden. Beispiel: /home/users/library/mfg_params.
pro_mf_tprm_dir
<directory name>
Legt das Standardverzeichnis für Ihre Fertigungs-Werkzeugdateien fest. Verwenden Sie den vollständigen Pfadnamen, um Probleme zu vermeiden. Beispiel:
/home/users/library/toolcrib.
pro_mf_workcell_dir
<directory name>
Legt das Standardverzeichnis für die Dateien Ihrer Fertigungs-Arbeitszellen fest. Verwenden Sie den vollständigen Pfadnamen, um Probleme zu vermeiden. Beispiel: /home/users/library/workcells.
pro_mfg_cmdsyn_dir
<directory name>
Festlegen des Standardverzeichnisses für die Syntaxmenüdateien in Creo NC. Verwenden Sie den vollständigen Pfadnamen, um Probleme zu vermeiden. Beispiel: /home/users/library/mach_cmdsym.
profile_output_utils
yes, no*
Diese Option betrifft die CL-Datenausgabe für Profilfräs-Folgen:
• yes – Der NC-Folgenparameter AUSGABE_PUNKT ist mit folgenden Optionen verfügbar:
◦ SPITZE – Der Werkzeugweg wird mit Bezug auf die Werkzeugmitte ausgegeben.
◦ AUF_PROFIL – Der Werkzeugweg wird mit Bezug auf den Werkzeugumriss ausgegeben.
• no – Der NC-Folgenparameter AUSGABE_PUNKT ist nicht verfügbar.
proncpost_dbf
<file name>
Legt den Speicherort und Namen für die NCPOST-Datenbankdatei fest. Verwenden Sie den vollständigen Verzeichnispfad und -namen.
prorembatch_queue_manager
<proc_name>:<host>:0:<proc_num>:1
Ermöglicht die Werkzeugwegberechnung auf einem separaten Host-Rechner.
Folgende Elemente stehen zur Verfügung:
• <proc_name> – Prozessname (Kann ein individuell bestimmter Name sein).
• <host> – Host-Name des Fernrechners.
• 0 – Transport-Typ, immer auf 0 einstellen.
• <proc_num> – RPC-Nummer des Prozessors. Muss mit der Umgebungsvariablen PRORB_RPCNUM auf dem Remote-Hostrechner übereinstimmen; falls Sie 0 angeben, wird die Standard-RPC-Nummer verwendet.
• 1 – Version des Warteschlangen-Managers, derzeit 1.
remove_mfgpat_inst_frm_table
yes, no*
yes – Entfernt den NC-Muster-Variantennamen aus Pro/TABLE der Zeichnung.
reverse_spiral_finish_type
0, 1, 2
Diese Konfigurationsoption gilt für die Schlichtschritte, wenn der Parameter SCHLICHT_OPTION (FINISH_OPTION) auf SANFTE_SCHNITTE (SHALLOW_CUTS) oder KOMBINIERTE_SCHNITTE (COMBINED_CUTS) und der Parameter VERFAHRWEG_SANFTER_BEREICH (SHALLOW_AREA_SCAN) auf SPIRALF_VERFAHRWEGTYP (SPIRAL_SCAN) festgelegt ist.
Die Konfigurationsoption unterstützt drei Werte: 1, 2 und den Standardwert 0. Jeder andere Wert wird als Standardwert behandelt.
Für den Standardwert 0 wird eine der folgenden für den Parameter SPIRAL_VERFAHRWEGTYP_RICHTUNG (SPIRAL_SCAN_DIRECTION) festgelegten Optionen untersucht.
• INNEN_NACH_AUSS (INSIDE_OUT) – Der Werkzeugweg beginnt auf der Innenseite und folgt der äußeren Berandung.
• AUSSEN_NACH_IN (OUTSIDE_IN) – Der Werkzeugweg beginnt auf der Außenseite und folgt der äußeren Berandung.
Für Wert 1: Der Werkzeugweg beginnt unabhängig von der für SPIRAL_VERFAHRWEGTYP_RICHTUNG (SPIRAL_SCAN_DIRECTION) festgelegten Option auf der Innenseite und folgt der äußeren Berandung.
Für Wert 2: Der Werkzeugweg beginnt unabhängig von der für SPIRAL_VERFAHRWEGTYP_RICHTUNG (SPIRAL_SCAN_DIRECTION) festgelegten Option auf der Innenseite und folgt der Strategie der konstanten Last.
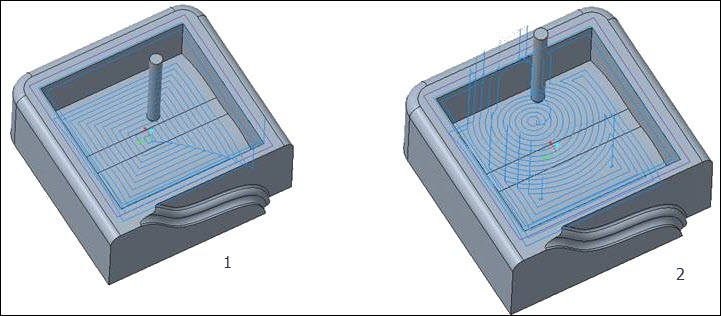
1. Werkzeugweg für Wert 1
2. Werkzeugweg für Wert 2
shade_mfg_ref_models
yes*, no
yes – Referenzteile werden schattiert.
no – Referenzteile werden beim Generieren der schattierten Darstellung nicht verarbeitet. Dies spart Zeit.
skip_relation_mfg_process_xml
yes*, no
yes – lässt die Beziehungszeichenfolgen im CAD-Dokument der NC-Baugruppe aus.
Die Konfigurationsoption "dm_nc_process" generiert die NC-Prozessinformationen als Teil des CAD-Dokuments der NC-Baugruppe im XML-Format, wenn das CAD-Dokument gespeichert wird. Wenn Sie viele Folgen mit zahlreichen Parametern verwenden und die Konfigurationsoption "dm_nc_process" auf yes festgelegt haben, dauert es länger, das Dokument zu speichern.
Legen Sie die Konfigurationsoption "skip_relation_mfg_process_xml" auf yes fest, um die Beziehungszeichenfolgen aus der Ausgabe zu löschen und das CAD-Dokument schneller zu speichern.
smmp_add_rapid_for_punch
yes, no*
yes – Fügt den RAPID-Befehl zu CL-Ausgabedatei hinzu, wenn eine Spannpratze im Fall von STANZEN vermieden wird.
solid_tool_offset_num_validate
yes, no*
yes – Eine von Ihnen eingegebene Versatznummer des Volumen-Multitap-Werkzeugs wird validiert.
store_tool_path_file
yes*, no
Informationen zum Fertigungs-Werkzeugweg:
• yes – Die Werkzeugweg-Information wird in der Datei filename.tph gespeichert, wobei "filename" der Name des Fertigungsmodells ist.
• no – Der Werkzeugweg wird bei jedem Abruf des Fertigungsmodells und bei jeder Änderung von NC-Bearbeitungsparametern neu berechnet.
suppress_hsm_progress_dialog
yes, no*
yes – Unterdrückt das Fenster Fortschritt bei der Berechnung des Werkzeugpfads (Toolpath calculation progress) für die HGZ-Folgen.
tapping_use_brkout_dist_enbld
yes, no*
yes – Die Option Durchbruchlänge verwenden (Use breakout distance) ist ausgewählt, und der Wert des BREAKOUT_DISTANCE-Parameters wird zur Berechnung der Tiefe in der Gewindebohr-NC-Folge verwendet.
template_mfgcmm
<assembly name>
Ermöglicht das Festlegen des Modells, das als Standard-Startmodell für CMM verwendet wird. Verwenden Sie den vollständigen Verzeichnispfad und -namen.
template_mfgemo
<assembly name>
Ermöglicht das Festlegen des Modells, das als Standard-Startmodell für Expert Machinist verwendet wird. Verwenden Sie den vollständigen Verzeichnispfad und -namen.
template_mfgnc
<assembly name>
Ermöglicht das Festlegen des Modells, das in Creo NC als Standard-Startmodell für CMM verwendet wird.
Verwenden Sie den vollständigen Verzeichnispfad und -namen.
tool_motion_list_length
<integer number>
Steuert die Anzahl der Zeilen, die in der Werkzeugbewegungsliste sichtbar sind, ohne einen Bildlauf durchzuführen. Dieser Wert gilt für alle schaltpultbasierten NC-Schritte.
tool_path_preview_default
on, off, auto*
Steuert, ob die Werkzeugwegvorschau standardmäßig beim Erzeugen eines neuen Schritts oder Bearbeiten eines vorhandenen Schritts angezeigt wird.
• on – Zeigt die Werkzeugwegvorschau an.
• off – Zeigt die Werkzeugwegvorschau nicht an.
• auto – Zeigt die Werkzeugwegvorschau für bestimmte Werkzeugwege an.
travel_bounds_display
No*, Yes
Legt fest, ob die Bearbeitungsgrenzen einer Arbeitszelle sichtbar sind oder nicht.
Yes – Zeigt die Bearbeitungsgrenzen einer Arbeitszelle an.
travel_bounds_tranparency
<decimal number>
Steuert die Transparenz der hervorgehobenen Bearbeitungsgrenzen. Sie können den Wert im Bereich von 0.1 bis 1 ändern. Je größer der Wert, desto transparenter die hervorgehobene Bearbeitungsgrenze. Der Standardwert ist 0.8.
turn_output_cutcom_tm_apprexit
yes, no*
Wenn Sie die Anfahr- und Wegfahrbewegungen manuell festlegen und den Parameter SCHNITTKORREKTUR auf EIN festlegen, geben die CL-Daten eine genaue CUTCOM-Anweisung gemäß der Schnittrichtung aus.
yes – Die CL-Daten zeigen die genaue Schnittkorrektur für die Anfahr- und Wegfahr-Werkzeugbewegungen in Drehfolgen an.
use_mmks_units_for_ejpin
yes, no*
yes – Verwendet das mmKs-Einheitensystem beim Erzeugen von Auswerferstiften.
use_stdtip_osetno_for_flashtip
yes, no*
yes – Wenn die Spitze mit Einblendungsorientierung (Flash) keine Versatznummer hat, verwendet die Spitze die Versatznummer der entsprechenden Spitze mit Standardorientierung und gibt sie in die NCL-Datei aus.
wcell_fixt_info_setup_file
<file name>
Ermöglicht Ihnen die Angabe des Pfads zur Einrichtungsdatei mit den Arbeitszellen- und Spannelementinformationen. In dieser .xml-Datei werden Informationen über Arbeitszellen und die kompatiblen Spannelemente für jede Arbeitszelle gespeichert. Die Funktion für kompatible Spannelemente für Arbeitszellen in der Prozesstabelle ist nur verfügbar, wenn Sie die Konfigurationsoption wcell_fixt_info_setup_file festlegen.
workpiece_instances
none, operations, steps, operations_and_steps
Gibt die Art und Weise der Erzeugung geometrischer Darstellungen des Werkstücks in Creo Parametric während des Fertigungsprozesses an.
• none – Es werden keine geometrischen Darstellungen generiert.
• operations – Zu jeder Operation werden geometrische Darstellungen erzeugt und mit <workpiece-name>_<operation-name> bezeichnet.
• steps – Zu jedem Schritt werden geometrische Darstellungen erzeugt und mit <workpiece-name>_<step-name> bezeichnet.
• operations_and_steps – Geometrische Darstellungen werden für Schritte und Operationen erzeugt.