车削参数
下列参数专门用于车削 NC 序列。设置这些参数时,它们被列在与分支名称相对应的标题下。
关于对所有 NC 序列类型都可用的公共制造参数的描述,请参阅主题“通用 NC 序列参数”。请查阅“另请参阅”下的链接访问该主题。
|
|
• 必须为带有默认值 -1 (这表示 Creo NC 未对其设置默认值) 的所有参数提供一个值。
• NC 序列参数的长度单位 (在适用之处) 与工件的单位相同。
|
切削选项
扫描类型
对于“区域”车削,指定刀具运动的类型和刀具扫描多步轮廓的方式。可指定下列值之一:
• TYPE_1 - 刀具在一个方向上切削,然后退刀到切削的起始处。如果有多个中空,则刀具将完成第一个中空,然后再进入下一个。
• TYPE_2 - 刀具沿着切削的总长度来回切削。
• TYPE_3 - 刀具来回切削。如果有多个中空,则刀具将完成第一个中空,然后再进入下一个。
• 类型 1 连接 - 工作方式与“类型 1”基本相同,不同之处在于刀具是通过铣削第一次走刀终点与下一走刀起始点之间工件的轮廓来从一次走刀移动到下一次走刀。如果指定了“连接重叠”(CONNECT_OVERLAP) 参数,则经过一次走刀后,刀具沿零件曲面移动“连接重叠”指定的距离,然后移动到下一次走刀的起点。
• ZIGZAG_AREA - 刀具沿着 Z 字形路径来回切削。第一个走刀切削深度为“步长深度”距离,而最后走刀切削的深度为“终止步长深度”距离。“终止步长深度”必须始终小于“步长深度”。中间走刀的深度从“步长深度”到“终止步长深度”逐渐递减。
 1. 步进深度 2. 末端步进深度 |
• RAMP_RETRACT - 工作方式与 TYPE_1 基本相同,不同之处在于在两次走刀中刀具切削“步长深度”距离。第一次走刀具有一个角度,即,切口深度逐渐变化,从一端的“斜向步进深度”变化到另一端的零。“斜向步进深度”必须始终小于“步进深度”。第二次走刀是水平的。刀具在每次走刀后都回退到其原始位置。
 1. 斜向步进深度 2. 步进深度 |
• RAMP_CONNECT - 工作方式与 TYPE_2 基本相同,不同之处在于在两次水平走刀中刀具切削“步长深度”距离。
 1. 步进深度 |
• PLUNGE_RELIEF - 工作方式与 TYPE_1 基本相同,不同之处在于每次走刀之前,刀具切削深度等于 PLUNGE_RELIEF_DEPTH。
 1. PLUNGE_RELIEF_DEPTH 2. 步进深度 3. PLUNGE_RELIEF_LENGTH |
• 类型 1 连接端 - 工作方式与“类型 1 连接”基本相同,不同之处在于完成一次走刀后,刀具通过铣削工件轮廓移动到前一次走刀的端点。
 1. 步进深度 2. 连接重叠 |
下图显示了“类型 1”与“类型 1 连接”之间的差异。
1. 扫描类型 - 类型 1
2. 扫描类型 - 类型 1 连接
对于槽车削,“扫描类型”用来指定刀具是从中间向槽两侧切削、还是从一侧向另一侧切削:
• TYPE_1(默认)- 从中间开始,并依次在每一侧产生交互式走刀。
• TYPE_ONE_DIR - 从槽的一侧开始,然后移动到另一侧。
• 单壁类型 - 从中间开始,然后在槽壁以及槽中的岛壁上创建交替通路,直到到达定义的完成大小。
• SIDE_TURN - 从槽的一侧开始,然后移动到另一侧,如“步进往复进给量”所指定在每个交替通路上都采用切削深度。
• WIDTH_STRADDLE - 从中间开始,然后如“步进往复进给量”和“跨距”值所指定的产生交替通路。这会在每个通路的末端都提供整齐的切削。
• PLUNGE_N_RAMP - 从槽的一侧开始,然后移动到另一侧,陷入两侧槽轮廓的最深深度。随后,刀具在带角度的通路(RAMP 角)之间交替,直到得到所需的切削为止。在这种情况下,奇数切削与槽的深度平行,偶数切削会带有角度。
• 类型 1 连接 - 在粗加工后,确保在槽各个侧面的允许余量一致。从槽最深处开始,尽量接近槽的中部,并依次在每一侧产生交互式走刀;必要时,在较长一侧继续产生走刀,直到到达壁。通过沿着槽轮廓移动,在切入走刀间进行连接运动 (与“区域”车削中的“类型 1 连接”类似)。
如果槽车削的“粗加工选项”为“仅轮廓加工”,则会忽略参数“扫描类型”。
粗加工选项
指定在“区域”或“槽 NC 序列”中是否有轮廓走刀:
• ROUGH_ONLY - 不进行轮廓加工。对于区域车削,刀具通过水平粗加工进行切削,对于槽车削,通过竖直加工进行切削。
• ROUGH_&_PROF - 粗车削完成后,执行轮廓走刀。
• PROF_ONLY - 将只执行轮廓走刀。
• ROUGH_&_CLEAN_UP - 与 ROUGH_ONLY 相似,不同之处在于,对于 ROUGH_ONLY,刀具完成粗车削后立即退刀。ROUGH_&_CLEAN_UP 使刀具在退刀前沿着轮廓运行,直到到达末端。
下图显示了各种粗加工选项的刀具路径:
1. 粗加工选项 - 仅粗加工
2. 粗加工选项 - 粗加工和轮廓
3. 粗加工选项 - 粗加工和清理
4. 粗加工选项 - 仅轮廓加工
工件修剪
允许将刀具路径延伸得超出草绘的工件边界。如果“工件修剪”为 NO (默认),将由切削的整个草绘图形成加工区域;系统将添加一条竖直线作为右边界,添加一条水平线作为左边界。如果“工件修剪”设置为 YES,加工区域将在外侧由工件边界进行定义,这些穿过边界的延伸量很小并由 Creo NC 确定。
下图显示了“工件修剪”(TRIM_TO_WORKPIECE) 的值分别选择为 Yes 和 No 时刀具路径的差异:
1. 截面草绘图延伸到工件外
2. 工件修剪 - YES
3. 工件修剪 - NO
切割方向
允许反转车削 NC 序列的默认切削方向(对于“外侧”和“内侧”车削为从右向左,对于“表面加工”为向下)。值为:
• STANDARD(默认)- 使用默认方向。
• REVERSE - 反转切削方向。对于“外侧”和“内侧”车削,刀具从左向右切削,对于“表面加工”,刀具从中心向上切削。
LEAD_HEAD
确定哪个刀头用作引导刀头。“刀头 1”为默认引导刀头,它首先在 CL 数据中输出。
LEAD_OFFSET
指示引导刀头的偏移距离。默认值为 0。
输出点
允许从左侧刀具上选取一点,作为 CL 输出的控制点:
• CENTER(默认)- 刀尖半径的中心(默认的控制点)。
• TIP - 输出点将从默认控制点向下、向左偏移 NOSE_RADIUS 值。
• X_OFFSET - 输出点将从默认控制点向下偏移 NOSE_RADIUS 值。
• Z_OFFSET - 输出点将从默认控制点向左偏移 NOSE_RADIUS 值。
• CENTER_RIGHT - 与 CENTER 相同,只是在刀具的右侧(仅对槽车削而言)。
• TIP_RIGHT - 与 TIP 相同,只是在刀具的右侧(仅对槽车削而言)。
• X_OFFSET_RIGHT - 与 X_OFFSET 相同,只是在刀具的右侧(仅对槽车削而言)。
• Z_OFFSET_RIGHT - 与 Z_OFFSET 相同,只是在刀具的右侧(仅对槽车削而言)。
对于右侧刀具,输出点向右偏移。类似地,对于带有反向刀尖的左侧刀具,输出点向右偏移。 |
相对于默认刀具截面方向确定所有的偏移。这一点也用于“外侧”、“内侧”或“表面加工”车削。仅适用于区域、轮廓和槽车削。
下图显示了“输出点”(OUTPUT_POINT) 的值选择为“中心”(CENTER)、“刀尖”(TIP)、“X 偏移”(X_OFFSET) 和“Z 偏移”(Z_OFFSET) 时所用的刀具上的精确点:
1. 输出点 - 中心
2. 输出点 - 刀尖
3. 输出点 - X 偏移
4. 输出点 - Z 偏移
如果为“用户输出点”指定了除“无”以外的任何选项,则“用户输出点”参数将覆盖所设置的“输出点”参数。 |
用户输出点
允许在 NC 序列坐标系的 XZ 平面内为区域车削和轮廓车削步骤指定刀具偏移。刀具路径输出在 X 轴方向、Z 轴方向或同时在这两个方向上的偏移量为 NOSE_RADIUS 值。
• NONE (默认) - 忽略 P1 到 P9 选项。根据“输出点”参数,刀具路径输出点的偏移量为“刀尖半径”值。
• P1 - 刀具路径输出点在 X 轴和 Z 轴方向上的偏移量为 NOSE_RADIUS。
• P2 - 刀具路径输出点在 X 轴和 Z 轴方向上的偏移量为 NOSE_RADIUS。
• P3 - 刀具路径输出点在 X 轴和 Z 轴方向上的偏移量为 NOSE_RADIUS。
• P4 - 刀具路径输出点在 X 轴和 Z 轴方向上的偏移量为 NOSE_RADIUS。
• P5 - 刀具路径输出点在 Z 轴方向上的偏移量为 NOSE_RADIUS。
• P6 - 刀具路径输出点在 X 轴方向上的偏移量为 NOSE_RADIUS。
• P7 - 刀具路径输出点在 Z 轴方向上的偏移量为 NOSE_RADIUS。
• P8 - 刀具路径输出点在 X 轴方向上的偏移量为 NOSE_RADIUS。
• P9 - 刀具路径输出点位于刀尖半径中心。
下图显示了主刀轴和子刀轴在 X 轴方向、Z 轴方向或同时在这两个方向上偏移量为 NOSE_RADIUS 的刀具路径的输出点:
• 主刀轴
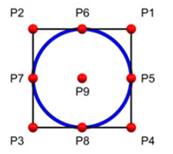
• 子刀轴
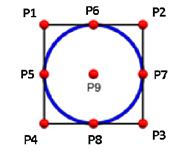
如上图所示,无论为 FLASH_TOOL 参数设置的值如何,刀具路径始终在主刀轴和子刀轴上输出。 |
过切避免类型
允许为车削 NC 序列指定过切检查的类型。TIP_ONLY(默认)仅针对刀具尖计算避免过切。TIP_&_SIDES 针对刀具尖和两切削侧计算避免过切。刀具路径将有变化以避免过切,而材料移除模拟会反映出刀具几何。仅适用于“区域”和“轮廓”车削。
下图显示了此两个“过切避免类型”(GOUGE_AVOID_TYPE) 参数值对应的加工后的刀具路径和工件:
1. 过切避免类型 - 仅限刀尖
2. 过切避免类型 - 刀尖侧面
拐角精加工类型
当在“区域 NC 序列”的轮廓走刀中通过凸拐角时,反映出生成刀具路径的两种方式:
• FILLET(默认)- 刀具路径由两个用圆弧相连的直段组成。
• STRAIGHT - 刀具路径由两个一直延伸到彼此相交的直段组成。
下图显示了“拐角精加工类型”的值选择为“圆角”或“竖直的”时所生成的刀具路径:
1. 拐角精加工类型 - FILLET
2. 拐角精加工类型 - STRAIGHT
3. 零件
4. 刀具路径
如果刀具尺寸太大不能进入零件的型腔,STRAIGHT 就可能不起作用。 在下图示例中,刀具 (1) 不能完全进入零件 (2) 的型腔。如果“拐角精加工类型”为 FILLET,则系统生成刀具路径 (3)。如果“拐角精加工类型”为 STRAIGHT,则不能生成刀具路径 (4)。  |
跨距调整
在“粗加工”NC 序列中,YES(默认)允许在整个切削区域或沿着槽宽度均匀地进行切削走刀。如果设置为 NO,距离将由“步进深度”(对“区域”车削) 或跨距 (对槽车削) 确定。
坡口终止类型
允许为槽车削 NC 序列的轮廓走刀指定中间退刀。
• NO_BACKCUT(默认)- 刀具从一侧进入槽,沿着槽轮廓在某一中间点退刀,从另一侧进入并完成切削。
• CONTINUOUS - 刀具从一侧进入槽,对整个槽进行切削,然后从另一侧退出。
另一侧输出
如果设置为 YES(默认值为 NO ,允许根据刀具切削材料侧为槽车削 NC 序列生成 CL 输出。对于扫描类型“类型 1”和“类型 1 连接”,最初的切入使用由“输出点”参数指定的输出点创建。刀具退回到起始高度。Creo NC 然后发出一个新的 TURRET 语句,其中的 OSETNO 由“替代 OSETNO 值”参数进行定义,并且刀具移动到下次陷入的开始位置,X、Y、Z 输出以刀具进入材料的侧面为基础。对所有粗加工重复此阵列。
对于将“坡口终止类型”设置为“NO_BACKCUT”的轮廓走刀,由“输出点”参数指定的第一个输出点处于活动状态,直到沿着槽在中间点退刀。刀具退到起始高度时,Creo NC 会发出一个新的 TURRET 语句,其中的 OSETNO 由“替代 OSETNO 值”参数进行定义,并且槽的其余部分是用刀具的另一侧和新的偏距寄存器切削。
步进往复加工选项
为加工深槽提供两个选项:
• 按深度(默认)- 刀具将以“步进往复进给量”增量切削到槽底部,在进入下一走刀前,在“全程退刀面深度”(如果指定)处退刀。
• BY_WIDTH - 刀具在每个“步进往复进给量”处完全加工槽的整个宽度。
仅适用于槽车削 NC 序列。
步进深度计算
提供了两个选项用于计算步进往复进给量:
• 按_深度区 (BY_REGION) - 基于深度区计算步进往复进给量。刀具基于为“步长深度”、“跨距调整”、“最小步长深度”和“加工路径数”所指定的值切削指定的深度。如果切削深度在深度区范围内大于或等于指定的“最小步长深度”(MIN_STEP_DEPTH),则刀具将通过一次走刀切削剩余的材料。
• 按_车削区 (BY_AREA) - 基于车削区计算步进往复进给量。在这种情况下,刀具路径具有恒定的步进往复进给量。最后走刀可能有或无不同的步进往复进给量,这取决于尚未移除的材料数量。
TURN_FOLLOW_TPROF_DIR
如果设置为 YES (默认值为 NO),则对于槽车削和区域车削 NC 序列,刀具路径将沿着车削轮廓的起点到终点方向。
对于槽车削 NC 序列,如果将“车削跟随车削轮廓方向”设置为 YES,将“切割方向”(CUT_DIRECTION) 设置为“反转”(REVERSE),则刀具将沿反向切割。
槽车削注意事项:
• 若通过“扫描类型”(SCAN_TYPE) 参数的任意选项将“粗加工选项”(ROUGH_OPTION) 设置为“粗加工和轮廓”(ROUGH_AND_PROF) 或“仅限轮廓”(PROF_ONLY),则对于所有轮廓走刀,刀具路径都将沿着车削轮廓的起点到终点方向。
• 若将“粗加工选项”(ROUGH_OPTION) 设置为“仅限粗加工”(ROUGH_ONLY)、“粗加工和轮廓”(ROUGH_AND_PROF) 或“仅限轮廓”(PROF_ONLY),同时将“扫描类型”(SCAN_TYPE) 参数设置为“类型一方向”(TYPE_ONE_DIR),则对于粗加工和轮廓走刀,刀具路径将沿着车削轮廓的起点到终点方向。
切削参数
刀具清除
当使用整体刀具轮廓线时用于避免刀具夹持器过切的距离。
步进深度
在粗切削 NC 序列过程中的每一走刀的递增深度。“步进深度”必须大于零。未设置默认值 (显示为 "–1")。仅适用于区域车削。
末端步进深度
如果“终止步长深度”(END_STEP_DEPTH) 的值与“步长深度”(STEP_DEPTH) 的值不同,那么,NC 序列的步长深度将以“步长深度”(STEP_DEPTH) 值为起始值,并随增加的每个层切面逐渐增加或减少,直至到达最终的层切面。在最终层切面处,“步长深度”(STEP_DEPTH) 的值与“终止步长深度”(END_STEP_DEPTH) 的值相同。仅适用于区域车削。
最小步进深度
控制如何加工中间参考零件的直径。默认值是一个破折号 (-),意味着根据允许余量来加工所有直径。仅适用于区域车削。
粗加工允许余量
和
轮廓允许余量
粗切削后为精切所留下的坯件量。这两参数仅用于“粗切削”NC 序列,并为“区域”和“槽”NC 序列中的粗切削和轮廓切削指定不同的允许余量。必须为“轮廓允许余量”设置一个小于或等于“粗加工允许余量”的值。在自动材料移除后显示几何时,Creo NC 将使用“轮廓允许余量”。“轮廓允许余量”的默认值为 0。
在下图中,左边的示意图显示了被设置为“仅粗加工”的“粗加工选项”的刀具路径。最后一次切削后的坯件余量等于粗加工允许余量 (1)。如果“粗加工选项”为“粗加工和轮廓”,则如右边的示意图所示,刀具将生成轮廓走刀 (2),且在此次切削后的坯件余量等于轮廓允许余量 (3)。
允许余量
确定“轮廓”车削 NC 序列的允许余量,以及“螺纹”车削的最终编程的螺纹深度。默认值为 0。
Z 向允许余量
指定 Z 方向上的允许余量,可在工件直径和表面上留下不同的坯件余量。此参数仅适用于“粗加工”车削。默认值为破折号 (-),在这种情况下将使用“粗加工允许余量”值。
步长深度和允许余量
1. 步进深度
2. Z 向允许余量 (或如果 Z 向允许余量是 "-",则为粗加工允许余量)
加工路径数
在“区域”或“槽”NC 序列中,可对刀具走刀数量提供附加控制 (对“区域”车削也可由“步进深度”参数控制,或对槽车削由“跨距”控制)。Creo NC 将使用“加工路径数”参数值 (如果不是 0) 计算步长深度,并将其与“步进深度”(或“跨距”) 的值进行比较,取较小值。
切削角度
允许以一个角度进行切削。对于“外侧”和“内侧”车削,是相对于 Z 轴来测量角度的;对于“表面加工”,是相对于 X 轴测量角度的。默认值为 0。仅适用于区域车削。下图显示“切削角度”(1) 被设置为 165 度时的刀具路径。
轮廓精加工走刀数
指定轮廓走刀的数量。当“粗加工选项”是“粗加工和轮廓”或“仅轮廓加工”时,适用于区域和槽车削。默认值为 1。
轮廓增量
指定轮廓走刀间的偏移。最终走刀总是相同的,这意味着将从最终走刀偏移第一个走刀,偏移量为:(轮廓精加工走刀数–1)*轮廓增量。“轮廓增量”的默认值是 0。如果“轮廓精加工走刀数”大于 1,则必须为“轮廓增量”指定一个正值。
在下图示例中,“轮廓精加工走刀数”为 3。刀具生成三个切削走刀,彼此之间的偏移为“轮廓增量”值 (1)。
凹半径
在凹拐角处为“倒圆角”拐角条件定义半径。
凸半径
在凸拐角处为“倒圆角”拐角条件定义半径。
倒角尺寸
当添加“倒角”拐角条件时,将倒角定义为 45 度的尺寸。
起点超程
和
末端超程
这两个参数分别指定了刀具在每一走刀起点和终点处在工件外侧运行的距离。适用于“区域”和“轮廓”车削。默认值为 0。对于“区域”车削,只有当切削延伸平行于切削运动的方向时才应用“起点超程”和“末端超程”,如下图中所示,其中“起点超程”被应用 (1),而“末端超程”则没有被应用 (2)。
刀端清根角
这个参数是指当刀具进入一个比以前加工的直径小的区域时,刀具后端将以此作为清除工件的最小角度。默认值为 5。
跨距
两次相邻切削间的距离。未设置默认值 (显示为 "–1")。适用于粗加工槽车削 (即使用“粗加工选项”而不是“仅轮廓加工”)。
侧壁偏距
允许在槽车削中控制轮廓走刀的中间退刀点(当“粗加工选项”是“仅轮廓加工”或“粗加工和轮廓”,并且“坡口终止类型”是“没有后退切割”时)。“侧壁偏距”指定了切削的第二部分长度,即退刀点与槽底部末端间的距离。默认值是一个破折号 (-),在这种情况下,刀具将在底部图元的中点退刀。
步进往复进给量
如果设置为一个不是 0 的值,将执行啄钻循环。默认值为 0。仅适用于粗加工槽车削 (即使用“粗加工选项”而不是“仅轮廓加工”)。
替代 OSETNO 值
当把“另一侧输出”参数设置为 YES 时,为槽车削 NC 序列指定另一个可选的偏距寄存器值。默认值是一个破折号 (-),即没有使用。
连接重叠
指定经过一次走刀后、沿轮廓切削到达下一此走刀的起点前,刀具沿零件曲面移动的距离。仅当“扫描类型”(SCAN_TYPE) 为“类型 1 连接”时,才使用“连接重叠”参数。
端点切削进给量
通常,当车削刀具在接近肩部时,可能会因车削中的突然变化而在刀具的刃口上产生一些压力。为了避免产生这种压力,可通过为“端点切削进给量”参数指定适当的值来设置切削运动的进给率。
切削进给安全距离
指定距离肩部的距离,在该处将应用于“端点切削进给量”参数中指定的切削进给。
机床
瑞士型车削
如果设置为“是”(YES),且机器具有瑞士型车削功能,则将在每个序列的 CL 数据中输出 MODE/ZAXIS, ON 语句。此参数在区域车削、轮廓车削、槽车削、4 轴区域车削和螺纹车削步骤中可用。默认是 NO。如果机器不具有瑞士型车削功能,或者此参数设置为“否”(NO),则 CL 数据中不存在更改。
主轴速度
机床主轴旋转的速度 (RPM)。未设置默认的主轴速度 (显示为 "–1")。
主轴转向
主轴的旋转方向。CW(顺时针方向 - 默认值),CCW(逆时针方向)。
主轴速度范围
没有范围 (默认)、低、中、高、编号。如果设置的是“没有范围”之外的值,范围将被包含在 CL 文件中的 SPINDL 命令中 (例如 "RANGE, LOW")。如果将其设置为“编号”,将在 SPINDL 命令中使用“范围号”参数值 (例如,"RANGE, 4",其中 4 是“范围号”的参数值)。
范围号
如果将“主轴速度范围”设置为“编号”,则您指定的值将用作 SPINDL 命令中的“范围号”。默认值为 0。
最大主轴 RPM
如果将其设置成破折号 (-) (默认值) 以外的值,MAXRPM 属性将被添加到 SPINDL 命令中。
速度控制
CONST_RPM(每分钟转数恒定),CONST_SFM(每分钟曲面英尺恒定),CONST_SMM(每分钟曲面米恒定)。
默认的“速度控制”为 CONST_RPM。
刀补
控制刀具补偿。选项如下:
• ON - 在 CL 文件中打开刀具补偿。
• OFF (默认) - 不提供刀具补偿。
对于切削运动,不输出 CUTCOM 语句。
刀补注册
指定用来保存刀具补偿数据的机械控制器注册号。默认值为 0。
刀具方位
允许控制刀具方位。它表示刀具轴顺时针方向到“NC 序列”坐标系 Z 轴的夹角(单位为度)。“刀具方位”可以是 0 到 360 之间的任意值。默认值为 0。
对于“头 2”,此角度按逆时针方向计量。即如果“刀具方位”是 90 度,对于“头 1”,沿“NC 序列”坐标系 X 轴正方向定向刀具柄;而对于“头 2”,则沿 X 轴负方向定向刀具柄。 |
刀具定位角度
用于将车削刀具放置到某个位置 (通过将其绕 Y 轴旋转一个固定角度)。“刀具定位角度”可以是 0 到 360 之间的任意值。默认值为 0。
例如,如果在“刀具设定”(Tools Setup) 对话框中将“刀具定位角度”的值设置为 15,将“旋转”(Rotation) 设置为“标准”(Standard),那么 CL 文件中的输出为:"ROTHED/BAXIS, ATANGL, 15.00, CCW"。
• 要应用“刀具定位角度”参数,必须在铣削/车削机床上启用车削刀具定位功能。 • 为“刀具定位角度”指定的值被加到“刀具方位”的值上,以设置刀具的切削方向。 |
若“刀具定位角度”为正值,则将刀具沿逆时针方向绕 Y 轴旋转,若为负值,则将刀具沿顺时针方向绕 Y 轴旋转。正值或负值表示在机床中分配的旋转方向。
去毛边刀具
用于反向切削刀具,也就是在其主轴内将刀具旋转 180 度,从而在相反的方向上进行切削。将“去毛边刀具”设置为 YES 可启用刀具的反向。默认是 NO。
对于具有反向方向的刀具,如果将“去毛边刀具”设置为 YES,则刀具方位会绕 X 轴旋转 180 度,并反转切削方向。对于没有反向方向的刀具,如果将“去毛边刀具”设置为 YES,则显示一则消息,表明您还没有为刀具定义反向方向。
如果将“去毛边刀具”设置为 YES,那么 CL 文件中的 TURRET 语句将显示偏移寄存器。该值是在“刀具设置”(Tools Setup) 对话框的“偏移表”(Offset Table) 选项卡页中为反向方向设置的偏移值。
延迟
刀具在槽底部停留的时间,单位为秒。默认值是 0,在这种情况下,不会在 CL 文件中使用 "DELAY / t" 语句。仅适用于槽车削。
进刀/退刀
切入角
刀具接近工件的角度。默认值为 0。适用于“区域”和“轮廓”车削。
拉伸角
从工件移开刀具的夹角。默认值为 0。适用于“区域”和“轮廓”车削。
下图显示了各种不同“拉伸角”(PULLOUT_ANGLE) 值的刀具路径表示:
1. 切入角 45
2. 拉伸角
3. 切入角 0
4. 拉伸角 45
退刀比率
在“区域”车削 NC 序列中,控制刀具退刀动作的深度。此深度被指定为“步进深度”的比率。默认值为 1.1。
下图显示了区域车削 NC 序列中“退刀比率”(RETRACT RATIO) 的用法:
1. 步进深度
2. 退刀深度 = 步长深度 * 退刀比率
拉伸距离
用于刀具的最后退刀。默认是 0,在这种情况下,将使用系统默认值退刀。仅适用于槽车削。
全程退刀面深度
仅适用于啄钻循环槽车削。如果不是 0 (默认值),刀具在到达槽顶部下面此深度后会一直退刀到“安全距离”。
安全距离
对于“区域”和“槽”NC 序列,此参数为高出工件曲面的间隙距离,“切入进给量”在此距离处结束、“切削进给”在此距离处开始。对“螺纹”NC 序列,为距工件的间隙距离 (与 AI 参数 "FEDTO, d" 中的 "d" 对应)。默认值为 1。
如果生成轮廓走刀或“扫描类型”设置为“切入止裂槽”,则在区域车削步骤中忽略“安全距离。 |
进刀距离
在“区域”车削中,用于初始进入到粗车削以及轮廓运动中。还为所有 NC 序列类型指定进入“刀具运动”的长度。默认值为 0。
退刀距离
在“区域”车削中,用于从粗车削中最终退出以及从轮廓运动退出。还为所有 NC 序列类型指定退出“刀具运动”的长度。默认值是一个破折号 (-),即 0。
引导半径
引入或引出时刀具的相切圆移动的半径。当创建“引入刀具运动”和“引出刀具运动”时以及在“轮廓”车削的“构建切削”中使用此参数。默认值为 0。
切向引导步长
与圆形引入或引出运动相切的线性运动的长度。在“轮廓”车削的“构建切削”中创建“引入”和“引出”动作时使用。默认值为 0。
法向引导步长
与引入或引出运动的相切部分相垂直的线性移动的长度。在“轮廓”车削的“构建切削”中创建“引入”和“引出”动作时使用。默认值为 0。
切削_进入_延拓
对于“轮廓车削”,可为各个切口或层切面指定进刀动作类型。该项具有以下值:
• NONE - 无进刀运动。
• LINE_TANGENT – 刀具沿切口或层切面的切线进刀。
• NORMAL – 进刀运动为垂直于切削运动的直线。
• 引入 – 刀具导引进入切口或层切面。
• PLUNGE – 刀具在选定的切削运动或进刀运动之前切入。此参数与“进刀距离”和“切入角”两个参数一起使用。
切削_退出_延拓
对于“轮廓车削”,可为中间切口或层切面指定默认退刀动作类型。该项具有以下值:
• NONE – 无退刀运动。
• LINE_TANGENT – 刀具沿切口或层切面的切线退刀。
• NORMAL – 退刀运动为垂直于切削运动的直线。
• 引出 – 刀具沿到切口或层切面的弧退刀。
• GOTO_END – 如果在定义“轮廓”车削步骤时指定了终点,则刀具会在切削运动结束时移动到指定的基准点。选择“终止动作”参数的选项时即定义刀具的移动方向。
• GOHOME - 刀具在切削运动结束时移动到指定的原始点。必须已指定操作的原始点。选择“终止动作”参数的选项时即定义刀具的移动方向。
• PULLOUT – 选定的切削运动完成后刀具移开。此参数与“退刀距离”和“拉伸角”两个参数一起使用。
进刀角
通过引入时刀具的圆运动创建弧的角度。在“轮廓”车削的“构建切削”中创建“引入”和“引出”动作时使用。默认值为 90。
退刀角
圆弧的角度是在引出时由刀具的圆移动创建的。在“轮廓”车削的“构建切削”中创建“引入”和“引出”动作时使用。默认值为 90。
下图显示了用于“轮廓”车削的各种进刀/退刀参数:
1. 切削运动
2. 法向引导步长
3. 切向引导步长
4. 引导半径
5. 进刀角
6. 退刀角
螺纹
螺纹进给量
每英寸的螺纹数。未设置默认值 (显示为 "–1")。
螺纹进给单位
TPI (默认)、MMPR、IPR。允许改变螺距名称。
余量百分比
0 到 1 之间的小数,表示每一走刀要移除的剩余材料的百分比。
此选项仅对 AI 宏有效,对 ISO 标准“CL 数据”无效。 |
精加工走刀次数
设置在达到最终螺纹深度(由“允许余量”确定)后要加工的走刀数。默认值为 1。
螺纹头数
多头螺纹加工中螺纹加工起点的数目 (与 AI 参数 "TIMES,t" 及 ISO 参数 "MULTRD,t" 相对应)。例如,如果将“螺纹头数”设置为 4,将有 4 个螺纹加工起点,绕零件等间距分布。
切削次数
对于 ISO 螺纹,此参数为刀具定位到多道切削的次数 (与 ISO 参数 "CUTS,c" 相对应)。
多刀切削数
对于 AI 螺纹,此参数是刀具定位到多道切削的次数 (与 AI 参数 "OFSETL,n,o" 中的 "n" 相对应)。
切割偏移
对于 AI 螺纹,是多道切削螺纹加工中切削间的偏移距离 (与 AI 参数 "OFSETL,n,o" 中的 "o" 相对应)。
下图表示的是“多刀切削数”和“切割偏移”参数。在本示例中,“多刀切削数”等于 4。
1. 螺纹轮廓
2. 刀具
3. 切割偏移
输出螺纹点
如果将其设置为 YES(默认),就会分别在 THREAD/AUTO 命令前后为第一和最后一个螺纹点向 CL 文件中使用 GOTO 语句。如果设置为 NO,则不使用这些 GOTO 语句。
进给角度
刀具以此开始切削的角度。默认值为 0。
螺纹深度
螺纹深度 (仅适用于“一般”类型的螺纹)未设置默认值 (显示为 "–1")。
螺纹深度方法
该参数提供以下方法来确定最终螺纹深度:
• 按步距 - 用于指定每一切割的递增深度。这是刀具随每次走刀移动的距离。
• 按百分比 - 用于指定每次走刀所移除的材料的百分比。使用“余量百分比”参数指定该百分比。
• 按切口 - 用于指定刀具达到最终螺纹深度所需的切削总数。使用“切削次数”参数输入该值。
• 完全深度 - 用于指定通过一次走刀达到最终螺纹深度。此方法为默认方法。
一般
材料移除切口内边界 - 如果设置为 YES,则为内部直径车削轮廓创建精确的材料移除切削。仅适用于轮廓车削。