Parâmetros de sequência de desbaste de rotação e sequência de acabamento de rotação
Parâmetros de desbaste de rotação e acabamento de rotação para profundidade de corte e tolerâncias
• Passo lateral máximo (ID: MAX_STEP_OVER)
Especifica a distância máxima entre passadas sucessivas. O passo lateral máximo é calculado por default quando a ferramenta é selecionada.
Default: Com base em relação interna depois de definir a ferramenta.
• Profundidade do passo (ID: STEP_DEPTH)
Especifica a profundidade incremental de cada passada. O valor de STEP_DEPTH deve ser maior que zero. A profundidade do passo é calculada por default quando a ferramenta é selecionada.
Default: Com base em relação interna depois de definir a ferramenta.
• Material excedente (ID: STOCK_ALLOW)
Define a quantidade de material para deixar em todas as superfícies de usinagem.
Default: 1 (passo de desbaste de rotação), 0 (passo de acabamento de rotação)
• Tipo de filtro (ID: FILTER_TYPE)
Selecione o tipo de região para filtrar na usinagem. Ela é especificada em relação a porcentagem de limite do diâmetro de ferramenta. Ela é usada para evitar usinagem de regiões desnecessárias.
Default: INSCRIBED_CIRCLE
INSCRIBED_CIRCLE — Indica que a largura máxima da região filtrada é o diâmetro de um círculo, que é inscrito no caminho da ferramenta dentro de tal região.
• Valor mínimo em porcentagem (ID: THRESHOLD_VALUE_PERCENT)
Especifica o valor mínimo em porcentagem do diâmetro da ferramenta. Este valor determina a largura de uma região para ser filtrada ao usinar.
Default: 0%
Esse parâmetro funciona junto com o parâmetro FILTER_TYPE.
• Número de fatias intermediárias (ID: NUMBER_INTERMEDIATE_SLICES)
A fatia intermediária é uma fatia de perfil entre fatias de desbaste sucessivas. Especifique o número de fatias intermediárias a serem criadas.
Default: 0
Não aplica-se a geometrias horizontal e vertical.
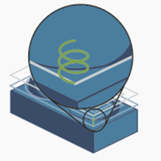
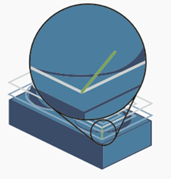
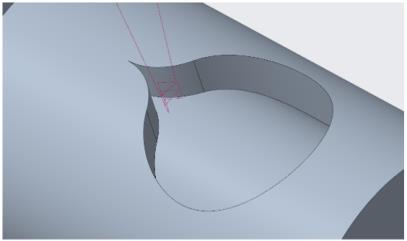
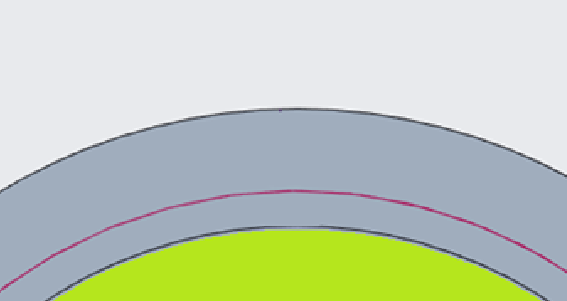
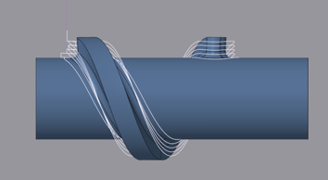
A imagem a seguir indica as fatias intermediárias geradas na superfície inclinada entre as duas fatias de desbaste consecutivas. Nenhuma fatia intermediária é gerada na superfície horizontal.
NUMBER_INTERMEDIATE_SLICES é definido como 3:
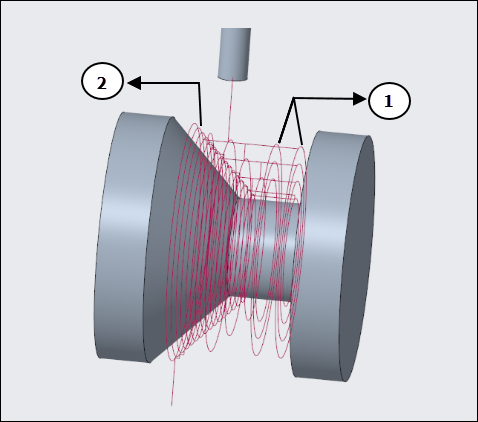
1. Fatia de desbaste de rotação
2. Três fatias intermediárias geradas entre duas fatias de desbaste
• Valor mínimo de espessura do material intermediário (ID: INTERMEDIATE_DETECT_THICK_THAN)
É o valor mínimo para manter ou remover as fatias intermediárias. Evita fatias de perfil intermediárias nas quais a quantidade de material é menor que o valor mínimo especificado.
1. Valor mínimo especificado
O recorte é executado de baixo para cima.
O recorte é executado da seguinte forma:
◦ Se DETECT_THICKER_THAN é igual a 0, a filtragem é executada usando um valor imposto (1.25 * tolerância de corte).
◦ Se DETECT_THICKER_THAN é maior que 0, as fatias são filtradas dentro do valor mínimo.
Default: 0
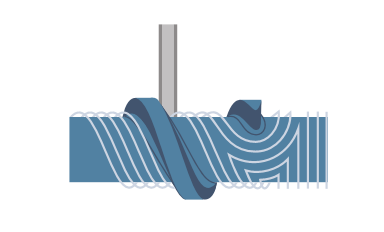
O caminho da ferramenta a seguir é gerado quando:
◦ INTERMEDIATE_DETECT_THICK_THAN é definido como 0 considerando o valor imposto como 1.25 * tolerância de corte.
◦ NUMBER_INTERMEDIATE_SLICES é definido como 3.
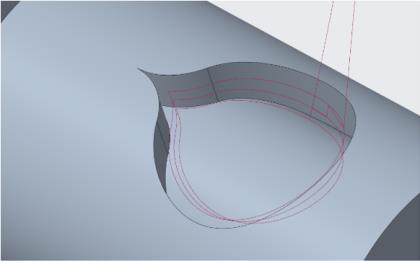
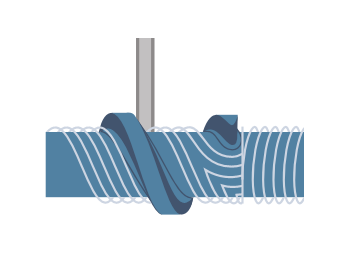
Quando INTERMEDIATE_DETECT_THICK_THAN é definido como 2 e NUMBER_INTERMEDIATE_SLICES é definido como 3, o caminho da ferramenta a seguir é gerado:
Neste caso, algumas passadas intermediárias são removidas, quando a quantidade de material bruto é menor que o valor especificado de INTERMEDIATE_DETECT_THICK_THAN.
• Passo máximo de discretização (ID: MAX_DISCRETIZ_STEP)
Especifica a distância máxima permitida entre dois pontos no caminho da ferramenta.
Se a distância entre dois pontos no caminho da ferramenta é maior que MAX_DISCRETIZ_STEP, pontos intermediários são adicionados de modo que a distância entre dois pontos seja sempre menor que MAX_DISCRETIZ_STEP.
Se nenhum valor for especificado para MAX_DISCRETIZ_STEP (default), o valor de tolerância será usado para gerar os pontos do caminho da ferramenta.
1. MAX_DISCRETIZ_STEP
• Ajuste da área de contenção (ID: CONTAINMENT_OFFSET)
Cria um caminho da ferramenta de ajuste dentro dos loops de contenção de acordo com o valor especificado. Para o valor 0, não há ajuste e o corte é criado até os limites dos loops de contenção.
Default: 0
Valores negativos não têm suporte. |
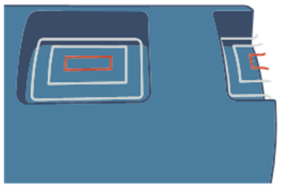
• Cortes adicionais no piso (ID: ADDITIONAL_CUTS_ON_FLOOR)
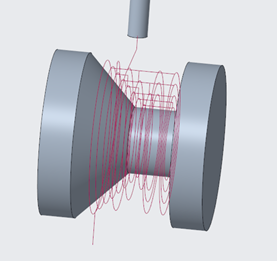
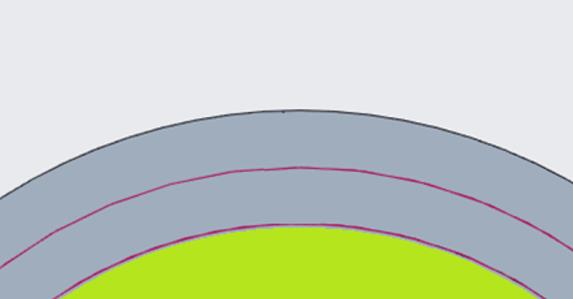
Se definido como NO (default), esse parâmetro cria cortes de profundidade de passo constantes sem nenhum corte adicional no piso. Nestes casos, o material pode permanecer nas superfícies cilíndricas ou cônicas e sua quantidade pode ser maior ou menor que o material definido pelo usuário.
Se definido como YES, esse parâmetro cria um corte adicional em cada superfície cilíndrica ou cônica juntamente com os cortes de profundidade de passo constantes, mantendo o material definido pelo usuário. O número total de cortes gerados não é distribuído de forma equidistante.
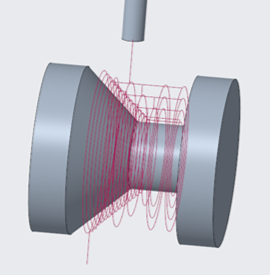
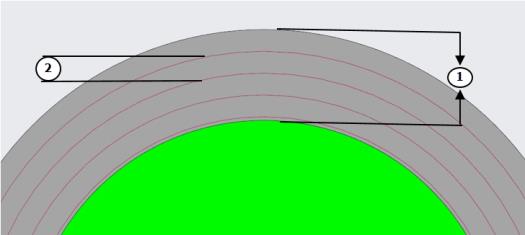
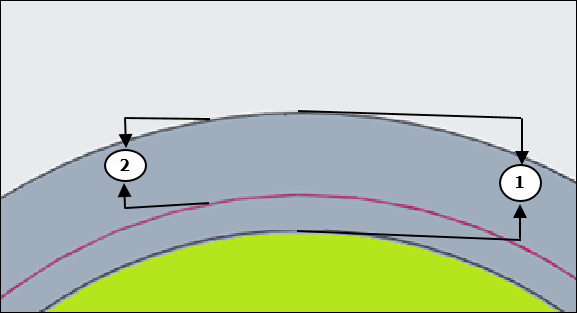
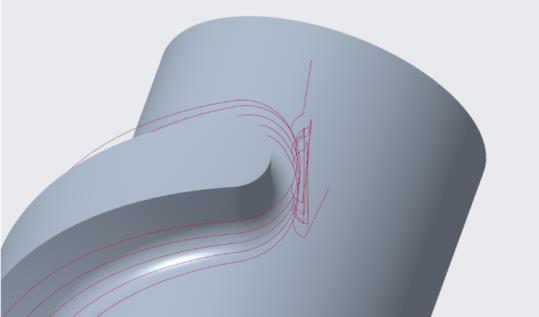
Por exemplo, quando ADDITIONAL_CUTS_ON_FLOOR é definido como YES, cortes adicionais em cada superfície cilíndrica juntamente com os cortes de profundidade de passo constantes são gerados como exibido na imagem a seguir:
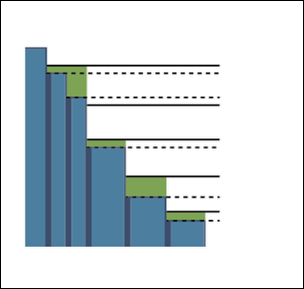
As linhas sólidas representam cortes STEP_DEPTH e linhas pontilhadas representam ADDITIONAL_CUTS_ON_FLOOR na imagem.
O parâmetro ADDITIONAL_CUTS_ON_FLOOR não tem suporte no passo de acabamento de rotação com FINISH_OPTION definido como FLOOR_FINISH. |
• Valor mínimo de detecção de movimento curto (ID: SHORT_MOVE_THRESHOLD)
Especifica o valor mínimo para separar movimentos curtos ou longos com base no comprimento do caminho da ferramenta.
Default: 0
1. Comprimento do movimento do caminho da ferramenta
• Filtro de movimento curto (ID: SHORT_MOVE_FILTER)
Filtra os cortes com comprimento menor que o valor especificado de SHORT_MOVE_THRESHOLD.
As seguintes opções estão disponíveis:
◦ OPEN_CONTOURS — Filtra os movimentos curtos de loop aberto.

◦ CLOSE_CONTOURS — Filtra os movimentos curtos de loop fechado.

◦ BOTH_CONTOURS — Filtra os movimentos curtos de loop aberto e fechado.
Default: OPEN_CONTOURS
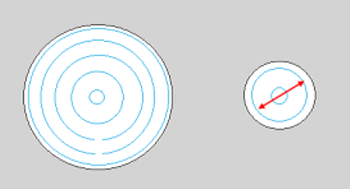
• Valor mínimo de tamanho de brecha para cortes (ID: TRIM_GAP_THRESHOLD)
Em um passo de desbaste de rotação, por causa da definição do material, o caminho da ferramenta é recortado de acordo com a forma do material, criando brechas dentro do caminho da ferramenta. Em um passo de acabamento de rotação, por causa de brechas nas superfícies de usinagem, também são geradas brechas dentro do caminho da ferramenta.
Especifique o valor mínimo para separar brechas pequenas ou grandes com base no tamanho da brecha dentro do caminho da ferramenta.
Para o valor default, todas as brechas são ignoradas e vinculadas novamente.
Default: 0
Para o valor definido, as brechas menores que os valores mínimos são conectadas e a ferramenta permanece para baixo. Somente as brechas maiores que o valor mínimo são ignoradas e vinculadas novamente.
Por exemplo:
◦ Quando o valor mínimo é 0, todas as brechas são ignoradas e vinculadas novamente.
◦ Quando o valor definido é maior que o valor mínimo do tamanho de brecha pequena, brechas menores são evitadas e a ferramenta permanece para baixo. Somente as brechas grandes são ignoradas e vinculadas novamente.

Parâmetro de desbaste de rotação e acabamento de rotação para movimentos de corte
• Método de usinagem (ID: MACHINE_BY)
As opções de usinagem a seguir estão disponíveis:
◦ REGIONS — Cada região é usinada separadamente, uma depois da outra.

◦ LEVELS — Todas as regiões são usinadas simultaneamente em níveis sucessivos.

Parâmetros de desbaste de rotação e acabamento de rotação para movimentos de entrada/saída
• Método de entrada em área fechada (ID: CLOSED_AREA_ENTRY)
Especifica o método de entrada para áreas fechadas.
As seguintes opções estão disponíveis:
◦ AUTOMATIC — A ferramenta usa a entrada mais adequada para área fechada.
◦ HELICAL — A ferramenta entra em uma área fechada seguindo uma trajetória helicoidal. O diâmetro da hélice é especificado pelo parâmetro HELICAL_DIAMETER_PERC.
◦ LINE_RAMP — A ferramenta entra em uma área fechada seguindo uma linha angular.
◦ ZIG_ZAG_RAMP — A ferramenta entra em uma área fechada seguindo uma linha angular em movimento zigue-zague.

◦ PROFILE_RAMP — A ferramenta entra em uma área fechada seguindo a forma do contorno do caminho da ferramenta.

Default: AUTOMATIC
Para passos de acabamento de rotação, as opções de CLOSED_AREA_ENTRY são aplicáveis somente quando FINISH_OPTION é definido como FLOOR_FINISH. |
• Ângulo de rampa (ID: RAMP_ANGLE)
Especifica o ângulo de entrada da ferramenta na próxima fatia ou passada.
Default: 5
• Porcentagem de diâmetro helicoidal (ID: HELICAL_DIAMETER_PERC)
Especifica o diâmetro máximo de hélice permitido em porcentagem do diâmetro da ferramenta. Aplicável à entrada helicoidal da ferramenta.
Default: 80%
• Distância rápida (ID: RAPID_DISTANCE)
Especifica a distância a partir da qual a ferramenta se retrai ou se aproxima em um avanço rápido ao longo do eixo. A distância rápida inclui a distância de segurança.
Default: 20 mm
• Distância de segurança durante o movimento do ar (ID: AIR_MOVE_SAFETY_DIST)
É a distância mínima entre movimentos aéreos da ferramenta e superfícies de peça de referência para evitar colisão.
Default: 10 mm

Parâmetro de desbaste de rotação e acabamento de rotação para configurações de usinagem
• Raio de suavização (ID: SMOOTH_RADIUS)
Especifica o raio para criação de filete ou para usinagem de canto suave de todas as passadas intermediárias.
Esse parâmetro gera um raio suave somente para passadas intermediárias. O valor deve ser maior que 0 e menor que o valor de MAX_STEP_OVER.
Default: -
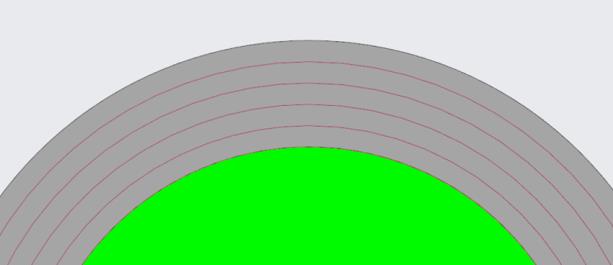
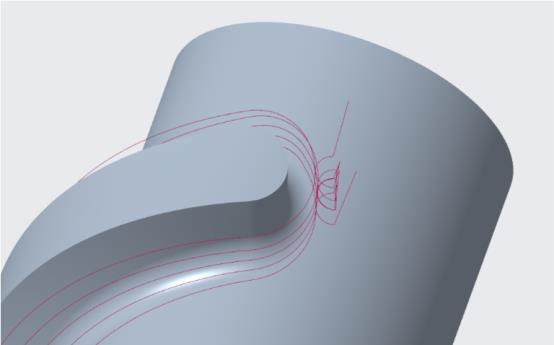
A imagem a seguir indica a passada final e as passadas intermediárias quando o valor de SMOOTH_RADIUS é 6 e o valor de FINAL_PASS_SMOOTH_RADIUS é 0.
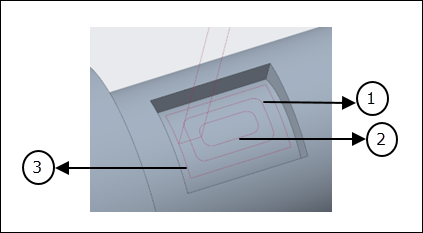
1. Passada intermediária
2. Passada intermediária
3. Passada final
• Raio de suavização da passada final (ID: FINAL_PASS_SMOOTH_RADIUS)
Especifica o raio para criação de filete ou para usinagem de canto suave da passada final.
Esse parâmetro gera um raio suave somente para a passada final. O valor deve ser maior que 0 e menor que o valor de MAX_STEP_OVER.
Default: 0
Para gerar o raio suave na passada final, o valor deve ser maior que 0 e menor que o valor de MAX_STEP_OVER.
Quando o valor especificado é maior que 0, esse parâmetro funciona somente se o valor definido de SMOOTH_RADIUS for maior que 0. |
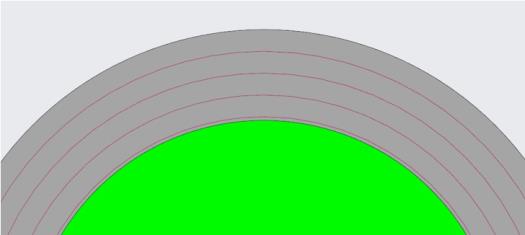
A imagem a seguir indica a passada final e as passadas intermediárias quando o valor de SMOOTH_RADIUS é 3 e o valor de FINAL_PASS_SMOOTH_RADIUS é 6.
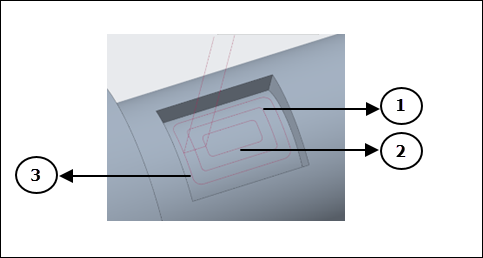
1. Passada intermediária
2. Passada intermediária
3. Passada final
Parâmetros de desbaste de rotação
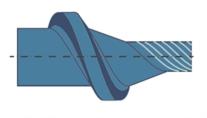
• Ajuste do eixo da ferramenta (ID: TOOL_AXIS_OFFSET)
Permite a usinagem de desbaste de rotação com um ajuste de eixo. A linha de centro da ferramenta é ajustada com relação ao eixo de rotação da peça de trabalho.
Esse parâmetro permite que a ferramenta corte adequadamente com as arestas de corte, e não com o centro da ferramenta. Portanto, é possível alcançar velocidades de corte mais estáveis e corte próximo ao diâmetro com ferramentas não esféricas.
O ajuste é sempre na direção oposta à direção de rotação e muda de posição automaticamente quando a direção de rotação muda. Essa mudança ocorre em um movimento linear sem movimento de rotação. Isto evita danos à ferramenta e garante um processo seguro.
O valor máximo aceito não pode exceder o raio da ferramenta.
Default: 0
Valores negativos não têm suporte. |
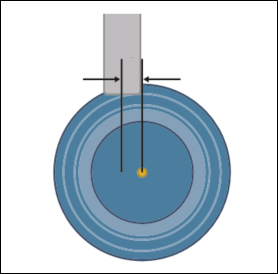
Quando o valor definido de TOOL_AXIS_OFFSET é maior que 0:
Quando o valor definido de TOOL_AXIS_OFFSET é 0:
• Conectar caminho da ferramenta segmentado (ID: CONNECT_SEGMENTED_TOOLPATH)
Se definido como NO (default), esse parâmetro remove todos os segmentos do caminho da ferramenta que não intersecionam com o material.
Se definido como YES, esse parâmetro conecta os contornos segmentados que parcialmente intersecionam com o material.
• Garantir corte de acabamento (ID: ENSURE_FINISH_CUT)
Se definido como NO (default), esse parâmetro gera segmentos parciais do caminho da ferramenta com retrações.
Se definido como YES, esse parâmetro conecta os segmentos parciais e faz um corte completo, minimizando as retrações.
• Profundidade do passo adaptável mínima (ID: MIN_ADAPTIVE_STEP_DEPTH)
É o valor mínimo que determina uma das opções a seguir:
◦ Adição de um corte extra para tornar todos os cortes equidistantes e não deixar nenhum material nas áreas planas.
◦ Nenhuma adição de corte extra. Em vez disso, gere um caminho da ferramenta de profundidade do passo constante, que pode deixar algum material nas áreas planas.
Se o valor especificado é menor que o valor mínimo, um corte extra é gerado. Se o valor especificado é maior que o valor mínimo, nenhum corte extra é gerado.
Se um corte extra é gerado, os cortes de profundidade do passo existentes e o corte extra são distribuídos de forma equidistante.
O valor mínimo de MIN_ADAPTIVE_STEP_DEPTH é determinado pela fórmula a seguir:
Distância entre cilindros / Total de cortes requeridos
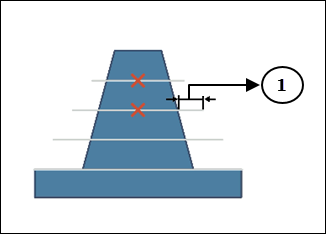
Exemplo 1:
Considere os dois cilindros do modelo a seguir em que a distância entre os dois cilindros é 25 e a profundidade do passo é 6.
1. Distância entre 2 cilindros
2. Profundidade do passo
O caminho da ferramenta gera quatro cortes de profundidade do passo constante, que deixam algum material na superfície superior do cilindro 2. Para usinar essa superfície superior do cilindro 2, é requerido um corte de profundidade adicional. Portanto, um total de cinco cortes que incluem quatro cortes de profundidade do passo constante e um corte de profundidade adicional são requeridos. Esses cinco cortes são distribuídos de forma equidistante entre os 2 cilindros.
Nesse exemplo, o valor mínimo de MIN_ADAPTIVE_STEP_DEPTH é calculado como 25 dividido por 5 com o resultado 5, de acordo com a fórmula definida.
Se o valor do parâmetro MIN_ADAPTIVE_STEP_DEPTH é definido como 4, que é menor que o valor mínimo de 5, são gerados cinco cortes equidistantes, não deixando nenhum material na superfície superior do cilindro 2.
Se o valor do parâmetro MIN_ADAPTIVE_STEP_DEPTH é definido como 7, que é maior que o valor mínimo de 5, o quinto corte é ignorado. Quatro cortes com seis profundidades do passo constantes são gerados, deixando material na superfície superior do cilindro 2.
Exemplo 2:
Considere os dois cilindros do modelo a seguir em que a distância entre os dois cilindros é 10 e a profundidade do passo é 7.
1. Distância entre 2 cilindros
2. Profundidade do passo
O caminho da ferramenta gera um único corte de profundidade do passo constante, que deixa algum material na superfície superior do cilindro 2. Para usinar essa superfície superior do cilindro 2, é requerido um corte de profundidade adicional. Portanto, um total de dois cortes que incluem um corte de profundidade do passo constante e um corte de profundidade adicional são requeridos. Esses dois cortes são distribuídos de forma equidistante entre os 2 cilindros.
Nesse exemplo, o valor mínimo de MIN_ADAPTIVE_STEP_DEPTH é calculado como 10 dividido por 2 com o resultado 5, de acordo com a fórmula definida.
Se o valor do parâmetro MIN_ADAPTIVE_STEP_DEPTH é definido como 4.9, que é menor que o valor mínimo de 5, são gerados dois cortes equidistantes, não deixando nenhum material na superfície superior do cilindro 2.
Se o valor do parâmetro MIN_ADAPTIVE_STEP_DEPTH é definido como 5.1, que é maior que o valor mínimo de 5, o segundo corte é ignorado. Somente um único corte com sete profundidades do passo constantes é gerado, deixando material na superfície superior do cilindro 2.
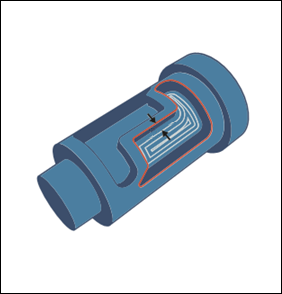
• Tipo de escaneamento (ID: SCAN_TYPE)
As seguintes opções estão disponíveis:
◦ OFFSET_ONLY — Define um caminho da ferramenta de ajuste ao longo do eixo rotacional na superfície de usinagem inteira. O caminho da ferramenta é ajustado com relação a todas as arestas nas superfícies de usinagem.
◦ OFFSET_AND_SPIRAL — Usa uma combinação de dois tipos de fatiamento. O caminho da ferramenta gera automaticamente cortes espirais até encontrar uma obstrução. Após encontrar uma obstrução, o caminho da ferramenta é revertido para uma estratégia de ajuste.
Parâmetros de acabamento de rotação
• Sobreposição de loop fechado (ID: CLOSED_LOOP_OVERLAP)
Não gera nenhuma sobreposição de caminho da ferramenta nos loops fechados.
Default: 0
O caminho da ferramenta a seguir é gerado quando CLOSED_LOOP_OVERLAP é 0:
Se o valor definido é maior que 0, a sobreposição do caminho da ferramenta é gerada de acordo com o valor especificado nos loops fechados para evitar marcas de corte nas posições do arco líder de entrada e do arco líder de saída.
O caminho da ferramenta a seguir é gerado quando CLOSED_LOOP_OVERLAP é 3:
O parâmetro CLOSED_LOOP_OVERLAP não tem suporte com FINISH_OPTION definido como FLOOR_FINISH. |
• Profundidade do passo da parede otimizada (ID: OPTIMIZED_WALL_STEP_DEPTH)
É a profundidade do passo mínima definida para curvas de acabamento ou superfícies inclinadas.
Esse parâmetro tem suporte somente quando FINISH_OPTION está definido como OPTIMIZED_WALL_FINISH. |
Default: 0.1
• Opção de acabamento (ID: FINISH_OPTION)
Especifica o método de usinagem para criar um caminho da ferramenta otimizado.
Aplicável somente para o passo de acabamento de rotação.
Default: WALL_FINISH
As seguintes opções estão disponíveis:
◦ WALL_FINISH — Usina as superfícies de parede usando STEP_DEPTH. Use essa opção para usinar áreas inclinadas.
◦ OPTIMIZED_WALL_FINISH — Usina a curva e as superfícies inclinadas com um caminho da ferramenta otimizado. O caminho da ferramenta usa a combinação dos parâmetros MAX_STEP_OVER e OPTIMIZED_WALL_STEP_DEPTH.
Essa opção permite otimizar o passo lateral das paredes para produzir um passo lateral máximo mais consistente ao usinar superfícies curvadas e inclinadas. A profundidade mínima do passo é ajustada para reduzir o número requerido de caminhos da ferramenta e aumentar a eficiência da usinagem.
Os cortes de passo lateral otimizados são recortados para reduzir o tempo do ciclo, sempre que possível.
◦ FLOOR_FINISH — Usina as superfícies cilíndricas e cônicas usando MAX_STEP_OVER. Use essa opção para usinar áreas rasas.