로컬 스톡 여유
일반적으로, 황삭 가공 또는 반마무리 NC 시퀀스 후에 남은 스톡의 양은 제조 매개 변수인 ROUGH_STOCK_ALLOW, PROF_STOCK_ALLOW 및 Z_STOCK_ALLOW에 의해 제어됩니다. 이러한 매개 변수는 이 NC 시퀀스에서 가공된 모든 서피스에 대해 스톡 여유를 지정합니다. 하지만 특정 서피스에 대해 스톡 여유의 값을 별도로 지정해야 하는 경우도 있습니다. 예를 들면, 차후의 연마 작업에 대해 추가 스톡을 남겨 두거나 열 처리를 하기 전에 스톡 여유를 조정할 때 별도의 값을 지정합니다.
이 기능은 영역, 4축 영역, 그루브 및 프로파일 선반가공에 대해 사용할 수 있습니다.
선반가공 시퀀스를 생성할 때 매개 변수 편집(Edit Parameters) 대화 상자에서 관련 매개 변수를 선택하여 이러한 매개 변수의 값을 지정할 수 있습니다. 시퀀스의 매개 변수(Parameters)를 정의할 때 이 대화 상자가 열립니다. 고전 시퀀스를 작업할 때는 선반가공 프로파일의 세그먼트 체인을 선택하고 이 체인에만 적용할 값을 입력하여 로컬 스톡 여유를 지정할 수 있습니다.
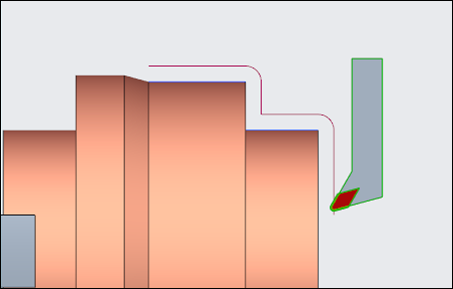
프로파일 선반가공 시퀀스의 경우 공구 동작 레벨에서 프로파일 선반가공 절삭(Profile Turning Cut) 대화 상자에 있는 모든 엔티티(All Entities)에 대한 스톡 여유(Stock Allowance) 값이 선택한 선반가공 프로파일의 모든 엔티티에 적용됩니다. 선택한 선반가공 프로파일의 특정 엔티티에 로컬 스톡 여유를 지정하려면 모든 엔티티(All Entities) 확인란을 선택 취소하고 엔티티를 선택한 다음 각 엔티티의 오프셋 값을 지정합니다.
프로파일 선반가공 시퀀스에서 지정된 STOCK_ALLOW 및 Z_STOCK_ALLOW 값에 대해 다음 시나리오를 고려하십시오.
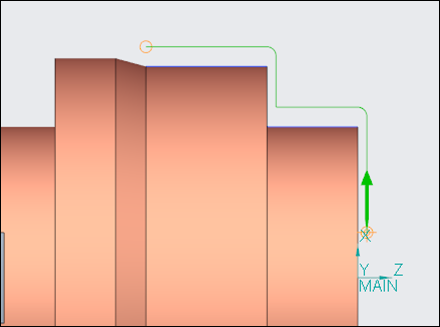
• 시퀀스 레벨에서 STOCK_ALLOW의 지정된 값은 10이며, Z_STOCK_ALLOW의 지정된 값은 –(대시)입니다.
Z_STOCK_ALLOW 매개 변수 값이 –(대시)이므로 STOCK_ALLOW 매개 변수 값이 X축과 Z축을 따라 적용됩니다.
Z_STOCK_ALLOW 매개 변수 값이 0이거나 0보다 크면 STOCK_ALLOW 매개 변수 값이 X축을 따라서만 적용됩니다.
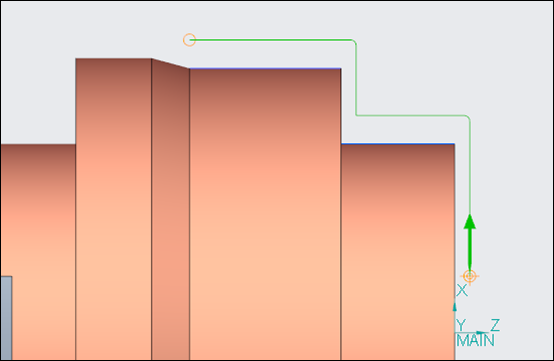
• 시퀀스 레벨에서 STOCK_ALLOW의 지정된 값은 10이며, Z_STOCK_ALLOW의 지정된 값은 3입니다.
STOCK_ALLOW 매개 변수 값 10은 X축을 따라 적용되며, Z_STOCK_ALLOW 매개 변수 값 3은 Z축을 따라 적용됩니다.
• 시퀀스 레벨에서 STOCK_ALLOW의 지정된 값은 10이며, Z_STOCK_ALLOW의 지정된 값은 3입니다. 또한 공구 동작 레벨에서 프로파일 선반가공 절삭(Profile Turning Cut) 대화 상자에 있는 모든 엔티티(All Entities)에 대한 지정된 스톡 여유(Stock Allowance) 값은 2입니다.
STOCK_ALLOW 매개 변수 값과 스톡 여유(Stock Allowance) 값의 합이 12이며, 해당 값이 X축에 적용됩니다. Z_STOCK_ALLOW 매개 변수 값과 스톡 여유(Stock Allowance) 값의 합이 5이며, 해당 값이 Z축에 적용됩니다.
엔티티에 대한 Z_STOCK_ALLOW 및 로컬 스톡 여유가 정의되어 있고, ROUGH_STOCK_ALLOW 또는 PROF_STOCK_ALLOW가 함께 정의된 경우 영역 선반가공 및 그루브 선반가공 시퀀스에서 유사한 공구 경로 동작이 발생합니다.