局部允许余量
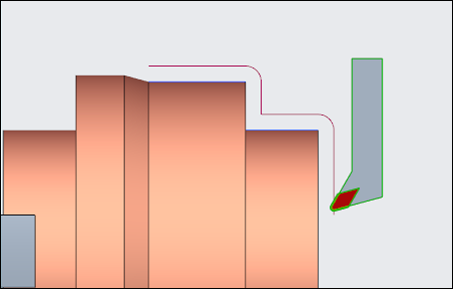
一般来说,粗切削或半精加工 NC 序列后剩余的坯件量由下列制造参数控制:粗加工允许余量、轮廓允许余量和 Z 向允许余量。它们将为在此 NC 序列中加工的所有曲面指定允许余量。然而,在某些情况下,可能需要为某些表面指定不同的允许余量值;例如,为后续磨削操作留出额外的加工量,或在热处理前调整允许余量。
此功能对“区域”、“4 轴区域”、“槽”和“轮廓车削”有效。
创建“车削”序列时,可通过在“编辑参数”(Edit Parameters) 对话框中选择相关的参数来对这些参数的值进行指定。当为序列定义“参数”(Parameters) 时,将打开该对话框。使用传统序列时,通过在“车削轮廓”上选择段链,并输入仅适用于该链的值,可指定局部允许余量。
对于“轮廓车削”(Profile Turning) 序列,刀具运动级“轮廓车削”(Profile Turning Cut) 对话框中“所有图元”(All Entities) 的“允许余量”(Stock Allowance) 值将应用于选定车削轮廓的所有图元。要为选定车削轮廓的特定图元指定局部允许余量,请清除“所有图元”(All Entities) 复选框,选择图元,然后为每个图元指定偏移值。
对于“轮廓车削”序列中指定的“允许余量”(STOCK_ALLOW) 和“Z 向允许余量”(Z_STOCK_ALLOW) 值,请考虑以下场景:
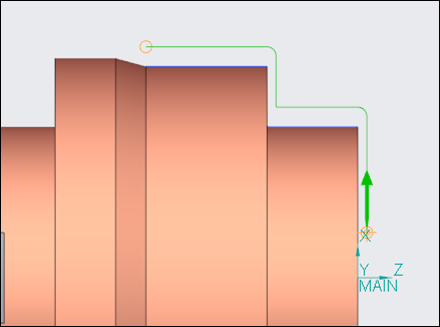
• 在序列级中,“允许余量”(STOCK_ALLOW) 的指定值为 10,“Z 向允许余量”(Z_STOCK_ALLOW) 的指定值为 – (破折号)。
由于“Z 向允许余量”(Z_STOCK_ALLOW) 参数值为 – (破折号),因此,将沿 X 轴和 Z 轴应用“允许余量”(STOCK_ALLOW) 参数值。
如果“Z 向允许余量”(Z_STOCK_ALLOW) 参数值等于 0 或大于 0,则仅沿 X 轴应用“允许余量”(STOCK_ALLOW) 参数值。
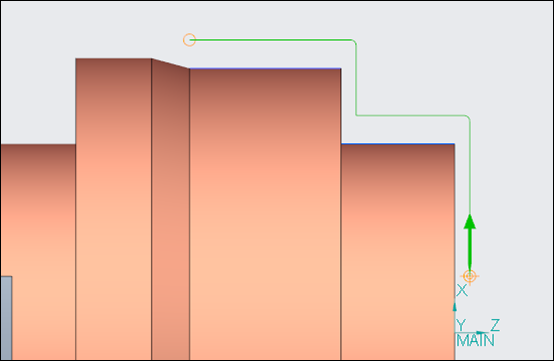
• 在序列级中,“允许余量”(STOCK_ALLOW) 的指定值为 10,“Z 向允许余量”(Z_STOCK_ALLOW) 的指定值为 3。
将沿 X 轴应用“允许余量”(STOCK_ALLOW) 参数值 10,沿 Z 轴应用“Z 向允许余量”(Z_STOCK_ALLOW) 参数值 3。
• 在序列级中,“允许余量”(STOCK_ALLOW) 的指定值为 10,“Z 向允许余量”(Z_STOCK_ALLOW) 的指定值为 3。此外,在刀具运动级的“轮廓车削”(Profile Turning Cut) 对话框中为“所有图元”(All Entities) 指定的“允许余量”(Stock Allowance) 值为 2。
“允许余量”(STOCK_ALLOW) 参数值与“允许余量”(Stock Allowance) 值之和等于 12,将沿 X 轴应用该值。“允许余量”(STOCK_ALLOW) 参数值与“允许余量”(Stock Allowance) 值之和等于 5,将沿 X 轴应用该值。
如果为图元定义了“粗加工允许余量”(ROUGH_STOCK_ALLOW) 或“轮廓允许余量”(PROF_STOCK_ALLOW) 以及“Z 向允许余量”(Z_STOCK_ALLOW) 和局部允许余量,则在“区域车削”(Area Turning) 和“槽车削”(Groove Turning) 序列中也会出现类似的刀具路径行为。